You might also like
- Metallic Materials Casting and Sintering ProcessesDocument23 pagesMetallic Materials Casting and Sintering ProcessesgayeNo ratings yet
- Material Technology IInd SemDocument262 pagesMaterial Technology IInd SemvinayakNo ratings yet
- Non Ferrous Metals and Alloys CH5 DDUDocument97 pagesNon Ferrous Metals and Alloys CH5 DDUPratik ThakerNo ratings yet
- Microwave-Assited Rapid and Simplified Hydrogenation of Organic MaterialsDocument28 pagesMicrowave-Assited Rapid and Simplified Hydrogenation of Organic Materialsmax capetownNo ratings yet
- Ferrous and Non Ferrous Materials - Dr. ChalimbaDocument61 pagesFerrous and Non Ferrous Materials - Dr. ChalimbaTadala Angella GomondaNo ratings yet
- Chem Principles 7e ISM Focus 05 Even FINALDocument62 pagesChem Principles 7e ISM Focus 05 Even FINALSelma MeloNo ratings yet
- FoundryDocument75 pagesFoundryRiddhi JainNo ratings yet
- Reading A Solubility CurveDocument4 pagesReading A Solubility CurveMar GomezNo ratings yet
- Aluminum Chloride ProductionDocument1 pageAluminum Chloride ProductionAlexNo ratings yet
- Iron and Steel ClassificationDocument16 pagesIron and Steel ClassificationVarun BainsNo ratings yet
- CIGRÉ 2008 - Corrosive Sulfur in FR3Document8 pagesCIGRÉ 2008 - Corrosive Sulfur in FR3Felipe VargasNo ratings yet
- SG Iron ProductionDocument20 pagesSG Iron ProductionShreyashri Nayak100% (1)
- Coating-Failure-Defects 2 PDFDocument10 pagesCoating-Failure-Defects 2 PDFaahil ahmadNo ratings yet
- Feed Ingredients and Fertilizers For Farmed Aquatic Animals: Sources and Composition.Document222 pagesFeed Ingredients and Fertilizers For Farmed Aquatic Animals: Sources and Composition.DARAVELLA100% (2)
- Chapter 6 MetalDocument34 pagesChapter 6 Metalsisay gemNo ratings yet
- Iron and It's TypesDocument12 pagesIron and It's TypesSakshi SharmaNo ratings yet
- Wrought Iron:: Manufacturing ProcessDocument7 pagesWrought Iron:: Manufacturing Processsubhashini soundarNo ratings yet
- Metal: Ferrous and Mild SteelDocument74 pagesMetal: Ferrous and Mild SteelRoshan MauryaNo ratings yet
- Lecture 13 & 14 Metals, Alloys, Types of Iron and Mechanical PropertiesDocument20 pagesLecture 13 & 14 Metals, Alloys, Types of Iron and Mechanical Propertiessameer khanNo ratings yet
- Cast Irons: - Iron-Carbon Alloys With More Than 2.11% CarbonDocument42 pagesCast Irons: - Iron-Carbon Alloys With More Than 2.11% Carbonnaseema shaikNo ratings yet
- MetalsDocument39 pagesMetalsVipin Kumar SharmaNo ratings yet
- Metals: Manashi SP Adhikari, Yugesh Subedi Chhetri, Bidhi Shrestha, Bidit DabadiDocument15 pagesMetals: Manashi SP Adhikari, Yugesh Subedi Chhetri, Bidhi Shrestha, Bidit Dabadibidhi shresthaNo ratings yet
- Market Survey: Construction & MaterialsDocument115 pagesMarket Survey: Construction & MaterialsRUSHALI SRIVASTAVANo ratings yet
- Wrought Iron and Steel ForgingDocument14 pagesWrought Iron and Steel ForgingAR KA JONo ratings yet
- Lec#2 FME-101Document16 pagesLec#2 FME-101Muhammad Kumail MehmoodNo ratings yet
- Properties and Applications of MaterialsDocument65 pagesProperties and Applications of MaterialsSeashell BernzNo ratings yet
- MSM R19 - Unit-2Document28 pagesMSM R19 - Unit-2Madheswaran DharmapuriNo ratings yet
- Professor Joe Greene Csu, ChicoDocument41 pagesProfessor Joe Greene Csu, ChicoKamalakanta SahooNo ratings yet
- Unit7 (Cast Iron and Steels) : Plain Carbon Steels Low Carbon Steels (Mild Steels)Document16 pagesUnit7 (Cast Iron and Steels) : Plain Carbon Steels Low Carbon Steels (Mild Steels)Beesam Ramesh KumarNo ratings yet
