You might also like
- Hybrid System Overview PDFDocument150 pagesHybrid System Overview PDFFrank Araya DiazNo ratings yet
- X DIN 6885Document3 pagesX DIN 6885bee140676No ratings yet
- O-Levels Chemistry ExemplarDocument40 pagesO-Levels Chemistry Exemplartendaisithole02No ratings yet
- Debottlenecking - FractionatorDocument5 pagesDebottlenecking - Fractionatorsuprateem100% (1)
- Function 4b OralsDocument13 pagesFunction 4b OralsSumeet SawantNo ratings yet
- Nammiaca 000049Document176 pagesNammiaca 000049gangadhark196100% (1)
- 1118mm - Thickness Calculator For MS or DI PipesDocument8 pages1118mm - Thickness Calculator For MS or DI Pipesanirbanpwd76No ratings yet
- Martillo BTI 2008077Document143 pagesMartillo BTI 2008077Alex MorenoNo ratings yet
- Catalytic ConversionDocument27 pagesCatalytic ConversionKuldeep singh ChandelNo ratings yet
- Unit-02 Petroleum Process I-IVDocument143 pagesUnit-02 Petroleum Process I-IVMayank KoparkarNo ratings yet
- Catalytic Reforming - 2Document30 pagesCatalytic Reforming - 2Alekhya Bandaru0% (1)
- TR 650 TERRA 2013 TR 650 STRADA 2013: Workshop ManualDocument154 pagesTR 650 TERRA 2013 TR 650 STRADA 2013: Workshop ManualjeremyNo ratings yet
- Merox & HydrotreatmentDocument18 pagesMerox & HydrotreatmentLuis Acid100% (2)
- Reliance HPC Course 2009 - 09 - Naphtha HydrotreatmentDocument48 pagesReliance HPC Course 2009 - 09 - Naphtha HydrotreatmentsuprateemNo ratings yet
- BS 5075-Part 1-82Document24 pagesBS 5075-Part 1-82satheeshvmNo ratings yet
- Effect of Reaction Furnace and Converter Temperatures On Performance of Sulfur Recovery Units (SRUs)Document3 pagesEffect of Reaction Furnace and Converter Temperatures On Performance of Sulfur Recovery Units (SRUs)SEP-PublisherNo ratings yet
- Petroleum Fractionation-Overview PDFDocument35 pagesPetroleum Fractionation-Overview PDFRiyad AliNo ratings yet
- Thermal CrackingDocument24 pagesThermal Crackingmihir kumar100% (1)
- Modeling of Naphtha Reforming Unit Applying Detailed 2014 Chemical EngineerDocument30 pagesModeling of Naphtha Reforming Unit Applying Detailed 2014 Chemical Engineerdownload100% (1)
- SRU Start-Up Considerations - Shrikant Koli - Black & Veatch PDFDocument26 pagesSRU Start-Up Considerations - Shrikant Koli - Black & Veatch PDFJunghietu DorinNo ratings yet
- Troubleshooting Vacuum Unit Revamp - TDocument6 pagesTroubleshooting Vacuum Unit Revamp - TRafeek Emad AbdElkaderNo ratings yet
- UOP Operations Skills For The 21st Century PaperDocument16 pagesUOP Operations Skills For The 21st Century PaperOmar EzzatNo ratings yet
- Composition Gas OilDocument14 pagesComposition Gas OilRavikant KumarNo ratings yet
- Best Practice: Load Management For Energy Efficiency: Heat Transfer EquipmentDocument75 pagesBest Practice: Load Management For Energy Efficiency: Heat Transfer Equipmentsethu1091No ratings yet
- Hydroprocessing Catalyst EvaluationDocument15 pagesHydroprocessing Catalyst EvaluationKashifNo ratings yet
- 112 Refinery Overview ChevronDocument2 pages112 Refinery Overview Chevronupender345100% (1)
- Hydro CrackingDocument25 pagesHydro CrackingBharat KumarNo ratings yet
- Refinery Analytical Techniques Optimize Unit PerformanceDocument8 pagesRefinery Analytical Techniques Optimize Unit PerformanceAlberto Fonseca Uribe100% (1)
- Process of Refinery: Chapter-1Document43 pagesProcess of Refinery: Chapter-1veena0602No ratings yet
- Maximise Ethylene Gain PDFDocument4 pagesMaximise Ethylene Gain PDFRaj KumarNo ratings yet
- High-Rise Fire Protection System Design - Zoning & Series PumpingDocument4 pagesHigh-Rise Fire Protection System Design - Zoning & Series PumpingminiongskyNo ratings yet
- RAC 32 Important QuestionDocument10 pagesRAC 32 Important QuestionBalvinderNo ratings yet
