You might also like
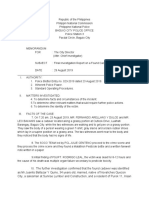
- Philippine Police Report Suicide InvestigationDocument2 pagesPhilippine Police Report Suicide InvestigationPAUL ALDANA82% (34)
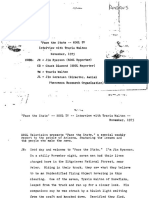
- Travis Walton Part 1 MUFON Case FileDocument346 pagesTravis Walton Part 1 MUFON Case FileClaudio Silva100% (1)
- Foundry and Casting OperationDocument176 pagesFoundry and Casting OperationABHINAV KUMAR ROY100% (26)
- Metal Casting Process OverviewDocument125 pagesMetal Casting Process OverviewSabir AliNo ratings yet
- (PDF) Biochemistry and Molecular Biology of Plants: Book DetailsDocument1 page(PDF) Biochemistry and Molecular Biology of Plants: Book DetailsArchana PatraNo ratings yet
- Oral Medication PharmacologyDocument4 pagesOral Medication PharmacologyElaisa Mae Delos SantosNo ratings yet
- Starting A Business Candle Making 2009Document2 pagesStarting A Business Candle Making 2009Carlo Fabros Junio100% (4)
- Metal Casting I: Manufacturing ProcessesDocument36 pagesMetal Casting I: Manufacturing Processesavinash 879No ratings yet
- Differences Between Metal Forming Process and Casting ProcessDocument21 pagesDifferences Between Metal Forming Process and Casting ProcessFarhana Eyla75% (4)
- Fundamentals of Metal Casting: 1. Overview of Casting Technology 2. Heating and Pouring 3. Solidification and CoolingDocument32 pagesFundamentals of Metal Casting: 1. Overview of Casting Technology 2. Heating and Pouring 3. Solidification and CoolingAkash GuptaNo ratings yet
- 2nd Class Notes 17.01Document48 pages2nd Class Notes 17.01EDISON OCHIENGNo ratings yet
- Fundamentals of Metal CastingDocument45 pagesFundamentals of Metal CastingsuntharNo ratings yet
- Ch10 Casting Fund WileyDocument38 pagesCh10 Casting Fund WileyAbdur Rahman SultanNo ratings yet
- 2.14. Multiple-Use-Mould Casting ProcessesDocument3 pages2.14. Multiple-Use-Mould Casting Processesaman chaudharyNo ratings yet
- 1st Class 13.01.2020Document18 pages1st Class 13.01.2020EDISON OCHIENGNo ratings yet
- Permanent Mold CastingDocument3 pagesPermanent Mold CastingNirav patelNo ratings yet
- Metal Casting Process GuideDocument48 pagesMetal Casting Process GuidesumikannuNo ratings yet
- Manufacturing Processes Ch.4 (10 and 11) CastingDocument143 pagesManufacturing Processes Ch.4 (10 and 11) Castingashoku24007No ratings yet
- Fundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and CoolingDocument35 pagesFundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and Coolingb0zzch4No ratings yet
- FUNDAMENTALS OF METAL CASTING (Autosaved)Document45 pagesFUNDAMENTALS OF METAL CASTING (Autosaved)İREM TaşlıNo ratings yet
- Overview of Metal CastingDocument43 pagesOverview of Metal CastingAhmad FaidhiNo ratings yet
- Metal CastingDocument40 pagesMetal CastingFahmi Sanji AlexanderNo ratings yet
- Fundamentals of Metal Casting ProcessesDocument37 pagesFundamentals of Metal Casting ProcessesSachin RanaNo ratings yet
- Metal CastingDocument28 pagesMetal CastingAngel ChanteyNo ratings yet
- Shell Mold Casting Is A Metal Casting Process Similar To Sand CastingDocument2 pagesShell Mold Casting Is A Metal Casting Process Similar To Sand Castingria19No ratings yet
- Final Metal CastingDocument38 pagesFinal Metal CastingishanNo ratings yet
- Fundamentals of Metal CastingDocument39 pagesFundamentals of Metal CastingYASHFEEN AYUBBNo ratings yet
