You might also like
- SWEETNINGDocument80 pagesSWEETNINGadityarajchikkalaNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Natural Gas ProcessingDocument37 pagesNatural Gas Processingyadav yadavNo ratings yet
- 2 - Acid Gas TreatmentDocument73 pages2 - Acid Gas TreatmentAn Lê TrườngNo ratings yet
- Coke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis FurnacesDocument15 pagesCoke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis Furnaceskarl liNo ratings yet
- Incinerator Bms Training July 2015Document33 pagesIncinerator Bms Training July 2015mir_zarrarNo ratings yet
- 13 KEROSENE MEROX PROCEDURE LatestDocument7 pages13 KEROSENE MEROX PROCEDURE LatestMuhammadNo ratings yet
- Fundamentals of Sulfur Recovery by The Claus ProcessDocument8 pagesFundamentals of Sulfur Recovery by The Claus ProcessAram IbrahimNo ratings yet
- Amine Treatment/ Regeneration UnitDocument17 pagesAmine Treatment/ Regeneration UnitSyed Abdul RehmanNo ratings yet
- GAS TREATING PLANTS: IMPROVE EFFICIENCY BY OPTIMIZING CONDITIONSDocument4 pagesGAS TREATING PLANTS: IMPROVE EFFICIENCY BY OPTIMIZING CONDITIONSRobert MontoyaNo ratings yet
- A Technical Report On Gas SweeteningDocument12 pagesA Technical Report On Gas SweeteningJiril JacobNo ratings yet
- E1.0 - Crude Stab - Foaming PDFDocument32 pagesE1.0 - Crude Stab - Foaming PDFRégis Ongollo100% (2)
- Lessons Learned in The Classroom - Tower Pressure and CapacityDocument1 pageLessons Learned in The Classroom - Tower Pressure and CapacityBramJanssen76No ratings yet
- Sulfur RecoveryDocument13 pagesSulfur RecoveryLarbi HammounNo ratings yet
- Oxygen Enrichment FundamentalsDocument15 pagesOxygen Enrichment FundamentalsahmadNo ratings yet
- Desulfurization v1.2 (Final)Document35 pagesDesulfurization v1.2 (Final)Talha JamilNo ratings yet
- Gas Dehydration Solid AdsorptionDocument2 pagesGas Dehydration Solid Adsorptionachmadh_2010No ratings yet
- UOP Amine Guard Technology For Acid Gas Removal Tech Presentation PDFDocument40 pagesUOP Amine Guard Technology For Acid Gas Removal Tech Presentation PDFWajid NizamiNo ratings yet
- Amine SweeteningDocument12 pagesAmine SweeteningLeslie Opoku100% (1)
- Fractionation & Absorbtion M19Document33 pagesFractionation & Absorbtion M19Nikhil ChaudharyNo ratings yet
- DCU Heater Mod.Document36 pagesDCU Heater Mod.Varun Gupta100% (1)
- Alkylasi, Reforming, Dan IsomerisaiDocument133 pagesAlkylasi, Reforming, Dan Isomerisaiarezqita100% (2)
- Gasification by ShellDocument22 pagesGasification by Shellkagaku09100% (1)
- Integrated Gasification Combined Cycle: Acid Gas RemovalDocument3 pagesIntegrated Gasification Combined Cycle: Acid Gas RemovaljuhriloverNo ratings yet
- Paper 10 - Catalyst CatastrophesDocument16 pagesPaper 10 - Catalyst CatastrophesArsalan QadirNo ratings yet
- BASF 13X Molecular Sieve: Product Data SheetDocument3 pagesBASF 13X Molecular Sieve: Product Data Sheetryaan21No ratings yet
- DHDSDocument36 pagesDHDSravichandraNo ratings yet
- Acid Gas EnrichmentDocument7 pagesAcid Gas EnrichmentkusdiyantaNo ratings yet
- DRI Plant Flowsheet Options: By: Gerard B. Hawkins Managing Director, CEODocument7 pagesDRI Plant Flowsheet Options: By: Gerard B. Hawkins Managing Director, CEOMohsen ArdestaniNo ratings yet
- Molecular SieveDocument4 pagesMolecular SieveAl AkilNo ratings yet
- Prevent Corrosion in Sulphur Storage TanksDocument6 pagesPrevent Corrosion in Sulphur Storage TanksmarraezNo ratings yet
