You might also like
- I C-Bus Specification and User ManualDocument50 pagesI C-Bus Specification and User ManualAll4UyenNo ratings yet
- Analog & Digital VLSI Design: A Perspective EE C443 Instructor-In-ChargeDocument21 pagesAnalog & Digital VLSI Design: A Perspective EE C443 Instructor-In-ChargeAnurag LaddhaNo ratings yet
- Chip Design Trend Fabrication Prospects in India 1196826532302711 2Document59 pagesChip Design Trend Fabrication Prospects in India 1196826532302711 2titanic84No ratings yet
- Semiconductor Scaling Is Failing: What Next For Processors?Document27 pagesSemiconductor Scaling Is Failing: What Next For Processors?Georgia EvansNo ratings yet
- EDMod5@AzDOCUMENTS INDocument13 pagesEDMod5@AzDOCUMENTS INchandanachandu94122No ratings yet
- System On Chip (Soc) DesignDocument70 pagesSystem On Chip (Soc) DesignspaulsNo ratings yet
- APB Protocol Design Chapter 1 IntroductionDocument48 pagesAPB Protocol Design Chapter 1 IntroductionVinay kumarNo ratings yet
- Logo - File 5 PDFDocument6 pagesLogo - File 5 PDFSyams FathurNo ratings yet
- Ec6009 Advanced Computer Architecture Unit I Fundamentals of Computer Design 9Document15 pagesEc6009 Advanced Computer Architecture Unit I Fundamentals of Computer Design 9Anitha DenisNo ratings yet
- A Brief History of MicrocontrollersDocument2 pagesA Brief History of Microcontrollerspicupiru kanariariNo ratings yet
- System On Chip (SOC) (1) Chapter 1Document25 pagesSystem On Chip (SOC) (1) Chapter 1Mohammed HarisNo ratings yet
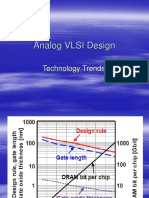
- Analog VLSI Design: Technology TrendsDocument31 pagesAnalog VLSI Design: Technology TrendsSathyaNarasimmanTiagarajNo ratings yet
- VLSI Unit-1Document49 pagesVLSI Unit-1sherkad dhanushNo ratings yet
- Mohanad - System On Chip (SOC)Document25 pagesMohanad - System On Chip (SOC)Vigya JindalNo ratings yet
- Presentation With Right FormatDocument14 pagesPresentation With Right FormatAditya KumarNo ratings yet
- ATM Complete Without IndexDocument60 pagesATM Complete Without IndexAnil Kumar Gorantala100% (8)
- 2006 - EBook Architecture - All - 5th Semester - Computer Science and EngineeringDocument119 pages2006 - EBook Architecture - All - 5th Semester - Computer Science and Engineeringardiansyah permadigunaNo ratings yet
- Reducing Power Consumption in VLSI Circuits Through Multiplier Design TechniquesDocument63 pagesReducing Power Consumption in VLSI Circuits Through Multiplier Design TechniquesSwamy NallabelliNo ratings yet
- SOC - BasicsDocument52 pagesSOC - BasicsShanmukha Pulipati100% (2)
- System On Chip SOCDocument25 pagesSystem On Chip SOCHammadAliNo ratings yet
- VLSI Design Fault Tolerant Network On Chip: IPASJ International Journal of Electronics & Communication (IIJEC)Document3 pagesVLSI Design Fault Tolerant Network On Chip: IPASJ International Journal of Electronics & Communication (IIJEC)IPASJNo ratings yet
- Vlsi Cmos Interview Q&A Part-3Document7 pagesVlsi Cmos Interview Q&A Part-3harshaNo ratings yet
- Aca 1st UnitDocument13 pagesAca 1st UnitShobha KumarNo ratings yet
- Unit I Fundamentals of Computer Design and Ilp-1-14Document14 pagesUnit I Fundamentals of Computer Design and Ilp-1-14vamsidhar2008No ratings yet
- Xilinx Glossary TermsDocument3 pagesXilinx Glossary TermsHarshithaNo ratings yet
- Fundamentals of Computer DesignDocument14 pagesFundamentals of Computer DesignYutyu YuiyuiNo ratings yet
- Very Large Scale Integration (Vlsi)Document49 pagesVery Large Scale Integration (Vlsi)sayyioNo ratings yet
- VlsiDocument12 pagesVlsiJaya SwaroopNo ratings yet
- Tanner ManualDocument60 pagesTanner ManualFahim Ahmed100% (1)
- VLSI Design Lab NewDocument45 pagesVLSI Design Lab NewmtariqanwarNo ratings yet
- Top Digital IC Manufacturers in The WorldDocument7 pagesTop Digital IC Manufacturers in The WorldjackNo ratings yet
