You might also like
- Machine Vision System Overview PDFDocument32 pagesMachine Vision System Overview PDFkfathi55No ratings yet
- NewproposalDocument23 pagesNewproposalAbirhaNo ratings yet
- BLins1209 PDFDocument100 pagesBLins1209 PDFJigisha VasaNo ratings yet
- In-Line Surface Inspection SYS Tems: Automated Defect Detection For The Highest Quality ControlDocument8 pagesIn-Line Surface Inspection SYS Tems: Automated Defect Detection For The Highest Quality ControlKumbhar p.s.No ratings yet
- Computer Vision in Manufacturing 0920Document8 pagesComputer Vision in Manufacturing 0920alexverde3No ratings yet
- AI in Manufacturing Driving Innovation and Efficiency: A Comprehensive Toolkit for Startups and Maintenance Ladyluck M: 1, #1From EverandAI in Manufacturing Driving Innovation and Efficiency: A Comprehensive Toolkit for Startups and Maintenance Ladyluck M: 1, #1No ratings yet
- Automation Solution Guide 2008Document310 pagesAutomation Solution Guide 2008cristipocNo ratings yet
- Automation Solution Guide 2008Document312 pagesAutomation Solution Guide 2008Freddy SuhartonoNo ratings yet
- Analytic Solutions For SemiconductorDocument61 pagesAnalytic Solutions For SemiconductorsangeethasNo ratings yet
- Automotive Sensors PDFDocument49 pagesAutomotive Sensors PDFAhmet Bozbaş100% (1)
- Auto Farming Case StudyDocument4 pagesAuto Farming Case StudyYADU MUNTHANo ratings yet
- Industry Solutions Presentation - ISS v1Document40 pagesIndustry Solutions Presentation - ISS v1Abbas HammoudNo ratings yet
- Futuronix Training With Fee Detatil 11Document9 pagesFuturonix Training With Fee Detatil 11arvind_cool05No ratings yet
- Medical Device Network-MIMDocument3 pagesMedical Device Network-MIMIndo-MIMNo ratings yet
- Submitted To: Implementation of GSM Modem For Industrial Automation ApplicationsDocument79 pagesSubmitted To: Implementation of GSM Modem For Industrial Automation ApplicationsSireesh YeshwantapurNo ratings yet
- Research Challenges For Code Complex BeginnersDocument45 pagesResearch Challenges For Code Complex BeginnersASWIN.M.MNo ratings yet
- SEA Vision Full Stack Solutions ProviderDocument72 pagesSEA Vision Full Stack Solutions ProviderRani YunitasariNo ratings yet
- 6 Month Industrial Training Synopsis At FOXICON ENGINEERINGDocument9 pages6 Month Industrial Training Synopsis At FOXICON ENGINEERINGSuraj DuhanNo ratings yet
- 3 InnomoticsDocument37 pages3 InnomoticsArdiansyah ArdiNo ratings yet
- Operator & Immersive TrainingDocument1 pageOperator & Immersive TrainingArnel MorenoNo ratings yet
- Medical Device Solutions GuideDocument16 pagesMedical Device Solutions GuideMarek DurinaNo ratings yet
- Dmfa 1Document42 pagesDmfa 1samina.22110159No ratings yet
- IMTEX2023-Retrospect-part - Single PageDocument12 pagesIMTEX2023-Retrospect-part - Single PageARUNKUMAR PMCNo ratings yet
- Workshop LVDocument69 pagesWorkshop LVAniruddhaNo ratings yet
- Sagar Patnaik Saayan Ghosh Shreyankur Tripathi Varun LakshmananDocument25 pagesSagar Patnaik Saayan Ghosh Shreyankur Tripathi Varun LakshmananShreyankur TripathiNo ratings yet
- Sensors International: Mohd Javaid, Abid Haleem, Ravi Pratap Singh, Shanay Rab, Rajiv SumanDocument11 pagesSensors International: Mohd Javaid, Abid Haleem, Ravi Pratap Singh, Shanay Rab, Rajiv SumanBarkaviRadhakrishnanNo ratings yet
- Msvi Final ProjectDocument19 pagesMsvi Final ProjectAreeb KhanNo ratings yet
