You might also like
- Know Your Aircraft Rivets: A-Countersunk. B-Round. C-Flat. D-Brazier E-UniversalDocument3 pagesKnow Your Aircraft Rivets: A-Countersunk. B-Round. C-Flat. D-Brazier E-UniversalbenNo ratings yet
- Amcr MidtermsDocument116 pagesAmcr MidtermsTIP EducationNo ratings yet
- Structural Steel NotesDocument18 pagesStructural Steel NotesTom WinterNo ratings yet
- Aircraft Sheet Metal Drilling and Hole Preparation For AME StudentsDocument9 pagesAircraft Sheet Metal Drilling and Hole Preparation For AME StudentsmusleparrainNo ratings yet
- Aircraft RivetsDocument50 pagesAircraft RivetsPranjal DograNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Ice From Chap 8Document56 pagesIce From Chap 8userNo ratings yet
- Aeng 213 Aircraft Materials Construction and Repair (Finals)Document9 pagesAeng 213 Aircraft Materials Construction and Repair (Finals)Bea SaguinsinNo ratings yet
- Hardware 1-20Document56 pagesHardware 1-20July TadeNo ratings yet
- Airraft HardwaresDocument38 pagesAirraft HardwaresDyesalyn B. CapitoNo ratings yet
- Structural Steel Materials and StandardsDocument21 pagesStructural Steel Materials and StandardsnephembaniNo ratings yet
- Aircraft HardwareDocument103 pagesAircraft HardwareJuly Tade100% (1)
- Aircraft FastenerDocument119 pagesAircraft FastenerCHAREL MAXMILLIAN LEWIS100% (1)
- Lesson 5 Sheet Metal RivetsDocument38 pagesLesson 5 Sheet Metal RivetsJoshua Barte100% (3)
- Vanguardia, Robert John T - Amte 125L - 1X - Aircraft Fuel Lines (Research)Document5 pagesVanguardia, Robert John T - Amte 125L - 1X - Aircraft Fuel Lines (Research)Robert VanguardiaNo ratings yet
- Steel Stacks Desing GuideDocument23 pagesSteel Stacks Desing Guidecharlie kurzawskiNo ratings yet
- Aircraft Fluid Systems ExplainedDocument4 pagesAircraft Fluid Systems ExplainedGuevarra, Gellie M.No ratings yet
- General NotesDocument1 pageGeneral NotesGodino ChristianNo ratings yet
- Aircraft Structurses - Part IIDocument17 pagesAircraft Structurses - Part IIhellenhse1No ratings yet
- Aircraft Structures 1Document100 pagesAircraft Structures 1vodmox100% (2)
- Solid rivet installation guide provides details on rivet sizesDocument3 pagesSolid rivet installation guide provides details on rivet sizesravindra_cr100% (1)
- OshaDocument47 pagesOshaFurkhan SyedNo ratings yet
- Aircraft RivetsDocument51 pagesAircraft Rivetsaanand.mce80% (10)
- FLANGES pptDocument47 pagesFLANGES pptDinesh NNo ratings yet
- Everything You Need to Know About Steel Roof TrussesDocument28 pagesEverything You Need to Know About Steel Roof TrussesMuskan AgrawalNo ratings yet
- Modern Armour Configurations Against 14.5 MM AP LASS 1999Document31 pagesModern Armour Configurations Against 14.5 MM AP LASS 1999spartha_beNo ratings yet
- Bolts General1 PDFDocument2 pagesBolts General1 PDFFredNo ratings yet
- Flange: Navigation SearchDocument21 pagesFlange: Navigation Searchfaizan_2008No ratings yet
- The-Sportplane-Builder 5bd1ea71097c4762338b456cDocument4 pagesThe-Sportplane-Builder 5bd1ea71097c4762338b456cjacob ellyNo ratings yet
- Steel Stacks Desing GuideDocument23 pagesSteel Stacks Desing GuideKhaled Eid100% (5)
- Neral Capítulo.9 PDFDocument24 pagesNeral Capítulo.9 PDFtrinoNo ratings yet
- KRAGUJDocument28 pagesKRAGUJBojan KojicNo ratings yet