- CSE 675.02: Introduction To Computer Architecture: Instructor: Roger CrawfisDocument37 pagesCSE 675.02: Introduction To Computer Architecture: Instructor: Roger CrawfisJamsher BhanbhroNo ratings yet
- VLSI Technology: History, Usage and Design ProcessDocument3 pagesVLSI Technology: History, Usage and Design ProcessLearnyzenNo ratings yet
- Implementation of The I2c Protocol Using FpgaDocument18 pagesImplementation of The I2c Protocol Using FpgaShivakumar ShivaNo ratings yet
- PresentationIntroMore Than MooreDocument19 pagesPresentationIntroMore Than MooreArjunaNo ratings yet
- EWSDocument4 pagesEWSMohit VekariaNo ratings yet
- 1Q. Explain The Fundamentals of Computer Design 1.1 Fundamentals of Computer DesignDocument19 pages1Q. Explain The Fundamentals of Computer Design 1.1 Fundamentals of Computer DesigntgvrharshaNo ratings yet
- Adsd U1Document79 pagesAdsd U1Sushant BaigNo ratings yet
- IC Design & Low Power Techniques ChapterDocument11 pagesIC Design & Low Power Techniques ChapterMohamed AliNo ratings yet
- Assignment Set I (1) UpdateDocument15 pagesAssignment Set I (1) UpdateAshish OjhaNo ratings yet
- ISSCC 2011 T R: Rends EportDocument16 pagesISSCC 2011 T R: Rends Eportajith7No ratings yet
- 1Q. Explain The Fundamentals of Computer Design 1.1 Fundamentals of Computer DesignDocument19 pages1Q. Explain The Fundamentals of Computer Design 1.1 Fundamentals of Computer Designsrilatha9No ratings yet
- Floating Point MultiplierDocument35 pagesFloating Point Multiplierbindu_ankuNo ratings yet
- 15A04802 - Low Power VLSI Circuits & Systems 1Document250 pages15A04802 - Low Power VLSI Circuits & Systems 1gireesh kumarNo ratings yet
- 138 DraftDocument36 pages138 DraftPhola PatulinNo ratings yet
- Arm ArchitectureDocument63 pagesArm ArchitecturesrikanthpunNo ratings yet
- A1101010108Document8 pagesA1101010108sudip mandalNo ratings yet
- I C-Bus Specification and User ManualDocument50 pagesI C-Bus Specification and User ManualDong NguyenNo ratings yet
- VLSI IntroductionDocument23 pagesVLSI IntroductionSreenivasulu MamillaNo ratings yet
- Power Factor Monitor and Controller - AtmelDocument81 pagesPower Factor Monitor and Controller - AtmelsiddharthNo ratings yet
- VLSI Design 8th Sem SubjectDocument13 pagesVLSI Design 8th Sem SubjectPranav ChaturvediNo ratings yet
- Vlsi Soc Design Using Verilog HDL: Training Report ONDocument46 pagesVlsi Soc Design Using Verilog HDL: Training Report ONROUGH X YTNo ratings yet
- Observations On Power-Efficiency Trends in Mobile Communication DevicesDocument10 pagesObservations On Power-Efficiency Trends in Mobile Communication DevicesdeepashajiNo ratings yet
- Lec 1Document62 pagesLec 1Ramiz AhmadNo ratings yet
- SocDocument49 pagesSocVarun ChauhanNo ratings yet
- Where Does The QuickLogic Eclipse FPGA Architecture Family Play A RoleDocument11 pagesWhere Does The QuickLogic Eclipse FPGA Architecture Family Play A RolejackNo ratings yet
- Microprocessors & Interfacing Tutorial - 2Document1 pageMicroprocessors & Interfacing Tutorial - 2Akshat MehrotraNo ratings yet
- LGBTQ Couples ChallengesDocument6 pagesLGBTQ Couples ChallengesAkshat MehrotraNo ratings yet
- Temperature and PH Monitoring SystemDocument11 pagesTemperature and PH Monitoring SystemAkshat MehrotraNo ratings yet
- Senate TopicsDocument7 pagesSenate TopicsAkshat MehrotraNo ratings yet
- Crystal Structure DefectsDocument30 pagesCrystal Structure DefectsAkshat MehrotraNo ratings yet
- UNIT-4 Pulse Modulation Digital Transmission of Analog SignalsDocument64 pagesUNIT-4 Pulse Modulation Digital Transmission of Analog SignalsAkshat MehrotraNo ratings yet
- Temperature and PH Monitoring SystemDocument11 pagesTemperature and PH Monitoring SystemAkshat MehrotraNo ratings yet
