You might also like
- Methods of Mathematical Modelling: Infectious DiseasesFrom EverandMethods of Mathematical Modelling: Infectious DiseasesHarendra SinghNo ratings yet
- Chapter 5 Control Charts For AttributesDocument48 pagesChapter 5 Control Charts For Attributesgeletaw mitawNo ratings yet
- CH 07Document111 pagesCH 07RashadafanehNo ratings yet
- Control Charts for AttributesDocument33 pagesControl Charts for AttributesJackie HwangNo ratings yet
- s3 Topic 4 Distance Between Two PointsDocument18 pagess3 Topic 4 Distance Between Two PointsPuteri AyuNo ratings yet
- Naval Architecture Open Day PresentationDocument33 pagesNaval Architecture Open Day PresentationAkash KNo ratings yet
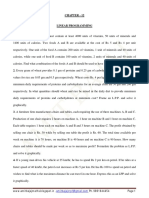
- CH 12 Linear ProgrammingDocument9 pagesCH 12 Linear ProgrammingsudersanaviswanathanNo ratings yet
- Text 8.6 - Scale DrawingsDocument4 pagesText 8.6 - Scale DrawingsAbdelaziz AbdelazizNo ratings yet
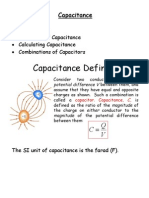
- CapacitanceDocument6 pagesCapacitancesenakevinNo ratings yet
- Ex MatlabDocument7 pagesEx MatlabAbdulrhman AL-MasreNo ratings yet
- Evaluating and Selecting the Optimal Facilities PlanDocument10 pagesEvaluating and Selecting the Optimal Facilities PlanNatalya Mendoza50% (2)
- CAD CAM Lab ManualDocument29 pagesCAD CAM Lab ManualPrashanth M PrashuNo ratings yet
- Dimensioning, Scaling, SectioningDocument7 pagesDimensioning, Scaling, SectioningMikhael Glen Lataza100% (1)
- Production ManagerDocument6 pagesProduction ManagermounaNo ratings yet
- Control Chart For Attributes-AizrulDocument44 pagesControl Chart For Attributes-AizrulAizrul ShahNo ratings yet
- Engineering StatisticsDocument7 pagesEngineering Statisticshani barakatNo ratings yet
- A2 - Graphical MethodsDocument47 pagesA2 - Graphical MethodsAzer Asociados SacNo ratings yet
- Engineering DrawingDocument1 pageEngineering Drawingstalinrajesh143No ratings yet
- Quiz 2Document3 pagesQuiz 2TheMaddox5000100% (1)
- Operations Research - An IntroductionDocument14 pagesOperations Research - An IntroductionMahesh KumarNo ratings yet
- Exponential & Logarithmic EquationsDocument19 pagesExponential & Logarithmic EquationsutpNo ratings yet
- CH 4 Order StatisticsDocument5 pagesCH 4 Order StatisticsSupraja NiranjanNo ratings yet
- Mechanics of Deformable BodiesDocument2 pagesMechanics of Deformable BodiesJeff LaycoNo ratings yet
- Euler Method Matlab Code - BelajarDocument110 pagesEuler Method Matlab Code - BelajarM TaufikNo ratings yet
- Presentation 11Document40 pagesPresentation 11Anam ShoaibNo ratings yet
- Arrow Diagramming and Gantt Charts ExplainedDocument8 pagesArrow Diagramming and Gantt Charts ExplainedManoj RathiNo ratings yet
- Experiments MontgomeryDocument111 pagesExperiments MontgomeryJaka Permana SoebagjoNo ratings yet
- The Principles of Motion EconomyDocument8 pagesThe Principles of Motion Economyrrizz100% (1)
- MIT 2.810 Homework 9 Solutions Process Control ChartsDocument8 pagesMIT 2.810 Homework 9 Solutions Process Control ChartsWinpee SacilNo ratings yet
- ExamplelfFlowChart PDFDocument5 pagesExamplelfFlowChart PDFSachithHiroshanaWijethungaNo ratings yet
- New 7 Management Tools: M.kaviarasu, A/P-MechDocument50 pagesNew 7 Management Tools: M.kaviarasu, A/P-MechKaviArasuNo ratings yet
