You might also like
- Live Load Distribution Factor CalculationsDocument5 pagesLive Load Distribution Factor CalculationsBunkun15No ratings yet
- The Metallurgy of Welding: Welding Design and Process SelectionDocument35 pagesThe Metallurgy of Welding: Welding Design and Process SelectionkspanitsNo ratings yet
- Orcabend ManualDocument26 pagesOrcabend ManualFendy PerformancNo ratings yet
- Welding Procedure Qualification GuidelinesDocument8 pagesWelding Procedure Qualification GuidelinesThe MatrixNo ratings yet
- Lifting Lug Stress - Typ FactorsDocument1 pageLifting Lug Stress - Typ FactorsDipak ZopeNo ratings yet
- Transient Thermal Stress Analysis of BOF Hood Failure: Technicalarticle-Peer-ReviewedDocument9 pagesTransient Thermal Stress Analysis of BOF Hood Failure: Technicalarticle-Peer-ReviewedEzequiel RuggieroNo ratings yet
- FRP BPS QapDocument7 pagesFRP BPS QapGohelNo ratings yet
- Buckling and Wrinkling During Strip Conveying in Processing Lines PDFDocument8 pagesBuckling and Wrinkling During Strip Conveying in Processing Lines PDFfahrgeruste3961100% (1)
- Shearing and Slitting AHSS - ASKO HXT, 4-7-2017cDocument5 pagesShearing and Slitting AHSS - ASKO HXT, 4-7-2017cBrian ShawNo ratings yet
- MAESTRO Midship Design Tutorial 2010 12 09 PDFDocument58 pagesMAESTRO Midship Design Tutorial 2010 12 09 PDFAshik RahmanNo ratings yet
- SSC-400 Weld Detail Fatigue Life Improvement Techniques: Ship Structure CommitteeDocument143 pagesSSC-400 Weld Detail Fatigue Life Improvement Techniques: Ship Structure CommitteeBadri ChellappaNo ratings yet
- Section Modulus 012004Document2 pagesSection Modulus 012004Adarsh D. KarkiNo ratings yet
- Cost Effective ConnectionsDocument14 pagesCost Effective ConnectionsMarakan MaranNo ratings yet
- Ultra-Tec Cable RailingDocument28 pagesUltra-Tec Cable RailingAbean100% (1)
- Pipe Schedules: This Color Must Be Filled by UserDocument54 pagesPipe Schedules: This Color Must Be Filled by Userae711No ratings yet
- Analysis of Warping and Shear Stress For Ship StructuresDocument134 pagesAnalysis of Warping and Shear Stress For Ship StructuresSergio LanzellottoNo ratings yet
- SBM-19-1018-202 - PROPELLER DETAIL - Rev-02 PDFDocument1 pageSBM-19-1018-202 - PROPELLER DETAIL - Rev-02 PDFMahendra SunarNo ratings yet
- Laser Beam Welding: By, Ramu RajendranDocument19 pagesLaser Beam Welding: By, Ramu RajendranAmal Vikram100% (1)
- RINA RuleDocument1 pageRINA RuleDaveTeoNo ratings yet
- Buckling of Stiffened PlatesDocument14 pagesBuckling of Stiffened PlatesZhiqiang ZhouNo ratings yet
- 1.1 Welder Test 86,350,000: PackageDocument2 pages1.1 Welder Test 86,350,000: PackageAhmad Dzulfiqar RahmanNo ratings yet
- DNV Rules For PlatingDocument23 pagesDNV Rules For PlatingNashrullah JamilNo ratings yet
- Zamil-Sicc Daily Erection Report 2015-11-09 PDFDocument1 pageZamil-Sicc Daily Erection Report 2015-11-09 PDFrazi khanNo ratings yet
- Caterpillar Marine Engine Ratings and SelectionDocument22 pagesCaterpillar Marine Engine Ratings and SelectionAndry SetyawanNo ratings yet
