You might also like
- Blast Furnace Process Produces Pig IronDocument3 pagesBlast Furnace Process Produces Pig IronShamRock CasasNo ratings yet
- Ferrous and Non-Ferrous MetalDocument36 pagesFerrous and Non-Ferrous MetalakinyemioaNo ratings yet
- Building Materials - Ferrous and Non-FerrousDocument24 pagesBuilding Materials - Ferrous and Non-FerrousDevansh MehtaNo ratings yet
- Metals: Manashi SP Adhikari, Yugesh Subedi Chhetri, Bidhi Shrestha, Bidit DabadiDocument15 pagesMetals: Manashi SP Adhikari, Yugesh Subedi Chhetri, Bidhi Shrestha, Bidit Dabadibidhi shresthaNo ratings yet
- Engineering Materials GuideDocument19 pagesEngineering Materials GuidecacaNo ratings yet
- Material Technology IInd SemDocument262 pagesMaterial Technology IInd SemvinayakNo ratings yet
- Metal: Ferrous and Mild SteelDocument74 pagesMetal: Ferrous and Mild SteelRoshan MauryaNo ratings yet
- Iron and It's TypesDocument12 pagesIron and It's TypesSakshi SharmaNo ratings yet
- Types of Cast IronDocument7 pagesTypes of Cast IronEddy VëraNo ratings yet
- Ferrous Metals Guide: Iron, Steel, and Cast Iron PropertiesDocument151 pagesFerrous Metals Guide: Iron, Steel, and Cast Iron PropertiesAli RayyaNo ratings yet
- 1 - MaterialsDocument82 pages1 - MaterialssharmeinmachoeneNo ratings yet
- Iron (Pig Iron, Cast Iron, Wrought Iron)Document18 pagesIron (Pig Iron, Cast Iron, Wrought Iron)Bhanu Pratap SinghNo ratings yet
- Market Survey: Construction & MaterialsDocument115 pagesMarket Survey: Construction & MaterialsRUSHALI SRIVASTAVANo ratings yet
- Preparing Steel from Pig IronDocument13 pagesPreparing Steel from Pig Ironomkar digamabar sonone0% (1)
- Building Materials 4Document143 pagesBuilding Materials 4NabeelNo ratings yet
- Engineering Materials NotesDocument25 pagesEngineering Materials NotesRoobanesh ManoharanNo ratings yet
- Types of cast ironDocument5 pagesTypes of cast ironmanas310jntuhNo ratings yet
- Enginering Material 3chapterDocument9 pagesEnginering Material 3chapterTayyeb AliNo ratings yet
- Bgtech 1 Research Paper Ferrous and Non Ferrous Metals: Far Eastern University Institute of Architecture and Fine ArtsDocument23 pagesBgtech 1 Research Paper Ferrous and Non Ferrous Metals: Far Eastern University Institute of Architecture and Fine ArtsRousseau Pierre LouisNo ratings yet
- Chapter 6Document11 pagesChapter 6engineeringnotes38480No ratings yet
- 150 Sample-Chapter PDFDocument25 pages150 Sample-Chapter PDFMochammad Waris SNo ratings yet
- BT Presentation 5 MetalsDocument48 pagesBT Presentation 5 Metalsjoanna libananNo ratings yet
- Metals NewDocument36 pagesMetals NewAbenet GetachewNo ratings yet
- Grey Cast IronDocument43 pagesGrey Cast IronVasanth PrasadNo ratings yet
- Modern Steel - Lecture 1Document54 pagesModern Steel - Lecture 1Jojo Hany100% (1)
- Market Study Metals AssignmentDocument21 pagesMarket Study Metals AssignmentAanchal MukherjeeNo ratings yet
- Cast Iron Types & PropertiesDocument2 pagesCast Iron Types & Propertiessahitya karaheNo ratings yet
- Construction Materials ReportDocument8 pagesConstruction Materials ReportMungaiNo ratings yet
- 3 Materila ScienceDocument34 pages3 Materila ScienceAlfred KuwodzaNo ratings yet