- NGL RECOVERY PROCESSESDocument5 pagesNGL RECOVERY PROCESSESsatishchemengNo ratings yet
- Amine Recovery Unit (ARU) : E. BayanjargalDocument12 pagesAmine Recovery Unit (ARU) : E. BayanjargalBayanjargal ErdeneeNo ratings yet
- GAS - by BASF - 1 PDFDocument12 pagesGAS - by BASF - 1 PDFD K SNo ratings yet
- Optimize Gas Sweetening With MDEADocument35 pagesOptimize Gas Sweetening With MDEAAnonymous bHh1L1No ratings yet
- C CC CC: CCCCCCCCCCCCCCCCDocument27 pagesC CC CC: CCCCCCCCCCCCCCCCMuhammadTanzeeLUsmanNo ratings yet
- Shell Gasification TechnologyDocument30 pagesShell Gasification TechnologychatuusumitavaNo ratings yet
- 6.2. Natural Gas (Treatment)Document45 pages6.2. Natural Gas (Treatment)MaisarahNo ratings yet
- Reforming and IsomerizationDocument17 pagesReforming and Isomerizationhala mrayanNo ratings yet
- Power 101: Flue Gas Heat Recovery in Power PlantsDocument6 pagesPower 101: Flue Gas Heat Recovery in Power PlantsknsaravanaNo ratings yet
- Petroleum LectureDocument14 pagesPetroleum LectureAmer ShaierNo ratings yet
- Shift CatalystDocument8 pagesShift Catalystraju100% (3)
- Lecture-10-Clous and Merox ProcessesDocument43 pagesLecture-10-Clous and Merox ProcessesAnilKumar100% (2)
- Ammonia Production PDFDocument5 pagesAmmonia Production PDFJustine LagonoyNo ratings yet
- Eastman Gasification OverviewDocument64 pagesEastman Gasification OverviewAdy PrasetyoNo ratings yet
- Optimisation of SRUDocument12 pagesOptimisation of SRUHuzefaFDNo ratings yet
- Interview Questions For Chemical EngineeringDocument6 pagesInterview Questions For Chemical EngineeringNikunj PatelNo ratings yet
- What Is DesulfurizationDocument20 pagesWhat Is DesulfurizationYash NandurkarNo ratings yet
- Sulfur Addition To FurnacesDocument4 pagesSulfur Addition To FurnacesAnonymous RvIgDU50% (2)
- Sulphuric AcidDocument14 pagesSulphuric AcidNoman AslamNo ratings yet
- Dehydration of Natural Gas by Solid DesiccantDocument20 pagesDehydration of Natural Gas by Solid DesiccantMadhankumar LakshmipathyNo ratings yet
- Modeling of Naphtha Reforming Unit Applying Detailed 2014 Chemical EngineerDocument30 pagesModeling of Naphtha Reforming Unit Applying Detailed 2014 Chemical EngineerdownloadNo ratings yet
- Kurita Mitigating Coke FormationDocument3 pagesKurita Mitigating Coke FormationMarcelNo ratings yet
- Thermal CrackingDocument24 pagesThermal Crackingmihir kumar100% (1)
- Natural Gas Hydrocarbon Contamination in AmineDocument8 pagesNatural Gas Hydrocarbon Contamination in AmineRicardo BecNo ratings yet
- Hydrocracking: P A R T 7Document22 pagesHydrocracking: P A R T 7Bharavi K SNo ratings yet
- Heater E-501 - MechanicalDocument32 pagesHeater E-501 - MechanicalLai HuynhNo ratings yet
- CDU - SlideDocument23 pagesCDU - SlideVăn Bão TôNo ratings yet
- Course FOPS - FIELDENG E-554C - Field Operations Engineer Certification - Ifp TrainingDocument5 pagesCourse FOPS - FIELDENG E-554C - Field Operations Engineer Certification - Ifp TrainingCHO ACHIRI HUMPHREYNo ratings yet
- Decision MakingDocument7 pagesDecision MakingTowfiq Hossain TaskuNo ratings yet
- Exam Khata BackDocument9 pagesExam Khata BackMd Abid AfridiNo ratings yet
- SSC Ev Chemistry 5th Chapter NoteDocument19 pagesSSC Ev Chemistry 5th Chapter NoteMd Abid AfridiNo ratings yet
- New Section 1 Page 1Document5 pagesNew Section 1 Page 1Md Abid AfridiNo ratings yet
- SSC Ev Chemistry 4th Chapter NoteDocument14 pagesSSC Ev Chemistry 4th Chapter NoteMd Abid AfridiNo ratings yet
