You might also like
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Workshop Practice II (MEng4191)Document35 pagesWorkshop Practice II (MEng4191)Tesema TeshomeNo ratings yet
- Lathe MachineDocument36 pagesLathe MachinePrem100% (3)
- Lathe-1Document26 pagesLathe-1Meer Umar100% (1)
- Unit-4 Machine ToolsDocument77 pagesUnit-4 Machine ToolsSOURABH GANGWARNo ratings yet
- EnginelatheDocument125 pagesEnginelatheChandra NurikoNo ratings yet
- L3 Lathe SlideDocument36 pagesL3 Lathe SlideSajen PokharelNo ratings yet
- Lathe 01 BlackDocument26 pagesLathe 01 BlackDeepak JangidNo ratings yet
- Lathe 01Document26 pagesLathe 01Deepak JangidNo ratings yet
- Unit III LatheDocument27 pagesUnit III Lathesayan duttaNo ratings yet
- Presentation Metal TurningDocument18 pagesPresentation Metal Turningメルヴリッ クズルエタNo ratings yet
- BME Unit IV Machine ToolsDocument41 pagesBME Unit IV Machine ToolsArvind BhosaleNo ratings yet
- Lathe and Drilling MachineDocument99 pagesLathe and Drilling Machinesagar0% (1)
- Lathe Machine 1sDocument10 pagesLathe Machine 1sMrTurner HoodNo ratings yet
- Machine Tool SDocument14 pagesMachine Tool Ssiri.pogulaNo ratings yet
- Lathe machine safety and setup guideDocument21 pagesLathe machine safety and setup guideWalid AdnanNo ratings yet
- Lathe Machine: The Ultimate GuideDocument24 pagesLathe Machine: The Ultimate GuideAqib KhakhiNo ratings yet
- Lathe MachineDocument27 pagesLathe MachineJade IrasgaNo ratings yet
- Lathe Machine 1Document79 pagesLathe Machine 1ravijecrcNo ratings yet
- Machining Process - I: Lathe MachineDocument48 pagesMachining Process - I: Lathe MachineNajshhsNo ratings yet
- Lathe Machine: - IntroductionDocument29 pagesLathe Machine: - IntroductionQazi Muhammed FayyazNo ratings yet
- CTU Lathe Machine OperationDocument169 pagesCTU Lathe Machine OperationChristopher VergaraNo ratings yet
- Unit 3 Lathe MachineDocument128 pagesUnit 3 Lathe MachineMALINo ratings yet
- LatheDocument130 pagesLatheAjay Sharma86% (7)
- Unit - Ii: Centre Lathe & Special Purpose LathesDocument187 pagesUnit - Ii: Centre Lathe & Special Purpose LathesanithayesurajNo ratings yet
- Unit 4 Machine Tools Lecture 1Document26 pagesUnit 4 Machine Tools Lecture 1Kevin Axl AndamNo ratings yet
- Shaper Planner SlotterDocument49 pagesShaper Planner SlotterDeepak RaiNo ratings yet
- ME 6402 MANUFACTURING TECHNOLOGY- II: FUNCTIONS OF CENTRE LATHEDocument15 pagesME 6402 MANUFACTURING TECHNOLOGY- II: FUNCTIONS OF CENTRE LATHEananda narayananNo ratings yet
- Elements of Mechanical EngineeringDocument52 pagesElements of Mechanical EngineeringJoseph SajanNo ratings yet
- Workshop AssignmentDocument23 pagesWorkshop AssignmentMr. NasrullahNo ratings yet
- Shaper Planner SlotterDocument49 pagesShaper Planner SlottershahidNo ratings yet
- Lathe MachineDocument13 pagesLathe Machinemboniface763No ratings yet
- Lathe WorkDocument186 pagesLathe WorkAjay Sharma100% (1)
- Lathe Machine AssignmentDocument23 pagesLathe Machine AssignmentChristopher Rohrer100% (1)
