You might also like
- Control SystemDocument52 pagesControl SystemRana KashifNo ratings yet
- PID Control Explained in 40 CharactersDocument52 pagesPID Control Explained in 40 CharactersShivaji Thube100% (1)
- PG - F&S - FP001 (Pump Testing and Record Sheet)Document1 pagePG - F&S - FP001 (Pump Testing and Record Sheet)Faruque SathiNo ratings yet
- Refrigeration System Design and Analysis: Tracking Refrigerant Mass Is CriticalDocument10 pagesRefrigeration System Design and Analysis: Tracking Refrigerant Mass Is CriticalKanaga RajNo ratings yet
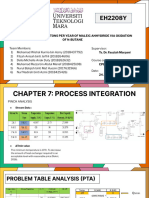
- Production of 1-Heptene from C3/C4 Hydrocarbons"TITLE"PHA of Heptane Production Process Including HAZOP, FTA, ETA" TITLE"Reflux Drum, Reboiler, C3/C4 Tower PHA for Heptane ProductionDocument30 pagesProduction of 1-Heptene from C3/C4 Hydrocarbons"TITLE"PHA of Heptane Production Process Including HAZOP, FTA, ETA" TITLE"Reflux Drum, Reboiler, C3/C4 Tower PHA for Heptane ProductionmiexaraNo ratings yet
- 1 IntroDocument55 pages1 IntroCupa no DensetsuNo ratings yet
- PAC Maintenance Work OrderDocument1 pagePAC Maintenance Work OrderjonoNo ratings yet
- CPE 664 Design Project 2 Design ProjectDocument120 pagesCPE 664 Design Project 2 Design Projectsuhel ahmadNo ratings yet
- Tank Pressure During Pump OutDocument1 pageTank Pressure During Pump OutRexx MexxNo ratings yet
- PetroSchool 2nd Class Session - ProductionDocument48 pagesPetroSchool 2nd Class Session - ProductionDimasNo ratings yet
- IJITE13June PDFDocument8 pagesIJITE13June PDFHéctor Jorge Bravo PastorNo ratings yet
- Feed Water Heater ModellingDocument64 pagesFeed Water Heater ModellingSIVA KAVYANo ratings yet
- Senior Lecturer in Chemical Engineering School of Science and Engineering Teesside University, United KingdomDocument33 pagesSenior Lecturer in Chemical Engineering School of Science and Engineering Teesside University, United KingdomconterNo ratings yet
- Heat Pump Model for Low-GWP RefrigerantsDocument24 pagesHeat Pump Model for Low-GWP RefrigerantsElijah NormanNo ratings yet
- Horizontal Centrifugal Dewatering Pumps Technical Data SheetDocument1 pageHorizontal Centrifugal Dewatering Pumps Technical Data Sheetcruz romeroNo ratings yet
- Tripping Report of Power PlantDocument3 pagesTripping Report of Power Plantmanohar kumarNo ratings yet
- CH-17 Boiler Protections and InterlocksDocument21 pagesCH-17 Boiler Protections and InterlocksRavi ShankarNo ratings yet
- Chapter 2 Pressure Transient Analysis in Drawdown & BuidupDocument75 pagesChapter 2 Pressure Transient Analysis in Drawdown & BuidupMohamed BensmailNo ratings yet
- Factory record sheet test runDocument1 pageFactory record sheet test runFaruque SathiNo ratings yet
- 2015-II. Flow SheetingDocument98 pages2015-II. Flow SheetinganisamaulidaaNo ratings yet
- Cooling TowerDocument9 pagesCooling TowerVamsiDeepakNo ratings yet
- Coal Mill Ball Interlocks-V0.0Document11 pagesCoal Mill Ball Interlocks-V0.0Junaid MazharNo ratings yet
- Atmospheric Crude ColumnDocument19 pagesAtmospheric Crude ColumnYonathan ArevaloNo ratings yet
- Info Calculation Pipe Line SizingDocument8 pagesInfo Calculation Pipe Line Sizingrasnowmah2012No ratings yet
- Fluidized Bed Combustion - Testing, Characterization and Research ServicesDocument4 pagesFluidized Bed Combustion - Testing, Characterization and Research ServicesNaufal HNo ratings yet
- AP Cement Works Captive Power Plant Performance ReportDocument29 pagesAP Cement Works Captive Power Plant Performance ReportSanjeev PmNo ratings yet
- SUF 1 - Introduction CompletedDocument94 pagesSUF 1 - Introduction CompletedDaffa IbrahimNo ratings yet
- Atmospheric Crude Column 1Document20 pagesAtmospheric Crude Column 1jparedanilNo ratings yet
- IPM Tutorial Manual Oil Reservoir History MatchingDocument33 pagesIPM Tutorial Manual Oil Reservoir History MatchingaliNo ratings yet
