You might also like
- Super AlloysDocument17 pagesSuper AlloysMohamed WahidNo ratings yet
- Superalloy 170319190247Document36 pagesSuperalloy 170319190247AliNo ratings yet
- Nickel Base Alloys: WhiteDocument31 pagesNickel Base Alloys: WhitePrasetyo Adi100% (1)
- 404 Superalloys: Y' 6, or Y"Document11 pages404 Superalloys: Y' 6, or Y"Kasia MazurNo ratings yet
- Nickel Base Alloys: Topics To Discuss .Document15 pagesNickel Base Alloys: Topics To Discuss .Muhammad Zam-zamNo ratings yet
- Nickel Based SuperalloysDocument20 pagesNickel Based SuperalloysKarthik 029CSK100% (1)
- High Temperature Corrosion Failure of Super Alloy Turbine Blades PDFDocument14 pagesHigh Temperature Corrosion Failure of Super Alloy Turbine Blades PDFhengki wibowoNo ratings yet
- Superalloy Materials Jan2020.6310.1581323319.4601Document67 pagesSuperalloy Materials Jan2020.6310.1581323319.4601EudoNo ratings yet
- 03-Super AlloysDocument14 pages03-Super AlloysAdura Ogunnu100% (1)
- A Brief Study On Nickel Based SuperalloysDocument22 pagesA Brief Study On Nickel Based SuperalloysVIMAL JOSHYNo ratings yet
- Precipitation in The Ni-Cu-Base Alloy Monel K-500Document13 pagesPrecipitation in The Ni-Cu-Base Alloy Monel K-500farhadeeNo ratings yet
- Nickel Based Superalloys UsesDocument6 pagesNickel Based Superalloys UsesHeanjiaAlloysNo ratings yet
- Maraging Steel - WikipediaDocument5 pagesMaraging Steel - WikipediaVysakh VasudevanNo ratings yet
- Structure and Application of Non Ferrous MetalsDocument79 pagesStructure and Application of Non Ferrous MetalsRachmat HermawanNo ratings yet
- Presentation14 ALLOY STEELDocument41 pagesPresentation14 ALLOY STEELMahadi HasanNo ratings yet
- R e F R A C T o R y M e T A L S A N D R e F R A C T o R y M e T A L A L L o y SDocument24 pagesR e F R A C T o R y M e T A L S A N D R e F R A C T o R y M e T A L A L L o y Saustenita14No ratings yet
- CH 11Document55 pagesCH 11Anuj shuklaNo ratings yet
- Maraging Steel: Maraging Steels (A Portmanteau of "Martensitic" and "Aging") Are Steels (Iron Alloys) That Are KnownDocument5 pagesMaraging Steel: Maraging Steels (A Portmanteau of "Martensitic" and "Aging") Are Steels (Iron Alloys) That Are KnownVysakh VasudevanNo ratings yet
- Al Alaşim Elementleri̇ h1-13Document13 pagesAl Alaşim Elementleri̇ h1-13KaanMertNo ratings yet
- Stainless Steel AOD Operation and Slag OptimisationDocument41 pagesStainless Steel AOD Operation and Slag OptimisationRamiz Shaikh100% (1)
- Project 2018 RefDocument36 pagesProject 2018 Reffaisalmir27No ratings yet
- Stainless Steel AOD Operation and Slag Optimisation PDFDocument41 pagesStainless Steel AOD Operation and Slag Optimisation PDFPrakash MishraNo ratings yet
- Melting PracticeDocument12 pagesMelting PracticeJaya Ram MNo ratings yet
- "Superalloy",: Is The Most Effective and Futuristic Alloy System of Modern TimesDocument24 pages"Superalloy",: Is The Most Effective and Futuristic Alloy System of Modern TimesKASHFI UDDINNo ratings yet
- Ch13 Materials ApplicationsDocument63 pagesCh13 Materials ApplicationsThefairman UnkownNo ratings yet
- Metallurgical Properties of Cast IronsDocument21 pagesMetallurgical Properties of Cast IronsAleš NagodeNo ratings yet
- Part 4 Nonferrous AlloysDocument23 pagesPart 4 Nonferrous AlloysAhmed awwadNo ratings yet
- Metallurgical Properties of Cast Irons: The Worlds Best ElementDocument21 pagesMetallurgical Properties of Cast Irons: The Worlds Best Elementa.bNo ratings yet
- NI Base Super AlloyDocument13 pagesNI Base Super AlloyDileepMeenaNo ratings yet