- High-Alloy Steels Are Defined by A High Percentage of Alloying Elements. The Most CommonDocument3 pagesHigh-Alloy Steels Are Defined by A High Percentage of Alloying Elements. The Most CommonKent Clark VillaNo ratings yet
- Metals HandoutDocument17 pagesMetals HandoutEyoatem TeferiNo ratings yet
- Conmatest 7Document46 pagesConmatest 7Ian BondocNo ratings yet
- METALS FOR CONSTRUCTION: IRON, STEEL AND ALUMINUMDocument18 pagesMETALS FOR CONSTRUCTION: IRON, STEEL AND ALUMINUMBackupFilesNo ratings yet
- IRON - Module - 02Document27 pagesIRON - Module - 02Asna AbbasNo ratings yet
- INTRODUCTION TO STEEL - Part 1Document85 pagesINTRODUCTION TO STEEL - Part 1ragulNo ratings yet
- Construction Materials History of MetalsDocument59 pagesConstruction Materials History of MetalsPatrick BuanNo ratings yet
- Ferrous and Non Ferrous Materials - Dr. ChalimbaDocument61 pagesFerrous and Non Ferrous Materials - Dr. ChalimbaTadala Angella GomondaNo ratings yet
- Iron Making: SyllabusDocument56 pagesIron Making: SyllabusSanjeev SahuNo ratings yet
- Chapter 05Document20 pagesChapter 05Khan MARCEL NjiNo ratings yet
- 2 Non Ferrous Metals and AlloysDocument10 pages2 Non Ferrous Metals and AlloysAkperheNo ratings yet
- Lec#2 FME-101Document16 pagesLec#2 FME-101Muhammad Kumail MehmoodNo ratings yet
- Composition and Grades of Cast IronDocument5 pagesComposition and Grades of Cast IronahmedNo ratings yet
- HVAC Control Valves MOCDocument1 pageHVAC Control Valves MOCPraveen SagayarajNo ratings yet
- Iron Making - MergedDocument268 pagesIron Making - Mergedganesh.patel37188No ratings yet
- Group 7: Steel and Steel Alloy What Is Metal?Document4 pagesGroup 7: Steel and Steel Alloy What Is Metal?Kent Clark VillaNo ratings yet
- Classifying Metals Used in Engineering WorksDocument4 pagesClassifying Metals Used in Engineering WorksCabdiqaNo ratings yet
- Cast Iron - WikipediaDocument11 pagesCast Iron - WikipediaBhumikNo ratings yet
- Lesson 4 - Production of MetalsDocument16 pagesLesson 4 - Production of MetalsOwen GichangiNo ratings yet
- Engineering Materials ClassificationDocument8 pagesEngineering Materials ClassificationRahul KumarNo ratings yet
- Building Materials Study GuideDocument93 pagesBuilding Materials Study Guidekevin tomNo ratings yet
- MetalsDocument16 pagesMetalsmhataNo ratings yet
- Steel Lecture Notes 1 PDFDocument6 pagesSteel Lecture Notes 1 PDFMary Grace BorinagaNo ratings yet
- Iron and SteelDocument3 pagesIron and SteelSatriaSunuNo ratings yet
- Lec-7 Building Materials-Iron and SteelDocument11 pagesLec-7 Building Materials-Iron and SteelMr. Shahriar MahmudNo ratings yet
- MECH-STEEL-ALLOYSDocument12 pagesMECH-STEEL-ALLOYS337-ME- KIRTHAN DEVADIGANo ratings yet
- Ferrous and Non-Ferrous MetalDocument8 pagesFerrous and Non-Ferrous MetalJayChristian QuimsonNo ratings yet
- Ferrous Alloys & Non - Ferrous AlloysDocument11 pagesFerrous Alloys & Non - Ferrous AlloysMuath A, RadhwanNo ratings yet
- Inclusions in SteelsDocument31 pagesInclusions in SteelsJatin BangaliNo ratings yet
- Cast Iron and Steel Types GuideDocument16 pagesCast Iron and Steel Types GuideBeesam Ramesh KumarNo ratings yet
- Book Review FinalDocument15 pagesBook Review FinalVipin Kumar SharmaNo ratings yet
- Evolution of the Dome in Islamic Architecture of IndiaDocument1 pageEvolution of the Dome in Islamic Architecture of IndiaVipin Kumar SharmaNo ratings yet
