You might also like
- SvarDocument15 pagesSvarDanica descatamiento71% (7)
- Métodos numéricos aplicados a Ingeniería: Casos de estudio usando MATLABFrom EverandMétodos numéricos aplicados a Ingeniería: Casos de estudio usando MATLABRating: 5 out of 5 stars5/5 (1)
- Application Blank and Background Verification FormDocument2 pagesApplication Blank and Background Verification FormSanket LakdeNo ratings yet
- Study ProbesDocument64 pagesStudy ProbesEvan Jordan100% (1)
- QMCS 16 - 2 Process CapabilityDocument27 pagesQMCS 16 - 2 Process CapabilityalegabipachecoNo ratings yet
- Process Capability - ToolDocument26 pagesProcess Capability - ToolFouzan SoniwalaNo ratings yet
- CapabilityDocument5 pagesCapabilitypandaprasadNo ratings yet
- COCOMO 2pdfDocument4 pagesCOCOMO 2pdfNikhil PawarNo ratings yet
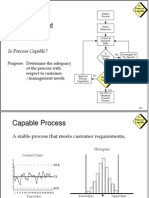
- The Quality Improvement Model: Is Process Capable?Document19 pagesThe Quality Improvement Model: Is Process Capable?shafie_buangNo ratings yet
- Muhammad-Asif Process CapabilityDocument29 pagesMuhammad-Asif Process CapabilityJehan B KothariNo ratings yet
- GRR Basic TrainingDocument16 pagesGRR Basic TrainingQuýNguyễnNo ratings yet
- Process CapabilityDocument4 pagesProcess CapabilityLeonardo SanchezNo ratings yet
- Statistical Process Control: by H.S.PundleDocument31 pagesStatistical Process Control: by H.S.PundlePALLAVI BHISENo ratings yet
- Six Sigma Vs TaguchiDocument14 pagesSix Sigma Vs TaguchiemykosmNo ratings yet
- Processcapability Training PresentationDocument75 pagesProcesscapability Training PresentationVictoriaNo ratings yet
- SPC Training 20230929Document38 pagesSPC Training 20230929rav.virendraNo ratings yet
- Lect 6 - Process CapabilityDocument26 pagesLect 6 - Process CapabilityBurcu Gözde Bilol100% (1)
- Basics of CapabilityDocument18 pagesBasics of Capabilitymancheung6429No ratings yet
- Wa0004.Document2 pagesWa0004.Saf SafNo ratings yet
- Lecture 8-Process Capability PDFDocument29 pagesLecture 8-Process Capability PDFWoon How100% (1)
- Chapter # 07 (Six Sigma)Document50 pagesChapter # 07 (Six Sigma)Hassan TariqNo ratings yet
- Chapter Six Process Capability Analysis: Daniel AbDocument24 pagesChapter Six Process Capability Analysis: Daniel AbComputer Maintainance Hardware and softwareNo ratings yet
- 5 - Process CapabilityDocument50 pages5 - Process CapabilityWilliam BautistaNo ratings yet
- 3+six Sigma+AnalyzeDocument41 pages3+six Sigma+AnalyzePablo RípodasNo ratings yet
- JPM TQM Course Mat-5 T-3 Imba 2013Document14 pagesJPM TQM Course Mat-5 T-3 Imba 2013Vishnu PrasadNo ratings yet
- Lecture 8 Sep23Document31 pagesLecture 8 Sep23QQQQQQNo ratings yet
- SAA ReportDocument54 pagesSAA ReportSonny AguilarNo ratings yet
- STAT-07 Process Perpormance Metrics & Process CapabilityDocument18 pagesSTAT-07 Process Perpormance Metrics & Process CapabilityDebashishDolonNo ratings yet
- Quantitative Capability AssessmentDocument21 pagesQuantitative Capability Assessmentbeto206123No ratings yet
- Lean Six Sigma - SynopsisDocument2 pagesLean Six Sigma - SynopsisAbhijeetNo ratings yet
- Value Stream Mapping (VSM) BasicsDocument30 pagesValue Stream Mapping (VSM) BasicsAbhiNo ratings yet
- Marginal Effects For Continuous Variables: Richard Williams, University of Notre Dame, Last Revised January 29, 2019Document12 pagesMarginal Effects For Continuous Variables: Richard Williams, University of Notre Dame, Last Revised January 29, 2019陈文源No ratings yet
