You might also like
- EuroCode - Wind Load CalculationDocument2 pagesEuroCode - Wind Load CalculationRigonDEC80% (10)
- General Hydraulic Manual 02Document196 pagesGeneral Hydraulic Manual 02Malek r.i.pNo ratings yet
- Absoeber Striper Final ReportDocument27 pagesAbsoeber Striper Final ReportMuneebNo ratings yet
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Fundamentals of Gas Lift Engineering: Well Design and TroubleshootingFrom EverandFundamentals of Gas Lift Engineering: Well Design and TroubleshootingRating: 5 out of 5 stars5/5 (2)
- Dr. Nabeel Ahmad: Department of Chemical Engineering COMSATS University Islamabad, Lahore CampusDocument18 pagesDr. Nabeel Ahmad: Department of Chemical Engineering COMSATS University Islamabad, Lahore CampusFurqan AhmedNo ratings yet
- CHE504 - Lab Report On Gas Absorption L8 PDFDocument23 pagesCHE504 - Lab Report On Gas Absorption L8 PDFRakesh KumarNo ratings yet
- Application of Graphene For Decontamination of Water Implications For Sorptive RemovalDocument11 pagesApplication of Graphene For Decontamination of Water Implications For Sorptive RemovalMALIK ZARYABBABARNo ratings yet
- Technical Card Ck45 Mechanical PropertiesDocument3 pagesTechnical Card Ck45 Mechanical PropertiesNuno Miguel TorcatoNo ratings yet
- Absorption and StrippingDocument40 pagesAbsorption and StrippingSamarth MinochaNo ratings yet
- Gas AbsorptionDocument121 pagesGas AbsorptionKrystel Monica ManaloNo ratings yet
- Masstransfer 141117024829 Conversion Gate02 PDFDocument15 pagesMasstransfer 141117024829 Conversion Gate02 PDFSrđan TufegdžićNo ratings yet
- Packing FactorDocument80 pagesPacking FactorRabya Sana100% (1)
- Jordan University of Science & Technology: 1. TheoryDocument28 pagesJordan University of Science & Technology: 1. TheoryLa Casa JordanNo ratings yet
- Ch5 AbsorptionDocument56 pagesCh5 AbsorptionGebrekiros ArayaNo ratings yet
- Absorption & Stripping: Senior Design CHE 396Document44 pagesAbsorption & Stripping: Senior Design CHE 396PIratȅ IlıNo ratings yet
- Design Review of AbsorbersDocument46 pagesDesign Review of AbsorbersAngelik MoralesNo ratings yet
- Parameters Determination For Column Design in Gas AbsorptionDocument7 pagesParameters Determination For Column Design in Gas AbsorptionJULIA REESE REYESNo ratings yet
- Semester No: 4: Name of The Discipline: Chemical EngineeringDocument18 pagesSemester No: 4: Name of The Discipline: Chemical EngineeringSk jahidul IslamNo ratings yet
- Absorption: Instructor: Zafar ShakoorDocument18 pagesAbsorption: Instructor: Zafar ShakoorFASIH AFZAL KHANNo ratings yet
- Distilasi Teori 2 (Coulson Bab 11)Document8 pagesDistilasi Teori 2 (Coulson Bab 11)Dewi ApriyaniNo ratings yet
- Unit II AbsorptionDocument16 pagesUnit II AbsorptionAnkita SharmaNo ratings yet
- Chemical AbsorptionDocument6 pagesChemical AbsorptionmubashirfareedNo ratings yet
- Packed Distillation Columns: 1. Determination of The Column HeightDocument7 pagesPacked Distillation Columns: 1. Determination of The Column Heightramsrivatsan1992No ratings yet
- Absorber Design:: Theoretical BackgroundDocument15 pagesAbsorber Design:: Theoretical BackgroundAndreea IoanaNo ratings yet
- EQUIPMENT DESIGN by DR NORIN ZAMIAH PDFDocument104 pagesEQUIPMENT DESIGN by DR NORIN ZAMIAH PDFAimanNo ratings yet
- Liquid Gas Coalescers Performance RatingDocument6 pagesLiquid Gas Coalescers Performance RatingChem.Engg0% (1)
- Designing of AbsorbersDocument11 pagesDesigning of AbsorbersKhaqan AminNo ratings yet
