You might also like
- Centrifugal PumpDocument36 pagesCentrifugal PumpshubhamNo ratings yet
- Engineering Encyclopedia: Centrifugal PumpsDocument70 pagesEngineering Encyclopedia: Centrifugal PumpsMajdi Belguith67% (3)
- The Glass Tempering HandbookDocument52 pagesThe Glass Tempering Handbookkeerthi939100% (1)
- Underfloor Air Distribution (UFAD) Design GuideDocument255 pagesUnderfloor Air Distribution (UFAD) Design GuideYoke ShuNo ratings yet
- Hydraulic System, V80/V90 - 1.8/2.0 MW: History of This DocumentDocument33 pagesHydraulic System, V80/V90 - 1.8/2.0 MW: History of This DocumentHUNGNo ratings yet
- Hydraulic Data For Pump ApplicationDocument28 pagesHydraulic Data For Pump ApplicationedwinramonNo ratings yet
- 2 Centrifugal Pumps ROTODYNAMIC TwoDocument70 pages2 Centrifugal Pumps ROTODYNAMIC TwoAbdallah Mansour100% (1)
- InducerDocument54 pagesInducerYaswanthNo ratings yet
- Basic Fundamentals of CENTRIFUGAL PUMP (By:-Shashi)Document42 pagesBasic Fundamentals of CENTRIFUGAL PUMP (By:-Shashi)RaduIon100% (1)
- Num g17 Centrifugal CompressorDocument43 pagesNum g17 Centrifugal CompressorMadan Yadav100% (3)
- Chapter 3 Lect. E222Document33 pagesChapter 3 Lect. E222Nebiyou KorraNo ratings yet
- Transportation of Fluids (UNIT 5)Document23 pagesTransportation of Fluids (UNIT 5)yahyaNo ratings yet
- Centrifugal PumpDocument44 pagesCentrifugal PumpAmishaan KharbandaNo ratings yet
- Centrifugal Pump Working Principle With DiagramDocument12 pagesCentrifugal Pump Working Principle With Diagramadeel ahmadNo ratings yet
- Pump Presentation by SagarDocument48 pagesPump Presentation by SagarSagar NaduvinamaniNo ratings yet
- M 150 ContentDocument74 pagesM 150 Contentwael72No ratings yet
- Useful Pump & Hydraulic Engineering Data Definitions, Equations, Testing, Tables, Charts DeterminationsDocument12 pagesUseful Pump & Hydraulic Engineering Data Definitions, Equations, Testing, Tables, Charts DeterminationsDiana Catalina Molano BayonaNo ratings yet
- Centrifugal Pump Definition Components Working Priming Advantages Disadvantages and Applications PDFDocument7 pagesCentrifugal Pump Definition Components Working Priming Advantages Disadvantages and Applications PDFMuhammad Yasar JavaidNo ratings yet
- Centrifugal Pump NotesDocument13 pagesCentrifugal Pump NotesHimanshu Garg0% (1)
- Centrifugal PumpsDocument20 pagesCentrifugal PumpscurlyjockeyNo ratings yet
- Design Consideration of Different Volute Casing at Best Efficiency Point PDFDocument5 pagesDesign Consideration of Different Volute Casing at Best Efficiency Point PDFSimon TudorNo ratings yet
- Cent PumDocument24 pagesCent PumAhmed MostafaNo ratings yet
- Module 5: Centrifugal PumpsDocument24 pagesModule 5: Centrifugal PumpsJoy CharlesNo ratings yet
- Design Considerations For Hydronic Pump System Design PDFDocument74 pagesDesign Considerations For Hydronic Pump System Design PDFFredie UnabiaNo ratings yet
- Hid Chapter 3 Lect. EDocument34 pagesHid Chapter 3 Lect. Eahmed jemalNo ratings yet
- 10 Win Mech Vi Rev HMCDocument8 pages10 Win Mech Vi Rev HMCAbdul AhadNo ratings yet
- Ipe Plate 2 Fluid MachineriesDocument93 pagesIpe Plate 2 Fluid Machineriesjanuel borelaNo ratings yet
- Fluid Machinery - Centrifugal PumpsDocument33 pagesFluid Machinery - Centrifugal PumpsDaniel Paul67% (3)
- Debre Markos University Institute of Technology School of Mechanical and Industrial Engineering Meng3201Document59 pagesDebre Markos University Institute of Technology School of Mechanical and Industrial Engineering Meng3201birlieNo ratings yet
- CF Pump NotesDocument3 pagesCF Pump NotesAlecpNo ratings yet
- Lecture Title-6Document55 pagesLecture Title-6Adel AshrafNo ratings yet