- Muhammad Reza Adi W - Business Economics Assigment 3BDocument10 pagesMuhammad Reza Adi W - Business Economics Assigment 3BReza AdiNo ratings yet
- How To Transfer in The Best Effective Way?: Transportation Problems (Network Problems)Document9 pagesHow To Transfer in The Best Effective Way?: Transportation Problems (Network Problems)Nathalia ShimizuNo ratings yet
- GB Training PDFDocument55 pagesGB Training PDFSundar BaluNo ratings yet
- Process Capability and Capability IndexDocument18 pagesProcess Capability and Capability IndexBhavesh Rana100% (2)
- LSSGB NotesDocument24 pagesLSSGB NotesPreethamNo ratings yet
- Lean Six Sigma Green Belt Certification Course: Business Results For Projects Part - 1Document69 pagesLean Six Sigma Green Belt Certification Course: Business Results For Projects Part - 1Rajkumar VijNo ratings yet
- 4 Aa Process CapabilityDocument30 pages4 Aa Process CapabilityAniket Jain100% (2)
- Process CapabilityDocument19 pagesProcess CapabilityRohit AroraNo ratings yet
- Rjil SSCVT Acceptance Report - SSCVT - I Uw Bsul Enb A001!2!1800Document467 pagesRjil SSCVT Acceptance Report - SSCVT - I Uw Bsul Enb A001!2!1800Anshul GuptaNo ratings yet
- 6.4 Process CapabilityDocument13 pages6.4 Process CapabilitychuszNo ratings yet
- Process Capability Indices PDFDocument6 pagesProcess Capability Indices PDFasamadhNo ratings yet
- OS ASS 2 (Solved)Document6 pagesOS ASS 2 (Solved)Muhammad MaazNo ratings yet
- Process Capability: Chapter OutlineDocument5 pagesProcess Capability: Chapter OutlineFernandoNo ratings yet
- Process Capability and Capability IndexDocument18 pagesProcess Capability and Capability IndexbahrulNo ratings yet
- 08 Process CapabilityDocument36 pages08 Process CapabilityMugni SrinoviaNo ratings yet
- ASQ Process Capbility Overview Mar 10Document66 pagesASQ Process Capbility Overview Mar 10MuthuswamyNo ratings yet
- 8 2 Empirical ModelDocument14 pages8 2 Empirical ModelRickyWisaksonoNo ratings yet
- JPM TQM Course Mat-4 T-3 Imba 2013Document4 pagesJPM TQM Course Mat-4 T-3 Imba 2013Vishnu PrasadNo ratings yet
- CPK Guide 0211 TECH1Document11 pagesCPK Guide 0211 TECH1Mark LacroNo ratings yet
- Model Predictive Control For Integrating Processes: Lou Heavner - Consultant, APCDocument23 pagesModel Predictive Control For Integrating Processes: Lou Heavner - Consultant, APCsamim_khNo ratings yet
- ADMS 3351 FormulasDocument13 pagesADMS 3351 Formulasenlong suNo ratings yet
- Metanalisis Con RDocument8 pagesMetanalisis Con RHéctor W Moreno QNo ratings yet
- Statistical Quality Control (SQC) FinalDocument47 pagesStatistical Quality Control (SQC) FinalSagar DhageNo ratings yet
- Pid Tuning ReportDocument48 pagesPid Tuning ReportNurul SyaheerahNo ratings yet
- Bkf3791 Pci Lab - Group 2 - Experiment 7Document20 pagesBkf3791 Pci Lab - Group 2 - Experiment 7Lee Jian RongNo ratings yet
- Process Capability Study: 24dec. 2011 Quality Improvement (Statistic Quality Control)Document27 pagesProcess Capability Study: 24dec. 2011 Quality Improvement (Statistic Quality Control)henokNo ratings yet
- Section and SolutionDocument4 pagesSection and SolutionFiromsaNo ratings yet
- Economic and Financial Modelling with EViews: A Guide for Students and ProfessionalsFrom EverandEconomic and Financial Modelling with EViews: A Guide for Students and ProfessionalsNo ratings yet
- Projects With Microcontrollers And PICCFrom EverandProjects With Microcontrollers And PICCRating: 5 out of 5 stars5/5 (1)
- Sendai FrameworkDocument15 pagesSendai FrameworkKunal VijayantNo ratings yet