- M12 - Design & Construction R 5Document104 pagesM12 - Design & Construction R 5சுரேஷ் பாலமுருகன்No ratings yet
- Attachment 3 - Bolt Tensioning Task PlanDocument4 pagesAttachment 3 - Bolt Tensioning Task Planchancele nguepdjopNo ratings yet
- AISC Fillet Weld Design ChartDocument2 pagesAISC Fillet Weld Design ChartJonathan Schauder100% (1)
- Nav Cad 2007 Demo GuideDocument21 pagesNav Cad 2007 Demo GuideMohd NyxamNo ratings yet
- Structural Linear BucklingDocument18 pagesStructural Linear BucklingKhusi1No ratings yet
- Design of HVAC System For Multiplex Using Double Heat Recovery Wheel and Improving Indoor Air QualityDocument4 pagesDesign of HVAC System For Multiplex Using Double Heat Recovery Wheel and Improving Indoor Air QualityIJRASETPublicationsNo ratings yet
- Welding ScheduleDocument2 pagesWelding SchedulenyaungzinNo ratings yet
- Practical Bollard PullDocument6 pagesPractical Bollard PullKrish FunkNo ratings yet
- 2c1 Seam WeldingDocument57 pages2c1 Seam WeldingSathish KumarNo ratings yet
- Structural Concrete Components BreakdownDocument18 pagesStructural Concrete Components BreakdownGuiller M GumpadNo ratings yet
- Materials For JointsDocument25 pagesMaterials For JointseNo ratings yet
- Maestro PDFDocument160 pagesMaestro PDFGiacomo Pison100% (1)
- KP322 Teknologi Bangunan Baru (TBB) : Teknik Perencanaan & Konstruksi Kapal 2019Document63 pagesKP322 Teknologi Bangunan Baru (TBB) : Teknik Perencanaan & Konstruksi Kapal 2019Untung Jayakop100% (1)
- Fillet Weld Pipe Connection DetailsDocument1 pageFillet Weld Pipe Connection DetailsaishahrahmanNo ratings yet
- Group Work - Case ChemxDocument11 pagesGroup Work - Case Chemxwerya aghamiriNo ratings yet
- SS7 Sigma1Document46 pagesSS7 Sigma1chandranNo ratings yet
- Tipe perlengkap pengerukanDocument15 pagesTipe perlengkap pengerukanfathurahmad 2205No ratings yet
- Inclining Test Unified Procedure No.31Document5 pagesInclining Test Unified Procedure No.31Emrah YesiltasNo ratings yet
- Strength Analysis of Hull Structure in Liquefied Gas Carriers With Membrane TanksDocument30 pagesStrength Analysis of Hull Structure in Liquefied Gas Carriers With Membrane TanksOdumoduChigozieUzomaNo ratings yet
- Safehull Finite Element Analysis of Hull Structures: Guidance Notes OnDocument50 pagesSafehull Finite Element Analysis of Hull Structures: Guidance Notes OntdfsksNo ratings yet
- Incremental Forming in Tailor Welded BlanksDocument24 pagesIncremental Forming in Tailor Welded BlanksSitanshu S0% (1)
- NauticusHullv20 Tutorial CSRH-TankDocument118 pagesNauticusHullv20 Tutorial CSRH-Tankchldudwo2158No ratings yet
- Access Survey Technical Report Scoring RubricDocument2 pagesAccess Survey Technical Report Scoring Rubricapi-502959347No ratings yet
- Asigmnet 1 - ShipyardDocument28 pagesAsigmnet 1 - Shipyardulzzang looNo ratings yet
- Eccentric Column BucklingDocument10 pagesEccentric Column BucklingMukeshChopraNo ratings yet
- Motores Baldor BR400 05-07-2010Document96 pagesMotores Baldor BR400 05-07-2010Isaac CarmonaNo ratings yet
