You might also like
- En 473 VS SNT TC 1aDocument3 pagesEn 473 VS SNT TC 1aramalingamNo ratings yet
- Fir-001 - 10 03 18Document1 pageFir-001 - 10 03 18Kartik SolankiNo ratings yet
- GSM Cause ValueDocument14 pagesGSM Cause ValueTahir Abbas KhanNo ratings yet
- Isaac Donato-Rosas - ch02 NotesDocument10 pagesIsaac Donato-Rosas - ch02 Notesapi-477471835No ratings yet
- TechniquesDocument29 pagesTechniquessankaran_muthukumarNo ratings yet
- BHS-TEPC-SIEVERT-ACFM-2022-001-Rev.01 - ACFM Inspection (Hassyan Power Plant)Document11 pagesBHS-TEPC-SIEVERT-ACFM-2022-001-Rev.01 - ACFM Inspection (Hassyan Power Plant)Saddam HossainNo ratings yet
- Liquid Penetrant Examination Procedure For Asme CodeDocument15 pagesLiquid Penetrant Examination Procedure For Asme Codeshabbir626100% (1)
- Product Technology ModifiedDocument136 pagesProduct Technology ModifiedTamilarasanNo ratings yet
- Ultrasonic Testing of Tube To Tube SheetDocument6 pagesUltrasonic Testing of Tube To Tube SheetDARSHIL RAJPURANo ratings yet
- Ultrasonic Testing of Ferritic or Martensitic Steel ForgingsDocument17 pagesUltrasonic Testing of Ferritic or Martensitic Steel ForgingsrkkumarcpriNo ratings yet
- Introduction To ECT - OKDocument57 pagesIntroduction To ECT - OKMan Nguyen TheNo ratings yet
- Casting Definitions and TerminologyDocument15 pagesCasting Definitions and TerminologyCharlie ChongNo ratings yet
- Ndic MFL A 10rev03!26!2010 SignedDocument10 pagesNdic MFL A 10rev03!26!2010 SignedMarcus ThomasNo ratings yet
- 2168.2-2009 Computerized Radiography Testing of Mettalic Materials Using X-Rays and Gamma RaysDocument25 pages2168.2-2009 Computerized Radiography Testing of Mettalic Materials Using X-Rays and Gamma RaysJoselito MagatNo ratings yet
- Liquid Penetrant Test Level-IiDocument39 pagesLiquid Penetrant Test Level-IiAabhas UpadhyayaNo ratings yet
- MSDS MtbeDocument5 pagesMSDS MtbeViệt HàNo ratings yet
- Accessories For Magnetic Particle Inspection Brochure - Jan 15 - EnglishDocument3 pagesAccessories For Magnetic Particle Inspection Brochure - Jan 15 - EnglishimahidaNo ratings yet
- Asnt BooksDocument37 pagesAsnt Booksraofrhan100% (1)
- MT Asme Sec V Article 7Document18 pagesMT Asme Sec V Article 7mohamedNo ratings yet
- Nikhil.E.sadanandan - Cover LetterDocument1 pageNikhil.E.sadanandan - Cover Letternikidragon4uNo ratings yet
- Article 1 Article 1 Mandatory Appendix I I-121.3Document6 pagesArticle 1 Article 1 Mandatory Appendix I I-121.3SandraNo ratings yet
- NDT Level 2 in Leak - TestingDocument9 pagesNDT Level 2 in Leak - TestingRichard MitchellNo ratings yet
- Course Notes - RT Level 1 Rev 29-3a 07-2006Document470 pagesCourse Notes - RT Level 1 Rev 29-3a 07-2006Juan LewisNo ratings yet
- L3 Training Requirements NAS & enDocument1 pageL3 Training Requirements NAS & enPrzemyslawNo ratings yet
- 9.19 - P-101 - Positive Material IdentificationDocument13 pages9.19 - P-101 - Positive Material IdentificationRays TioNo ratings yet
- Intro To NDTDocument61 pagesIntro To NDTzubairsarwar912No ratings yet
- PT Level 3 Preparation 1 PDFDocument25 pagesPT Level 3 Preparation 1 PDFtariq100% (1)