- Advantech catalogDocument28 pagesAdvantech catalogdanyalmada91No ratings yet
- End-to-End Visibility: From Customer & Product Lifecycles To The Connected CarDocument6 pagesEnd-to-End Visibility: From Customer & Product Lifecycles To The Connected CarAnonymous PO3wCOaSNo ratings yet
- Factory Automation - OverviewDocument30 pagesFactory Automation - OverviewBlanca VelezNo ratings yet
- SMT Solar and Automation TechnologyDocument26 pagesSMT Solar and Automation TechnologyNitin PanwarNo ratings yet
- CAD/CAM/CIM IntroductionDocument17 pagesCAD/CAM/CIM IntroductionMallesham DevasaneNo ratings yet
- Industry 4.0 Catalog - India Informative Event - January 2022Document7 pagesIndustry 4.0 Catalog - India Informative Event - January 2022Known FriendNo ratings yet
- Artificial Intelligence & The Transformation of The Global ManufacturerFrom EverandArtificial Intelligence & The Transformation of The Global ManufacturerNo ratings yet
- Basics of Understanding Machine VisionDocument3 pagesBasics of Understanding Machine VisionPrakash KancharlaNo ratings yet
- MIS Case Study AssignmentDocument10 pagesMIS Case Study AssignmentRaman Rengarajan100% (2)
- What is predictive maintenance strategy in cement manufacturingDocument8 pagesWhat is predictive maintenance strategy in cement manufacturingMadanKarkiNo ratings yet
- Capstone AMRP Report - Q3 2015Document14 pagesCapstone AMRP Report - Q3 2015Sandeep DhingraNo ratings yet
- Intro To Machine Vision SlidesDocument49 pagesIntro To Machine Vision Slidestnchsg100% (3)
- MTConnect Challenge for Machine Monitoring & Big Data AnalysisDocument4 pagesMTConnect Challenge for Machine Monitoring & Big Data AnalysisabdulsattarNo ratings yet
- Machine VisionDocument8 pagesMachine VisionSarthak JadhavNo ratings yet
- 3 - Pertaabi, 29 November 2021Document28 pages3 - Pertaabi, 29 November 2021Noviandra SallasaNo ratings yet
- AI - ML For Manufacturing IndustriesDocument17 pagesAI - ML For Manufacturing IndustriesBiswaranjan Senapati100% (1)
- Even QuestionnaireDocument0 pagesEven QuestionnairenishulalwaniNo ratings yet
- Dhanesh - N - Machine Vision SystemDocument23 pagesDhanesh - N - Machine Vision SystemAswin madhuNo ratings yet
- Sat Brochure MDDocument4 pagesSat Brochure MDPedrito OrangeNo ratings yet
- Industry 4.0 Using MachineSense Industrial IoT PlatformDocument10 pagesIndustry 4.0 Using MachineSense Industrial IoT PlatformMachineSenseNo ratings yet
- 2015 Advanced Manufacturing Tech ClusterDocument8 pages2015 Advanced Manufacturing Tech ClusterPyae PhyoaungNo ratings yet
- Sleep Detection Cars Prevent AccidentsDocument17 pagesSleep Detection Cars Prevent AccidentsHarshika MakkarNo ratings yet
- Automation ManualDocument250 pagesAutomation ManualDev SwainNo ratings yet
- Mechatronics Integration in ManufacturingDocument50 pagesMechatronics Integration in ManufacturingSanniNo ratings yet
- Motion Sensing and Control ProductsDocument64 pagesMotion Sensing and Control Productsekitani6817No ratings yet
- COGNEX In-Sight Product GuideDocument16 pagesCOGNEX In-Sight Product GuidedollareNo ratings yet
- 85017v2f ManualDocument5 pages85017v2f ManualMank UduyNo ratings yet
- Asset FlyerDocument8 pagesAsset FlyerMoutaz IsmailNo ratings yet
- Dualis Contour Brochure UKDocument24 pagesDualis Contour Brochure UKifm electronicNo ratings yet
- Applications of Industrial, ANPR, Body Worn, Underwater & Helmet Mounted Cameras in Various SectorsDocument4 pagesApplications of Industrial, ANPR, Body Worn, Underwater & Helmet Mounted Cameras in Various SectorsShubham SurveNo ratings yet