- Hull Anode Calculation - 5 Years DesignDocument1 pageHull Anode Calculation - 5 Years DesignRaviNo ratings yet
- Hydrostatics & Stability Report-2Document9 pagesHydrostatics & Stability Report-2nyaungzinNo ratings yet
- PDS - ANSYS PresentationDocument33 pagesPDS - ANSYS PresentationRoberto Jesus Arias Espada100% (2)
- 10) Welding IIIDocument23 pages10) Welding IIIHimanshu VashishthaNo ratings yet
- 11) Manufacturing Processes II Welding III - 2Document23 pages11) Manufacturing Processes II Welding III - 2mkkNo ratings yet
- عيوب اللحامDocument20 pagesعيوب اللحامابو حيدرا الخزعليNo ratings yet
- DefectologyDocument91 pagesDefectologySivasankaran Raju100% (6)
- Types and Causes of Structural Failures and Non-PerformanceDocument26 pagesTypes and Causes of Structural Failures and Non-PerformanceAlyssa Dela CernaNo ratings yet
- TLL-Welding ImperfectionDocument43 pagesTLL-Welding ImperfectionCanis Guk100% (1)
- 3 Welding Imperfections (Edited)Document80 pages3 Welding Imperfections (Edited)PraviBeetlesNo ratings yet
- Elements and Performance Criteria - NVH TEST ENGINEERDocument73 pagesElements and Performance Criteria - NVH TEST ENGINEERJitendra ItankarNo ratings yet
- Pramote Dechaumphai, S. Sucharitpwatskul (2018) - Finite Element Analysis With ANSYS WorkbenchDocument281 pagesPramote Dechaumphai, S. Sucharitpwatskul (2018) - Finite Element Analysis With ANSYS WorkbenchArvind Katyayan100% (1)
- Vibrations: D. Energy Methods E. Undamped Forced Vibrations F. Damped Free Vibrations G. Damped Forced VibrationsDocument13 pagesVibrations: D. Energy Methods E. Undamped Forced Vibrations F. Damped Free Vibrations G. Damped Forced VibrationsJitendra ItankarNo ratings yet
- Isrm 13congress 2015 319 PDFDocument14 pagesIsrm 13congress 2015 319 PDFJitendra ItankarNo ratings yet
- Coupled 3D Discrete-Continuum Numerical Modeling of Pile Penetration in SandDocument12 pagesCoupled 3D Discrete-Continuum Numerical Modeling of Pile Penetration in SandJitendra ItankarNo ratings yet
- Chapter 02Document21 pagesChapter 02mafevi90No ratings yet
- Chapter 01Document37 pagesChapter 01Thyago de LellysNo ratings yet
- 2019 Innovation User Conference Mechanical Interface UpdateDocument60 pages2019 Innovation User Conference Mechanical Interface UpdateDanielRoblesTorresNo ratings yet
- LAMMPS Users Manual: 27 Nov 2018 VersionDocument2,427 pagesLAMMPS Users Manual: 27 Nov 2018 VersionJitendra ItankarNo ratings yet
- (Foundations of Engineering Mechanics) Prof. DR V. I. Babitsky (Auth.) - Theory of Vibro-Impact Systems and Applications-Springer-Verlag Berlin Heidelberg (1998) PDFDocument330 pages(Foundations of Engineering Mechanics) Prof. DR V. I. Babitsky (Auth.) - Theory of Vibro-Impact Systems and Applications-Springer-Verlag Berlin Heidelberg (1998) PDFJitendra Itankar100% (3)
- EB Beam PDFDocument7 pagesEB Beam PDFJitendra ItankarNo ratings yet
- Babitsky (Ed.) Dynamics of Vibro-Impact SystemsDocument350 pagesBabitsky (Ed.) Dynamics of Vibro-Impact SystemsJitendra ItankarNo ratings yet
- Ansys Workbench OptimizationDocument247 pagesAnsys Workbench Optimizationanmol6237100% (1)