- Criteria 15Document1 pageCriteria 15Vipin Kumar SharmaNo ratings yet
- Advantages of RBWDocument2 pagesAdvantages of RBWVipin Kumar SharmaNo ratings yet
- Advantages of RBWDocument2 pagesAdvantages of RBWVipin Kumar SharmaNo ratings yet
- Examples SDocument1 pageExamples SVipin Kumar SharmaNo ratings yet
- Book Review FinalDocument15 pagesBook Review FinalVipin Kumar SharmaNo ratings yet
- Criteria 15Document1 pageCriteria 15Vipin Kumar SharmaNo ratings yet
- Examples SDocument1 pageExamples SVipin Kumar SharmaNo ratings yet
- ReportDocument32 pagesReportVipin Kumar SharmaNo ratings yet
- TFEC 4 2020 Design Guide For Timber Roof TrussesDocument72 pagesTFEC 4 2020 Design Guide For Timber Roof TrussesEinNo ratings yet
- Group Member Rachit Saurabh Utkarsh Sharma Utkarsh Anand Suyash Pradhan SonyDocument24 pagesGroup Member Rachit Saurabh Utkarsh Sharma Utkarsh Anand Suyash Pradhan SonyVipin Kumar SharmaNo ratings yet
- Paris Pompidou Building-SaurabhDocument8 pagesParis Pompidou Building-SaurabhVipin Kumar SharmaNo ratings yet
- Saint Sophia Cathedral in Kiev - Byzantine ArchitectureDocument18 pagesSaint Sophia Cathedral in Kiev - Byzantine ArchitectureVipin Kumar SharmaNo ratings yet
- Drg. Title:-Date: - North: - Architects: - Proposed Residence For Mr. Dileep Pal at LucknowDocument11 pagesDrg. Title:-Date: - North: - Architects: - Proposed Residence For Mr. Dileep Pal at LucknowVipin Kumar SharmaNo ratings yet
- TFEC 4 2020 Design Guide For Timber Roof TrussesDocument72 pagesTFEC 4 2020 Design Guide For Timber Roof TrussesEinNo ratings yet
- Group Member Rachit Saurabh Utkarsh Sharma Utkarsh Anand Suyash Pradhan SonyDocument24 pagesGroup Member Rachit Saurabh Utkarsh Sharma Utkarsh Anand Suyash Pradhan SonyVipin Kumar SharmaNo ratings yet
- ReportDocument32 pagesReportVipin Kumar SharmaNo ratings yet
- Paris Pompidou Building-SaurabhDocument8 pagesParis Pompidou Building-SaurabhVipin Kumar SharmaNo ratings yet
- Saint Sophia Cathedral in Kiev - Byzantine ArchitectureDocument18 pagesSaint Sophia Cathedral in Kiev - Byzantine ArchitectureVipin Kumar SharmaNo ratings yet
- Drg. Title:-Date: - North: - Architects: - Proposed Residence For Mr. Dileep Pal at LucknowDocument11 pagesDrg. Title:-Date: - North: - Architects: - Proposed Residence For Mr. Dileep Pal at LucknowVipin Kumar SharmaNo ratings yet
- MetalsDocument39 pagesMetalsVipin Kumar SharmaNo ratings yet
- PH8251-Material Science QN Bank ValliammaiDocument10 pagesPH8251-Material Science QN Bank ValliammaiThaya GanapathyNo ratings yet
- K2 Materials ReqDocument71 pagesK2 Materials ReqPoetra PangestuNo ratings yet
- Influence of Mould Materials On Wear Behavior of A365 AlloyDocument6 pagesInfluence of Mould Materials On Wear Behavior of A365 Alloyilyong hanNo ratings yet
- 20ME403 Engineering Materials and Metallurgy Unit - 1 Digital MaterialDocument55 pages20ME403 Engineering Materials and Metallurgy Unit - 1 Digital MaterialDark ranger YtNo ratings yet
- Type of Structural SteelDocument18 pagesType of Structural SteelaltavanoarNo ratings yet
- Afrox Alumoid282 30146Document1 pageAfrox Alumoid282 30146Adel AbduoNo ratings yet
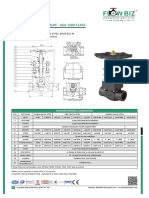