- Chapter 5 Hydraulic PumpsDocument137 pagesChapter 5 Hydraulic PumpsTu Dang TrongNo ratings yet
- 3-1-Unit IIDocument40 pages3-1-Unit IIGroup-4 CommonNo ratings yet
- Introduction To CompressorsDocument30 pagesIntroduction To CompressorsSriram SuryaNo ratings yet
- Hemanth Karmali & Deepak Pai - FomentoDocument46 pagesHemanth Karmali & Deepak Pai - FomentoNileshNo ratings yet
- LECTURASDocument117 pagesLECTURASBRUCE DARWIN PACHAS TALLANo ratings yet
- Centrifugal Pump - HandbookDocument26 pagesCentrifugal Pump - HandbookPrafull Dhakate100% (2)
- Centrifugal Pump.......... Very ImpDocument22 pagesCentrifugal Pump.......... Very Impavi07me4uNo ratings yet
- The Rotary Hydraulic Pressure Machine For Very Low Head Hydropower SitesDocument9 pagesThe Rotary Hydraulic Pressure Machine For Very Low Head Hydropower SitesTomasDNo ratings yet
- Centrifugal Pumps CourseDocument108 pagesCentrifugal Pumps CoursefotopredicNo ratings yet
- Pump Construction: ChapterDocument10 pagesPump Construction: ChapterAhmad_Othman3No ratings yet
- Pump Knowledge - Centrifugal Pump Part 1Document61 pagesPump Knowledge - Centrifugal Pump Part 1surawutwijarnNo ratings yet
- Centrifugal PumpDocument37 pagesCentrifugal PumpthongpvgasNo ratings yet
- Unit 8 Centrifugal Pumps: Hydraulics and Hydraulic Machines (10CV45)Document10 pagesUnit 8 Centrifugal Pumps: Hydraulics and Hydraulic Machines (10CV45)tonydisojaNo ratings yet
- NPTI, 3rd Year, 03915303712: Shivam TiwariDocument6 pagesNPTI, 3rd Year, 03915303712: Shivam TiwariMantuomNo ratings yet
- NPTI, 3rd Year, 03915303712: Shivam TiwariDocument6 pagesNPTI, 3rd Year, 03915303712: Shivam Tiwarishashi kant kumarNo ratings yet
- Basic Civil and Mechanical Engineering Unit III Pumps and TurbinesDocument10 pagesBasic Civil and Mechanical Engineering Unit III Pumps and TurbinesA.R. Pradeep Kumar100% (1)
- Centrifugal PumpDocument37 pagesCentrifugal PumpCésar ArredondoNo ratings yet
- Pumps StudentsDocument62 pagesPumps StudentsAKHIL JOSEPH100% (1)
- Chemical Engineering Laboratory Ii: Segi University Experiment 5: Series and Parallel PumpDocument17 pagesChemical Engineering Laboratory Ii: Segi University Experiment 5: Series and Parallel PumpClinton NdhlovuNo ratings yet
- Chapter Five Jet Pumping System (JP)Document33 pagesChapter Five Jet Pumping System (JP)mghareebNo ratings yet
- Unit 5Document57 pagesUnit 5mmr315No ratings yet
- Centrifugal PumpDocument13 pagesCentrifugal PumpRicardo SanzanaNo ratings yet
- of Hydraulic Accumulator PDFDocument39 pagesof Hydraulic Accumulator PDFSANTOSH RATHODNo ratings yet
- Axial Flow CompressorDocument50 pagesAxial Flow CompressorSunil Panwar100% (1)
- ERT 205 Lab 5Document14 pagesERT 205 Lab 5Ang Kien HauNo ratings yet
- Turbomachinery: Lecture No. 12Document16 pagesTurbomachinery: Lecture No. 12Valeed KhanNo ratings yet
- FM Lab VivaDocument20 pagesFM Lab VivaXanely D'souza50% (2)
- Centrifugal PumpDocument37 pagesCentrifugal PumpMitravanu MishraNo ratings yet
- Chapter Four Axial PumpDocument8 pagesChapter Four Axial Pumpkuma alemayehu100% (1)
- Centrifugal PumpsDocument27 pagesCentrifugal PumpsHossam SalahNo ratings yet
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesFrom EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesRating: 5 out of 5 stars5/5 (1)
- Southern Marine Engineering Desk Reference: Second Edition Volume IiFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiNo ratings yet
- Instruction Storage of Glass Pilkington 2020Document4 pagesInstruction Storage of Glass Pilkington 2020KhaledAhmedNo ratings yet
- Powder Mixing ReportDocument12 pagesPowder Mixing ReportKhaledAhmedNo ratings yet