- Gas Liquid Separators Sizing Parameter MM083015Document42 pagesGas Liquid Separators Sizing Parameter MM083015Mubarik AliNo ratings yet
- ERT 313 Bioseparation Engineering Gas Absorption: Prepared By: Pn. Hairul Nazirah Abdul HalimDocument57 pagesERT 313 Bioseparation Engineering Gas Absorption: Prepared By: Pn. Hairul Nazirah Abdul HalimVenkateswara RamakrishnanNo ratings yet
- Packed Tower AbsorberDocument58 pagesPacked Tower AbsorberCelestino Montiel MaldonadoNo ratings yet
- Chapter Four Tubing Well Performance and Sizing: Hydrocarbon BehaviorDocument14 pagesChapter Four Tubing Well Performance and Sizing: Hydrocarbon Behaviorfuaad IbraahimNo ratings yet
- Vessel DesignDocument43 pagesVessel Designhomiez99No ratings yet
- Absorption: Instructor: Zafar ShakoorDocument16 pagesAbsorption: Instructor: Zafar ShakoorMALIK ZARYABBABARNo ratings yet
- Liquid Gas Coalescers Performance RatingDocument6 pagesLiquid Gas Coalescers Performance RatingChem.EnggNo ratings yet
- Mass Transfer 2 NotesDocument24 pagesMass Transfer 2 NotesPraveenkumar VNo ratings yet
- Separator and Slug Catcher DesignDocument46 pagesSeparator and Slug Catcher DesignAndrea Alicia Jimenez NuñezNo ratings yet
- Stripper Column:: Separation ProcessDocument2 pagesStripper Column:: Separation ProcessVinod MNo ratings yet
- BN-EG-UE109 Guide For Vessel SizingDocument28 pagesBN-EG-UE109 Guide For Vessel Sizingeulalio_méndezNo ratings yet
- Basic Gas ChromatographyDocument42 pagesBasic Gas ChromatographyFaizNo ratings yet
- Chap3 - Seperators and Seperation TechniquesDocument37 pagesChap3 - Seperators and Seperation Techniquesghgh140No ratings yet
- Chap3 Seperators and Seperation TechniquesDocument37 pagesChap3 Seperators and Seperation TechniquestahaNo ratings yet
- Designing of Distilation ColumnDocument6 pagesDesigning of Distilation ColumnKunal RanaNo ratings yet
- 01-PendahuluanAbsorpsiGasKul 2015Document57 pages01-PendahuluanAbsorpsiGasKul 2015Aini PrameswariNo ratings yet
- Absorption and Stripping Equipment Manual FDocument17 pagesAbsorption and Stripping Equipment Manual FShoaib PathanNo ratings yet
- Separator Design GuideDocument3 pagesSeparator Design Guidelaleye_olumideNo ratings yet
- Chapter 5Document70 pagesChapter 5Husnain AliNo ratings yet
- Heat Exchangers For Hot AcidsDocument8 pagesHeat Exchangers For Hot AcidsMarcelo García FacalNo ratings yet
- Study Notes: The GC ColumnDocument16 pagesStudy Notes: The GC ColumnLaxmi Kant PrasadNo ratings yet
- Anaya2016 - Heuristics Rules PDFDocument9 pagesAnaya2016 - Heuristics Rules PDFVictor Raúl Márquez SuberoNo ratings yet
- Reboilers PDFDocument0 pagesReboilers PDFtpchoNo ratings yet
- Two-Phase and Three-Phase SeparatorDocument40 pagesTwo-Phase and Three-Phase Separatormargaretramos100% (1)
- Ammonia Water Steam StrippingDocument17 pagesAmmonia Water Steam Strippingkomalrana2007100% (3)
- Principles of Separation: Incoming Stream Spin Around Reaction Force From The Separator WallDocument10 pagesPrinciples of Separation: Incoming Stream Spin Around Reaction Force From The Separator Wallmohamad alamehNo ratings yet
- Gas Absorption Operation NoteDocument14 pagesGas Absorption Operation NoteBasseyNo ratings yet
- Agitators and Agitated TanksDocument5 pagesAgitators and Agitated Tanksashenafi destaNo ratings yet
- Learning Unit 2 - AbsorptionDocument68 pagesLearning Unit 2 - AbsorptionTshwarelo MahlakoaneNo ratings yet
- Examine Inlet Separation Technologies For Increased Reliability (Nexo Solutions)Document16 pagesExamine Inlet Separation Technologies For Increased Reliability (Nexo Solutions)DWNLD USRMLNo ratings yet
