You might also like
- 6.product Tech Slide PresentationDocument158 pages6.product Tech Slide PresentationHadi MuchlisNo ratings yet
- Note 7 - Welder Test - Mechanical Test and X-RayDocument29 pagesNote 7 - Welder Test - Mechanical Test and X-RayMohamad Yusuf HelmiNo ratings yet
- AWS April 2014Document44 pagesAWS April 2014Mohamed FaragNo ratings yet
- 100% Stainless: The Avesta Welding ManualDocument0 pages100% Stainless: The Avesta Welding ManualFlorin SoicuNo ratings yet
- Paola de Bono - Quality Assurance in Laser WeldingDocument18 pagesPaola de Bono - Quality Assurance in Laser WeldingABRAHAM SILVA HERNANDEZNo ratings yet
- Welding Fume Fact SheetDocument2 pagesWelding Fume Fact SheetAek JayNo ratings yet
- Lincoln Submerged ArcDocument54 pagesLincoln Submerged ArcjdNo ratings yet
- Welded Tube PDFDocument17 pagesWelded Tube PDFhirenkumar patelNo ratings yet
- Corrosion AnalysisDocument39 pagesCorrosion Analysissatya_chagantiNo ratings yet
- A Study of Die Failure Mechanisms in Aluminum ExtrusionDocument21 pagesA Study of Die Failure Mechanisms in Aluminum Extrusionutku_karaaslan6305No ratings yet
- Iwe Mig Welding MachineDocument2 pagesIwe Mig Welding Machinem ramakrishna reddyNo ratings yet
- MY4130 Lecture 4Document4 pagesMY4130 Lecture 4Erik WadeNo ratings yet
- ASMEDocument38 pagesASMEshazanNo ratings yet
- Welding Defect - MACRO PDFDocument5 pagesWelding Defect - MACRO PDFvijay rajputNo ratings yet
- Controlling Hazardous Fumes and Gases During WeldingDocument2 pagesControlling Hazardous Fumes and Gases During WeldingMohd MustafhaNo ratings yet
- Basic Weld MetallurgyDocument34 pagesBasic Weld Metallurgydaha333No ratings yet
- Outokumpu Site Visit Tornio PresentationDocument28 pagesOutokumpu Site Visit Tornio PresentationzosternatNo ratings yet
- Welding and FabricationDocument54 pagesWelding and FabricationSungJun Park100% (1)
- Spacetec Certification Readiness Course: Materials and Processes I & IiDocument68 pagesSpacetec Certification Readiness Course: Materials and Processes I & IiB.SATHISH KUMARNo ratings yet
- Fall Protection Writing Better Reports Inspecting Skewed T-JointsDocument36 pagesFall Protection Writing Better Reports Inspecting Skewed T-JointswiNo ratings yet
- WeldingDocument18 pagesWeldingIlhamHidayatNo ratings yet
- Product Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'Document2 pagesProduct Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'soft4gsmNo ratings yet
- Duplex Steels Part II Carbides and NitridesDocument9 pagesDuplex Steels Part II Carbides and NitridesKatellin BermudezNo ratings yet
- Welding AluminumDocument4 pagesWelding AluminumHeryanda OnDaudNo ratings yet
- Unit 2Document104 pagesUnit 2Sagar DhageNo ratings yet
- What Is Peening?: Frequently Asked QuestionsDocument2 pagesWhat Is Peening?: Frequently Asked QuestionstuanNo ratings yet
- GougingDocument6 pagesGougingP Sandana NaraNo ratings yet
- IIW Intermediate Meeting Berlin Doc XII-2061-12212-1218-12Document13 pagesIIW Intermediate Meeting Berlin Doc XII-2061-12212-1218-12Maria Cristina Campello ScottiNo ratings yet
- 23 GinzelDocument12 pages23 Ginzelmusaismail8863No ratings yet
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocument5 pagesDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- The Science of Welding Metallurgy: A Brief Word On Filler MetalsDocument2 pagesThe Science of Welding Metallurgy: A Brief Word On Filler MetalsSandro FerreiraNo ratings yet
- Cordon Off - 4 (00000003)Document1 pageCordon Off - 4 (00000003)Anonymous PlyxbQ3tNo ratings yet
- Welding PDFDocument6 pagesWelding PDFNavneet ChaubeyNo ratings yet
- Cswip - Section 02-Terms and Definition PDFDocument19 pagesCswip - Section 02-Terms and Definition PDFNsidibe Michael EtimNo ratings yet