- Manufacturing Processes Manufacturing Processes ME ME - 222 222Document66 pagesManufacturing Processes Manufacturing Processes ME ME - 222 222shahnawaz875No ratings yet
- Shell Moulding Production ProcessDocument21 pagesShell Moulding Production ProcessUzair AzziNo ratings yet
- Casting Manufacturing Processes FundamentalsDocument47 pagesCasting Manufacturing Processes FundamentalsarobaidiNo ratings yet
- Fundamentals of Casting ProcessesDocument33 pagesFundamentals of Casting ProcessesIhsan Naufal RidhwanNo ratings yet
- Special CastingDocument46 pagesSpecial CastingJith Viswa100% (1)
- Pressure Die CastingDocument62 pagesPressure Die CastingARUNSFRH83% (6)
- ME6352 Manufacturing Technolgy: Unit I Casting 8Document54 pagesME6352 Manufacturing Technolgy: Unit I Casting 8Aravind PhoenixNo ratings yet
- Unit - 1 Metal Casting Processes-NVRDocument287 pagesUnit - 1 Metal Casting Processes-NVRPrashon GNo ratings yet
- Chapter Ten - Fundamental of Metal CastingDocument35 pagesChapter Ten - Fundamental of Metal CastingWael W. AlsousNo ratings yet
- Sess 9 (Ceramic Mould - Pressure Die Casting - Centrifugal Casting)Document7 pagesSess 9 (Ceramic Mould - Pressure Die Casting - Centrifugal Casting)Prakash RagupathyNo ratings yet
- Chapter 4 - Casting ProcessesDocument40 pagesChapter 4 - Casting ProcessesErnawati ZailiNo ratings yet
- Imp CastingDocument42 pagesImp CastingMRINAL MAGARNo ratings yet
- Fundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and CoolingDocument40 pagesFundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and Coolingalemu170No ratings yet
- VideoDocument8 pagesVideoDhileepan KumarasamyNo ratings yet
- Unit-3 - Special Moulding Processes PART-2Document25 pagesUnit-3 - Special Moulding Processes PART-2mahammad kamaluddeenNo ratings yet
- L5-Fundamentals of Metal CastingDocument22 pagesL5-Fundamentals of Metal CastingKhayrulIslamNo ratings yet
- Permanent Mold CastingDocument10 pagesPermanent Mold Castingroronoa zoroNo ratings yet
- Metal Casting: Compiled By: Norliana Mohd AbbasDocument34 pagesMetal Casting: Compiled By: Norliana Mohd AbbasAziful AimanNo ratings yet
- Production TechnologyDocument60 pagesProduction Technology2mohan7100% (2)
- Chapter 10 Casting IDocument38 pagesChapter 10 Casting IMinhaj UllahNo ratings yet
- DM-1 CO-1 Special Castings MaterialDocument9 pagesDM-1 CO-1 Special Castings MaterialSree vishnu Sai chandan guntupalliNo ratings yet
- Conventional CastingDocument7 pagesConventional CastingEmyl SantosNo ratings yet
- Casting Processes: March 2020Document26 pagesCasting Processes: March 2020Bhavin DesaiNo ratings yet
- Permanent Mold CastingDocument4 pagesPermanent Mold CastingcpprodNo ratings yet
- Lec 5Document39 pagesLec 5Omar AssalNo ratings yet
- Manuf ProcessDocument15 pagesManuf ProcessKaruppiah ArunachalamNo ratings yet
- MP-I-Lecture No. 15-16Document27 pagesMP-I-Lecture No. 15-16Osaid AhmadNo ratings yet
- METAL CASTING FUNDAMENTALSDocument30 pagesMETAL CASTING FUNDAMENTALSchincha chuNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Fundamental Aspects of Dislocation Interactions: Low-Energy Dislocation Structures IIIFrom EverandFundamental Aspects of Dislocation Interactions: Low-Energy Dislocation Structures IIIG. KostorzNo ratings yet