- TKS 3194 Kuliah1Document27 pagesTKS 3194 Kuliah1Zulfansyah MuchtarNo ratings yet
- Working Guide to Reservoir Rock Properties and Fluid FlowFrom EverandWorking Guide to Reservoir Rock Properties and Fluid FlowRating: 3 out of 5 stars3/5 (1)
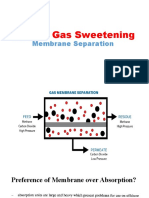
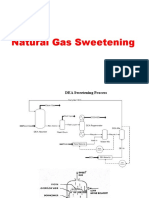
- Natural Gas Sweetening 2Document16 pagesNatural Gas Sweetening 2MALIK ZARYABBABARNo ratings yet
- Natural Gas SweeteningDocument22 pagesNatural Gas SweeteningMALIK ZARYABBABARNo ratings yet
- Cyro 17Document31 pagesCyro 17MALIK ZARYABBABARNo ratings yet
- Rystallization: Instructor: Zafar ShakoorDocument41 pagesRystallization: Instructor: Zafar ShakoorMALIK ZARYABBABARNo ratings yet
- Design of Absorber With ReactionDocument23 pagesDesign of Absorber With ReactionMALIK ZARYABBABARNo ratings yet
- Crystallization: Instructor: Zafar ShakoorDocument32 pagesCrystallization: Instructor: Zafar ShakoorMALIK ZARYABBABAR100% (1)
- Desalination and Water Treatment: Click For UpdatesDocument6 pagesDesalination and Water Treatment: Click For UpdatesMALIK ZARYABBABARNo ratings yet
- University of Tennessee - Chattanooga: ENCH 4290 - Intro To Chem. Eng. Design Oct. 7, 2015Document39 pagesUniversity of Tennessee - Chattanooga: ENCH 4290 - Intro To Chem. Eng. Design Oct. 7, 2015MALIK ZARYABBABAR100% (1)
- Group # 03 (Eve) Gas Compression SystemDocument25 pagesGroup # 03 (Eve) Gas Compression SystemMALIK ZARYABBABARNo ratings yet
- Absorption: Instructor: Zafar ShakoorDocument14 pagesAbsorption: Instructor: Zafar ShakoorMALIK ZARYABBABARNo ratings yet
- Equipment For Gas Absorption: Instructor: Zafar ShakoorDocument34 pagesEquipment For Gas Absorption: Instructor: Zafar ShakoorMALIK ZARYABBABARNo ratings yet
- University of Tennessee - ChattanoogaDocument30 pagesUniversity of Tennessee - ChattanoogaMALIK ZARYABBABARNo ratings yet
- University of Tennessee - ChattanoogaDocument34 pagesUniversity of Tennessee - ChattanoogaMALIK ZARYABBABARNo ratings yet
- Absorption: Instructor: Zafar ShakoorDocument16 pagesAbsorption: Instructor: Zafar ShakoorMALIK ZARYABBABARNo ratings yet
- University of Tennessee - ChattanoogaDocument32 pagesUniversity of Tennessee - ChattanoogaMALIK ZARYABBABAR100% (1)
- GP 19Document5 pagesGP 19MALIK ZARYABBABARNo ratings yet
- University of Tennessee - ChattanoogaDocument49 pagesUniversity of Tennessee - ChattanoogaMALIK ZARYABBABARNo ratings yet
- Lecture 11, Sulphonation, DiazotizationDocument22 pagesLecture 11, Sulphonation, DiazotizationMALIK ZARYABBABARNo ratings yet
- Value-Added Synthesis of Graphene: Recycling Industrial Carbon Waste Into Electrodes For High-Performance Electronic DevicesDocument10 pagesValue-Added Synthesis of Graphene: Recycling Industrial Carbon Waste Into Electrodes For High-Performance Electronic DevicesMALIK ZARYABBABARNo ratings yet
- Business Letter WritingDocument5 pagesBusiness Letter WritingMALIK ZARYABBABARNo ratings yet
- Lecture 24 (Pneumatic and Fluidized Bed Dryer)Document18 pagesLecture 24 (Pneumatic and Fluidized Bed Dryer)MALIK ZARYABBABARNo ratings yet
- Assignment 1 Course Name: Entrepreneurship For Engineers CHE-405Document10 pagesAssignment 1 Course Name: Entrepreneurship For Engineers CHE-405MALIK ZARYABBABARNo ratings yet
- Thermal and Catalytic CrackingDocument60 pagesThermal and Catalytic CrackingMALIK ZARYABBABARNo ratings yet
- Quiz - Furnaces and RefractoriesDocument3 pagesQuiz - Furnaces and RefractoriesMALIK ZARYABBABARNo ratings yet