- Degumming Operation Manual For So-97-16Document10 pagesDegumming Operation Manual For So-97-16KhaledAhmedNo ratings yet
- DTDC ATEX IOM Rev CDocument49 pagesDTDC ATEX IOM Rev CKhaledAhmedNo ratings yet
- Mix B Process Flow DiagramDocument1 pageMix B Process Flow DiagramKhaledAhmedNo ratings yet
- ASTM Fire Standards Table of Contents: Standard TitleDocument14 pagesASTM Fire Standards Table of Contents: Standard TitleKhaledAhmed100% (1)
- UL Test ProcedureDocument3 pagesUL Test ProcedureParagNo ratings yet
- Haida Offer of Barcol Hardness Tester and Drying OvenDocument7 pagesHaida Offer of Barcol Hardness Tester and Drying OvenKhaledAhmedNo ratings yet
- Equipment Use/ AnalysisDocument3 pagesEquipment Use/ AnalysisKhaledAhmedNo ratings yet
- KJ-NDJ Series ViscometerDocument1 pageKJ-NDJ Series ViscometerKhaledAhmedNo ratings yet
- PANDIYANKUPPUSAMY-NEOGI2013 Article InfluenceOfCuringAgentsOnGelatDocument8 pagesPANDIYANKUPPUSAMY-NEOGI2013 Article InfluenceOfCuringAgentsOnGelatKhaledAhmedNo ratings yet
- Offer For 20L Jacketed Glass reactor-NANBEI 0715Document8 pagesOffer For 20L Jacketed Glass reactor-NANBEI 0715KhaledAhmedNo ratings yet
- Equipment Use/ AnalysisDocument3 pagesEquipment Use/ AnalysisKhaledAhmedNo ratings yet
- TS EN European EPS StandardDocument54 pagesTS EN European EPS StandardKhaledAhmedNo ratings yet
- Weight Percentage of UPR Raw Materials.: No PA MA PG DEG EGDocument1 pageWeight Percentage of UPR Raw Materials.: No PA MA PG DEG EGKhaledAhmedNo ratings yet
- Summary of Mass Balance (1) : Raw Material Input Quantity Product Output Quantity (KG)Document2 pagesSummary of Mass Balance (1) : Raw Material Input Quantity Product Output Quantity (KG)KhaledAhmedNo ratings yet
- Review Article: Chemical Recycling of PET Wastes With Different CatalystsDocument12 pagesReview Article: Chemical Recycling of PET Wastes With Different Catalystsdragonborn dragonbornNo ratings yet
- Aspen PLUS: Exam Prep For Certified UsersDocument14 pagesAspen PLUS: Exam Prep For Certified UsersKhaledAhmed100% (1)
- Introducing STYROFOAM™ Solutions For Flooring and Cellars: Performance, Product Overview and ReferencesDocument8 pagesIntroducing STYROFOAM™ Solutions For Flooring and Cellars: Performance, Product Overview and ReferencesKhaledAhmedNo ratings yet
- Celex 31999D0177 enDocument2 pagesCelex 31999D0177 enKhaledAhmedNo ratings yet
- Continuous Flow-Microwave Reactor, Where Are We ..Document10 pagesContinuous Flow-Microwave Reactor, Where Are We ..KhaledAhmedNo ratings yet
- US20110189056A1 - Microwave ReactorDocument19 pagesUS20110189056A1 - Microwave ReactorKhaledAhmedNo ratings yet
- Chemical Recycling of Postconsumer Poly (Ethylene-Terephthalate) Bottles - Depolymerization StudyDocument8 pagesChemical Recycling of Postconsumer Poly (Ethylene-Terephthalate) Bottles - Depolymerization StudyKhaledAhmedNo ratings yet
- Pallets For Materials Handling - Flat Pallets - Part 1: Test Methods (ISO 8611-1:2011)Document14 pagesPallets For Materials Handling - Flat Pallets - Part 1: Test Methods (ISO 8611-1:2011)KhaledAhmedNo ratings yet
- Tongjie Zhang MS ThesisDocument85 pagesTongjie Zhang MS ThesisKhaledAhmedNo ratings yet
- PANDIYANKUPPUSAMY-NEOGI2013 Article InfluenceOfCuringAgentsOnGelatDocument8 pagesPANDIYANKUPPUSAMY-NEOGI2013 Article InfluenceOfCuringAgentsOnGelatKhaledAhmedNo ratings yet
- Is 14933 2001Document16 pagesIs 14933 2001SandeepNo ratings yet
- 33a - Eu Product Standard For Eps and Performance Requirements Final 2011-04-12 HTDocument7 pages33a - Eu Product Standard For Eps and Performance Requirements Final 2011-04-12 HTKhaledAhmedNo ratings yet