- Mse Notes - Unit - 2Document12 pagesMse Notes - Unit - 2337-ME- KIRTHAN DEVADIGANo ratings yet
- BT Presentation 5 MetalsDocument48 pagesBT Presentation 5 Metalsjoanna libananNo ratings yet
- Ferrous and Non-Ferrous MetalDocument36 pagesFerrous and Non-Ferrous MetalakinyemioaNo ratings yet
- Building MaterialsDocument15 pagesBuilding MaterialsShrenik SutarNo ratings yet
- Format Classtest 3 IronsDocument5 pagesFormat Classtest 3 IronsVaibhav BhosaleNo ratings yet
- Type of Steel and Cast Iron Lec7Document29 pagesType of Steel and Cast Iron Lec7shresthasamir743No ratings yet
- Cast Iron: Presented by Dr. Nur Farhana HAYAZI Date: 1 December 2023 Email: Nurfarhana - Hayazi@g.batstate-U.edu - PHDocument40 pagesCast Iron: Presented by Dr. Nur Farhana HAYAZI Date: 1 December 2023 Email: Nurfarhana - Hayazi@g.batstate-U.edu - PHjaybertvillones6No ratings yet
- Metal and Non Metal ArchittectureDocument32 pagesMetal and Non Metal ArchittecturePoii GNo ratings yet
- Market Study Metals AssignmentDocument21 pagesMarket Study Metals AssignmentAanchal MukherjeeNo ratings yet
- Unit 7 Metal and AlloysDocument61 pagesUnit 7 Metal and AlloysJeewan KunwarNo ratings yet
- METALSDocument18 pagesMETALSBackupFilesNo ratings yet
- Unit 5 - Metals and AlloysDocument6 pagesUnit 5 - Metals and AlloysDanielle AdelanteNo ratings yet
- Construction Materials ReportDocument8 pagesConstruction Materials ReportMungaiNo ratings yet
- Metals: Maj Dr. JawedDocument41 pagesMetals: Maj Dr. JawedBlac_Thunder2209No ratings yet
- MetalsDocument18 pagesMetalsJohnNo ratings yet
- Ferrous MaterialsDocument151 pagesFerrous MaterialsAli RayyaNo ratings yet
- APM Steel and Cast IronsDocument48 pagesAPM Steel and Cast Ironsvarniraj patelmetNo ratings yet
- Chapter 1Document7 pagesChapter 1abdullaammar090No ratings yet
- Jimenez (Making Steel)Document19 pagesJimenez (Making Steel)NATSOKO XPNo ratings yet
- ReportDocument3 pagesReportShamRock CasasNo ratings yet
- Chapter 6 MetalDocument34 pagesChapter 6 MetaltrfuawlachewNo ratings yet
- SCP (Solid Casting Processes)Document12 pagesSCP (Solid Casting Processes)jesssepinkman03No ratings yet
- Metal Casting ProcessesDocument55 pagesMetal Casting ProcessesMuhammad MajidNo ratings yet
- Metal Casting ProcessesDocument55 pagesMetal Casting ProcessesSajailslhuti JilluNo ratings yet
- Construction Materials History of MetalsDocument59 pagesConstruction Materials History of MetalsPatrick BuanNo ratings yet
- Chapter Five Iron and Steel Making 5.1 IronDocument7 pagesChapter Five Iron and Steel Making 5.1 IronsaedNo ratings yet
- Permanent Mold Casting Processes: Usually Made From Metal Gas Pressure or A Vacuum UsedDocument57 pagesPermanent Mold Casting Processes: Usually Made From Metal Gas Pressure or A Vacuum UsedJacob KussiaNo ratings yet
- Steel, Types of SteelDocument50 pagesSteel, Types of SteelEzhil ThalapathiNo ratings yet
- 2.-Foundry Types and Their ToolsDocument25 pages2.-Foundry Types and Their ToolsSandra Rojas GabinoNo ratings yet
- 2 Non Ferrous Metals and AlloysDocument10 pages2 Non Ferrous Metals and AlloysAkperheNo ratings yet
- Report Sa Group 3 Sa Materials Science ECE 069Document17 pagesReport Sa Group 3 Sa Materials Science ECE 069James Laroda LaceaNo ratings yet
- 9b... 2b To 5bDocument7 pages9b... 2b To 5bCubillan, Kenneth M.No ratings yet
- Steel: Stones Bricks Cement ConcreteDocument46 pagesSteel: Stones Bricks Cement ConcreteKaushik RNo ratings yet
- Material ScienceDocument20 pagesMaterial ScienceKushNo ratings yet
- Nonferrousmetal 171110093912Document68 pagesNonferrousmetal 171110093912maarof.emadNo ratings yet