- Arju Term PaperDocument15 pagesArju Term PaperMd Abid AfridiNo ratings yet
- SSC Ev Chemistry 1st Chapter NoteDocument3 pagesSSC Ev Chemistry 1st Chapter NoteMd Abid AfridiNo ratings yet
- SSC Ev Chemistry 3rd Chapter NoteDocument7 pagesSSC Ev Chemistry 3rd Chapter NoteMd Abid AfridiNo ratings yet
- Controlling Function of ManagementDocument15 pagesControlling Function of ManagementMd Abid AfridiNo ratings yet
- Bangladesh University of Engineering and TechnologyDocument8 pagesBangladesh University of Engineering and TechnologyMd Abid AfridiNo ratings yet
- Arju Term PaperDocument15 pagesArju Term PaperMd Abid AfridiNo ratings yet
- D 130 - 04 RDEZMA - CorrosivenessDocument9 pagesD 130 - 04 RDEZMA - CorrosivenessMd Abid AfridiNo ratings yet
- Discussion CopperDocument4 pagesDiscussion CopperMd Abid AfridiNo ratings yet
- A Term Paper On Chemical Engineering Laboratory-VDocument73 pagesA Term Paper On Chemical Engineering Laboratory-VMd Abid AfridiNo ratings yet
- Characterization of Different FuelsDocument77 pagesCharacterization of Different FuelsMd Abid AfridiNo ratings yet
- Characterization of Different FuelsDocument77 pagesCharacterization of Different FuelsMd Abid AfridiNo ratings yet
- Bangladesh University of Engineering and TechnologyDocument10 pagesBangladesh University of Engineering and TechnologyMd Abid AfridiNo ratings yet
- S1-Gas Production SystemDocument25 pagesS1-Gas Production SystemMd Abid AfridiNo ratings yet
- Bangladesh University of Engineering and Technology: Course Name: Chemical Engineering Laboratory-VDocument9 pagesBangladesh University of Engineering and Technology: Course Name: Chemical Engineering Laboratory-VMd Abid AfridiNo ratings yet
- s8 - Environmental Aspect During Production and ProcessingDocument27 pagess8 - Environmental Aspect During Production and ProcessingMd Abid AfridiNo ratings yet
- s9 - Introduction To Natural Gas Industry in Bangladesh (July 2017)Document19 pagess9 - Introduction To Natural Gas Industry in Bangladesh (July 2017)Md Abid AfridiNo ratings yet
- Chemical Engineering Lab Experiment on Process Control SystemsDocument12 pagesChemical Engineering Lab Experiment on Process Control SystemsMd Abid AfridiNo ratings yet
- CHE 491: Natural Gas EngineeringDocument13 pagesCHE 491: Natural Gas EngineeringMd Abid AfridiNo ratings yet
- CHE 413: Natural Gas Engineerin G: Natural Gas Liquids (NGL) Recovery, Separation and FractionationDocument31 pagesCHE 413: Natural Gas Engineerin G: Natural Gas Liquids (NGL) Recovery, Separation and FractionationMd Abid AfridiNo ratings yet
- s3 - Condensate StabilizationDocument9 pagess3 - Condensate StabilizationMd Abid AfridiNo ratings yet
- s7 - Gas Gathering and TransportationDocument50 pagess7 - Gas Gathering and TransportationMd Abid AfridiNo ratings yet
- s9 - Introduction To Natural Gas Industry in Bangladesh (July 2017)Document19 pagess9 - Introduction To Natural Gas Industry in Bangladesh (July 2017)Md Abid AfridiNo ratings yet
- s8 - Environmental Aspect During Production and ProcessingDocument27 pagess8 - Environmental Aspect During Production and ProcessingMd Abid AfridiNo ratings yet
- CHE 413: Natural Gas Engineerin G: Natural Gas Liquids (NGL) Recovery, Separation and FractionationDocument31 pagesCHE 413: Natural Gas Engineerin G: Natural Gas Liquids (NGL) Recovery, Separation and FractionationMd Abid AfridiNo ratings yet
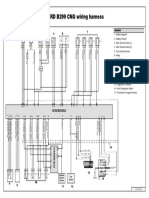