- Residual AnalysisDocument6 pagesResidual AnalysisGagandeep SinghNo ratings yet
- Hypothesis Testing: Ms. Anna Marie T. Ensano, MME CASTEDSWM Faculty Universidad de Sta. Isabel, Naga CityDocument25 pagesHypothesis Testing: Ms. Anna Marie T. Ensano, MME CASTEDSWM Faculty Universidad de Sta. Isabel, Naga Cityshane cansancioNo ratings yet
- Frederick S. Hillier Gerald J. LiebermanDocument14 pagesFrederick S. Hillier Gerald J. LiebermanmuniraNo ratings yet
- Metric System HandoutDocument3 pagesMetric System Handoutflorescu7100% (1)
- SPC Montgomery Ch15Document47 pagesSPC Montgomery Ch15m.cagatay kirNo ratings yet
- fx-115ES fx-991ES: User's GuideDocument75 pagesfx-115ES fx-991ES: User's Guideapi-294268347No ratings yet
- Stress On Oblique PlaneDocument105 pagesStress On Oblique PlaneAzhar Bilawal MemonNo ratings yet
- Thevenins TheoremDocument37 pagesThevenins TheoremGautam SharmaNo ratings yet
- Chapter 07Document20 pagesChapter 07Nusa FarhaNo ratings yet
- Statistical Process Control: Samir MistryDocument26 pagesStatistical Process Control: Samir Mistrypankajschaudhary7588No ratings yet
- Lean ManufacturingDocument3 pagesLean ManufacturingAjay Kumar AgarwalNo ratings yet
- Chapter 1 PDFDocument35 pagesChapter 1 PDFAreeba AshrafNo ratings yet
- Unknown Author - MAN - Basic Principles of Ship PropulsionpdfDocument45 pagesUnknown Author - MAN - Basic Principles of Ship PropulsionpdfHarish KumarNo ratings yet
- Unit 2 Basic Data Collection and Analysis ToolsDocument7 pagesUnit 2 Basic Data Collection and Analysis Toolsleonard dela cruzNo ratings yet
- Ch03 SolutionsDocument77 pagesCh03 SolutionsMat HarzickNo ratings yet
- Supply Chain System Dynamics VGDocument10 pagesSupply Chain System Dynamics VGapi-3854027No ratings yet
- Pareto Analysis: By: Amey P.Shetti G06172 Nicmar-GoaDocument20 pagesPareto Analysis: By: Amey P.Shetti G06172 Nicmar-GoaTamil Film Zone TFZ100% (1)
- 08 Random Number GenerationDocument28 pages08 Random Number GenerationRupa DnNo ratings yet
- JJ205-Engineering Mechanics Unit 2Document16 pagesJJ205-Engineering Mechanics Unit 2mzairunNo ratings yet
- Hotelling-T 2 Control ChartDocument18 pagesHotelling-T 2 Control ChartDanielle Ann RanidoNo ratings yet
- Yash Sampat Literature Review AcountsDocument4 pagesYash Sampat Literature Review AcountsYash SampatNo ratings yet
- Solving Facility Location Problems with Center of Gravity and P-Median ApproachesDocument30 pagesSolving Facility Location Problems with Center of Gravity and P-Median ApproachesAbhishek PadhyeNo ratings yet
- Unit-IV: Algebraic Structures: Algebraic Systems Semi Groups Monoids Groups Sub Groups Homomorphism IsomorphismDocument63 pagesUnit-IV: Algebraic Structures: Algebraic Systems Semi Groups Monoids Groups Sub Groups Homomorphism IsomorphismT BINDHU BHARGAVINo ratings yet
- Mathematical Modeling and Simulation Course DescriptionDocument62 pagesMathematical Modeling and Simulation Course DescriptionKhalil AhmedNo ratings yet
- Tolerance Analysis GuideDocument24 pagesTolerance Analysis GuideJayachandra PelluruNo ratings yet
- Museum Entrance: Welcome To The Museum of Managing E-Learning - Group 3 ToolsDocument31 pagesMuseum Entrance: Welcome To The Museum of Managing E-Learning - Group 3 ToolsRebeccaKylieHallNo ratings yet