- Sampling Steam and Water PDFDocument6 pagesSampling Steam and Water PDFShesharam ChouhanNo ratings yet
- EOD LogsheetDocument30 pagesEOD LogsheetAzam1997No ratings yet
- Numbers Tables Converted to Excel WorksheetsDocument50 pagesNumbers Tables Converted to Excel WorksheetsMehul ShuklaNo ratings yet
- 073Document5 pages073api-3822562No ratings yet
- CHE 4613 Radfrac ModelingDocument6 pagesCHE 4613 Radfrac ModelingHuda AlkhouriNo ratings yet
- TANK CLEANING PPT (2)Document6 pagesTANK CLEANING PPT (2)Harbinder SinghNo ratings yet
- Ac-400 Caso 1Document34 pagesAc-400 Caso 1Martin Jose DanzeNo ratings yet
- Increasing Hydrogen Plant CapacityDocument7 pagesIncreasing Hydrogen Plant CapacityPetrol SollyNo ratings yet
- Combustion Application Data Sheet - AT1021ADocument1 pageCombustion Application Data Sheet - AT1021AsendutdutNo ratings yet
- Tutorial Sol CH 7 PDFDocument11 pagesTutorial Sol CH 7 PDFannonymousNo ratings yet
- Chill Er: ... An Energy-Saving Approach To Your Service Needs..Document3 pagesChill Er: ... An Energy-Saving Approach To Your Service Needs..Engr Fazal AkbarNo ratings yet
- Chem 361 HPLCDocument51 pagesChem 361 HPLCMarfo FredNo ratings yet
- CHEE3367 - Process Control © M. Nikolaou, University of HoustonDocument7 pagesCHEE3367 - Process Control © M. Nikolaou, University of HoustonΜιχάλης ΝικολάουNo ratings yet
- Lecture 1 Introduction To Process ControlDocument33 pagesLecture 1 Introduction To Process ControlZena wNo ratings yet
- Notes For Design Calculation:: 1. Present The System and Schematic Diagram 2. Design Data: ExDocument4 pagesNotes For Design Calculation:: 1. Present The System and Schematic Diagram 2. Design Data: ExYameruNo ratings yet
- Excel Work Book For Heat ExchangersDocument88 pagesExcel Work Book For Heat Exchangerspk dasNo ratings yet
- Typical Uses:: Design Analysis TrainingDocument4 pagesTypical Uses:: Design Analysis TrainingSrashmiNo ratings yet
- 10 10 15Document115 pages10 10 15Meena VelayuthamNo ratings yet
- Arp Malita Plant PLS CheckDocument25 pagesArp Malita Plant PLS CheckIan B. YtomNo ratings yet
- HAZOP Study for Process Heater and ReactorDocument14 pagesHAZOP Study for Process Heater and Reactorquik silvaNo ratings yet
- Kern's Method PDFDocument45 pagesKern's Method PDFVanessa Camacho100% (1)
- 01 Kernsmethod 150909121926 Lva1 App6892 PDFDocument45 pages01 Kernsmethod 150909121926 Lva1 App6892 PDFPenjual AirNo ratings yet
- Design Basis Sheet: General InformationDocument2 pagesDesign Basis Sheet: General Informationฝน เมนโดซาNo ratings yet
- Reverse Osmosis Data AnalysisDocument74 pagesReverse Osmosis Data AnalysisShark1971No ratings yet
- Process Flow DiagramDocument54 pagesProcess Flow DiagramMercy chebetNo ratings yet
- Development of Transport Refrigeration System With Heat Storage For Reverse Cycle Hot Gas DefrostDocument40 pagesDevelopment of Transport Refrigeration System With Heat Storage For Reverse Cycle Hot Gas DefrostSerie MurniNo ratings yet
- AMJ41603 Environmental Process Control and Instrumentation: Lecture 3 (Week 4) Dynamic ModelingDocument31 pagesAMJ41603 Environmental Process Control and Instrumentation: Lecture 3 (Week 4) Dynamic ModelingHana MuhammadNo ratings yet
- Handbook of Heating, Ventilating and Air ConditioningFrom EverandHandbook of Heating, Ventilating and Air ConditioningRating: 4 out of 5 stars4/5 (6)
- Steam and Gas Tables with Computer EquationsFrom EverandSteam and Gas Tables with Computer EquationsRating: 3 out of 5 stars3/5 (2)
- 03-Measure OverviewDocument23 pages03-Measure OverviewMohd Hafiq FirdausNo ratings yet
- NIOSH SHO 01-Introduction To OSH LegislationDocument25 pagesNIOSH SHO 01-Introduction To OSH LegislationMohd Hafiq FirdausNo ratings yet
- DMA I Control OverviewDocument16 pagesDMA I Control OverviewMohd Hafiq FirdausNo ratings yet
- Improve Phase Pilots SolutionsDocument15 pagesImprove Phase Pilots SolutionsMohd Hafiq FirdausNo ratings yet