- Cast Iron Wrought Iron: MembersDocument10 pagesCast Iron Wrought Iron: MembersSandeshNo ratings yet
- Dr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egDocument46 pagesDr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egØŠMÄÑ MØHÂMĒDNo ratings yet
- 3rd WeekDocument10 pages3rd Weeksubhashini soundarNo ratings yet
- Tin and LeadDocument4 pagesTin and Leadsubhashini soundarNo ratings yet
- 1ST HourDocument24 pages1ST Hoursubhashini soundarNo ratings yet
- Modular Construction & Prefabrication: The Masterclass: Thinking Beyond The ObviousDocument7 pagesModular Construction & Prefabrication: The Masterclass: Thinking Beyond The Obvioussubhashini soundarNo ratings yet
- Hindu Temple ArchitectureDocument4 pagesHindu Temple Architecturesubhashini soundarNo ratings yet
- What Is Natural Ventilation ?Document26 pagesWhat Is Natural Ventilation ?subhashini soundarNo ratings yet
- Vedic VillageDocument20 pagesVedic Villagesubhashini soundarNo ratings yet
- General Chemistry 1: Quarter 2 - Module 2 Ionic BondsDocument14 pagesGeneral Chemistry 1: Quarter 2 - Module 2 Ionic BondslkNo ratings yet
- ITW Product Catalog21 PDFDocument1 pageITW Product Catalog21 PDFjohnNo ratings yet
- Tugas Bu NanaDocument7 pagesTugas Bu NanasizukhaaNo ratings yet
- Tablet CoatingDocument50 pagesTablet CoatingNaufal HanifNo ratings yet
- Salttext SingleDocument201 pagesSalttext SingleJiHyun ParkNo ratings yet
- Ulllted States Patent (19) (11) Patent Number: 6,054,488: Oliver Et Al. (45) Date of Patent: Apr. 25, 2000Document8 pagesUlllted States Patent (19) (11) Patent Number: 6,054,488: Oliver Et Al. (45) Date of Patent: Apr. 25, 2000Nia MachyNo ratings yet
- Handbook of Thin Film Deposition Processes and Techniques Materials and Processing Technologyadds 1l PDFDocument4 pagesHandbook of Thin Film Deposition Processes and Techniques Materials and Processing Technologyadds 1l PDFMatthewNo ratings yet
- Dissolved OxygenDocument2 pagesDissolved OxygenSandipdon999No ratings yet
- Basics of Methanogenesis in Anaerobic DigesterDocument25 pagesBasics of Methanogenesis in Anaerobic DigesterErnesto AcevedoNo ratings yet
- ColaFax CPE-KDocument4 pagesColaFax CPE-KmndmattNo ratings yet
- Bahasa Melayu: Bahagian A - Karangan RangsanganDocument3 pagesBahasa Melayu: Bahagian A - Karangan RangsanganRandy RusliNo ratings yet
- 61510008Document1 page61510008Krishna Vacha100% (1)
- Fazal Steel (PVT) Ltd.Document16 pagesFazal Steel (PVT) Ltd.Aitazaz Ahsan100% (2)
- Organic ConceptsDocument83 pagesOrganic ConceptsAlisha Roy ChoudharyNo ratings yet
- Lubristay 25 TDS 1Document2 pagesLubristay 25 TDS 1Dinesh babuNo ratings yet
- sp21 234 r10 Extra Problems Organometallics KeyDocument8 pagessp21 234 r10 Extra Problems Organometallics KeySankar AdhikariNo ratings yet
- Electron Configuration Chart - NH's PageDocument5 pagesElectron Configuration Chart - NH's PageMalik Hamza AslamNo ratings yet
- Chlorine and Its Compounds Chemistry Form 3 Topical Questions and AnswersDocument18 pagesChlorine and Its Compounds Chemistry Form 3 Topical Questions and Answersideal writersNo ratings yet
- Chem 16 Sample Problems 1Document1 pageChem 16 Sample Problems 1HeyowJeiNo ratings yet
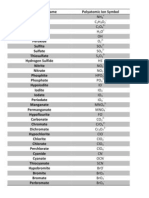
- List of Polyatomic IonsDocument1 pageList of Polyatomic IonsSk. Salahuddin Ahammad100% (1)
- NIH Public Access: Heavy Metals Toxicity and The EnvironmentDocument30 pagesNIH Public Access: Heavy Metals Toxicity and The EnvironmentAliyu AbdulqadirNo ratings yet
- Is.1446.2002 Class of Dang GoodsDocument88 pagesIs.1446.2002 Class of Dang GoodsMD ParthiNo ratings yet
- Ink MsdsDocument4 pagesInk MsdsRahulNo ratings yet