You might also like
- Mbe900 A I ManualDocument336 pagesMbe900 A I ManualJesus Vega Hummer100% (1)
- Hot Dip GalvanizingDocument50 pagesHot Dip GalvanizingkevinNo ratings yet
- Titanium Alloys and Its PropertiesDocument26 pagesTitanium Alloys and Its PropertiesAnand Prabhu100% (1)
- Gas Turbine Hot Path MaterialsDocument66 pagesGas Turbine Hot Path Materialsronyjohnson100% (4)
- Section IV - Site Civil Construction - Major Buildings Scope of WorkDocument51 pagesSection IV - Site Civil Construction - Major Buildings Scope of WorkAyodele Oluwaseyi Dina50% (2)
- Concreto Simple Gerardo Antonio Rivera LopezDocument459 pagesConcreto Simple Gerardo Antonio Rivera Lopezjuan95se100% (2)
- EP104 L6aNonMetals (Ceramics) Jul14Document29 pagesEP104 L6aNonMetals (Ceramics) Jul14arvinashNo ratings yet
- Nickel Based SuperalloysDocument20 pagesNickel Based SuperalloysKarthik 029CSK100% (1)
- Simpson Strong-Tie Connector CatalogDocument76 pagesSimpson Strong-Tie Connector Cataloge1912188No ratings yet
- LG&E Residential Gas - HandbookDocument113 pagesLG&E Residential Gas - Handbookjpw1995No ratings yet
- Conveyor and Elevator Belt Handbook PDFDocument140 pagesConveyor and Elevator Belt Handbook PDFSegni NasriNo ratings yet
- Nickle Based SuperalloyDocument25 pagesNickle Based SuperalloyLavesh Kumar100% (1)
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
- Cooling System WA600!6!22272Document15 pagesCooling System WA600!6!22272Ventsislav VenevNo ratings yet
- Ceramic Uses and ProcessesDocument22 pagesCeramic Uses and ProcessesWang Zheng FengNo ratings yet
- Nano Science and TechnologyDocument33 pagesNano Science and TechnologyAgnivesh SharmaNo ratings yet
- Super AlloysDocument17 pagesSuper AlloysjoshibecNo ratings yet
- A Brief Study On Nickel Based SuperalloysDocument22 pagesA Brief Study On Nickel Based SuperalloysVIMAL JOSHYNo ratings yet
- Unit-I Heat Treatment of SuperalloysDocument15 pagesUnit-I Heat Treatment of SuperalloysJ JhansibaiNo ratings yet
- Nickel Base Alloys: Topics To Discuss .Document15 pagesNickel Base Alloys: Topics To Discuss .Muhammad Zam-zamNo ratings yet
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- Lecture 3 Titanium and Its AlloysDocument13 pagesLecture 3 Titanium and Its AlloysMarisa RobertsNo ratings yet
- Lecture 3 Titanium and Its AlloysDocument13 pagesLecture 3 Titanium and Its AlloysEric TaylorNo ratings yet
- Engineering Alloys (307) Lecture 7 Titanium Alloys I: David DyeDocument15 pagesEngineering Alloys (307) Lecture 7 Titanium Alloys I: David DyeFelipe Perissé Duarte LopesNo ratings yet
- L9 Ti Slides - WebDocument23 pagesL9 Ti Slides - WebFelipe Perissé Duarte LopesNo ratings yet
- Superalloy 170319190247Document36 pagesSuperalloy 170319190247AliNo ratings yet
- Stainless SteelsDocument23 pagesStainless SteelsmohammadkhairyNo ratings yet
- 11.titanium Bio-Metallic AlloysDocument21 pages11.titanium Bio-Metallic AlloysAniket SinghNo ratings yet
- Ti and Its AlloysDocument11 pagesTi and Its AlloysAravNo ratings yet
- NI Base Super AlloyDocument13 pagesNI Base Super AlloyDileepMeenaNo ratings yet
- Pure Titanium: Metallurgy of T Itanium and Its AlloysDocument8 pagesPure Titanium: Metallurgy of T Itanium and Its AlloysLowry GuettaNo ratings yet
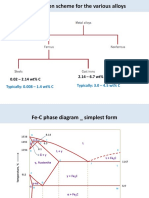
- Classification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CDocument19 pagesClassification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CAlex HalesNo ratings yet
- Repaso Titanium and Super AlloysDocument5 pagesRepaso Titanium and Super AlloysDany ChNo ratings yet