- Divergence PDFDocument7 pagesDivergence PDFkarthekeyanmenonNo ratings yet
- Control Charts For Variable Data: STAT8010 Applied Statistical TechniquesDocument22 pagesControl Charts For Variable Data: STAT8010 Applied Statistical TechniquesIsha BNo ratings yet
- WordDocument47 pagesWordIsha BNo ratings yet
- Control Charts Guide Process ImprovementDocument26 pagesControl Charts Guide Process ImprovementUma ShankarNo ratings yet
- Alkhafaji 2018 IOP Conf. Ser. Mater. Sci. Eng. 433 012068Document14 pagesAlkhafaji 2018 IOP Conf. Ser. Mater. Sci. Eng. 433 012068Isha BNo ratings yet
- Q & A Set 1Document9 pagesQ & A Set 1aminchhipa6892No ratings yet
- Blank PrbolemDocument11 pagesBlank PrbolemIsha BNo ratings yet
- C Charts: NCSS Statistical SoftwareDocument15 pagesC Charts: NCSS Statistical SoftwareIsha BNo ratings yet
- Monitoring The Software Development Process Using A Short-Run Control ChartDocument21 pagesMonitoring The Software Development Process Using A Short-Run Control ChartIsha BNo ratings yet
- Control Chart Constants and FormulaeDocument3 pagesControl Chart Constants and FormulaeBen DesireNo ratings yet
- REliability Quiz 2Document24 pagesREliability Quiz 2Isha BNo ratings yet
- Executive Summary: 1. Paper Clip Bent at 90Document8 pagesExecutive Summary: 1. Paper Clip Bent at 90Isha BNo ratings yet
- Stat Problem DataDocument2 pagesStat Problem DataIsha BNo ratings yet
- Practice Exam Part 1Document17 pagesPractice Exam Part 1Isha BNo ratings yet
- Application of Full Factorial Design Method For Optimization of Heavy Metal Release From Lead Smelting SlagDocument13 pagesApplication of Full Factorial Design Method For Optimization of Heavy Metal Release From Lead Smelting SlagIsha BNo ratings yet
- Question 1 (2 Points) : Quiz Section 1 The Following Data Applies To Questions 1 To 7Document14 pagesQuestion 1 (2 Points) : Quiz Section 1 The Following Data Applies To Questions 1 To 7Isha BNo ratings yet
- Application of Full Factorial Design Method For Optimization of Heavy Metal Release From Lead Smelting SlagDocument13 pagesApplication of Full Factorial Design Method For Optimization of Heavy Metal Release From Lead Smelting SlagIsha BNo ratings yet
- REliability Quiz 2Document24 pagesREliability Quiz 2Isha BNo ratings yet
- QUAL8190 Group Project - Ass #1 Spring 2021 InstructionsDocument1 pageQUAL8190 Group Project - Ass #1 Spring 2021 InstructionsIsha BNo ratings yet
- REliability Quiz 2Document24 pagesREliability Quiz 2Isha BNo ratings yet
- ASt Asnn3Document13 pagesASt Asnn3Isha BNo ratings yet
- APA 7 Version - Paper TemplateDocument3 pagesAPA 7 Version - Paper TemplateIsha BNo ratings yet
- FIGDocument4 pagesFIGIsha BNo ratings yet
- Leonova EmeraldDocument170 pagesLeonova EmeraldbungrisNo ratings yet
- 【JESIOTIS-0002】OTIS Maintenance Manual Consol (LCB2 LMCB GDCB)Document13 pages【JESIOTIS-0002】OTIS Maintenance Manual Consol (LCB2 LMCB GDCB)Resta Sativa100% (4)
- Introduction To Fortran: The Fortran Programming LanguageDocument16 pagesIntroduction To Fortran: The Fortran Programming LanguageChrisNo ratings yet
- Chapter 1: The Need For Cybersecurity: Instructor MaterialsDocument23 pagesChapter 1: The Need For Cybersecurity: Instructor MaterialsPenrose LearningNo ratings yet
- Microsoft Speech Linux PDFDocument441 pagesMicrosoft Speech Linux PDFLehel Dorian KovachNo ratings yet