- Chapter Two Traditional Material Removal Processes MachiningDocument21 pagesChapter Two Traditional Material Removal Processes MachiningkidusNo ratings yet
- Lathe Machine: DR A R M Harunur RashidDocument30 pagesLathe Machine: DR A R M Harunur RashidAHMAD MUSANo ratings yet
- Lathe and Drilling MachinesDocument48 pagesLathe and Drilling MachinesMisga BekeleNo ratings yet
- Lathe MachineDocument34 pagesLathe MachineVaibhav Vithoba Naik100% (1)
- Lathe Machine GuideDocument16 pagesLathe Machine GuideLokesh PatilNo ratings yet
- Lathe ppt2Document130 pagesLathe ppt2manikanth100% (1)
- Operation On Lathe MachineDocument29 pagesOperation On Lathe Machineevil mindsNo ratings yet
- Lathe Machine: Description and Function of Lathe PartsDocument16 pagesLathe Machine: Description and Function of Lathe PartsRenjith Rajendraprasad100% (1)
- Lathe Machine Guide: Parts, Definition, Uses & MoreDocument19 pagesLathe Machine Guide: Parts, Definition, Uses & MoreRitchie Carillo DaugdaugNo ratings yet
- Lathe PDNDocument108 pagesLathe PDNSagar ShindeNo ratings yet
- 1-11 Lathe-Machine/machine ShopDocument11 pages1-11 Lathe-Machine/machine ShopAyushman Gohain100% (1)
- LatheDocument63 pagesLatheRandom100% (1)
- Shaper and Types of Shaper MachinesDocument26 pagesShaper and Types of Shaper MachinesAli ArsalanNo ratings yet
- Lathe Machine Definition Parts Types Operation Specification Advantages Application Notes PDFDocument27 pagesLathe Machine Definition Parts Types Operation Specification Advantages Application Notes PDFSky 6794No ratings yet
- Turning and Lathe Operations GuideDocument69 pagesTurning and Lathe Operations GuideWajih HasnainNo ratings yet
- s6 Machining Operations-1Document94 pagess6 Machining Operations-1Libin AbrahamNo ratings yet
- Everything You Need to Know About Lathe MachinesDocument23 pagesEverything You Need to Know About Lathe MachinesNeeraj JithuNo ratings yet
- Introduction to Lathe Machine: A Guide to Parts and Operations (Under 40 CharsDocument25 pagesIntroduction to Lathe Machine: A Guide to Parts and Operations (Under 40 CharsMuhammad AbubakarNo ratings yet
- Lathe MachineDocument11 pagesLathe Machinesean cutshawNo ratings yet
- Machine Tools Lab Manual (13-14)Document39 pagesMachine Tools Lab Manual (13-14)Krishna Murthy100% (1)
- Lathe Machine: Definition, Parts, Types, Operation, Specification, Advantages, Application (Notes & PDF)Document28 pagesLathe Machine: Definition, Parts, Types, Operation, Specification, Advantages, Application (Notes & PDF)Arvind DeokarNo ratings yet
- Chapter 2 - Metal Cutting LatheDocument165 pagesChapter 2 - Metal Cutting LathebmdbmdbmdNo ratings yet
- Production Technology Assignment1Document22 pagesProduction Technology Assignment1shah shakeel rssNo ratings yet
- LATHE - WriteupDocument21 pagesLATHE - WriteupMERISH GURU100% (1)
- Machine ToolsDocument22 pagesMachine ToolsSankalpRaiNo ratings yet
- Lab ManualDocument60 pagesLab Manualshahid_ahmed_28No ratings yet
- NCSD 09catalog 0409Document28 pagesNCSD 09catalog 0409Cindy100% (2)