- Ansys Aim: Simulation For Every EngineerDocument2 pagesAnsys Aim: Simulation For Every EngineerFauzan BaanantoNo ratings yet
- Adam Smith - The Wealth of Nations - An Inquiry Into The Nature and Causes of The Wealth of Nations-University of Chicago Press (1977) PDFDocument1,280 pagesAdam Smith - The Wealth of Nations - An Inquiry Into The Nature and Causes of The Wealth of Nations-University of Chicago Press (1977) PDFJitendra ItankarNo ratings yet
- EB Beam PDFDocument7 pagesEB Beam PDFJitendra ItankarNo ratings yet
- Granular Dynamics, Contact Mechanics and Particle System SimulationsDocument202 pagesGranular Dynamics, Contact Mechanics and Particle System SimulationsJitendra Itankar100% (1)
- The Path of Duty - 2Document128 pagesThe Path of Duty - 2Carlos GalloNo ratings yet
- Workshop 1 - Transfer Chute SimulationDocument38 pagesWorkshop 1 - Transfer Chute Simulationmarcosandia1974100% (1)
- Modeling a Cantilever Beam Using 1D, 2D and 3D Elements in ANSYSDocument2 pagesModeling a Cantilever Beam Using 1D, 2D and 3D Elements in ANSYSJitendra ItankarNo ratings yet
- Workshop 10 Rocky AnsysMechanical Coupling PDFDocument54 pagesWorkshop 10 Rocky AnsysMechanical Coupling PDFbresler_lin100% (2)
- 5 PostDocument47 pages5 PostEduardo Teneo P.No ratings yet
- Bharat Sanchar Nigam Limited: Receipt DetailsDocument1 pageBharat Sanchar Nigam Limited: Receipt DetailsJitendra ItankarNo ratings yet
- Static Analysis - Step by StepDocument3 pagesStatic Analysis - Step by StepJitendra ItankarNo ratings yet
- CE474 Ch2 WorkEnergyMethodsDocument26 pagesCE474 Ch2 WorkEnergyMethodsMalik Rehan SyedNo ratings yet
- The Path of Duty - 2Document128 pagesThe Path of Duty - 2Carlos GalloNo ratings yet
- Vibrating Screen Workshop SimulationDocument32 pagesVibrating Screen Workshop SimulationRudy Jaramillo100% (1)
- Rocky - Particle Group DefinitionDocument65 pagesRocky - Particle Group DefinitionJitendra ItankarNo ratings yet
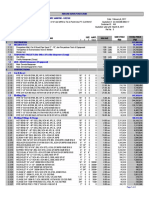
- Description Commodity Type Part NumberDocument2 pagesDescription Commodity Type Part NumberJitendra ItankarNo ratings yet
- WoodDocument1 pageWoodJitendra ItankarNo ratings yet
- سنوات سابقة خواصDocument64 pagesسنوات سابقة خواصmechanical depNo ratings yet
- Quantum Dot Laser Full ReportDocument38 pagesQuantum Dot Laser Full ReportRajeev Sndhr50% (2)
- General Engineering Knowledge For Marine EngineersDocument272 pagesGeneral Engineering Knowledge For Marine EngineersMANDEEP SINGHNo ratings yet
- Lecture 1 Semiconductor TheoryDocument31 pagesLecture 1 Semiconductor TheorySibisi SinethembaNo ratings yet
- PAPER Mixing Time in Bioreactor - Kawase2007Document13 pagesPAPER Mixing Time in Bioreactor - Kawase2007Carlos Ruben Suarez GavidiaNo ratings yet
- Hydrogen Bonds in Cellulose and Cellulose DerivativesDocument30 pagesHydrogen Bonds in Cellulose and Cellulose DerivativeswellitonNo ratings yet
- Fiber Beam-Columns Models With Flexure-Shear Interaction For Nonlinear Analysis of Reinforced Concrete StructuresDocument146 pagesFiber Beam-Columns Models With Flexure-Shear Interaction For Nonlinear Analysis of Reinforced Concrete StructuresMuntasir BillahNo ratings yet
