You might also like
- DIY Spot Welder PDFDocument4 pagesDIY Spot Welder PDFwienslaw5804100% (2)
- Differential Protection HistoryDocument7 pagesDifferential Protection HistoryRitish Amal100% (1)
- Rogers - Unknown - RO4400 Series BondplyDocument4 pagesRogers - Unknown - RO4400 Series BondplyHadi SaeidiManeshNo ratings yet
- Questionaires No. 02 PDFDocument21 pagesQuestionaires No. 02 PDFEr Raushan Kumar YadavNo ratings yet
- Jin Kwang-Recloser-Mold Recloser (With R200C) Catalouge PDFDocument15 pagesJin Kwang-Recloser-Mold Recloser (With R200C) Catalouge PDFMd. zahidul IslamNo ratings yet
- Medium Voltage Cubicles PDFDocument60 pagesMedium Voltage Cubicles PDFg_gaitanakisNo ratings yet
- Flue Gas Desulphurization Plant: Vidarbha Industries Power LimitedDocument56 pagesFlue Gas Desulphurization Plant: Vidarbha Industries Power Limitedabhaymehta67No ratings yet
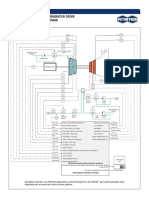
- Generator Neutral Earthed Resistor SpecsDocument4 pagesGenerator Neutral Earthed Resistor SpecsChava TejaNo ratings yet
- LM6 PC MNet Plus ChasisDocument4 pagesLM6 PC MNet Plus Chasisabhaymehta67No ratings yet
- GE LM6000 Gas Turbine Generator Drive Application Control PackageDocument3 pagesGE LM6000 Gas Turbine Generator Drive Application Control Packageabhaymehta67100% (1)
- Icao Doc 9157 Aerodromedesignmanual-Part5Document226 pagesIcao Doc 9157 Aerodromedesignmanual-Part5LucasNo ratings yet
- Introduction to Gas Insulated Switchgear and SubstationsDocument319 pagesIntroduction to Gas Insulated Switchgear and SubstationsSaurabh Manglik100% (6)
- Aeroderivative Technology PDFDocument10 pagesAeroderivative Technology PDFabhaymehta67No ratings yet
- NDT Method Magnetic Particle InspectionDocument23 pagesNDT Method Magnetic Particle Inspectionabhaymehta67No ratings yet
- NDT Method Magnetic Particle InspectionDocument23 pagesNDT Method Magnetic Particle Inspectionabhaymehta67No ratings yet
- Current RatingsDocument4 pagesCurrent RatingsJove MultisystemsNo ratings yet
- Sweep Frequency Response Analysis SFRA TrainingDocument82 pagesSweep Frequency Response Analysis SFRA Trainingbcqbao100% (1)
- (PDF) Operation of Diesel Power PlantDocument1 page(PDF) Operation of Diesel Power PlantInaam Ullah Mughal100% (1)
- 2.3 Principle of Turbine Governing CompressedDocument54 pages2.3 Principle of Turbine Governing Compressedabhaymehta67100% (1)
- RO3000 Series BondplyData Sheet Processing GuidelinesDocument4 pagesRO3000 Series BondplyData Sheet Processing GuidelinesEricson NavasNo ratings yet
- Strengths: Mixers - AeratorsDocument2 pagesStrengths: Mixers - AeratorsKashif MasudNo ratings yet
- Soft Termination Multilayer Ceramic Chip Capacitors Meritek: EaturesDocument10 pagesSoft Termination Multilayer Ceramic Chip Capacitors Meritek: EaturesStuxnetNo ratings yet
- RT-duroid 6006-6010LM Laminate Data Sheet PDFDocument2 pagesRT-duroid 6006-6010LM Laminate Data Sheet PDFClaudia FonsecaNo ratings yet
- Asynchronous Single-Phase Electric Motors Performance Range and ConstructionDocument2 pagesAsynchronous Single-Phase Electric Motors Performance Range and Constructionnadalina1No ratings yet
- DX3technicalcharts PDFDocument25 pagesDX3technicalcharts PDFpriyanka236No ratings yet
- Vishay Sfernice: FeaturesDocument6 pagesVishay Sfernice: Featuresاياد النعيميNo ratings yet
- Csi 2281 XXXXDocument6 pagesCsi 2281 XXXXcafosokNo ratings yet
- 33 KV CT Straton Make 400Document5 pages33 KV CT Straton Make 400Anand SharmaNo ratings yet