- FlowBiz Forged Steel Globe Valve 1500 ClassDocument2 pagesFlowBiz Forged Steel Globe Valve 1500 ClassFlowBiz Exports Pvt. Ltd.No ratings yet
- 5.materials of Pharmaceutical Plant ConstructionDocument36 pages5.materials of Pharmaceutical Plant ConstructionJaneNo ratings yet
- 20NiCrMo2-2 Alloy Steel DIN 1.6523 AISI 8620 SteelDocument5 pages20NiCrMo2-2 Alloy Steel DIN 1.6523 AISI 8620 SteelzhenyupanNo ratings yet
- Agricultural Applications of Austempered Ductile Iron: Kristin R. Brandenberg Kathy L. Hayrynen, PH.DDocument8 pagesAgricultural Applications of Austempered Ductile Iron: Kristin R. Brandenberg Kathy L. Hayrynen, PH.DbvphimanshuNo ratings yet
- Ken Scott - Metal BoatsDocument208 pagesKen Scott - Metal BoatsMaxi Sie100% (3)
- Welding Distortion and ITS ControlDocument53 pagesWelding Distortion and ITS ControlKó ChitNo ratings yet
- Cavitation Resistant Welding Wire Technical Data SheetDocument1 pageCavitation Resistant Welding Wire Technical Data SheetMAURO MORESCONo ratings yet
- Aws Brazing Handbook PDFDocument22 pagesAws Brazing Handbook PDFHARISH PNo ratings yet
- Metallographic Interpretation of Steel Forging DefectsDocument3 pagesMetallographic Interpretation of Steel Forging DefectsSinan ChenNo ratings yet
- Special Metal Korea Co., LTDDocument1 pageSpecial Metal Korea Co., LTDWelli E SNo ratings yet
- B10 1130 Boron Steel Heattreated Before and After StampingDocument15 pagesB10 1130 Boron Steel Heattreated Before and After Stamping3MECH015 Bhavatharan SNo ratings yet
- KNS1042 Metals Part1 W8Document29 pagesKNS1042 Metals Part1 W8justine2109No ratings yet
- Ceratizit U DrillDocument8 pagesCeratizit U DrillJitendra BagalNo ratings yet
- Chapter 8 - Stainless Steels - 2016 - Applied Welding EngineeringDocument8 pagesChapter 8 - Stainless Steels - 2016 - Applied Welding EngineeringJhair Jhamidh Aquino PortocarreroNo ratings yet
- AlMgAl Strips Cold Roll Bonding ProcessDocument9 pagesAlMgAl Strips Cold Roll Bonding ProcessRamuliu SelcuNo ratings yet
- Optimization of Mechanical Properties of High-Carbon Pearlitic Steels with SI and V AdditionsDocument14 pagesOptimization of Mechanical Properties of High-Carbon Pearlitic Steels with SI and V Additionsceyhun kilicNo ratings yet
- Lesson 3 Metals and Metal Working Processes: OverviewDocument17 pagesLesson 3 Metals and Metal Working Processes: OverviewNadjer C. AdamNo ratings yet
- H-E Parts Data Sheet PT-80 Chromium CarbideDocument1 pageH-E Parts Data Sheet PT-80 Chromium CarbideJorge VillalobosNo ratings yet
- Mobilcut Series: Aqueous Metal Working FluidsDocument3 pagesMobilcut Series: Aqueous Metal Working FluidsNoche de EstrellasNo ratings yet
- OML753 UNIT 1 Classification Metal and AlloysDocument36 pagesOML753 UNIT 1 Classification Metal and AlloysSiva RamNo ratings yet
- Cuzr0,15: Uns:C15100 En:Cw120CDocument17 pagesCuzr0,15: Uns:C15100 En:Cw120CNut AssanaiNo ratings yet
- Chennai Metco ConsumablesDocument53 pagesChennai Metco ConsumablesVikram JainNo ratings yet
- Everything About Ductile IronDocument5 pagesEverything About Ductile IronCarlos BustamanteNo ratings yet
- IIW Welding Practitioner Module 1 - Processes & EquipmentDocument35 pagesIIW Welding Practitioner Module 1 - Processes & EquipmentSolomonNo ratings yet