- 01-Intro To 6 Sigma - Rev1Document46 pages01-Intro To 6 Sigma - Rev1Mohd Hafiq FirdausNo ratings yet
- 02-Define OverviewDocument24 pages02-Define OverviewMohd Hafiq FirdausNo ratings yet
- Development of Science and Technology Throughout HistoryDocument198 pagesDevelopment of Science and Technology Throughout HistoryBenjie GuereroNo ratings yet
- Data Analysis and Research MethodologyDocument2 pagesData Analysis and Research MethodologyNitishaNo ratings yet
- A Dating of The Deluge Is It AttainableDocument73 pagesA Dating of The Deluge Is It Attainablealipha saputraNo ratings yet
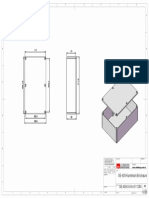
- SE-409 Aluminium Enclosure SE-409-0-0-A-0-11284: RevisionDocument1 pageSE-409 Aluminium Enclosure SE-409-0-0-A-0-11284: RevisionAhmet MehmetNo ratings yet
- Work, Power & Energy Module JB (MS)Document17 pagesWork, Power & Energy Module JB (MS)Danil Mohd AzmaniNo ratings yet
- Phonons 1-D Linear Chain of AtomsDocument12 pagesPhonons 1-D Linear Chain of Atomsمؤيد العليNo ratings yet
- Lab Audit Checklist (PRIDE) - 2014Document12 pagesLab Audit Checklist (PRIDE) - 2014hoanam2009No ratings yet
- Sanjeeda Akter - DhakaDocument2 pagesSanjeeda Akter - DhakaHimesh ReshamiaNo ratings yet
- Niacl Ao Prelims 2016Document18 pagesNiacl Ao Prelims 2016sabarinathNo ratings yet
- Isherwood A Single ManDocument66 pagesIsherwood A Single ManS A100% (3)
- An Introduction To The Philosophy of Physics by Marc Lange PDFDocument340 pagesAn Introduction To The Philosophy of Physics by Marc Lange PDFMohamad Daoud100% (1)
- Avrami 1939 Kinetics of Phase Change. I General TheoryDocument11 pagesAvrami 1939 Kinetics of Phase Change. I General TheoryrobertNo ratings yet
- Trauma Stewardship: An Everyday Guide To Caring For Self While Caring For Others - Laura Van Dernoot LipskyDocument5 pagesTrauma Stewardship: An Everyday Guide To Caring For Self While Caring For Others - Laura Van Dernoot Lipskyhyficypo0% (3)
- Guide to designing a strong research proposalDocument11 pagesGuide to designing a strong research proposalmayo ABIOYENo ratings yet
- IE423 PS1 Probability and Statistics Review QuestionsDocument5 pagesIE423 PS1 Probability and Statistics Review QuestionsYasemin YücebilgenNo ratings yet
- Guidelines For Conducting Condition Assessment of Education FacilitiesDocument200 pagesGuidelines For Conducting Condition Assessment of Education FacilitiesMichael MatshonaNo ratings yet
- Social EntrepreneurshipDocument21 pagesSocial EntrepreneurshipSree LakshyaNo ratings yet
- Dosicard-R User's Manual (1) - FixedDocument67 pagesDosicard-R User's Manual (1) - Fixedbogdy0073No ratings yet
- Pavement Design in The USA: Andrey KorochkinDocument8 pagesPavement Design in The USA: Andrey KorochkinJobaer Al-MahmudNo ratings yet
- JRC127220 01Document74 pagesJRC127220 01GMNo ratings yet
- Concept Paper (R)Document7 pagesConcept Paper (R)Joseph EneroNo ratings yet
- Assessment of Crude Oil Blends PDFDocument6 pagesAssessment of Crude Oil Blends PDFDanivian HigginsNo ratings yet
- FTI 2021 Tech Trends Volume AllDocument504 pagesFTI 2021 Tech Trends Volume AlljapamecNo ratings yet
- Defining Public HealthDocument36 pagesDefining Public Healthv.shivakumarNo ratings yet
- SDD GROUP (Zuhaira, Zikry, Athirah, Ariff, Aiman)Document11 pagesSDD GROUP (Zuhaira, Zikry, Athirah, Ariff, Aiman)MUHAMMAD HARITH IKHWAN ROSMAEININo ratings yet
- Manesar Case QuestionsDocument3 pagesManesar Case QuestionsShivam AroraNo ratings yet
- Sagittarius Season WorkbookDocument50 pagesSagittarius Season Workbookmaevadrouot52No ratings yet
- Wa0016.Document7 pagesWa0016.amjad.khan12133122No ratings yet
- Flushing and Passivation SystemDocument2 pagesFlushing and Passivation Systemmyo myint aungNo ratings yet
- MECHATRONICSSYSTEMSDocument12 pagesMECHATRONICSSYSTEMSAbolaji MuazNo ratings yet