- Seeing Is Believing How Video Measuring Machines Ensure Accuracy in IndustryDocument3 pagesSeeing Is Believing How Video Measuring Machines Ensure Accuracy in IndustrySipcon InstrumentNo ratings yet
- Quality Maintenance Training Programme: Concept & ImplementationDocument46 pagesQuality Maintenance Training Programme: Concept & Implementationdeepak sharmaNo ratings yet
- Petrol 1Document66 pagesPetrol 1deepak sharmaNo ratings yet
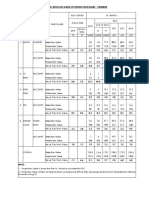
- 1 Rejection Data - Budget Vs Actual - PathrediDocument1 page1 Rejection Data - Budget Vs Actual - Pathredideepak sharmaNo ratings yet
- Diesel 1Document50 pagesDiesel 1deepak sharmaNo ratings yet
- Tss BasicDocument148 pagesTss Basicdeepak sharmaNo ratings yet
- Welcome To The PresentationDocument29 pagesWelcome To The Presentationdeepak sharmaNo ratings yet
- 2 Rejection Loss Value VS Production Value - PathrediDocument1 page2 Rejection Loss Value VS Production Value - Pathredideepak sharmaNo ratings yet
- 16 - Aug S836Document1 page16 - Aug S836deepak sharmaNo ratings yet
- Shriram Pistons: Pathredi: Phenomenon Wise Analysis of Piston SeizureDocument1 pageShriram Pistons: Pathredi: Phenomenon Wise Analysis of Piston Seizuredeepak sharmaNo ratings yet
- Layered Audit Plan-PlantDocument4 pagesLayered Audit Plan-Plantdeepak sharmaNo ratings yet
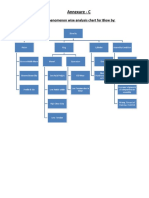
- Annexure - C: A) Phenomenon Wise Analysis Chart For Blow byDocument3 pagesAnnexure - C: A) Phenomenon Wise Analysis Chart For Blow bydeepak sharmaNo ratings yet
- Layered Audit Check SheetsDocument5 pagesLayered Audit Check Sheetsdeepak sharma100% (1)
- S109 Vendor Rating For The Current FY: 2016-17Document1 pageS109 Vendor Rating For The Current FY: 2016-17deepak sharmaNo ratings yet
- 16 Dec S836Document1 page16 Dec S836deepak sharmaNo ratings yet
- Shriram Pistons & Rings LTD.: Pathredi (Rajasthan)Document10 pagesShriram Pistons & Rings LTD.: Pathredi (Rajasthan)deepak sharmaNo ratings yet
- Failure Investigation Report - Gasoline EngineDocument3 pagesFailure Investigation Report - Gasoline Enginedeepak sharmaNo ratings yet
- Shriram Pistons: Pathredi: Phenomenon Wise A Nalysis Chart For High Oil Consumption (H.O.C.)Document1 pageShriram Pistons: Pathredi: Phenomenon Wise A Nalysis Chart For High Oil Consumption (H.O.C.)deepak sharmaNo ratings yet
- Epson DS-730NDocument2 pagesEpson DS-730Ndeepak sharmaNo ratings yet
- 4 - Lighting and Energy Standards and CodesDocument34 pages4 - Lighting and Energy Standards and CodesMark Jeffrey PigaNo ratings yet
- Shriram Pistons & Rings: Engine Troubleshooting ChecklistDocument1 pageShriram Pistons & Rings: Engine Troubleshooting Checklistdeepak sharmaNo ratings yet
- 2.0 ChangesDocument32 pages2.0 Changesdeepak sharmaNo ratings yet
- Shriram Pistons & Rings: Engine Troubleshooting ChecklistDocument1 pageShriram Pistons & Rings: Engine Troubleshooting Checklistdeepak sharmaNo ratings yet
- Vda Libro 3 PDFDocument157 pagesVda Libro 3 PDFsofilanda100% (3)
- Suzuki Green GuidelinesDocument21 pagesSuzuki Green Guidelinesdeepak sharmaNo ratings yet
- Procedure - Context of The OrganizationDocument5 pagesProcedure - Context of The OrganizationMarjorie Dulay DumolNo ratings yet
- 06 Week5 People Oriented MethodologiesDocument16 pages06 Week5 People Oriented MethodologieshdsasdadNo ratings yet