- Science ReviewerDocument2 pagesScience ReviewerSamantha CabarlesNo ratings yet
- Condition Assessment of Concrete StructuresDocument28 pagesCondition Assessment of Concrete Structuresmoizm53No ratings yet
- Introduction To PolymerDocument9 pagesIntroduction To PolymerDr. Stan Wardel BA, MA, MChem, MBA, DPhil, DSc.No ratings yet
- SLHT Sci 8 Q3 Wk3Document7 pagesSLHT Sci 8 Q3 Wk3Jim Alesther LapinaNo ratings yet
- Ak 089 Heavy Chipping PDFDocument1 pageAk 089 Heavy Chipping PDFLea LeaNo ratings yet
- Final Energy Balance-Vizag DT 9-6-18Document14 pagesFinal Energy Balance-Vizag DT 9-6-18SUBHOMOYNo ratings yet
- Trouble-Free Construction of A Large Diameter Waelz Kiln Lining With Increased LifeDocument4 pagesTrouble-Free Construction of A Large Diameter Waelz Kiln Lining With Increased LifeCeyhun TatarNo ratings yet
- Study On Removal of Brittle Phases by Optimizing The Process Parameters of Welding Wire Rod Grade For Gas-Metal Arc Welding ApplicationsDocument14 pagesStudy On Removal of Brittle Phases by Optimizing The Process Parameters of Welding Wire Rod Grade For Gas-Metal Arc Welding ApplicationsJJNo ratings yet
- Transport PhenomenaDocument8 pagesTransport PhenomenaShivaniNo ratings yet
- Plastic Analysis and Beam DesignDocument39 pagesPlastic Analysis and Beam DesignJinky OstanNo ratings yet
- HMT Answer 2 & 16 Marks HMTDocument85 pagesHMT Answer 2 & 16 Marks HMTChandra Sekar100% (3)
- Electron Gain Enthalpy - The Energy Required to Add an ElectronDocument4 pagesElectron Gain Enthalpy - The Energy Required to Add an ElectronAshish YadavNo ratings yet
- rr321401 Principles of Machine DesignDocument8 pagesrr321401 Principles of Machine DesignSRINIVASA RAO GANTANo ratings yet
- 47-Manuscript (манускрипт) -53-1-10-20180705Document13 pages47-Manuscript (манускрипт) -53-1-10-20180705Dr. Anoop A.D.No ratings yet
- Mechanics of Materials: Lab ReportDocument37 pagesMechanics of Materials: Lab ReportHamza TariqNo ratings yet
- PCI Sandwich Wall Panels SOA Guide Rev (1!11!11)Document62 pagesPCI Sandwich Wall Panels SOA Guide Rev (1!11!11)Nuno FerreiraNo ratings yet
- A Case Study: Failure Analysis of Crude Oil Pipeline RuptureDocument8 pagesA Case Study: Failure Analysis of Crude Oil Pipeline RuptureDeepak AgarwalNo ratings yet
- Draft System BalancingDocument5 pagesDraft System BalancinglisluciNo ratings yet
- Design Base Plate For I Beam - Bottom BracketDocument1 pageDesign Base Plate For I Beam - Bottom BracketCon CanNo ratings yet
- DAL ChromisingDocument3 pagesDAL ChromisingJais JohnNo ratings yet
- Gibbs Free EnergyDocument15 pagesGibbs Free EnergyMarco A. R. JimenesNo ratings yet
- XRD Master ThesisDocument5 pagesXRD Master Thesisannaherreragarland100% (2)
- Advanced Crack Width Analysis of Reinforced Concrete Beams Under Repeated LoadsDocument10 pagesAdvanced Crack Width Analysis of Reinforced Concrete Beams Under Repeated Loadsuhu_plus6482No ratings yet