- SuperalloyDocument5 pagesSuperalloyJayanthi Arumugam JayanthiNo ratings yet
- SteelDocument1 pageSteelSinhro018No ratings yet
- PM Lecture 03Document72 pagesPM Lecture 03Sheikh Sabbir SarforazNo ratings yet
- Non-Ferrous Alloy: 1-Light Alloys: These Alloys Are Characterized by Low Density, in General About (6.6) MG/MDocument4 pagesNon-Ferrous Alloy: 1-Light Alloys: These Alloys Are Characterized by Low Density, in General About (6.6) MG/Mحسين كاظم ياسينNo ratings yet
- Chapter Two - Nonferrous AlloysDocument3 pagesChapter Two - Nonferrous Alloysباسمي العشقNo ratings yet
- WeldingDocument176 pagesWeldingPankaj Kumar67% (3)
- Stainless Steel Metallurgy-Manufacturing Process, Grades & Role of Alloying ElementsDocument35 pagesStainless Steel Metallurgy-Manufacturing Process, Grades & Role of Alloying ElementsLalit MohanNo ratings yet
- Superalloys - A Primer and HistoryDocument4 pagesSuperalloys - A Primer and Historyhemakumars100% (1)
- Nickel and Nickel AlloysDocument0 pagesNickel and Nickel Alloysidien100% (1)
- Material Science and Engineering Ch. 11 SolDocument56 pagesMaterial Science and Engineering Ch. 11 SolPatrick Gibson100% (1)
- Welding of Ni Alloy-IraqDocument17 pagesWelding of Ni Alloy-Iraqkhairy2013No ratings yet
- 1,2,3Document72 pages1,2,3Hussein Turi HtgNo ratings yet
- Chapter 2 Alloys - 2012 - Applied Welding EngineeringDocument5 pagesChapter 2 Alloys - 2012 - Applied Welding EngineeringJames LeonNo ratings yet
- Lecture 3 Titanium and Its AlloysDocument13 pagesLecture 3 Titanium and Its AlloysEric TaylorNo ratings yet
- Light Metals and Their AlloysDocument55 pagesLight Metals and Their Alloysmurari100% (1)
- Assignment No2 Ferrous MetalsDocument11 pagesAssignment No2 Ferrous MetalsAbdullah AnjumNo ratings yet
- Metallurgical Engineering Interview QuestionsDocument5 pagesMetallurgical Engineering Interview Questionsbuvana1980No ratings yet
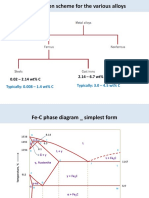
- Classification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CDocument19 pagesClassification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CAlex HalesNo ratings yet
- Ch-27.7 Alloying Element of Steel and Alloy SteelDocument51 pagesCh-27.7 Alloying Element of Steel and Alloy SteelSmruti Ranjan PattanayakNo ratings yet
- COBALT - FACTS-Metallurgical - UsesDocument15 pagesCOBALT - FACTS-Metallurgical - UsesMarlon BombiNo ratings yet
- Nickle Based SuperalloyDocument25 pagesNickle Based SuperalloyLavesh Kumar100% (1)
- Microstructures of Iron-Carbon Alloys: Fine Pearlite 3000XDocument9 pagesMicrostructures of Iron-Carbon Alloys: Fine Pearlite 3000XVaishu 07No ratings yet
- Lecture 3 Titanium and Its AlloysDocument13 pagesLecture 3 Titanium and Its AlloysMarisa RobertsNo ratings yet
- Ni Based Superalloy: Casting Technology, Metallurgy, Development, Properties and ApplicationsDocument46 pagesNi Based Superalloy: Casting Technology, Metallurgy, Development, Properties and ApplicationsffazlaliNo ratings yet
- BKK Bab 5 Logam-Paduan LogamDocument41 pagesBKK Bab 5 Logam-Paduan LogamWahid MuchlasonNo ratings yet
- The Role of Niobium in Austenitic and Duplex Stainless SteelsDocument25 pagesThe Role of Niobium in Austenitic and Duplex Stainless SteelsZoe SideriNo ratings yet
- Ch13 Materials ApplicationsDocument69 pagesCh13 Materials ApplicationsRhanganath ArivudainambiNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
- IHA Conditions For ContractorsDocument15 pagesIHA Conditions For ContractorsGOPAL GARGNo ratings yet
- Texapon N 701Document12 pagesTexapon N 701Omar Eduardo Davalillo MarínNo ratings yet