- Lecture 09, List of Important Organic ChemicalsDocument28 pagesLecture 09, List of Important Organic ChemicalsMALIK ZARYABBABARNo ratings yet
- Get Skimming!: QuestionsDocument1 pageGet Skimming!: QuestionsMALIK ZARYABBABARNo ratings yet
- University of Gujrat,: Assignment NoDocument7 pagesUniversity of Gujrat,: Assignment NoMALIK ZARYABBABARNo ratings yet
- Clever Home Unite Distress Marriage Early: ScanningDocument1 pageClever Home Unite Distress Marriage Early: ScanningMALIK ZARYABBABARNo ratings yet
- Model Answers of FractionationDocument16 pagesModel Answers of FractionationAhmed Mohamed KhalilNo ratings yet
- GRADE 8 CHEMISTRY Explaining PressureDocument15 pagesGRADE 8 CHEMISTRY Explaining PressuredodoNo ratings yet
- Dipetro Synergy Engineering SDN BHD: Visual Inspection ReportDocument1 pageDipetro Synergy Engineering SDN BHD: Visual Inspection ReportMohd SaffririzalNo ratings yet
- Aerated BiofiltersDocument18 pagesAerated BiofiltersNataliaKNo ratings yet
- Matter in Our SurroundingsDocument10 pagesMatter in Our SurroundingsMaddie1245No ratings yet
- Operation & Maintenance Manual: Vishwasri-Oak Park CoimbatoreDocument17 pagesOperation & Maintenance Manual: Vishwasri-Oak Park CoimbatoreSathishkumar DhamodaranNo ratings yet
- Mid-Semester Exam. 2017 Hydraulic EngineeringDocument1 pageMid-Semester Exam. 2017 Hydraulic EngineeringYaseen ShNo ratings yet
- Ivr 954Document2 pagesIvr 954Razvan GilcaNo ratings yet
- Carbo RateDocument3 pagesCarbo RateJeevan Landge PatilNo ratings yet
- Raw Water Inlet: LegendDocument1 pageRaw Water Inlet: LegendsugiantoNo ratings yet
- Mansi PPT FatigueDocument9 pagesMansi PPT Fatiguehruthik hruthikNo ratings yet
- Introduction To ThermochemistryDocument13 pagesIntroduction To ThermochemistryLumamba ChiyabiNo ratings yet
- Expansion Tank PDFDocument9 pagesExpansion Tank PDFKrishna Chaitanya KalagaNo ratings yet
- Spence Designer GuideDocument687 pagesSpence Designer Guidetxlucky80No ratings yet
- Flowstream Restriction Orifice PlateDocument2 pagesFlowstream Restriction Orifice PlateNattakit PoolprasongNo ratings yet
- Technical Specifications: Pressure Drop Pressure DropDocument2 pagesTechnical Specifications: Pressure Drop Pressure DropBruno GomesNo ratings yet
- How Oil-Injected Rotary Screw Compressors Work - Shenzhen Panrui Mechanical Equipment Co., LTDDocument4 pagesHow Oil-Injected Rotary Screw Compressors Work - Shenzhen Panrui Mechanical Equipment Co., LTDSeyedAli TabatabaeeNo ratings yet
- Lab Manual Exp 12-Blast FreezerDocument7 pagesLab Manual Exp 12-Blast FreezerChong EkNo ratings yet
- Engineering Operation & Maintenance: Sanifl O™ Hygienic Series Metal PumpsDocument48 pagesEngineering Operation & Maintenance: Sanifl O™ Hygienic Series Metal PumpsWalter CastilloNo ratings yet
- Plasco - PVC U Pipes Brochure S Min PDFDocument2 pagesPlasco - PVC U Pipes Brochure S Min PDFadam rahaNo ratings yet
- ZX-55 DSDocument2 pagesZX-55 DSAmarilis GarciaNo ratings yet
- Guide Lines For Design of Stepped SpillwaysDocument48 pagesGuide Lines For Design of Stepped SpillwaysSamarakoon BandaNo ratings yet
- FULLTEXT01Document6 pagesFULLTEXT01Francisco OppsNo ratings yet
- SUNFINE Pump CataloguesDocument10 pagesSUNFINE Pump Catalogues2Dave2No ratings yet
- Outline - 324 - 2018 & Aspen Install GuideDocument6 pagesOutline - 324 - 2018 & Aspen Install Guidemehdi sirajNo ratings yet
- 25 1 21 Compair Service Schedules 2021 En-10Document1 page25 1 21 Compair Service Schedules 2021 En-10fauzy syaefulNo ratings yet