- HydrocrackingDocument33 pagesHydrocrackingNikita SeleznevNo ratings yet
- 10 - Latest Developments in Hydrocracking Catalysts Proceedings PDFDocument26 pages10 - Latest Developments in Hydrocracking Catalysts Proceedings PDFmujeebtalib100% (1)
- Inject Neutralizer To CDU OVHD Wash WaterDocument1 pageInject Neutralizer To CDU OVHD Wash WaterPhuong LeNo ratings yet
- 2009-03 CleanDieselHydroPTQ MustangDocument7 pages2009-03 CleanDieselHydroPTQ Mustanganhchangleloi100% (2)
- India Boiler Dot Com: Boiler O & M Engineers - Reference MaterialDocument14 pagesIndia Boiler Dot Com: Boiler O & M Engineers - Reference MaterialkrisNo ratings yet
- FCC Catalyst EvaluationDocument40 pagesFCC Catalyst EvaluationAnilú BarreraNo ratings yet
- W6 HydrocrackingDocument36 pagesW6 HydrocrackingIkhmal FirdausNo ratings yet
- Isomerization UnitDocument2 pagesIsomerization UnitNavin Ramjattan100% (1)
- Critical Variable in Catalytic Reforming and Unit Monitoring Best PracticesDocument18 pagesCritical Variable in Catalytic Reforming and Unit Monitoring Best Practicesbakhtyar21No ratings yet
- Fractionation OnlyDocument27 pagesFractionation OnlymohamedNo ratings yet
- Week#2 - Olefins Plant - Annotated PDFDocument42 pagesWeek#2 - Olefins Plant - Annotated PDFAgus WahyudhiNo ratings yet
- Vassili Ribkin-En PDFDocument22 pagesVassili Ribkin-En PDFKosan NamnamNo ratings yet
- 8 HydrotreatingDocument31 pages8 HydrotreatingAmroKasht100% (2)
- Refining CatalystsDocument91 pagesRefining CatalystsOstom Ray100% (1)
- Refinery Operations: FEATURE: Distillate Pool Maximization by Additional LCO HydroprocessingDocument11 pagesRefinery Operations: FEATURE: Distillate Pool Maximization by Additional LCO Hydroprocessingmsakhtar1No ratings yet
- Module 4 (KTU)Document118 pagesModule 4 (KTU)Aravind G100% (1)
- Options For Gasoline ReformulationDocument45 pagesOptions For Gasoline ReformulationBrian Vasquez100% (1)
- The Progress of Desulfurization Technology For Crude OilDocument6 pagesThe Progress of Desulfurization Technology For Crude OiljoseNo ratings yet
- Fluid Catalytic Cracking of Heavy (Residual) Oil Fractions A Review PDFDocument21 pagesFluid Catalytic Cracking of Heavy (Residual) Oil Fractions A Review PDFMmediong UdofiaNo ratings yet
- Sweetening LPG With AminesDocument8 pagesSweetening LPG With AminessizwehNo ratings yet
- Olefins From Conventional and Heavy FeedstocksDocument27 pagesOlefins From Conventional and Heavy FeedstocksTaylorNo ratings yet
- VGO HydrocrackingDocument14 pagesVGO HydrocrackingAndy DolmanNo ratings yet
- CATALYTIC REFORMING by KhurramDocument23 pagesCATALYTIC REFORMING by KhurramSarhad Ahmed100% (3)
- 1 DesalterDocument20 pages1 Desalterbakhtyar21No ratings yet
- HPCL IT DHDS Block OverviewDocument37 pagesHPCL IT DHDS Block OverviewSrija Mummidi100% (1)
- Reliance HPC Course 2009 - 01 - IntroductionDocument8 pagesReliance HPC Course 2009 - 01 - IntroductionsuprateemNo ratings yet
- Kurita Mitigating Coke FormationDocument3 pagesKurita Mitigating Coke FormationMarcelNo ratings yet
- KLM Refining Technical Rev 3Document6 pagesKLM Refining Technical Rev 3Muhammad Abdul RaufNo ratings yet
- Wet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Document18 pagesWet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Jose M. Gomez RuedaNo ratings yet
- DCC EngDocument1 pageDCC Engwahaha06No ratings yet
- DHDSDocument4 pagesDHDSThirumal ThirandasNo ratings yet
- Reforming and IsomerizationDocument17 pagesReforming and Isomerizationhala mrayanNo ratings yet
- Introduction To Inviromental Control in Refining IndustryDocument34 pagesIntroduction To Inviromental Control in Refining IndustryAmer ShaierNo ratings yet