- Corrosion & Erosion: Inspection Solutions For Detection, Sizing & MonitoringDocument15 pagesCorrosion & Erosion: Inspection Solutions For Detection, Sizing & MonitoringMohd Azrul AzmanNo ratings yet
- E243 13 PDFDocument6 pagesE243 13 PDFDaniel Mauricio Prieto ValderramaNo ratings yet
- PT ProcedureDocument12 pagesPT ProcedureLuong Ho VuNo ratings yet
- Non-Destructive Testing: Prof. Tarapada RoyDocument12 pagesNon-Destructive Testing: Prof. Tarapada RoySIVARAM PRASADNo ratings yet
- Welding of Ferritic Cryogenic SteelsDocument2 pagesWelding of Ferritic Cryogenic SteelsMuhammed SulfeekNo ratings yet
- Procedure For Ferrit TestingDocument11 pagesProcedure For Ferrit TestingKarrar TalibNo ratings yet
- ITP For Drum Screen InspectionDocument1 pageITP For Drum Screen InspectionkapsarcNo ratings yet
- NDT Application FormDocument4 pagesNDT Application FormAhmed Shaban KotbNo ratings yet
- Dye Penetrant InspectionDocument2 pagesDye Penetrant InspectionsuparnaNo ratings yet
- Form PAUTDocument2 pagesForm PAUTLuong Ho Vu100% (1)
- Ultrasonic Wall Thickness GaugeDocument4 pagesUltrasonic Wall Thickness GaugeYud YudNo ratings yet
- Basic 5 QDocument9 pagesBasic 5 QJithuJohnNo ratings yet
- 1 E-1742Document15 pages1 E-1742punitg_2No ratings yet
- NDTDocument55 pagesNDTAnonymous nhrbzyBNo ratings yet
- NDT Procedure BS EN 10307:2001 (Full Version Available From N-D-T.com)Document6 pagesNDT Procedure BS EN 10307:2001 (Full Version Available From N-D-T.com)Mark BrailsfordNo ratings yet
- Radiography Testing - NDT Inspection - TWIDocument5 pagesRadiography Testing - NDT Inspection - TWIKolusu SivakumarNo ratings yet
- NDT & Its ApplicationsDocument71 pagesNDT & Its Applicationssuresh babu100% (1)
- Nital EtchDocument2 pagesNital Etchjaime huertasNo ratings yet
- NDT (Short Presentation)Document35 pagesNDT (Short Presentation)Ashish Panchal100% (1)
- Prospectus For ASNT NDT Level-II in Bangladesh PDFDocument6 pagesProspectus For ASNT NDT Level-II in Bangladesh PDFSafiq UddinNo ratings yet
- Close Proximity RadiographyDocument3 pagesClose Proximity RadiographySantanu SahaNo ratings yet
- Is 9902 2004 PDFDocument11 pagesIs 9902 2004 PDFAgniva DuttaNo ratings yet
- Penetrant TestingDocument36 pagesPenetrant Testingkumarmm1234100% (1)
- PTQPDocument12 pagesPTQPMuhammad RaHadian Wiranata0% (1)
- En Nas InterpretationDocument10 pagesEn Nas InterpretationKaung MyatToeNo ratings yet
- Inspection NDT BrochureDocument5 pagesInspection NDT Brochurecarlos ruiz100% (1)
- The Future of NDT in UKDocument32 pagesThe Future of NDT in UKCarlos Martins100% (1)
- Introduce NDTDocument12 pagesIntroduce NDTGandika PutraNo ratings yet
- Catalog Tubing Inspection Probes enDocument32 pagesCatalog Tubing Inspection Probes enMohammed Ilyas MohiuddinNo ratings yet
- Er 100 S 1Document1 pageEr 100 S 1Oliver Quezada Inostroza100% (1)
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989From EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookNo ratings yet
- Mtweldall1Document27 pagesMtweldall1Flo RenceNo ratings yet
- Experiment No 5Document3 pagesExperiment No 5Vikram SainiNo ratings yet