- Buildingbolt Action Rifles Engl.Document52 pagesBuildingbolt Action Rifles Engl.Ai MaxNo ratings yet
- Technical Specifications ROMI C SeriesDocument28 pagesTechnical Specifications ROMI C Seriesmetall 4uNo ratings yet
- CQ6280 For BJ-32120 Manual TornoDocument81 pagesCQ6280 For BJ-32120 Manual TornoJuan Daniel Frias Sosa100% (1)
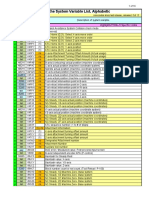
- SystemVarsAlpha List OkumaDocument16 pagesSystemVarsAlpha List Okumaseb_dominique100% (2)
- Preface: Reading Blueprints Machine Drawings-Unit 101, Lesson 3Document26 pagesPreface: Reading Blueprints Machine Drawings-Unit 101, Lesson 3Harsha VardhanNo ratings yet
- PCT Lathe 130929045829 Phpapp01Document27 pagesPCT Lathe 130929045829 Phpapp01Vivek Kumar SinghNo ratings yet
- CNC ReportDocument15 pagesCNC ReportTaiwo SubairNo ratings yet
- Lathe OperationsDocument93 pagesLathe OperationsLeo Dev WinsNo ratings yet
- Laporan Turning ProsmanDocument25 pagesLaporan Turning Prosmannadia frizaNo ratings yet
- Lathe ReportDocument11 pagesLathe ReportWan Syafiq Wan Syamsulbahri100% (2)
- CU400 CU500: Machine SpecificationDocument4 pagesCU400 CU500: Machine SpecificationГеорги НеновNo ratings yet
- Katalog PDFDocument64 pagesKatalog PDFAymeeenNo ratings yet
- Lathe ReportDocument16 pagesLathe ReportMuhammad Aisamuddin88% (8)
- Experiment No. 1: AIM: To Study Single Point Cutting ToolDocument40 pagesExperiment No. 1: AIM: To Study Single Point Cutting ToolShreyas GajapureNo ratings yet
- Ciros Robotics ProductionDocument92 pagesCiros Robotics ProductionpauloryqNo ratings yet
- I Year Manual BookDocument69 pagesI Year Manual BookBalram RajputNo ratings yet
- Unit 2 Traditional Machine TheoryDocument80 pagesUnit 2 Traditional Machine Theorymandefro2No ratings yet
- Workshop Report Zainab AliDocument15 pagesWorkshop Report Zainab Aliapi-287774894No ratings yet
- Whose Lathe ThesisDocument7 pagesWhose Lathe Thesisstephaniewilliamscolumbia100% (2)
- Unit 2 MEASUREMENT (BME) Basic Mechanical ENGINEERINGDocument8 pagesUnit 2 MEASUREMENT (BME) Basic Mechanical ENGINEERINGAlok Patel100% (2)
- Lathes and Lathe Machining OperationsDocument18 pagesLathes and Lathe Machining Operationssarasrisam100% (1)
- Module 5 TOOLING and WORK HOLDING DEVICESDocument17 pagesModule 5 TOOLING and WORK HOLDING DEVICESsiddharth100% (1)
- Multimachine Concrete Lathe Ver 1 10Document73 pagesMultimachine Concrete Lathe Ver 1 10edgarinventor100% (1)
- Lathe Machine Condition Report at State Polytechnic of Malang WorkshopDocument5 pagesLathe Machine Condition Report at State Polytechnic of Malang WorkshopGembonz Crew Gon'z SpeedNo ratings yet
- Pt0uk nt6600 DCG DataDocument36 pagesPt0uk nt6600 DCG DataCAT CYLINDERNo ratings yet
- TUU 1250 2018 EN Electron.Document4 pagesTUU 1250 2018 EN Electron.Khhg AgddsNo ratings yet
- Unit II 2 Marks Q&ADocument4 pagesUnit II 2 Marks Q&AParamasivam VeerappanNo ratings yet
- Lathe PresentationDocument130 pagesLathe Presentationrahul k.kNo ratings yet
- Turning Centre MAXXTURN 65 G2Document24 pagesTurning Centre MAXXTURN 65 G2Abdul HananNo ratings yet