You might also like
- CNCDocument16 pagesCNCzarepNo ratings yet
- Solution of Cim AsignmentDocument49 pagesSolution of Cim AsignmentP20MF010MANGESH SHARMANo ratings yet
- 5 - CNC Milling ProgrammingDocument40 pages5 - CNC Milling Programmingnguyen xuan HuyNo ratings yet
- CNC Machine ToolsDocument64 pagesCNC Machine ToolsArun PrasadNo ratings yet
- CNC Machining: Workshop TechnologyDocument11 pagesCNC Machining: Workshop Technologymews03No ratings yet
- Me 473 - Unit 4 - 1Document70 pagesMe 473 - Unit 4 - 1Ama Serwaa YeboahNo ratings yet
- CAM Lab Manual PDFDocument110 pagesCAM Lab Manual PDFyuvaraj4509No ratings yet
- Part Programming Manual PDFDocument80 pagesPart Programming Manual PDFTejas KumarNo ratings yet
- Complete Operating and Programming 802Dsl en A TM Sw1 4Document447 pagesComplete Operating and Programming 802Dsl en A TM Sw1 4Freddy Mamani AtayupanquiNo ratings yet
- Jm201 - CNC MillingDocument24 pagesJm201 - CNC MillingMuhd Zulhusni Ag Jaludin100% (1)
- CNC MasineDocument11 pagesCNC Masinea.chernjiNo ratings yet
- IE 447 Computer Integrated Manufacturing: Numerical ControlDocument33 pagesIE 447 Computer Integrated Manufacturing: Numerical Controlshahnawaz875No ratings yet
- CADCAM CNC Unit-3.1Document54 pagesCADCAM CNC Unit-3.1kiranchennoju2004No ratings yet
- VMC ProgrammingDocument9 pagesVMC ProgrammingRatnakar Patil50% (10)
- Complete ShopMill enDocument501 pagesComplete ShopMill enDavi CardozoNo ratings yet
- Primer 1 PDFDocument3 pagesPrimer 1 PDFTomislav JovanovicNo ratings yet
- CNC Part Program & DrawingDocument21 pagesCNC Part Program & DrawingHairedinNo ratings yet
- 1.20 Unidad de Control de Máquina (MCU)Document17 pages1.20 Unidad de Control de Máquina (MCU)EVELIN TATIANA PINARGOTE GUASHAMBONo ratings yet
- 1.20. Unidad de Control de Maquina McuDocument17 pages1.20. Unidad de Control de Maquina McuCarlos Alberto Andrade NaranjoNo ratings yet
- CNC MachiningDocument14 pagesCNC MachiningAl Fredo100% (13)
- NC - CNC - DNCDocument99 pagesNC - CNC - DNCsanjeevani rawatNo ratings yet
- NTM 2 CompleteDocument21 pagesNTM 2 CompleteHatim Dailaimi100% (1)
- Lecture Cad CamDocument84 pagesLecture Cad Camismail_69No ratings yet
- CNC Work TheoryDocument16 pagesCNC Work TheoryMeet technicalsNo ratings yet
- NX CAM Post Processing Errors Machine Data File Ge PDFDocument7 pagesNX CAM Post Processing Errors Machine Data File Ge PDFSHARAD CHANDRANo ratings yet
- NX CAM Errors Machine DataDocument7 pagesNX CAM Errors Machine DataRamNo ratings yet
- Zero Offset and Reference PointsDocument10 pagesZero Offset and Reference PointsEdsonNo ratings yet
- 115 Drill CyclesDocument20 pages115 Drill CyclesHoang LamNo ratings yet
- Cam Practical TheoryDocument9 pagesCam Practical TheoryK RajeshNo ratings yet
- 08 SzivkovicDocument6 pages08 SzivkovicbuttercupniceNo ratings yet
- Home Fanuc LearnDocument9 pagesHome Fanuc LearnVignesh VaranNo ratings yet
- FGDocument22 pagesFGRishabh PandeyNo ratings yet
- CAM - QP SetDocument2 pagesCAM - QP Setnaga sathvikNo ratings yet
- CNC 5TH SemDocument8 pagesCNC 5TH SemdibyenindusNo ratings yet
