You might also like
- ASME Sec (1) .IX 정리Document10 pagesASME Sec (1) .IX 정리Hyunjong MoonNo ratings yet
- 배관규격과재질Document65 pages배관규격과재질Tr100% (1)
- Cswip번역교재 06 Materials InspectionDocument3 pagesCswip번역교재 06 Materials Inspectionkyeong cheol leeNo ratings yet
- 3- 삼영검사 (PAUT현장적용사례) PDFDocument20 pages3- 삼영검사 (PAUT현장적용사례) PDFyoonchankim0911No ratings yet
- 배관자재 교육Document105 pages배관자재 교육최승원No ratings yet
- 국가규격해설Document14 pages국가규격해설서진석No ratings yet
- 파이프표준규격 PDFDocument15 pages파이프표준규격 PDF윤병택No ratings yet
- asme code해설 (용접)Document18 pagesasme code해설 (용접)김강형100% (1)
- CODE에 따른 PQR작성요령Document34 pagesCODE에 따른 PQR작성요령Kyeong Cheol LeeNo ratings yet
- 발전설비용접Document402 pages발전설비용접BS AhnNo ratings yet
- WPS 용접절차인증Document6 pagesWPS 용접절차인증백종균No ratings yet
- wps 검토요령서Document7 pageswps 검토요령서윤동민100% (1)
- Products GuideDocument189 pagesProducts GuidesharfutajNo ratings yet
- 배관 진동Document15 pages배관 진동Jaeup YouNo ratings yet
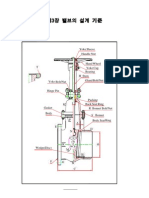
- 제3장 밸브의 설계Document3 pages제3장 밸브의 설계윤병택No ratings yet
- Code and Standard 소개 - 2018Document78 pagesCode and Standard 소개 - 2018김진우No ratings yet
- WPS & PQR 작성지침 및 해설Document34 pagesWPS & PQR 작성지침 및 해설백종균0% (1)
- API규격해설 2 PDFDocument24 pagesAPI규격해설 2 PDFmyungkwan haNo ratings yet
- 배관규격자료Document180 pages배관규격자료yoonchankim0911No ratings yet
- 130507 발전소 시스템 이해Document69 pages130507 발전소 시스템 이해Sangmoon Jeon100% (2)
- D3503 - SS275 (Previous - SS400) From 2017, JanDocument18 pagesD3503 - SS275 (Previous - SS400) From 2017, JancongtubatdaNo ratings yet
- 용접사자격인증검증 (WQ)Document13 pages용접사자격인증검증 (WQ)이경철No ratings yet
- ASTM E328 Stress Relaxation TestDocument15 pagesASTM E328 Stress Relaxation TestRoss ByersNo ratings yet
- PAUT 및 TOFD의 장단점 비교Document19 pagesPAUT 및 TOFD의 장단점 비교Yulkyung SungNo ratings yet
- 부식강좌Document187 pages부식강좌백종균100% (1)
- Education Data of VALVE PDFDocument81 pagesEducation Data of VALVE PDFkyeong cheol leeNo ratings yet
- 3.위상배열 초음파 탐상기 - 교정Document22 pages3.위상배열 초음파 탐상기 - 교정Yulkyung SungNo ratings yet
- 비파괴 강의교제 (CJ)Document43 pages비파괴 강의교제 (CJ)PARK, SANGYEOLNo ratings yet
- 한국수자원공사 시방서Document202 pages한국수자원공사 시방서igaec100% (1)
- ut 교제 (용접부 검사)Document17 pagesut 교제 (용접부 검사)권태경No ratings yet
- UT 교제 (수직탐상)Document27 pagesUT 교제 (수직탐상)전상문No ratings yet
- 건축설비기사실기Document5 pages건축설비기사실기박선미100% (1)
- 5. 첨단초음파탐상규격Document40 pages5. 첨단초음파탐상규격Tĩnh Hồ TrungNo ratings yet
- ISO 9001 14001 2015 교육교재Document83 pagesISO 9001 14001 2015 교육교재김정철No ratings yet