- 3.2 - Ballaguet & Barrère-Tricca - Sulphur CycleDocument24 pages3.2 - Ballaguet & Barrère-Tricca - Sulphur CyclesantiagoNo ratings yet
- On Line Class ON Safety in Petrochemical IndustryDocument57 pagesOn Line Class ON Safety in Petrochemical IndustryMayank KoparkarNo ratings yet
- Simulation of The Styrene Production Process Via Catalytic Dehydrogenation of Ethylbenzene Using CHEMCAD® Process SimulatorDocument18 pagesSimulation of The Styrene Production Process Via Catalytic Dehydrogenation of Ethylbenzene Using CHEMCAD® Process Simulatorjabbar akbarNo ratings yet
- Process ManualDocument47 pagesProcess ManualmayankkhNo ratings yet
- NHT Furnace OptimisationDocument6 pagesNHT Furnace Optimisationcoolmanyu2k5No ratings yet
- Refinery Training Courses by PertecnicaDocument7 pagesRefinery Training Courses by PertecnicapertecstudentNo ratings yet
- Observation For Missed Practical Sessions-CH2303Document5 pagesObservation For Missed Practical Sessions-CH2303Suleka RanasingheNo ratings yet
- DryigDocument9 pagesDryigSuleka RanasingheNo ratings yet
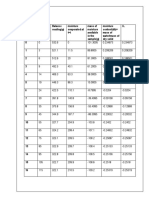
- T Time T (Min) Balance Reading (G) Moisture Evaporated at T T Mass of Moisture Available in The Sample (G) Moisture Content (DB) Mass of Water/mass of Dry Solid XDocument5 pagesT Time T (Min) Balance Reading (G) Moisture Evaporated at T T Mass of Moisture Available in The Sample (G) Moisture Content (DB) Mass of Water/mass of Dry Solid XSuleka RanasingheNo ratings yet
- Disc CentrifugeDocument9 pagesDisc CentrifugeSuleka RanasingheNo ratings yet
- S3 Written Assignment 2Document1 pageS3 Written Assignment 2Suleka RanasingheNo ratings yet
- Is 15734 2007 PDFDocument12 pagesIs 15734 2007 PDFLuis SousaNo ratings yet
- 1.3 Chapter-1Electrostatics Insulators, Conductors, Semiconductors, and SuperconductorsDocument13 pages1.3 Chapter-1Electrostatics Insulators, Conductors, Semiconductors, and SuperconductorsAmna OmerNo ratings yet
- Operation Manual: SLM Av Execution Acc. To Directive 94/9/ECDocument57 pagesOperation Manual: SLM Av Execution Acc. To Directive 94/9/ECkeyur1109No ratings yet
- Chairside Cerec IvoclarDocument13 pagesChairside Cerec IvoclarAngeles JimenezNo ratings yet
- Mobilgrease XTCDocument3 pagesMobilgrease XTCalexander900616No ratings yet
- List of Steel Mills in BangladeshDocument9 pagesList of Steel Mills in BangladeshSadia HasanNo ratings yet
- Latent HeatDocument32 pagesLatent HeatAbhijit Kar Gupta100% (11)
- High Wet Modulus FibresDocument15 pagesHigh Wet Modulus FibresVenkatesh BabuNo ratings yet
- Control of Natural FrequencyDocument11 pagesControl of Natural FrequencyMoHammadNashatSabbahNo ratings yet
- Engineering High Voltage Testing - HTMLDocument3 pagesEngineering High Voltage Testing - HTMLsatishmuggulaNo ratings yet
- XRD 63 Quantitative XRD Phase Analysis in Minerals Mining - Bauxite LowDocument4 pagesXRD 63 Quantitative XRD Phase Analysis in Minerals Mining - Bauxite LowJosue David Mago ArredondoNo ratings yet
- Brett MIller - How Concrete Is MadeDocument5 pagesBrett MIller - How Concrete Is MadeBrett MillerNo ratings yet
- Adnan Ezzarhouni GTTChina (Revised Version)Document17 pagesAdnan Ezzarhouni GTTChina (Revised Version)ClemenNo ratings yet
- Electrodeposited Coatings of Copper Plus Nickel Plus Chromium and Nickel Plus ChromiumDocument11 pagesElectrodeposited Coatings of Copper Plus Nickel Plus Chromium and Nickel Plus ChromiumPhúc ChâuNo ratings yet
- 02 Standard Compression CatalogDocument146 pages02 Standard Compression Catalogsetiawan tambunanNo ratings yet
- ME 1201-Lecture 1Document33 pagesME 1201-Lecture 1Bau MandalNo ratings yet
- Distillation Column: Data Sheet ForDocument2 pagesDistillation Column: Data Sheet ForAmanNo ratings yet