- UNIT-5 Review of Probability and Random ProcessDocument21 pagesUNIT-5 Review of Probability and Random ProcessAkshat MehrotraNo ratings yet
- DE Exp 1Document8 pagesDE Exp 1Akshat MehrotraNo ratings yet
- EasyEngineering website contentDocument228 pagesEasyEngineering website contentAkshat MehrotraNo ratings yet
- Half Subtractor: Subtracting Produces Operation: CircuitDocument4 pagesHalf Subtractor: Subtracting Produces Operation: CircuitAkshat MehrotraNo ratings yet
- Unit-3 Angle ModulationDocument55 pagesUnit-3 Angle ModulationAkshat MehrotraNo ratings yet
- Brey-The Intel Microprocessors 8EDocument944 pagesBrey-The Intel Microprocessors 8EJulian RNo ratings yet
- KCIDE For A Course in Electrical Ckts 050104Document7 pagesKCIDE For A Course in Electrical Ckts 050104Abhishek MohanNo ratings yet
- Ampeg Bass SpecsDocument1 pageAmpeg Bass SpecsThomas MoralesNo ratings yet
- SRC 2000Document57 pagesSRC 2000Travel With Me To DxbNo ratings yet
- HC4851Document18 pagesHC4851Poongodi RangasamyNo ratings yet
- Sun Datacenter Infiniband Switch 36Document3 pagesSun Datacenter Infiniband Switch 36Thành TrungNo ratings yet
- Create External Buttons For Your KeyboardDocument12 pagesCreate External Buttons For Your KeyboardMarius DanilaNo ratings yet
- SreenplayDocument3 pagesSreenplayyyrwt bhiNo ratings yet
- Nvent RAYCHEM Elexant 4020i Heat Trace ControllerDocument4 pagesNvent RAYCHEM Elexant 4020i Heat Trace Controllersunny kumarNo ratings yet
- BCG-34HE4 Quick Charger Users ManualDocument2 pagesBCG-34HE4 Quick Charger Users ManualQichang Chen100% (2)
- Crack The Code Teacher Book V1.2 Edited by ZhukovDocument102 pagesCrack The Code Teacher Book V1.2 Edited by Zhukovsnooze101No ratings yet
- E+H Promass E100 PDFDocument80 pagesE+H Promass E100 PDFpercecvNo ratings yet
- CommScope - RV4 65D R5 V6 - PentaDocument4 pagesCommScope - RV4 65D R5 V6 - PentaSana UllahNo ratings yet
- Blue Ring TesterDocument6 pagesBlue Ring Testercooldude.pesiganNo ratings yet
- Injection PumpDocument3 pagesInjection PumpAbdallah MansourNo ratings yet
- The Properties of WaterDocument6 pagesThe Properties of WaterannisyaNo ratings yet
- Service Manual: Fm/Am Compact Disc PlayerDocument46 pagesService Manual: Fm/Am Compact Disc PlayerHenry CastandNo ratings yet
- Filling OrbitalsDocument7 pagesFilling OrbitalsPaul Renato ToppoNo ratings yet
- ConverterUnit 56426Document2 pagesConverterUnit 56426Carlo GomezNo ratings yet
- DevDays2007 - Multi-Threading in QTDocument70 pagesDevDays2007 - Multi-Threading in QTaanvanbastenNo ratings yet
- Ece III Electronic Instrumentation (10it35) NotesDocument129 pagesEce III Electronic Instrumentation (10it35) NotesAsha Kumar100% (2)
- 3 Months Look Ahead PlanDocument6 pages3 Months Look Ahead PlananjnaNo ratings yet
- BPI MT6595 project overviewDocument35 pagesBPI MT6595 project overviewAlexei BazNo ratings yet
- Ev22 A B PDFDocument164 pagesEv22 A B PDFMilan Gašić43% (7)
- Max21100 ImuDocument32 pagesMax21100 ImuErwin ArdiasNo ratings yet
- Performance Evaluation of Intersatellite Free Space Optical Communication System With Varied Parameters and Transceiver DiversityDocument6 pagesPerformance Evaluation of Intersatellite Free Space Optical Communication System With Varied Parameters and Transceiver Diversitypyro_pradeepNo ratings yet
- Donner CompanyDocument11 pagesDonner Companymathilde_144100% (2)
- CDJ-850 Multi Player ManualDocument122 pagesCDJ-850 Multi Player ManualHakan AtakNo ratings yet
- EE 15 Band-stop Filter Project DocumentationDocument5 pagesEE 15 Band-stop Filter Project DocumentationLean GrafaneNo ratings yet
- PI044H - Technical Data Sheet Winding 05Document7 pagesPI044H - Technical Data Sheet Winding 05juan echeverryNo ratings yet