- ASME Ⅰ - Ⅷ - B31.1 code NDE요건 정리Document4 pagesASME Ⅰ - Ⅷ - B31.1 code NDE요건 정리이훈100% (1)
- GettingStarted KODocument48 pagesGettingStarted KOJoseMelMPNo ratings yet
- Dongkuk Steel, Korea.Document26 pagesDongkuk Steel, Korea.Swapnil PalavNo ratings yet
- KS D3514 - 2002 (Wire Rope)Document35 pagesKS D3514 - 2002 (Wire Rope)Chanhyok ParkNo ratings yet
- Module 6 & 8 - 강의-1 - RDocument2 pagesModule 6 & 8 - 강의-1 - Rkyeong cheol leeNo ratings yet
- Asme B31.3Document2 pagesAsme B31.3hj.jungNo ratings yet
- API 1104 - Module 5Document18 pagesAPI 1104 - Module 5kyeong cheol lee0% (1)
- api 1104 - module 3 - (6,7,8장)Document15 pagesapi 1104 - module 3 - (6,7,8장)kyeong cheol leeNo ratings yet
- Asme Impact TestDocument66 pagesAsme Impact TestNeelam AhmadNo ratings yet
- KS D 4102 (SCMn2A) 구 버전Document8 pagesKS D 4102 (SCMn2A) 구 버전congtubatdaNo ratings yet
- Cswip번역교재 03 Weld ImperfectionsDocument18 pagesCswip번역교재 03 Weld Imperfectionskyeong cheol leeNo ratings yet
- SIRE CDI Checklist (2021.06.20)Document35 pagesSIRE CDI Checklist (2021.06.20)Phyoko0% (1)
- KS B 0233 PDFDocument28 pagesKS B 0233 PDF김규백No ratings yet
- 기계요소설계 3주차 (결합용기계요소 나사)Document25 pages기계요소설계 3주차 (결합용기계요소 나사)kyeong cheol leeNo ratings yet
- D3515 - SM355B (Previous - SM490B) From 2017 JanDocument38 pagesD3515 - SM355B (Previous - SM490B) From 2017 JancongtubatdaNo ratings yet
- MS300-32E (STANDARD TEST METHOD-WOVEN, KNIT) 19.05.13. Rev - 14Document27 pagesMS300-32E (STANDARD TEST METHOD-WOVEN, KNIT) 19.05.13. Rev - 14Knw CalidadNo ratings yet
- 06 Part B Sample Quiz Explain 2009Document14 pages06 Part B Sample Quiz Explain 2009kyeong cheol leeNo ratings yet
- Ac111 190614Document186 pagesAc111 190614Soo Keun YoonNo ratings yet
- Products GuideDocument213 pagesProducts GuideKyungYong ParkNo ratings yet
- 2013.01 Rev.2 Technical Data - KUKIL INNTOTDocument158 pages2013.01 Rev.2 Technical Data - KUKIL INNTOT성수길No ratings yet
- 원전 기기 건전성에 미치는 모의후열처리 온도와 시간 영향 연구 (KHNP-CRI 김홍덕)Document27 pages원전 기기 건전성에 미치는 모의후열처리 온도와 시간 영향 연구 (KHNP-CRI 김홍덕)최승원No ratings yet
- 온도계의 종류와 교정방법 (하)Document14 pages온도계의 종류와 교정방법 (하)김동하No ratings yet
- 열처리Document36 pages열처리김태민100% (1)
- Tokimec Eha Catalog - 20210209Document10 pagesTokimec Eha Catalog - 20210209박채영No ratings yet
- A1 501Document47 pagesA1 501fourier76100% (2)
- 16 Explosion Proof MarkingDocument2 pages16 Explosion Proof Markingdj22500No ratings yet