- Engineering Letter: Practical Limits of Spark-Resistant ConstructionDocument4 pagesEngineering Letter: Practical Limits of Spark-Resistant ConstructionHyeong-Ho KimNo ratings yet
- Gate Valve Standard FeaturesDocument3 pagesGate Valve Standard Featuresعزت عبد المنعمNo ratings yet
- Genuine Aircraft Hardware Co.: Clamp, Loop Type, Cushioned, SupportDocument4 pagesGenuine Aircraft Hardware Co.: Clamp, Loop Type, Cushioned, SupportJessica Martinez PáezNo ratings yet
- Aircraft Hardware IdentificationDocument50 pagesAircraft Hardware IdentificationM Miftakul Huda11100% (2)
- STASTO Penstock Serie MR enDocument13 pagesSTASTO Penstock Serie MR envinston.s1949No ratings yet
- Wellhead Dual Cyclone DesanderDocument2 pagesWellhead Dual Cyclone DesanderAhmed MusallamNo ratings yet
- Ad 036821 001Document1 pageAd 036821 001AmolNo ratings yet
- Storage Tank Design GuidelinesDocument6 pagesStorage Tank Design GuidelinespaaryNo ratings yet
- Chapter 9 - Aircraft RivetDocument30 pagesChapter 9 - Aircraft Rivetcrye shotNo ratings yet
- Rod Fragmentation and Continuous Rod Warheads for the Talos MissileDocument4 pagesRod Fragmentation and Continuous Rod Warheads for the Talos Missileh_mahdiNo ratings yet
- M (V) - 8 Shaft Earthing DeviceDocument14 pagesM (V) - 8 Shaft Earthing Deviceerkan aksoyNo ratings yet
- Long Span TrussesDocument12 pagesLong Span TrussesPrashant PalNo ratings yet
- Enumerate The Forms of Prestressed SteelDocument4 pagesEnumerate The Forms of Prestressed SteelHunter BravoNo ratings yet
- Fluid Lines and Fittings: PrelimDocument25 pagesFluid Lines and Fittings: PrelimKim RioverosNo ratings yet
- Mercer Valve 9100 Relief Valve Threaded AEDocument16 pagesMercer Valve 9100 Relief Valve Threaded AEdoens JKTNo ratings yet
- Section Paper.: Worm-Gears and Worm-Geared Axles1Document13 pagesSection Paper.: Worm-Gears and Worm-Geared Axles1samanaveenNo ratings yet
- KVC 01Document35 pagesKVC 01hamidreza_m85No ratings yet
- DB DbhsDocument8 pagesDB DbhsAvneet MaanNo ratings yet
- Material Standard for Flanges and FittingsDocument73 pagesMaterial Standard for Flanges and FittingsBoban Stanojlović100% (2)
- Inspection and Tests: Instrument Air Receiver TWO Code Stamp: Not RequiredDocument2 pagesInspection and Tests: Instrument Air Receiver TWO Code Stamp: Not RequiredSean DavisNo ratings yet
- Welding of Missile SteelsDocument96 pagesWelding of Missile SteelsArun KumarNo ratings yet
- Solid Rivet InformationDocument6 pagesSolid Rivet InformationKukyong LeeNo ratings yet
- 2500 Valve BrochureDocument12 pages2500 Valve BrochureJurie_sk3608No ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopFrom EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopRating: 4.5 out of 5 stars4.5/5 (2)
- Standard Blacksmithing, Horseshoeing and Wagon Making: Containing: Twelve Lessons in Elementary Blacksmithing Adapted to the Demand of Schools and Colleges of Mechanic Arts: Tables, Rules and Receipts Useful to Manufactures, Machinists, Engineers and BlacksmithsFrom EverandStandard Blacksmithing, Horseshoeing and Wagon Making: Containing: Twelve Lessons in Elementary Blacksmithing Adapted to the Demand of Schools and Colleges of Mechanic Arts: Tables, Rules and Receipts Useful to Manufactures, Machinists, Engineers and BlacksmithsNo ratings yet