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingFrom EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingRating: 1 out of 5 stars1/5 (1)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- How To Critique A Published ArticleDocument6 pagesHow To Critique A Published Articlejesther ngohoNo ratings yet
- MAS101 2019 봄 중간 Spring MidtermDocument12 pagesMAS101 2019 봄 중간 Spring MidtermAurobind N AyerNo ratings yet
- MAS101 2019 봄 기말 Spring FinalDocument12 pagesMAS101 2019 봄 기말 Spring FinalAurobind N AyerNo ratings yet
- ME771A: Smart Materials and Structures (3-0-0-9) : Concise SyllabusDocument2 pagesME771A: Smart Materials and Structures (3-0-0-9) : Concise SyllabusJack LeeNo ratings yet
- SolarBright MaxBreeze Solar Roof Fan Brochure Web 1022Document4 pagesSolarBright MaxBreeze Solar Roof Fan Brochure Web 1022kewiso7811No ratings yet
- Friction, Gravity and Energy TransformationsDocument12 pagesFriction, Gravity and Energy TransformationsDaiserie LlanezaNo ratings yet
- spl400 Stereo Power Amplifier ManualDocument4 pagesspl400 Stereo Power Amplifier ManualRichter SiegfriedNo ratings yet
- Seismic Design of Steel Structures: Updates of Eurocode 8Document107 pagesSeismic Design of Steel Structures: Updates of Eurocode 8antonio111aNo ratings yet
- Abstract Photo CompositionDocument2 pagesAbstract Photo Compositionapi-260853196No ratings yet
- Admission Procedure For International StudentsDocument8 pagesAdmission Procedure For International StudentsAndreea Anghel-DissanayakaNo ratings yet
- Oracle Apps Quality ModuleDocument17 pagesOracle Apps Quality ModuleSantOsh100% (2)
- People v. Lagarto, 326 SCRA 693 (2000)Document43 pagesPeople v. Lagarto, 326 SCRA 693 (2000)GioNo ratings yet
- Structural IfpDocument4 pagesStructural IfpDanny NguyenNo ratings yet
- Pebc CompilationDocument14 pagesPebc CompilationAarti AroraNo ratings yet
- Fermat points and the Euler circleDocument2 pagesFermat points and the Euler circleKen GamingNo ratings yet
- OPHTHALDocument8 pagesOPHTHALVarun ChandiramaniNo ratings yet
- CP Mother's Day Lesson PlanDocument2 pagesCP Mother's Day Lesson PlanAma MiriNo ratings yet
- Polygenic InheritanceDocument13 pagesPolygenic InheritanceSandeep Kumar RaghuvanshiNo ratings yet
- 19 Unpriced BOM, Project & Manpower Plan, CompliancesDocument324 pages19 Unpriced BOM, Project & Manpower Plan, CompliancesAbhay MishraNo ratings yet
- Circuit AnalysisDocument98 pagesCircuit Analysisahtisham shahNo ratings yet
- S06 - 1 THC560 DD311Document128 pagesS06 - 1 THC560 DD311Canchari Pariona Jhon AngelNo ratings yet
- Project Wise CSR Expenditure FY202223Document15 pagesProject Wise CSR Expenditure FY202223gowowor677No ratings yet
- Visualization BenchmarkingDocument15 pagesVisualization BenchmarkingRanjith S100% (1)
- Themes in Romeo and JulietDocument7 pagesThemes in Romeo and JulietChiosa AdinaNo ratings yet
- 5 Guys Nutrition InfoDocument1 page5 Guys Nutrition InfoJody Ike LinerNo ratings yet
- Apps Tables Excel FRMTDocument4 pagesApps Tables Excel FRMTSunil ReddyNo ratings yet
- Plastic Welding: We Know HowDocument125 pagesPlastic Welding: We Know Howprabal rayNo ratings yet
- Project Report On Evaporative CoolerDocument12 pagesProject Report On Evaporative Coolersourabh singh tomerNo ratings yet
- POPULARITY OF CREDIT CARDS ISSUED BY DIFFERENT BANKSDocument25 pagesPOPULARITY OF CREDIT CARDS ISSUED BY DIFFERENT BANKSNaveed Karim Baksh75% (8)