- Model L Series: Thick Film Low Profile SIP Conformal Coated Resistor NetworksDocument5 pagesModel L Series: Thick Film Low Profile SIP Conformal Coated Resistor NetworksKaren MkrtchyanNo ratings yet
- 51320062004AL-FFU130HAX (L - MBP) - DatasheetDocument4 pages51320062004AL-FFU130HAX (L - MBP) - Datasheetdesenvolvimento appNo ratings yet
- IEC 61400 JUSTIFICATION E30/70 PRO SLM AnalysisDocument120 pagesIEC 61400 JUSTIFICATION E30/70 PRO SLM AnalysisAyan MajiNo ratings yet
- Air/Ship Microwave Material With High Performance: Excellent Dimensional Stability & Phase StabilityDocument4 pagesAir/Ship Microwave Material With High Performance: Excellent Dimensional Stability & Phase StabilityDale XiaoNo ratings yet
- 1 Beckwith Electric Upgrading Generator ProtectionDocument10 pages1 Beckwith Electric Upgrading Generator Protectionمحمد الأمين سنوساويNo ratings yet
- Easyarc 7018Document2 pagesEasyarc 7018Andri AjaNo ratings yet
- Moc3030, Moc3031, Moc3032, Moc 3033Document2 pagesMoc3030, Moc3031, Moc3032, Moc 3033lopezgarciajosericardoNo ratings yet
- Hottech BZX55CDocument3 pagesHottech BZX55CFábio Freitas OliveiraNo ratings yet
- RO4400 PrepregDocument2 pagesRO4400 Prepreggcohen03No ratings yet
- TT - Electronics 898 3 R100K Datasheet PDFDocument4 pagesTT - Electronics 898 3 R100K Datasheet PDFelnegritoheberNo ratings yet
- CLC 17-13-5LN - High corrosion resistant austenitic stainless steelDocument4 pagesCLC 17-13-5LN - High corrosion resistant austenitic stainless steelPeterWayNo ratings yet
- 5370 N Pag8Document11 pages5370 N Pag8payoseNo ratings yet
- Alejandrofloresmorales Websites Co inDocument8 pagesAlejandrofloresmorales Websites Co inalexflosmoNo ratings yet
- Solar Panel- Perc MONO (385w~400w) - CopyDocument3 pagesSolar Panel- Perc MONO (385w~400w) - Copynairsangeet9No ratings yet
- KET Catalog Electronic ConnectorDocument40 pagesKET Catalog Electronic ConnectorAraceli OrtizNo ratings yet
- 92ML Data SheetDocument4 pages92ML Data SheetEduardo Ruiz PalominoNo ratings yet
- Nexans FNYAF-1000VDocument3 pagesNexans FNYAF-1000Vmazen zaloudNo ratings yet
- GBLCDocument8 pagesGBLCtai08cdt2No ratings yet
- 2e274k PDFDocument3 pages2e274k PDFFabio MacielNo ratings yet
- Samsung RL 25 DATDocument28 pagesSamsung RL 25 DATAleksei EvchuNo ratings yet
- Stelmec VCBDocument2 pagesStelmec VCBnithinmundackal3623No ratings yet
- High Density A.C. Input Phototransistor Optically Coupled IsolatorsDocument3 pagesHigh Density A.C. Input Phototransistor Optically Coupled Isolatorsabo.omar.elmasry.900No ratings yet
- RD 360R3Document1 pageRD 360R3Rachmad Budi WNo ratings yet
- EMT6165GK DatasheetDocument4 pagesEMT6165GK Datasheetnilesh yedveNo ratings yet
- High Performance RF Antenna Material: FeaturesDocument3 pagesHigh Performance RF Antenna Material: FeaturesDale XiaoNo ratings yet
- Katalog NYMDocument2 pagesKatalog NYMlaily izmiaNo ratings yet
- RT/duroid 6006/6010LM High Frequency Laminates: FeaturesDocument2 pagesRT/duroid 6006/6010LM High Frequency Laminates: FeaturesyyryNo ratings yet
- Flame Retardant, LSHF Cables: 3. Cable Construction D EtailsDocument4 pagesFlame Retardant, LSHF Cables: 3. Cable Construction D EtailsasNo ratings yet
- PC 8B35 Ge Lexan PCDocument3 pagesPC 8B35 Ge Lexan PCbalu gunaNo ratings yet
- Physical and Piezoelectric Properties of APC Materials ChartDocument2 pagesPhysical and Piezoelectric Properties of APC Materials ChartTrương Anh DuyNo ratings yet
- Company Background and Cable Product InformationDocument40 pagesCompany Background and Cable Product InformationRizalNo ratings yet
- RT Duroid 5870 5880 Data Sheet PDFDocument2 pagesRT Duroid 5870 5880 Data Sheet PDFNom MonNo ratings yet