- Superalloys PDFDocument21 pagesSuperalloys PDFshilpakumari.webNo ratings yet
- WaspaloyDocument12 pagesWaspaloyJayesh ChaudhariNo ratings yet
- 03-Super AlloysDocument14 pages03-Super AlloysAdura Ogunnu100% (1)
- Metalurgia BásicaDocument30 pagesMetalurgia BásicaClever Ricardo ChinagliaNo ratings yet
- Topic 9.3Document10 pagesTopic 9.3Yahya ShukurovNo ratings yet
- Ni (5~13)Co (10~16)Cr (5~9)W 5Al (1~1.5)Ti (3~6)Ta合金的高温抗氧化性能 PDFDocument8 pagesNi (5~13)Co (10~16)Cr (5~9)W 5Al (1~1.5)Ti (3~6)Ta合金的高温抗氧化性能 PDFhk esatonNo ratings yet
- 113resuelto Procesamiento-Ceramicos ch13Document26 pages113resuelto Procesamiento-Ceramicos ch13Isac NumNo ratings yet
- Maraging Steel: 1. Introduction and General CharacteristicsDocument12 pagesMaraging Steel: 1. Introduction and General CharacteristicsMubash Abd100% (1)
- Impact of A Post-Casting Homogenization TreatmentDocument28 pagesImpact of A Post-Casting Homogenization Treatment18-063 Fajar Pratama MaulanaNo ratings yet
- Microstructures of Iron-Carbon Alloys: Fine Pearlite 3000XDocument9 pagesMicrostructures of Iron-Carbon Alloys: Fine Pearlite 3000XVaishu 07No ratings yet
- R e F R A C T o R y M e T A L S A N D R e F R A C T o R y M e T A L A L L o y SDocument24 pagesR e F R A C T o R y M e T A L S A N D R e F R A C T o R y M e T A L A L L o y Saustenita14No ratings yet
- CerámicosDocument48 pagesCerámicosJulieta María CarballoNo ratings yet
- Final Welding of Ti Alloys and MG AlloysDocument32 pagesFinal Welding of Ti Alloys and MG AlloysArjyajyoti GoswamiNo ratings yet
- Super AlloysDocument17 pagesSuper AlloysMohamed WahidNo ratings yet
- PM - Lecture 02Document45 pagesPM - Lecture 02Sheikh Sabbir SarforazNo ratings yet
- Lab 10 Ti, MG, AlDocument24 pagesLab 10 Ti, MG, Alegesenturk2000No ratings yet
- AIEB Course: Science of MaterialsDocument16 pagesAIEB Course: Science of MaterialsKrishna SarkarNo ratings yet
- TP 153 DemineralizationDocument10 pagesTP 153 Demineralizationkarim_shallNo ratings yet
- Polymorphism / Allotropy: Temperature and Pressure. This Phenomenon Is Termed PolymorphismDocument17 pagesPolymorphism / Allotropy: Temperature and Pressure. This Phenomenon Is Termed PolymorphismGayathri Shrushti. V mm19b031No ratings yet
- Silicon Preparation in Semiconductor Manufacturing: Sean Liu PHY 375SDocument15 pagesSilicon Preparation in Semiconductor Manufacturing: Sean Liu PHY 375SSean LiuNo ratings yet
- High Temperature Corrosion Failure of Super Alloy Turbine Blades PDFDocument14 pagesHigh Temperature Corrosion Failure of Super Alloy Turbine Blades PDFhengki wibowoNo ratings yet
- Material Science 1 Assignment 2Document4 pagesMaterial Science 1 Assignment 2Mehul BansalNo ratings yet
- Basics of in 718 (Autosaved)Document13 pagesBasics of in 718 (Autosaved)himanshu51297No ratings yet
- Casting: 2.810 Prof. Timothy GutowskiDocument63 pagesCasting: 2.810 Prof. Timothy GutowskiLi BoNo ratings yet
- 2016-1 Influence of Ti3AlC2on Corrosion Resistance and Microstructure ofAl2O3-Ti3AlC2-C Refractories in Contact With Ladle SlagDocument7 pages2016-1 Influence of Ti3AlC2on Corrosion Resistance and Microstructure ofAl2O3-Ti3AlC2-C Refractories in Contact With Ladle SlagJunfeng ChenNo ratings yet
- ME3251E-Topic IV Organic and Inorganic Materials (2020)Document73 pagesME3251E-Topic IV Organic and Inorganic Materials (2020)Teo Xuan MinNo ratings yet
- MISIF - SS Corrosion and How To Stop It 23 MayDocument66 pagesMISIF - SS Corrosion and How To Stop It 23 Maycelalkeskiner94No ratings yet
- Lec 1Document22 pagesLec 1Os ,No ratings yet