- Daily Coordination Meeting 29-10-20.dcoxDocument4 pagesDaily Coordination Meeting 29-10-20.dcoxabhaymehta67No ratings yet
- Daily Co-Ordination Meeting: HPL, CPP SiteDocument4 pagesDaily Co-Ordination Meeting: HPL, CPP Siteabhaymehta67No ratings yet
- Daily Co-Ordination Meeting: HPL, CPP SiteDocument4 pagesDaily Co-Ordination Meeting: HPL, CPP Siteabhaymehta67No ratings yet
- Daily Co-Ordination Meeting: HPL, CPP SiteDocument3 pagesDaily Co-Ordination Meeting: HPL, CPP Siteabhaymehta67No ratings yet
- Daily Co-Ordination Meeting: HPL, CPP SiteDocument3 pagesDaily Co-Ordination Meeting: HPL, CPP Siteabhaymehta67No ratings yet
- Daily Co-Ordination Meeting: HPL, CPP SiteDocument3 pagesDaily Co-Ordination Meeting: HPL, CPP Siteabhaymehta67No ratings yet
- Daily Co-Ordination Meeting: HPL, CPP SiteDocument3 pagesDaily Co-Ordination Meeting: HPL, CPP Siteabhaymehta67No ratings yet
- Daily Co-Ordination Meeting: HPL, CPP SiteDocument3 pagesDaily Co-Ordination Meeting: HPL, CPP Siteabhaymehta67No ratings yet
- Basic Electrical Parameters Measurement Laboratory: A K-12 Outreach ProjectDocument13 pagesBasic Electrical Parameters Measurement Laboratory: A K-12 Outreach Projectabhaymehta67No ratings yet
- Flue Gas Desulphurization Plant: Vidarbha Industries Power LimitedDocument56 pagesFlue Gas Desulphurization Plant: Vidarbha Industries Power Limitedabhaymehta67No ratings yet
- 2.3 Principle of Turbine Governing CompressedDocument54 pages2.3 Principle of Turbine Governing Compressedabhaymehta67100% (1)
- STG HRSG - Procontrol ArchitectureDocument3 pagesSTG HRSG - Procontrol Architectureabhaymehta67No ratings yet
- Aeroderivative Technology PDFDocument10 pagesAeroderivative Technology PDFabhaymehta67No ratings yet
- GE LM6000 Gas Turbine Generator Drive Application Control PackageDocument3 pagesGE LM6000 Gas Turbine Generator Drive Application Control Packageabhaymehta67100% (1)
- MYTHS N TRUTHS DIAGNOSIS OF ELECTRICAL INSULATION SYSTEM CompressedDocument92 pagesMYTHS N TRUTHS DIAGNOSIS OF ELECTRICAL INSULATION SYSTEM Compressedabhaymehta67No ratings yet
- LM6 PC MNet Plus ChasisDocument4 pagesLM6 PC MNet Plus Chasisabhaymehta67No ratings yet
- Worksheet, Control System: Ge Packaged Power, L.PDocument2 pagesWorksheet, Control System: Ge Packaged Power, L.Pabhaymehta67No ratings yet
- XM-121 Absolute Shaft Module RockwellDocument158 pagesXM-121 Absolute Shaft Module Rockwellabhaymehta67No ratings yet
- Ge Packaged Power, L.P.: Worksheet, Control SystemDocument1 pageGe Packaged Power, L.P.: Worksheet, Control Systemabhaymehta67No ratings yet
- Electrical Measurements and Instrumentation KG ReddyDocument158 pagesElectrical Measurements and Instrumentation KG Reddyabhaymehta67No ratings yet
- 200MW Volume 1Document350 pages200MW Volume 1api-19984595100% (10)
- Endura AZ20 Oxygen MonitorDocument20 pagesEndura AZ20 Oxygen Monitorabhaymehta67No ratings yet
- Coal Mill CO Analyzer Codel ManualDocument38 pagesCoal Mill CO Analyzer Codel Manualabhaymehta67No ratings yet
- Leather MouldingDocument19 pagesLeather Mouldingjokersu100% (2)
- D5ld20u PDFDocument7 pagesD5ld20u PDFGoran ChaparNo ratings yet