- Binder - Mvolt - Aluminum Conductor.13 14 1Document2 pagesBinder - Mvolt - Aluminum Conductor.13 14 1FdWorkNo ratings yet
- Aging Test On Zno BlockDocument11 pagesAging Test On Zno BlockipraoNo ratings yet
- Commercial Microwave and RF Multilayer MaterialsDocument3 pagesCommercial Microwave and RF Multilayer MaterialsDale XiaoNo ratings yet
- LF535 555M10 72H (En)Document2 pagesLF535 555M10 72H (En)Ion BlanaruNo ratings yet
- Leapton 320 350 W Mono JapanDocument2 pagesLeapton 320 350 W Mono JapanEmil HåkanssonNo ratings yet
- High Density Optically Coupled IsolatorsDocument3 pagesHigh Density Optically Coupled Isolatorschafic WEISSNo ratings yet
- High Density Mounting Phototransistor Optically Coupled IsolatorsDocument4 pagesHigh Density Mounting Phototransistor Optically Coupled Isolatorsrahulvijayan7No ratings yet
- Solar12-100: Solra Series Vrla BatteryDocument2 pagesSolar12-100: Solra Series Vrla BatteryMarcoNo ratings yet
- Blueshield LA 7018: Low-Hydrogen ElectrodeDocument2 pagesBlueshield LA 7018: Low-Hydrogen ElectrodeOPAZOSCNo ratings yet
- Product Information: Datacom, General PurposeDocument2 pagesProduct Information: Datacom, General PurposeDany Ivan MartinezNo ratings yet
- 40LX Ceiling Concealed CCAC InstallationDocument17 pages40LX Ceiling Concealed CCAC Installationjeferson binayNo ratings yet
- CM Fc9000-Eng-Int-F-CatalogueDocument20 pagesCM Fc9000-Eng-Int-F-CatalogueEdgardo Ariel RodriguezNo ratings yet
- Vishay Sfernice: FeaturesDocument5 pagesVishay Sfernice: FeaturesteoilcaNo ratings yet
- Crompton Motor Datasheet 0.75EN4 - 06dec23182720Document7 pagesCrompton Motor Datasheet 0.75EN4 - 06dec23182720Suhas KambleNo ratings yet
- Series 4SQ Stepper Motors 1.8°: Not Available For Sale in EuropeDocument1 pageSeries 4SQ Stepper Motors 1.8°: Not Available For Sale in EuropeMohd HattaNo ratings yet
- Token Ring Technology ReportFrom EverandToken Ring Technology ReportNo ratings yet
- Daily Co-Ordination Meeting: HPL, CPP SiteDocument3 pagesDaily Co-Ordination Meeting: HPL, CPP Siteabhaymehta67No ratings yet
- DAILY COORDINATION MEETINGDocument4 pagesDAILY COORDINATION MEETINGabhaymehta67No ratings yet
- Daily Co-Ordination Meeting: HPL, CPP SiteDocument3 pagesDaily Co-Ordination Meeting: HPL, CPP Siteabhaymehta67No ratings yet
- DAILY COORDINATION MEETINGDocument4 pagesDAILY COORDINATION MEETINGabhaymehta67No ratings yet
- Daily Coordination Meeting 29-10-20.dcoxDocument4 pagesDaily Coordination Meeting 29-10-20.dcoxabhaymehta67No ratings yet
- Daily Co-Ordination Meeting: HPL, CPP SiteDocument3 pagesDaily Co-Ordination Meeting: HPL, CPP Siteabhaymehta67No ratings yet
- Daily Coordination Meeting HighlightsDocument3 pagesDaily Coordination Meeting Highlightsabhaymehta67No ratings yet
- STG HRSG - Procontrol ArchitectureDocument3 pagesSTG HRSG - Procontrol Architectureabhaymehta67No ratings yet
- Frame 6F.03 BholaDocument2 pagesFrame 6F.03 Bholaabhaymehta67No ratings yet
- 00 - BSES Tech Proposal - ADocument52 pages00 - BSES Tech Proposal - Aabhaymehta67No ratings yet
- Daily Coordination Meeting HighlightsDocument3 pagesDaily Coordination Meeting Highlightsabhaymehta67No ratings yet
- Daily Co-Ordination Meeting: HPL, CPP SiteDocument3 pagesDaily Co-Ordination Meeting: HPL, CPP Siteabhaymehta67No ratings yet
- GE Revised proposal-BKPL Comments 19 Sept 2011Document25 pagesGE Revised proposal-BKPL Comments 19 Sept 2011abhaymehta67No ratings yet
- Job SafetyDocument20 pagesJob SafetyZain Sani ButtNo ratings yet