- M Ford B299 VPVehicle w-8 enDocument1 pageM Ford B299 VPVehicle w-8 enOmar Enrique ContrerasNo ratings yet
- 03 - RAILWAY DESIGN AND CONSTRUCTION-handout 2009Document4 pages03 - RAILWAY DESIGN AND CONSTRUCTION-handout 2009Tynash NyakatsapaNo ratings yet
- Explosion Proof Motor BrochureDocument1 pageExplosion Proof Motor BrochureKris tantoNo ratings yet
- Temperature and Temperature ScalesDocument16 pagesTemperature and Temperature Scalesedna padreNo ratings yet
- Study Guides for Science Grade 7Document17 pagesStudy Guides for Science Grade 7Sharon Miguel Clavijo AmarisNo ratings yet
- ChernobylDocument12 pagesChernobylBearTrappOfTheYearNo ratings yet
- Lecture 29 Thermal Engineering II (10.09.2020)Document80 pagesLecture 29 Thermal Engineering II (10.09.2020)Dr. BIBIN CHIDAMBARANATHANNo ratings yet
- Study & Maintenance of Dyeing MachineDocument8 pagesStudy & Maintenance of Dyeing MachineNaimul Hasan50% (2)
- R08019043860EDocument28 pagesR08019043860EMatheus BorgesNo ratings yet
- Tutorial Pipeline SystemsDocument48 pagesTutorial Pipeline SystemsHarry PiyoNo ratings yet
- AC Resonant Test System: WRVG 1.5/680 GDocument4 pagesAC Resonant Test System: WRVG 1.5/680 GMauricio AgudeloNo ratings yet
- Design of Electric Machine 131Document131 pagesDesign of Electric Machine 131Charan V ChanNo ratings yet
- Homework 8Document3 pagesHomework 8Ngọc TrâmNo ratings yet
- 22CHE22Document52 pages22CHE22GAT LIBRARYNo ratings yet
- Chapter 2 - ED MCQ With Answer Sheet StudentDocument13 pagesChapter 2 - ED MCQ With Answer Sheet StudentHarshad PotekarNo ratings yet
- Q2 2023 Market-Summary EUDocument9 pagesQ2 2023 Market-Summary EUjuliachuguevetsNo ratings yet
- Pestle analysis of Amul dairy cooperativeDocument10 pagesPestle analysis of Amul dairy cooperativePALAK PANTHINo ratings yet
- Glentek SMA8115 SMA8215 SMA8315 ManualDocument80 pagesGlentek SMA8115 SMA8215 SMA8315 ManualYaseen JamilNo ratings yet
- CP18 Batch Plant InstructionsDocument74 pagesCP18 Batch Plant InstructionsJayantha parakrama Thennakoon50% (4)
- Conference FinalDocument25 pagesConference FinalDr.Gopinath ChidambaramNo ratings yet
- D09 - Veshnyakov RussaDocument17 pagesD09 - Veshnyakov RussaLazarescu ElenaNo ratings yet
- Ept GroupDocument13 pagesEpt Groupkrishna patilNo ratings yet
- Conservation of Energy Problems Worksheet 3Document15 pagesConservation of Energy Problems Worksheet 3Balkis MungurNo ratings yet
- محاضرات هندسة التاكل لفرع العملياتDocument87 pagesمحاضرات هندسة التاكل لفرع العملياتNoor YasserNo ratings yet
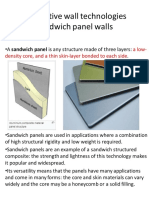
- Alternative Wall Technologies-Sandwitch PanelsDocument14 pagesAlternative Wall Technologies-Sandwitch PanelsDiya MakanurNo ratings yet
- WEG Synchronous Alternators G Line 10680382 Manual English DCDocument151 pagesWEG Synchronous Alternators G Line 10680382 Manual English DCFelipe Del CastilloNo ratings yet
- Student: Victor Pugliese R#: 11492336 Course: Advance Reservoir Engineering (PETR 5320) Homework #4Document4 pagesStudent: Victor Pugliese R#: 11492336 Course: Advance Reservoir Engineering (PETR 5320) Homework #4Victor Pugliese ManotasNo ratings yet
- 5-Engine - MXU 500iDocument298 pages5-Engine - MXU 500iJavier GallegoNo ratings yet
- Water Four GasDocument115 pagesWater Four GasnikNo ratings yet
- Ensuring Reliability of Compressor Gas Seals During Long Periods of Pressurized HoldDocument10 pagesEnsuring Reliability of Compressor Gas Seals During Long Periods of Pressurized HoldKader BenNo ratings yet