- Pipe Fitting - WikipediaDocument5 pagesPipe Fitting - Wikipediaramthecharm_46098467No ratings yet
- Spatter Reduction ChecklistDocument6 pagesSpatter Reduction ChecklistJorge perezNo ratings yet
- AWS Learning Skilled Trades Workforce Inspection Techniques: APRIL 2021Document12 pagesAWS Learning Skilled Trades Workforce Inspection Techniques: APRIL 2021nasif andriantoNo ratings yet
- Welding AISI 4130 PDFDocument5 pagesWelding AISI 4130 PDFDarioNo ratings yet
- A Study Into The Effects of Residual Stresses and Hot Dip GalvanizingDocument4 pagesA Study Into The Effects of Residual Stresses and Hot Dip GalvanizingSteve HornseyNo ratings yet
- Aws WJ 201804Document141 pagesAws WJ 201804Jorge perezNo ratings yet
- 00000548c PDFDocument90 pages00000548c PDFlipNo ratings yet
- America: This Presentation Is Provided To You byDocument33 pagesAmerica: This Presentation Is Provided To You bySunder TrichyNo ratings yet
- The National Shipbuilding Research Program: Carbon Equivalent (PCM) Limits For Thick Carbon and Low Alloy SteelsDocument81 pagesThe National Shipbuilding Research Program: Carbon Equivalent (PCM) Limits For Thick Carbon and Low Alloy SteelsiulianticNo ratings yet
- A Study On Transverse Weld Cracks PDFDocument8 pagesA Study On Transverse Weld Cracks PDFRifani ImamNo ratings yet
- Arc Welding Electrodes Powerpoint PPT PresentationDocument4 pagesArc Welding Electrodes Powerpoint PPT PresentationramuNo ratings yet
- IIW - International Institute of WeldingDocument3 pagesIIW - International Institute of WeldingNilesh MistryNo ratings yet
- SurfacingDocument14 pagesSurfacingrahul063No ratings yet
- 03 - GtawDocument20 pages03 - GtawEnache DaniNo ratings yet
- Welding & Cutting ProcessDocument16 pagesWelding & Cutting ProcesscvNo ratings yet
- Visual Testing 1Document16 pagesVisual Testing 1HÉCTOR EDUARDO PONCE HERNÁNDEZNo ratings yet
- 2 Welding ProcessesDocument52 pages2 Welding ProcessesIka Puspita NurainiNo ratings yet
- Tuv / Iics 3.1 Certified Welding Inspector Api 577 Welding Inspection & MetallurgyDocument5 pagesTuv / Iics 3.1 Certified Welding Inspector Api 577 Welding Inspection & Metallurgyzulfadli izaraeeNo ratings yet
- SAIW Course Prospectus 2017Document76 pagesSAIW Course Prospectus 2017Anonymous ejnktktkY7No ratings yet
- Heat Treatment of SteelDocument3 pagesHeat Treatment of SteelKristine ReyesNo ratings yet
- StrengtheningDocument22 pagesStrengtheningeddickNo ratings yet
- Lecture 1427492067Document356 pagesLecture 1427492067Abhilash SahooNo ratings yet
- 2.0 TerminologgyDocument66 pages2.0 TerminologgyfinhayNo ratings yet
- 01-WIS5 Terms 2006Document30 pages01-WIS5 Terms 2006deepakNo ratings yet
- Jenis Sambungan Pengelasan OKDocument32 pagesJenis Sambungan Pengelasan OKJupri Yanda ZairaNo ratings yet
- 7.0 Material InspectionDocument12 pages7.0 Material InspectionfinhayNo ratings yet
- 0.0 Welding Inspector ExaminationDocument12 pages0.0 Welding Inspector ExaminationTrịnh Quốc TuyếnNo ratings yet
- 1.0 Typical Duties of Welding InspectorsDocument27 pages1.0 Typical Duties of Welding InspectorsTrịnh Quốc TuyếnNo ratings yet
- 1811 614 RC 0 B PDFDocument201 pages1811 614 RC 0 B PDFTrịnh Quốc TuyếnNo ratings yet
- Tta Power 2015 Vi 001Document31 pagesTta Power 2015 Vi 001Trịnh Quốc TuyếnNo ratings yet
- 1811 611 RC 0 B PDFDocument277 pages1811 611 RC 0 B PDFTrịnh Quốc TuyếnNo ratings yet
- TTA-NDT-PMI-001 Rev.00 PDFDocument8 pagesTTA-NDT-PMI-001 Rev.00 PDFTrịnh Quốc TuyếnNo ratings yet
- Described As 1.7225 42crmo4 in en 10083 - 1: 2006 Previously 709M40 in PD 970: 2001Document2 pagesDescribed As 1.7225 42crmo4 in en 10083 - 1: 2006 Previously 709M40 in PD 970: 2001Trịnh Quốc TuyếnNo ratings yet
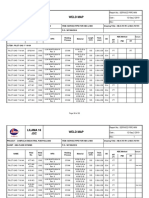