- اختبارات الطوب PDFDocument12 pagesاختبارات الطوب PDFKhaledAhmedNo ratings yet
- Yarway Wye Type Pipeline StrainersDocument12 pagesYarway Wye Type Pipeline StrainersLuis CartageneaNo ratings yet
- Technical Specifications: Vlothavenweg 16, 1013 BJ Amsterdam, Tel 020-6820178, Fax 020-6842105, WWW - Hmsa.nl, Info@hmsa - NLDocument12 pagesTechnical Specifications: Vlothavenweg 16, 1013 BJ Amsterdam, Tel 020-6820178, Fax 020-6842105, WWW - Hmsa.nl, Info@hmsa - NLAlexander100% (2)
- HYSYS Tutorial 5 ExamplesDocument8 pagesHYSYS Tutorial 5 ExamplesFauzi Mahmud100% (2)
- Formation Damage 2Document21 pagesFormation Damage 2Suleiman Baruni100% (2)
- Goulds-Paper StockDocument10 pagesGoulds-Paper StockDavid Alejandro GomezNo ratings yet
- Main Hydraulic System-Description and Operation 1. General: © 2009 Cessna Aircraft CompanyDocument5 pagesMain Hydraulic System-Description and Operation 1. General: © 2009 Cessna Aircraft CompanyAntonio CorteNo ratings yet
- VenturimeterDocument8 pagesVenturimeterAbhishek Kandoi100% (1)
- Sox Open Loop Scrubber Common Failures: Clip # 03 - 2021Document4 pagesSox Open Loop Scrubber Common Failures: Clip # 03 - 2021Sanket PatilNo ratings yet
- Pump Layout & PipingDocument91 pagesPump Layout & Pipingrahult19100% (6)
- 126ef052017 PDFDocument2 pages126ef052017 PDFAsheesh Kumar100% (1)
- Air Pollution Control EquipmentDocument34 pagesAir Pollution Control EquipmentJanice OmadtoNo ratings yet
- FlammabilityDocument40 pagesFlammabilitySoroiu CristianNo ratings yet
- Group2 Viscosity QuestionsDocument2 pagesGroup2 Viscosity QuestionsShenlhee GesmundoNo ratings yet
- API6A Trim Material RatingsDocument6 pagesAPI6A Trim Material RatingsFredy ReyesNo ratings yet
- CN5191 - L2 - A1-Centrifugal Pump Process Data SheetDocument1 pageCN5191 - L2 - A1-Centrifugal Pump Process Data SheetMochi CumilinaNo ratings yet
- Lab Manual Separation Tech Jan 2021Document43 pagesLab Manual Separation Tech Jan 2021Abdul QayyumNo ratings yet
- Phil Barnes German JetsDocument9 pagesPhil Barnes German Jetsmiraglia100% (1)
- Treatment Techniques For The Recycling of Bottle Washing Water in The Soft Drinks IndustryDocument6 pagesTreatment Techniques For The Recycling of Bottle Washing Water in The Soft Drinks Industrynermeen ahmedNo ratings yet
- Atomization For Spray Drying Unanswered Questions and Industrial NeedsDocument6 pagesAtomization For Spray Drying Unanswered Questions and Industrial NeedsNicolas Pardo AlvarezNo ratings yet
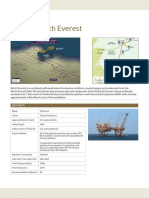
- North Everest FieldDocument2 pagesNorth Everest FieldsmashfacemcgeeNo ratings yet
- SPE-14098-PA Raghavan Well-Test Analysis For Multiphase FlowDocument10 pagesSPE-14098-PA Raghavan Well-Test Analysis For Multiphase FlowLorena CamposNo ratings yet
- Course Notes On Heat ExchangerDocument142 pagesCourse Notes On Heat Exchangerkuldeep mohiteNo ratings yet
- EAST E1 CN004 Future INSEASON 4 Strikes Rev01Document12 pagesEAST E1 CN004 Future INSEASON 4 Strikes Rev01krittapuk sripreanjanNo ratings yet
- Operational and Design Issues Faced by Low NOx and Ultra Low NOx Burners Castell The Americas DCU League City 2010Document35 pagesOperational and Design Issues Faced by Low NOx and Ultra Low NOx Burners Castell The Americas DCU League City 2010Arjav DesaiNo ratings yet
- CG 2015238 01 Foam ChambersDocument2 pagesCG 2015238 01 Foam ChambersIskandar HasibuanNo ratings yet
- PGS2 1997Document184 pagesPGS2 1997Pieter GrendelNo ratings yet
- Experiment 1Document3 pagesExperiment 1Reinna MicaellaNo ratings yet
- Pre-Commissioning ActivityDocument2 pagesPre-Commissioning ActivityDevendra DhumalNo ratings yet