- Chem 122 Lectutre 1Document5 pagesChem 122 Lectutre 1passer byNo ratings yet
- Hello SachinDocument2 pagesHello SachinSachin PandeyNo ratings yet
- AJP With Java UNIT - 2 - 2: Raghavan PDocument55 pagesAJP With Java UNIT - 2 - 2: Raghavan PPavithra BNo ratings yet
- 12 U Orgo - 1 - Hydrocarbon Nomenclature WorksheetDocument4 pages12 U Orgo - 1 - Hydrocarbon Nomenclature WorksheetZia Rathore100% (1)
- CSE418 Tutorial 5 2017Document3 pagesCSE418 Tutorial 5 2017Lam WongNo ratings yet
- Quiz3 SolDocument2 pagesQuiz3 SolmayqueencygonzalesNo ratings yet
- T5 - Gerunds and InfinitivesDocument18 pagesT5 - Gerunds and InfinitivesnachotudelaNo ratings yet
- Dystan Medical Supply Company - Cold Packs and Hot Packs Lab ReportDocument10 pagesDystan Medical Supply Company - Cold Packs and Hot Packs Lab ReportVivek Patel80% (5)
- SevenExcellence UserManual EN FR ES PL IDocument132 pagesSevenExcellence UserManual EN FR ES PL ILanna Dias SilvaNo ratings yet
- SQLServer DMV StarterPackDocument84 pagesSQLServer DMV StarterPackஜவஹர் பாபுNo ratings yet
- 8TH-Hipower 3.2V 200AH Single Cell SpecificationDocument15 pages8TH-Hipower 3.2V 200AH Single Cell SpecificationCan SözmenNo ratings yet
- Fiche Technique Unité Roof TopDocument29 pagesFiche Technique Unité Roof TopKirill NôstaliônNo ratings yet
- Optical Transmitters: Fiber-Optic Communications Systems, Third EditionDocument58 pagesOptical Transmitters: Fiber-Optic Communications Systems, Third EditionNguyễnMinhTháiNo ratings yet
- New Reference Equation of State For Associating LiquidsDocument13 pagesNew Reference Equation of State For Associating LiquidsDiego Hernández PastorNo ratings yet
- Expansion ProcedureDocument13 pagesExpansion ProcedureMani Tamil100% (1)
- Probabilistic Models For Construction ProjectsDocument262 pagesProbabilistic Models For Construction ProjectsVijaya BhaskarNo ratings yet
- Oracle Odbc Driver 11.2: Click Here To DownloadDocument3 pagesOracle Odbc Driver 11.2: Click Here To Downloadparthi banNo ratings yet
- What Is GISDocument9 pagesWhat Is GISAnton_Young_1962No ratings yet
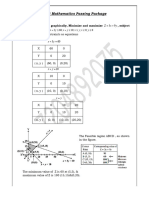
- Maths Passing Package 2022Document101 pagesMaths Passing Package 2022eduprioritythnanythingnikNo ratings yet
- PHD Thesis Pegalajar Jurado Online VersionDocument66 pagesPHD Thesis Pegalajar Jurado Online VersionFuadNo ratings yet
- Technical DataDocument2 pagesTechnical DataSaleh El-hawaryNo ratings yet
- 3 Basics of ProbabilityDocument84 pages3 Basics of ProbabilityJohn Andry TutorNo ratings yet
- A Digital PLL With Feedforward Multi-Tone SpurDocument15 pagesA Digital PLL With Feedforward Multi-Tone SpurMerkourios KatsimprisNo ratings yet
- Issue/ Solution: HP Laserjet M5025 MFP and M5035 MFP Series - 60.Xx Error TroubleshootingDocument4 pagesIssue/ Solution: HP Laserjet M5025 MFP and M5035 MFP Series - 60.Xx Error TroubleshootingJason SentersNo ratings yet
- Electromagnetic Field TheoryDocument73 pagesElectromagnetic Field Theoryajas777BNo ratings yet
- CSC159 Ch4 Interrupt - StackDocument14 pagesCSC159 Ch4 Interrupt - StackMohd FaizrulNo ratings yet