- Service Pipe Weldmap111Document38 pagesService Pipe Weldmap111Trịnh Quốc TuyếnNo ratings yet
- Joint Efficiency - Pressure Vessel EngineeringDocument5 pagesJoint Efficiency - Pressure Vessel EngineeringMuthuKumar100% (1)
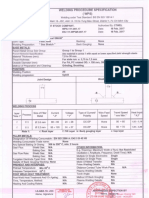
- WPS 111 001.17Document10 pagesWPS 111 001.17Trịnh Quốc TuyếnNo ratings yet
- Asme Guidance Notes: Prepared by TQ. Hoa - 9/2014Document1 pageAsme Guidance Notes: Prepared by TQ. Hoa - 9/2014Trịnh Quốc TuyếnNo ratings yet
- General Specification FOR Pressure VesselsDocument13 pagesGeneral Specification FOR Pressure Vesselssumit kumarNo ratings yet
- Alloy Steel Socket-Head Cap Screws: Standard Specification ForDocument7 pagesAlloy Steel Socket-Head Cap Screws: Standard Specification ForMARCELO DOS SANTOS BARRETOSNo ratings yet
- Portfolio AperamStainlessEurope enDocument2 pagesPortfolio AperamStainlessEurope enAndrew YouNo ratings yet
- Huck Guns ToolsDocument15 pagesHuck Guns ToolsAnonymous mq0U43UsPNo ratings yet
- Technical Specifications: Chemical CompositionDocument2 pagesTechnical Specifications: Chemical CompositionEmir BećirovićNo ratings yet
- KT 3350Document2 pagesKT 3350Islam ElhabsheNo ratings yet
- Cement McqsDocument24 pagesCement McqsZeeshan Ahmad100% (2)
- NH 3Document2 pagesNH 3Daniel Puello RodeloNo ratings yet
- Types of Iron OreDocument8 pagesTypes of Iron OreParam SaxenaNo ratings yet
- The Physical Properties of Metals: Summary SheetsDocument2 pagesThe Physical Properties of Metals: Summary SheetsHelen50% (2)
- Lesson 7 Metals and Non MetalsDocument5 pagesLesson 7 Metals and Non MetalsSoham ANo ratings yet
- QB Jig & Fixture AnswersDocument11 pagesQB Jig & Fixture AnswersRupesh KamatNo ratings yet
- XeonSucks_SR_HandbookDocument345 pagesXeonSucks_SR_Handbookthanhle20072004No ratings yet
- Stainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16Document10 pagesStainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16ManuelNo ratings yet
- Steel Wire Rope Sling WLL ChartDocument3 pagesSteel Wire Rope Sling WLL ChartMohammed Nabil AVNo ratings yet
- Effect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Document7 pagesEffect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Uma KoduriNo ratings yet
- Thermowell SpecificationDocument1 pageThermowell SpecificationNAYEEMNo ratings yet
- ME 54 - Belt and Pulley - 1Document106 pagesME 54 - Belt and Pulley - 1Remar Joseph CarpinaNo ratings yet
- Las Tve Smaw 8 Q1 - W4-6Document13 pagesLas Tve Smaw 8 Q1 - W4-6Daryl TesoroNo ratings yet
- Jigs ElementsDocument14 pagesJigs ElementsNur Nabila HudaNo ratings yet
- 3.0 Welding Imperfections and Material InspectionDocument38 pages3.0 Welding Imperfections and Material InspectionTrịnh Quốc Tuyến100% (1)
- Steel Industries in IndiaDocument28 pagesSteel Industries in IndiaVivek NesaNo ratings yet
- SHOT SleeveDocument2 pagesSHOT Sleeve박상길No ratings yet
- SSINA - Designer's Handbook - Stainless Steel FastenersDocument23 pagesSSINA - Designer's Handbook - Stainless Steel FastenersSerguei DobrinNo ratings yet
- HDG Datasheet 13 - Renovation of Hot Dip Galvanized SteelDocument1 pageHDG Datasheet 13 - Renovation of Hot Dip Galvanized SteelSam SamuelsonNo ratings yet
- 906Document1 page906scr1bdu5rNo ratings yet
- Bill of Quantities Carport/Balcony: 117,731.75 15,000.00 58,865.88 7,063.91 7,063.91 205,725.44 Total CostDocument1 pageBill of Quantities Carport/Balcony: 117,731.75 15,000.00 58,865.88 7,063.91 7,063.91 205,725.44 Total CostBrilliantJohnMalandacRubiaNo ratings yet
- 13) Api 510 Day 5Document50 pages13) Api 510 Day 5hamed100% (1)
- StarDust I The Fall of ManDocument2 pagesStarDust I The Fall of ManFIAJOHIHRUNo ratings yet
- Macro Ataque ASTM - E340-2000.Document11 pagesMacro Ataque ASTM - E340-2000.Eduardo GonzalezNo ratings yet