- Senior Seminar: Presentation On: CNC Machines Under Supervisor: Prof - DR/ Ahmed Amin Engineer/ Mostafa ShoeibDocument36 pagesSenior Seminar: Presentation On: CNC Machines Under Supervisor: Prof - DR/ Ahmed Amin Engineer/ Mostafa Shoeib171148 171148No ratings yet
- Chapter 1Document17 pagesChapter 1shubhanshuNo ratings yet
- Computer Integrated ManufacturingDocument10 pagesComputer Integrated ManufacturingnayayathNo ratings yet
- Dro SNS 2V-3V (English Manual)Document59 pagesDro SNS 2V-3V (English Manual)farid said errahmani50% (2)
- CNC TechnologyDocument92 pagesCNC TechnologyFransisco JeremyNo ratings yet
- CNC CodingDocument26 pagesCNC CodingNEF RIDERSNo ratings yet
- Bhel InternshipDocument37 pagesBhel InternshipLakshmi Kandula100% (1)
- Heidenhain 2500B Hand BookDocument208 pagesHeidenhain 2500B Hand Bookballot75% (4)
- Chap5-Numerical ControlDocument32 pagesChap5-Numerical ControljojoNo ratings yet
- Advanced Mould Manufacturing TechniquesDocument8 pagesAdvanced Mould Manufacturing Techniquesshuklaaryan1222No ratings yet
- Sinumerik 802dDocument212 pagesSinumerik 802dThanh BuiNo ratings yet
- FSM CNC: Operation Manual For Tool and Universal Grinding MachineDocument81 pagesFSM CNC: Operation Manual For Tool and Universal Grinding MachineKrzysztof WasniowskiNo ratings yet
- Typical CNC Machining Centre: Horizontal Axis Milling Vertical Axis MillingDocument82 pagesTypical CNC Machining Centre: Horizontal Axis Milling Vertical Axis MillingAbdul RehmanNo ratings yet
- Total No. of Periods: 4 5Document56 pagesTotal No. of Periods: 4 5preeth_tNo ratings yet
- Ch-11 NC CNC DNC FMS Automation and RoboticsDocument143 pagesCh-11 NC CNC DNC FMS Automation and RoboticsShafiq AhmadNo ratings yet
- Vertical Machining Center: CNC (Computer Numerical Control)Document23 pagesVertical Machining Center: CNC (Computer Numerical Control)Rohith BayyaNo ratings yet
- Digital Readouts Linear Encoders: For Manually Operated Machine ToolsDocument36 pagesDigital Readouts Linear Encoders: For Manually Operated Machine ToolsAdairNo ratings yet
- Yashwant InternshipDocument17 pagesYashwant InternshipGoku RocksNo ratings yet
- Sachin Solanki CNC/IPC/13 Summary SupportDocument61 pagesSachin Solanki CNC/IPC/13 Summary Supportshivam modanwalNo ratings yet
- CAD Systems in Mechanical and Production EngineeringFrom EverandCAD Systems in Mechanical and Production EngineeringRating: 4.5 out of 5 stars4.5/5 (3)
- Digital Signal Processing DemystifiedFrom EverandDigital Signal Processing DemystifiedRating: 4.5 out of 5 stars4.5/5 (8)
- Chapter 1.2 - Basic Concepts of ThermodynamicsDocument21 pagesChapter 1.2 - Basic Concepts of ThermodynamicshudarusliNo ratings yet
- Chapter 2.1 - Energy, Energy Transfer - General Energy AnalysisDocument24 pagesChapter 2.1 - Energy, Energy Transfer - General Energy AnalysishudarusliNo ratings yet
- Chapter 7.5 - EntropyDocument11 pagesChapter 7.5 - EntropyhudarusliNo ratings yet
- ADAS 01-08 (Japan) Drivers Abnormal Condition Response System - Deceleration Stop Type Basic Design DocumentDocument27 pagesADAS 01-08 (Japan) Drivers Abnormal Condition Response System - Deceleration Stop Type Basic Design DocumenthudarusliNo ratings yet