- Precipitation Titration and Determination of Solubility of Sparingly Soluble SaltDocument5 pagesPrecipitation Titration and Determination of Solubility of Sparingly Soluble Saltdua krNo ratings yet
- 1.2 Chemical Reagents and Laboratory Supplies 1Document4 pages1.2 Chemical Reagents and Laboratory Supplies 1Justine Mel Concepcion IlardeNo ratings yet
- Awwa C906-21Document14 pagesAwwa C906-21Juan PulgarNo ratings yet
- NSF/ANSI/CAN 600 - 2021: Health Effects Evaluation and Criteria For Chemicals in Drinking WaterDocument201 pagesNSF/ANSI/CAN 600 - 2021: Health Effects Evaluation and Criteria For Chemicals in Drinking WaterFaiz SabianNo ratings yet
- Manufacture of Phenol Formaldehyde Resin PDFDocument56 pagesManufacture of Phenol Formaldehyde Resin PDFAhmed Ali89% (19)
- VOC Compliant 2K PUR Coatings in Low ... - Bayercoatings - deDocument32 pagesVOC Compliant 2K PUR Coatings in Low ... - Bayercoatings - desriatul2006No ratings yet
- Industrial Training RecordDocument31 pagesIndustrial Training RecordPrint SolutionNo ratings yet
- Particle Characterization and Size Reduction: LecturerDocument34 pagesParticle Characterization and Size Reduction: LecturerJane Eilyza AballaNo ratings yet
- 784 1550 1 PBDocument10 pages784 1550 1 PBKafa AriaNo ratings yet
- Printing Ink & Decorative Paint Manufacturers - BangladeshDocument9 pagesPrinting Ink & Decorative Paint Manufacturers - BangladeshFuture InnovationsNo ratings yet
- Page 2 - Group 3 - Class 11-5Document1 pagePage 2 - Group 3 - Class 11-5Yuke DjuliantiNo ratings yet
- Adsorbents Purification Olefin Polymer Streams BrochureDocument12 pagesAdsorbents Purification Olefin Polymer Streams BrochureMaría Belén JaureguiNo ratings yet
- Hydroxyapatite Barium Titanate Biocoatings Using RDocument16 pagesHydroxyapatite Barium Titanate Biocoatings Using RRoberto GomezNo ratings yet
- Cv. NEW. FAJARDocument7 pagesCv. NEW. FAJARradenkobalarifinNo ratings yet
- Waterglass Vs AlkoxideDocument6 pagesWaterglass Vs AlkoxideShazni AhamedNo ratings yet
- 2C-03-01 Rev 0Document2 pages2C-03-01 Rev 0Christian Martínez G.No ratings yet
- CBSE Class 10 Science - Acids Bases and SaltsDocument2 pagesCBSE Class 10 Science - Acids Bases and SaltsS K KUSHWAHANo ratings yet
- Significance of The Study, Scope and Delimitation and Defination of TermsDocument4 pagesSignificance of The Study, Scope and Delimitation and Defination of TermsClaire Jean GenayasNo ratings yet
- Nytro Libra - SE - en - SDSDocument20 pagesNytro Libra - SE - en - SDSAUFA JAYA PERKASANo ratings yet
- PPH 4069Document1 pagePPH 4069tranoNo ratings yet
- Mass Balance PDFDocument5 pagesMass Balance PDFElai MacabitNo ratings yet
- Assignment: Chapter 3: Metal Forming and Shaping ProcessesDocument22 pagesAssignment: Chapter 3: Metal Forming and Shaping ProcessesIrfanNo ratings yet
- Evaluation of Cell Viability With A Single Fluorescent ProbeDocument7 pagesEvaluation of Cell Viability With A Single Fluorescent ProbeTan HDTNo ratings yet
- Class 11 Chemistry Chapter 9 NotesDocument8 pagesClass 11 Chemistry Chapter 9 NotessharafatzadranNo ratings yet
- Straddles and Pack-Off Equipment 5-1Document12 pagesStraddles and Pack-Off Equipment 5-1Sergio H. MonjeNo ratings yet
- Bilirubin Direct: ADL/V.01/110314Document1 pageBilirubin Direct: ADL/V.01/110314S MNo ratings yet
- Ss 304 Microstructure ExplainedDocument5 pagesSs 304 Microstructure ExplainedNafillah AbdurrahmanNo ratings yet
- Cycling WebQuest Spring 2009 ANSWERS - 2Document5 pagesCycling WebQuest Spring 2009 ANSWERS - 2Anggi Putra PermanaNo ratings yet