- Rulebook-Sangram 2021Document15 pagesRulebook-Sangram 2021Kunal VijayantNo ratings yet
- Study On Air PollutionDocument9 pagesStudy On Air PollutionKunal VijayantNo ratings yet
- White Board - Day 1Document28 pagesWhite Board - Day 1Kunal VijayantNo ratings yet
- Tagbin Task - India@75Document1 pageTagbin Task - India@75Kunal VijayantNo ratings yet
- Process Door Analysis: Business Enablers: Necessary NVADocument29 pagesProcess Door Analysis: Business Enablers: Necessary NVAKunal VijayantNo ratings yet
- Mytchenok 160 Trillons Agreement and Pay Order Latonya FullerDocument14 pagesMytchenok 160 Trillons Agreement and Pay Order Latonya FullerEsteban Enrique Posan BalcazarNo ratings yet
- Deep Learning: Seungsang OhDocument39 pagesDeep Learning: Seungsang OhKaAI KookminNo ratings yet
- Roadmap To 1500+ On The SATDocument21 pagesRoadmap To 1500+ On The SATMuhammad ali WasimNo ratings yet
- B105 Self Assessment and Task Cards Rev 2 Jan22Document6 pagesB105 Self Assessment and Task Cards Rev 2 Jan22EdisonCorderoNo ratings yet
- MN000301R171Document24 pagesMN000301R171juancgr77No ratings yet
- Explorations in Language Acquisition and Use: The Taipei Lectures by Stephen D. KrashenDocument22 pagesExplorations in Language Acquisition and Use: The Taipei Lectures by Stephen D. KrashenGuy Colvin67% (3)
- SAP Fiori and SAPUI5 With OdataDocument2 pagesSAP Fiori and SAPUI5 With Odatashailendubey17No ratings yet
- Embedded Journalism: Global Media Scenario Tejaswini Semester 3, Section CDocument8 pagesEmbedded Journalism: Global Media Scenario Tejaswini Semester 3, Section CTejaswini Mishra0% (1)
- Documents - Pub - Reliance Trends Internship ProjectDocument94 pagesDocuments - Pub - Reliance Trends Internship ProjectAgney KudekarNo ratings yet
- SelList - 10 July 13Document39 pagesSelList - 10 July 13Vishal KulkarniNo ratings yet
- Student Clearance FormDocument2 pagesStudent Clearance Formharry severinoNo ratings yet
- Tes Evaluasi Reading Comprehension 1Document5 pagesTes Evaluasi Reading Comprehension 1sinta100% (1)
- Catalogo Soft StarterDocument16 pagesCatalogo Soft StarterEdwin Santiago Villegas AuquesNo ratings yet
- Solar Simulator ReportDocument9 pagesSolar Simulator ReportAditi Khandelwal100% (1)
- #4, - RAMA NIVAS - , Ground Floor 3rd Temple Road, Malleshwaram Bangalore - 56003Document15 pages#4, - RAMA NIVAS - , Ground Floor 3rd Temple Road, Malleshwaram Bangalore - 56003GAMING AND TECH ZONENo ratings yet
- Cost and Cost CurvesDocument37 pagesCost and Cost CurvesDiptee ShettyNo ratings yet
- Sewoo Slk-Te20x Series ManualDocument13 pagesSewoo Slk-Te20x Series ManualCesar Herrera GonzálezNo ratings yet
- Natural Vegetation LessonDocument30 pagesNatural Vegetation LessonAn SaNo ratings yet
- Bahan Beton RinganDocument12 pagesBahan Beton RinganAgoes AriyantoNo ratings yet
- Unprofitable Customers and Their ManagementDocument11 pagesUnprofitable Customers and Their ManagementChristine Mae GaciasNo ratings yet
- Rubber, Composite Hose & DuctingDocument1 pageRubber, Composite Hose & DuctingMukkesh KumarNo ratings yet
- On Board NotationDocument12 pagesOn Board NotationChi Duc NgoNo ratings yet
- Dentin Bonding Agents My SeminarDocument36 pagesDentin Bonding Agents My SeminarSimran UtwalNo ratings yet
- TG - Functions-of-Communication-Oral-CommunicationDocument9 pagesTG - Functions-of-Communication-Oral-CommunicationRochelle TanLptNo ratings yet
- Ge22 (Edp Syllabus Summer)Document4 pagesGe22 (Edp Syllabus Summer)Daisy Jean Abas CastilloNo ratings yet