- Analysis of Power Losses in 33/11KV Distribution Feeder Circuits Via Loss Factor TechniqueDocument10 pagesAnalysis of Power Losses in 33/11KV Distribution Feeder Circuits Via Loss Factor TechniquehudarusliNo ratings yet
- Handout Engineering MaterialsDocument225 pagesHandout Engineering MaterialshudarusliNo ratings yet
- Chapter 1.1 - Basic Concepts of ThermodynamicsDocument20 pagesChapter 1.1 - Basic Concepts of ThermodynamicshudarusliNo ratings yet
- S E P - C A (9 80 P) T P C: Ample XAM Roblem Ircuit Nalysis OF RoblemsDocument3 pagesS E P - C A (9 80 P) T P C: Ample XAM Roblem Ircuit Nalysis OF RoblemshudarusliNo ratings yet
- MPT 0192 - NotesDocument213 pagesMPT 0192 - NoteshudarusliNo ratings yet
- Interaksi Dan Pertukaran Intelek Saintis Agronomi Dan Doktor Perubatan Di Al-AndalusDocument23 pagesInteraksi Dan Pertukaran Intelek Saintis Agronomi Dan Doktor Perubatan Di Al-AndalushudarusliNo ratings yet
- Process Plan Project Name Material Part Name Drawing No Duration Operation Cutting Parameter Remark V M/min F Mm/revDocument1 pageProcess Plan Project Name Material Part Name Drawing No Duration Operation Cutting Parameter Remark V M/min F Mm/revhudarusliNo ratings yet
- Determination of Operation Characteristics of A SyDocument8 pagesDetermination of Operation Characteristics of A SyhudarusliNo ratings yet
- Economics Thesis Blue VariantDocument37 pagesEconomics Thesis Blue VarianthudarusliNo ratings yet
- Chap 1-1Document53 pagesChap 1-1hudarusliNo ratings yet
- GMO 0313 CONV MillingDocument66 pagesGMO 0313 CONV MillinghudarusliNo ratings yet
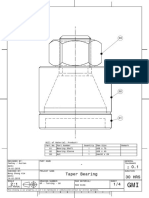
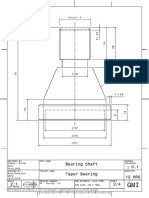
- Process Plan: Taper Bearing Mild Steel Nut 03 6hrs TurningDocument2 pagesProcess Plan: Taper Bearing Mild Steel Nut 03 6hrs TurninghudarusliNo ratings yet
- Workshop Practice - Turning - Taper Bearing Assembly - 20150118Document1 pageWorkshop Practice - Turning - Taper Bearing Assembly - 20150118hudarusliNo ratings yet
- Process Plan: V-Block Mild Steel V-Block 2 01 28hrs MillingDocument2 pagesProcess Plan: V-Block Mild Steel V-Block 2 01 28hrs MillinghudarusliNo ratings yet
- Chapter 3 (Taper)Document13 pagesChapter 3 (Taper)hudarusliNo ratings yet
- Workshop Practice - Turning - Part 1 - 20150118Document1 pageWorkshop Practice - Turning - Part 1 - 20150118hudarusliNo ratings yet
- CHAPTER 5 (Clamping Device)Document26 pagesCHAPTER 5 (Clamping Device)hudarusliNo ratings yet
- Grinding Technology GMO 0252Document88 pagesGrinding Technology GMO 0252hudarusliNo ratings yet
- Map 2163 Pre-Calculus Tutorial Chapter1Document34 pagesMap 2163 Pre-Calculus Tutorial Chapter1hudarusliNo ratings yet
- CHAPTER 6 (Steady-Align)Document16 pagesCHAPTER 6 (Steady-Align)hudarusliNo ratings yet
- CHAPTER 1 2 (Boring Knurling)Document18 pagesCHAPTER 1 2 (Boring Knurling)hudarusliNo ratings yet
- Beam Number: Project Name: 17-Mar-20 Engr. Mark Christian D. Esguerra Passed Engineer: DateDocument1 pageBeam Number: Project Name: 17-Mar-20 Engr. Mark Christian D. Esguerra Passed Engineer: DateMark Christian EsguerraNo ratings yet