- "Superalloy",: Is The Most Effective and Futuristic Alloy System of Modern TimesDocument24 pages"Superalloy",: Is The Most Effective and Futuristic Alloy System of Modern TimesKASHFI UDDINNo ratings yet
- Ding - (2015) - The Natural Aging and Precipiation Hardening Behaviour of Al-Mg-Si-Cu Alloys With Different MG - Si Ratio and Cu AdditionsDocument8 pagesDing - (2015) - The Natural Aging and Precipiation Hardening Behaviour of Al-Mg-Si-Cu Alloys With Different MG - Si Ratio and Cu AdditionsB Mohan RaoNo ratings yet
- Materiales Aeroespaciales Conventional Titanium Alloys Aeros2Document19 pagesMateriales Aeroespaciales Conventional Titanium Alloys Aeros2filibertonvNo ratings yet
- Analytical Chemistry of Zirconium and Hafnium: International Series of Monographs in Analytical ChemistryFrom EverandAnalytical Chemistry of Zirconium and Hafnium: International Series of Monographs in Analytical ChemistryNo ratings yet
- Use of The Hot Stage Microscope To Evaluate The Characteristics and Behaviour of Frits and Glazes at Different Heating RatesDocument9 pagesUse of The Hot Stage Microscope To Evaluate The Characteristics and Behaviour of Frits and Glazes at Different Heating RatesdadanNo ratings yet
- Mendarda-2 - 105 - ReportDocument12 pagesMendarda-2 - 105 - ReportBolt SankhaniNo ratings yet
- Sandwich For Ship Deck StructureDocument5 pagesSandwich For Ship Deck Structurepratamayarianto01No ratings yet
- Tivar 88 PDS e 10022014Document1 pageTivar 88 PDS e 10022014EDDY PINONo ratings yet
- LG Chem: LG PVC Ls100HDocument1 pageLG Chem: LG PVC Ls100HKavyatanuja NomulaNo ratings yet
- PriceList Royu Wires Devices JAN 2018 Issue V1Document6 pagesPriceList Royu Wires Devices JAN 2018 Issue V1Rafael VillafloresNo ratings yet
- MOON ON A RAINBOW SHAWL Scene of The PlayDocument3 pagesMOON ON A RAINBOW SHAWL Scene of The PlayremelroseNo ratings yet
- LAY OUT PLAN-Ware House-Structure-RL-1-ModelDocument1 pageLAY OUT PLAN-Ware House-Structure-RL-1-ModelAbid AyubNo ratings yet
- Octg New - Octg Supply Range 104Document8 pagesOctg New - Octg Supply Range 104Mehdi SoltaniNo ratings yet
- AC COLEMAN-USA RV MARINE COFOR OptDocument16 pagesAC COLEMAN-USA RV MARINE COFOR OptElio BATONI0% (1)
- Document Title: Revision: Vendor Rev.: Facility Identifier: Discipline: Document Type: Project Doc. Number: Vendor Doc. NumberDocument5 pagesDocument Title: Revision: Vendor Rev.: Facility Identifier: Discipline: Document Type: Project Doc. Number: Vendor Doc. Numberrajindo1No ratings yet
- The RoofDek Range at A Glance PDFDocument6 pagesThe RoofDek Range at A Glance PDFThaung MyintNo ratings yet
- Performance Analysis of Hydraulic Lime Grouts For Masonry RepairDocument174 pagesPerformance Analysis of Hydraulic Lime Grouts For Masonry RepairDipak ThakerNo ratings yet
- Full TextDocument22 pagesFull TextMikey_mike007No ratings yet
- Stainless PipeDocument10 pagesStainless Pipetepu msosaNo ratings yet
- NCP 2016 Military Coatings GuideDocument20 pagesNCP 2016 Military Coatings GuideBrijith ShenoiNo ratings yet
- Lesson 12 Air Release in Piping Systems: ObjectiveDocument5 pagesLesson 12 Air Release in Piping Systems: ObjectivemeshahanNo ratings yet
- WiringDocument21 pagesWiringSaruNo ratings yet
- ASHRAE Journal - Select & Control Economizer Dampers in VAV Systems - TaylorDocument7 pagesASHRAE Journal - Select & Control Economizer Dampers in VAV Systems - Taylorsajuhere100% (1)
- Grilo 2018Document17 pagesGrilo 2018Ibrahim TalaatNo ratings yet
- Astm D 1854 PDFDocument3 pagesAstm D 1854 PDFJohn Errol Saldevar MarcosNo ratings yet