- Penko FLEX SeriesDocument9 pagesPenko FLEX SeriesMario vd HeuvelNo ratings yet
- Single Point Lesson - CMRP Exam RecommendationsDocument4 pagesSingle Point Lesson - CMRP Exam RecommendationsNaveed KhalidNo ratings yet
- Avocet Installation ReferenceDocument65 pagesAvocet Installation Referenceboualem.iniNo ratings yet
- PROSPECTIVE TENANT QUESTIONNAIRE (Updated 31.05.19 BHJ and MJBS) - 1Document10 pagesPROSPECTIVE TENANT QUESTIONNAIRE (Updated 31.05.19 BHJ and MJBS) - 1Duke Jno100% (1)
- Promote Transparency with a Whistleblowing PolicyDocument6 pagesPromote Transparency with a Whistleblowing PolicyRathin BanerjeeNo ratings yet
- DBP v COA: COA Validly Disallowed Productivity Award Despite No Refund OrderDocument2 pagesDBP v COA: COA Validly Disallowed Productivity Award Despite No Refund OrderKathlene JaoNo ratings yet
- Best Practices S4HANA 2022Document153 pagesBest Practices S4HANA 2022venkataravin100% (1)
- Chapter 2: The Conceptual FrameworkDocument36 pagesChapter 2: The Conceptual FrameworkMuzammil RehmanNo ratings yet
- 45-Article Text-345-1-10-20211221Document7 pages45-Article Text-345-1-10-20211221buset lamakNo ratings yet
- Understanding Consumer BehaviorDocument21 pagesUnderstanding Consumer BehaviorNhi Trần Thị YếnNo ratings yet
- Cse Dec 21 Free Mock Test Series Subject: Setting Up of Business Entities and ClosureDocument5 pagesCse Dec 21 Free Mock Test Series Subject: Setting Up of Business Entities and ClosureSimran TrehanNo ratings yet
- US Brewing Industry Concentration CausesDocument3 pagesUS Brewing Industry Concentration CausesLuhenNo ratings yet
- Account Allocation SheetDocument22 pagesAccount Allocation SheetAugust BornNo ratings yet
- 67 3 3 AccountancyDocument39 pages67 3 3 AccountancyHarman Singh SachdevaNo ratings yet
- FM11 CH 01 Test BankDocument33 pagesFM11 CH 01 Test Banksarah_200285No ratings yet
- Entrepreneurship Style - MagicianDocument1 pageEntrepreneurship Style - MagicianhemanthreddyNo ratings yet
- Jose Ornum and Emerenciano Ornum, Petitioners Versus Mariano, Lasala, Et Al., RespondentDocument4 pagesJose Ornum and Emerenciano Ornum, Petitioners Versus Mariano, Lasala, Et Al., RespondentApril CaringalNo ratings yet
- P10-10 & P10-21 Managerial FinanceDocument5 pagesP10-10 & P10-21 Managerial Financevincent alvinNo ratings yet
- Information Document SummaryDocument65 pagesInformation Document SummaryRedwanul Kabir DigontaNo ratings yet
- List of Attorneys March 2018Document21 pagesList of Attorneys March 2018LOVETH KONNIANo ratings yet
- CH-1 Strategic ManagementDocument14 pagesCH-1 Strategic ManagementMohammad ArifNo ratings yet
- Grating Catalog MeiserDocument136 pagesGrating Catalog MeiserAdrian Leonas IonitaNo ratings yet
- Final Marketing MattelDocument21 pagesFinal Marketing MattelMd Atiullah Khan100% (1)
- Trading Agreement 2018 - SolidmarkDocument2 pagesTrading Agreement 2018 - SolidmarkPhillip James TabiqueNo ratings yet
- Tangazo La Kazi CPBDocument13 pagesTangazo La Kazi CPBSaid AbdulkhNo ratings yet
- ADMS 3920 Assignment #2 Part 2Document40 pagesADMS 3920 Assignment #2 Part 2Jarrett XuNo ratings yet
- PD Cen TR 13387-4-2015Document12 pagesPD Cen TR 13387-4-2015MaiDuyNo ratings yet
- Odisha HandicraftPolicy 2019Document20 pagesOdisha HandicraftPolicy 2019Sdrc IndiaNo ratings yet
- Investing Principles - Financial UDocument80 pagesInvesting Principles - Financial UK4NO100% (1)