- Data Model and ER Diagram QuestionsDocument2 pagesData Model and ER Diagram QuestionsMoses MushinkaNo ratings yet
- MyLabX8 160000166 V02 LowRes PDFDocument8 pagesMyLabX8 160000166 V02 LowRes PDFhery_targerNo ratings yet
- Chapter 08Document30 pagesChapter 08MaxNo ratings yet
- MA5616 AddinitionalDocument16 pagesMA5616 AddinitionalMostafa A.SalamNo ratings yet
- Open Development EnvironmentDocument16 pagesOpen Development EnvironmentMihaiNeacsuNo ratings yet
- Lecture 24Document8 pagesLecture 24gewaray536No ratings yet
- The Impact of Credit Risk On The Financial Performance of Chinese BanksDocument5 pagesThe Impact of Credit Risk On The Financial Performance of Chinese Banksvandv printsNo ratings yet
- 1768 Compactlogix Controllers, Revision 20: Release NotesDocument26 pages1768 Compactlogix Controllers, Revision 20: Release NotesedeconsysNo ratings yet
- StatisticsDocument2 pagesStatisticsAnish JohnNo ratings yet
- ISO-14236-2000 Traducido EspañolDocument11 pagesISO-14236-2000 Traducido EspañolPablo A.100% (1)
- MechEngPulseJet ExperimentsDocument68 pagesMechEngPulseJet ExperimentsoffgridsidNo ratings yet
- Tutorial Module 3Document24 pagesTutorial Module 3erieshaNo ratings yet
- Week 1Document3 pagesWeek 1DELMAR REYES100% (1)
- Advanced Mathematical ConceptsDocument568 pagesAdvanced Mathematical ConceptsSi Mi83% (6)
- Simplex 4098+seriesDocument4 pagesSimplex 4098+seriesCode JonNo ratings yet
- Computer Shortcut Keys SystemDocument5 pagesComputer Shortcut Keys SystemNo RebelNo ratings yet
- As-St300 - Day 1 - PLC WorkingDocument16 pagesAs-St300 - Day 1 - PLC Workingashutosh123No ratings yet
- Chapter 13 D1 CEMA Bucket Elevator HP and CalculationsDocument4 pagesChapter 13 D1 CEMA Bucket Elevator HP and Calculationshafidh naufaldiNo ratings yet
- Thesis - AN Fertiliser Properties Applic and Safety FinlandDocument256 pagesThesis - AN Fertiliser Properties Applic and Safety FinlandGonzalo O'ortiz Araneda's IIINo ratings yet
- Difference Between DWA and TEB Local PlannersDocument2 pagesDifference Between DWA and TEB Local PlannersChandrajit GangulyNo ratings yet
- Sand ControlDocument12 pagesSand ControlNIRAJ DUBEYNo ratings yet
- 17-File Utama Naskah-96-1-10-20210301Document8 pages17-File Utama Naskah-96-1-10-20210301Angga DwNo ratings yet
- Swra 478 CDocument29 pagesSwra 478 Cchatty85No ratings yet
- First Year 1A Model Papers and Board Model Guess PapersDocument44 pagesFirst Year 1A Model Papers and Board Model Guess PapersSalmanAnjans0% (1)
- Searox SL 480: Marine Slab 200Document1 pageSearox SL 480: Marine Slab 200sivlag01No ratings yet
- PROBLEM 6.14: SolutionDocument9 pagesPROBLEM 6.14: SolutionWilliam HendersonNo ratings yet
- Minggu 5 Teori AktDocument69 pagesMinggu 5 Teori AktHILDANo ratings yet
- Nama: Fazlun Nisak NIM: 180170127 MK: Kecerdasan Buatan (A2) Tugas PerceptronDocument8 pagesNama: Fazlun Nisak NIM: 180170127 MK: Kecerdasan Buatan (A2) Tugas PerceptronFazlun NisakNo ratings yet
- iPLON ProfileDocument11 pagesiPLON Profilesudhirm16No ratings yet