- Basic Electrical Parameters Measurement Laboratory: A K-12 Outreach ProjectDocument13 pagesBasic Electrical Parameters Measurement Laboratory: A K-12 Outreach Projectabhaymehta67No ratings yet
- Ge Packaged Power, L.P.: Worksheet, Control SystemDocument2 pagesGe Packaged Power, L.P.: Worksheet, Control Systemabhaymehta67No ratings yet
- Ge Packaged Power, L.P.: Worksheet, Control SystemDocument3 pagesGe Packaged Power, L.P.: Worksheet, Control Systemabhaymehta67100% (1)
- Ge Packaged Power, L.P.: Worksheet, Control SystemDocument1 pageGe Packaged Power, L.P.: Worksheet, Control Systemabhaymehta67No ratings yet
- Ge Packaged Power, L.P.: Worksheet, Control SystemDocument1 pageGe Packaged Power, L.P.: Worksheet, Control Systemabhaymehta67No ratings yet
- Ge Packaged Power, L.P.: Worksheet, Control SystemDocument3 pagesGe Packaged Power, L.P.: Worksheet, Control Systemabhaymehta67100% (1)
- Worksheet, Control System: Ge Packaged Power, L.PDocument2 pagesWorksheet, Control System: Ge Packaged Power, L.Pabhaymehta67No ratings yet
- Ge Packaged Power, L.P.: Worksheet, Control SystemDocument2 pagesGe Packaged Power, L.P.: Worksheet, Control Systemabhaymehta67No ratings yet
- 3UF71111AA010 Datasheet enDocument6 pages3UF71111AA010 Datasheet enRayssander GoncalvesNo ratings yet
- Electrical (Sample)Document14 pagesElectrical (Sample)Alaa ShawkyNo ratings yet
- Sufi 1111Document39 pagesSufi 1111abdul basitNo ratings yet
- National Electrical Code (2017) - GroundingDocument29 pagesNational Electrical Code (2017) - Groundingpurit83No ratings yet
- FCC Bulk Current Injection ClampDocument4 pagesFCC Bulk Current Injection ClampminhNo ratings yet
- ElectromagnetsDocument51 pagesElectromagnetsRoanne Mae MañalacNo ratings yet
- Single Phase TransformerDocument11 pagesSingle Phase TransformerArijeet MondalNo ratings yet
- 3 Phase TransformerDocument17 pages3 Phase TransformermdasifhassanapspdclNo ratings yet
- Design of Ultra-High-Voltage Alternating Current (UHVAC) SubstationDocument71 pagesDesign of Ultra-High-Voltage Alternating Current (UHVAC) SubstationJorge Ivan Silva OrtegaNo ratings yet
- Ventilation Requirements for Switchgear and Transformer RoomsDocument7 pagesVentilation Requirements for Switchgear and Transformer RoomsJosé SánchezNo ratings yet
- Manual Idm 8001 CCRDocument96 pagesManual Idm 8001 CCRRabie BakiraNo ratings yet
- 360 00 CC SPC 00010 CDocument20 pages360 00 CC SPC 00010 CavivekprasathNo ratings yet
- Design Aspects For Safety IN Electrical System: OISD-RP-149 For Restricted Circulation OnlyDocument40 pagesDesign Aspects For Safety IN Electrical System: OISD-RP-149 For Restricted Circulation Onlychandu1821No ratings yet
- Electrotechnics N5 April 2016Document7 pagesElectrotechnics N5 April 2016matetebanker27No ratings yet
- Tal 46Document12 pagesTal 46Kareem RMGNo ratings yet
- Catalogue Simosec enDocument48 pagesCatalogue Simosec enmilekitic2005No ratings yet
- Evid Design and Installation GuideDocument13 pagesEvid Design and Installation GuideElvis Vasile DuleaNo ratings yet
- Cap Bank LegrandDocument62 pagesCap Bank LegrandNimahl Harikrishnan100% (1)
- SICAM FCM IC1000-G220-A145-V1-4A00 Broschuere en EinzelseitenDocument6 pagesSICAM FCM IC1000-G220-A145-V1-4A00 Broschuere en Einzelseitenmanhtuong0901No ratings yet
- Handbook of Industrial Mixing-Science and Practice (Book Review)Document3 pagesHandbook of Industrial Mixing-Science and Practice (Book Review)Imane ARNo ratings yet
- WESM-MSP-15.0 07jan2022 (DOE Letter) FinalDocument171 pagesWESM-MSP-15.0 07jan2022 (DOE Letter) FinalCAPELCO SCADANo ratings yet