- PIS-SPOJENO MergedDocument153 pagesPIS-SPOJENO MergedZikanNo ratings yet
- Data Visualization: Created By: Joshua Rafael SanchezDocument39 pagesData Visualization: Created By: Joshua Rafael SanchezNicholasRaheNo ratings yet
- What Is JSON?: 2.4. Apache Virtual HostDocument2 pagesWhat Is JSON?: 2.4. Apache Virtual HostYatin BishtNo ratings yet
- Product Review and Short Takes From QST MagazineDocument11 pagesProduct Review and Short Takes From QST Magazinenihilistu12No ratings yet
- CoolMastePro Submittal Data-Sheet For The US MarketDocument2 pagesCoolMastePro Submittal Data-Sheet For The US Marketalejandro pimientaNo ratings yet
- Aiml Assignment - 1Document2 pagesAiml Assignment - 1chethan m sNo ratings yet
- Itdumpsfree: Get Free Valid Exam Dumps and Pass Your Exam Test With ConfidenceDocument4 pagesItdumpsfree: Get Free Valid Exam Dumps and Pass Your Exam Test With Confidencelolbo2002No ratings yet
- Manual Tecnico X-DockDocument45 pagesManual Tecnico X-Dockcristian escobarNo ratings yet
- Chapter 7 - Inheritance in JavaDocument22 pagesChapter 7 - Inheritance in Javakartikn91No ratings yet
- Sparklin 2023Document24 pagesSparklin 2023himanshu sharmaNo ratings yet
- Quiz 2Document1 pageQuiz 2zainabathar atharaltafNo ratings yet
- Exchange Server 2010 Introduction To Supporting AdministrationDocument101 pagesExchange Server 2010 Introduction To Supporting AdministrationRazdolbaitusNo ratings yet
- SvMahalle cv-1Document3 pagesSvMahalle cv-1Akshay DeshmukhNo ratings yet
- IT Essentials 1 2 Syllabus Rev Spring 2018Document10 pagesIT Essentials 1 2 Syllabus Rev Spring 2018Dimas Tejo GumilangNo ratings yet
- QXDM User Guide PDF: Read/DownloadDocument2 pagesQXDM User Guide PDF: Read/Downloadfani zuhri0% (4)
- Overview of Virtual Reality Technologies: Yuri Antonio Gonçalves Vilas BoasDocument6 pagesOverview of Virtual Reality Technologies: Yuri Antonio Gonçalves Vilas BoasAdya RizkyNo ratings yet
- Otto F. Kernberg - Transtornos Graves de PersonalidadeDocument58 pagesOtto F. Kernberg - Transtornos Graves de PersonalidadePaulo F. F. Alves0% (2)
- Database Management System Lab Manual: Roll No: - Name: - Sem: - SectionDocument17 pagesDatabase Management System Lab Manual: Roll No: - Name: - Sem: - SectionareejNo ratings yet
- Condition-Monitoring 12 LIT-01.407 enDocument16 pagesCondition-Monitoring 12 LIT-01.407 enYoussef GhanemNo ratings yet
- (Case Study) Big Data, Big RewardsDocument2 pages(Case Study) Big Data, Big RewardsHoàng Hải Yến TrầnNo ratings yet
- Data Stage DataIntegration - Fund - All - Slides PDFDocument476 pagesData Stage DataIntegration - Fund - All - Slides PDFwanlicNo ratings yet
- Comp3301 OutlineDocument5 pagesComp3301 OutlinenenesNo ratings yet
- Message Hypothesis WorksheetDocument3 pagesMessage Hypothesis WorksheetPeter Smith100% (1)
- Group A Assignment No: 5 Class: T.E. Computer Roll NoDocument6 pagesGroup A Assignment No: 5 Class: T.E. Computer Roll NoShreeraj GhadgeNo ratings yet
- Semantic and Contextual Knowledge Representation Using Inter - Lingua For Automated Assessment of Structured C++ ProgramDocument4 pagesSemantic and Contextual Knowledge Representation Using Inter - Lingua For Automated Assessment of Structured C++ ProgramIJAR JOURNALNo ratings yet