- American Blacksmithing, Toolsmiths' and Steelworkers' Manual - It Comprises Particulars and Details Regarding:: the Anvil, Tool Table, Sledge, Tongs, Hammers, How to use Them, Correct Position at an Anvil, Welding, Tube Expanding, the Horse, Anatomy of the Foot, Horseshoes, Horseshoeing, Hardening a Plowshare and BabbitingFrom EverandAmerican Blacksmithing, Toolsmiths' and Steelworkers' Manual - It Comprises Particulars and Details Regarding:: the Anvil, Tool Table, Sledge, Tongs, Hammers, How to use Them, Correct Position at an Anvil, Welding, Tube Expanding, the Horse, Anatomy of the Foot, Horseshoes, Horseshoeing, Hardening a Plowshare and BabbitingNo ratings yet
- Xaga SpojniceDocument2 pagesXaga SpojnicedugoprstiNo ratings yet
- Full Hot TapDocument91 pagesFull Hot TapHaseeb Bokhari100% (1)
- Hyperbolic Navigation System - LORANDocument29 pagesHyperbolic Navigation System - LORANKevin Clarabal100% (2)
- Circular Motion Forces CalculationsDocument3 pagesCircular Motion Forces CalculationsTill WangNo ratings yet
- P300 CockpitDocument1 pageP300 Cockpitjc8c6w5skvNo ratings yet
- Smart Anti Airfield Weapon BY: - (SAAW) DrdoDocument15 pagesSmart Anti Airfield Weapon BY: - (SAAW) DrdoABHINAV DEWALIYANo ratings yet
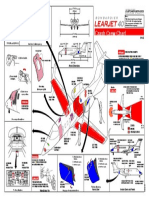
- Crash Crew Chart: BasicDocument1 pageCrash Crew Chart: Basicviola beckNo ratings yet
- Boehler HL 75 T-MCDocument1 pageBoehler HL 75 T-MCBruno SantosNo ratings yet
- Spacex: A Detailed Financial and Financial Strategic AnalysisDocument10 pagesSpacex: A Detailed Financial and Financial Strategic Analysiskshitiz singhNo ratings yet
- Compression MoldingDocument6 pagesCompression MoldingKunal SharmaNo ratings yet
- Sierra 2013-14 Avionics0513Document11 pagesSierra 2013-14 Avionics0513Antonio Hernán Lora LuzNo ratings yet
- Air Vents For AircraftDocument4 pagesAir Vents For AircraftsdhrtwrNo ratings yet
- AGMADocument58 pagesAGMAsandeep580% (5)
- Lab Thermo 4Document15 pagesLab Thermo 4Fajobi AbeebNo ratings yet
- Jet Pipe Design & Exhaust SystemDocument9 pagesJet Pipe Design & Exhaust SystemSamarth SNo ratings yet
- Vapor Flow Models for Holes and PipesDocument33 pagesVapor Flow Models for Holes and PipesGita KhaerunnisaNo ratings yet
- Ecuación Del Momentum en Mecanica de FluidosDocument4 pagesEcuación Del Momentum en Mecanica de FluidosfguerreroNo ratings yet
- Steven Engelen: S.engelen@tudelft - NLDocument6 pagesSteven Engelen: S.engelen@tudelft - NLPrafullaGuptaNo ratings yet
- Se-671 8Document14 pagesSe-671 8Poséidon VahavirakiNo ratings yet
- Basler BT-67 BrochureDocument14 pagesBasler BT-67 BrochurePaolo VelcichNo ratings yet
- Chemical Engineering 374: Fluid MechanicsDocument7 pagesChemical Engineering 374: Fluid MechanicsAnonymous 4PuFzARNo ratings yet
- Airbus A380Document9 pagesAirbus A380mohsinextcNo ratings yet
- TDC-109-SB Speech On Board Inglés AeronáuticoDocument6 pagesTDC-109-SB Speech On Board Inglés AeronáuticoLuisana OsorioNo ratings yet
- Carleton MAAE3202 Mid-Term Mechanics of Solids SolutionsDocument11 pagesCarleton MAAE3202 Mid-Term Mechanics of Solids SolutionsMoustafa SohdyNo ratings yet
- Turbo Charger Jet Engines Springers MDocument50 pagesTurbo Charger Jet Engines Springers MMolay Karmakar100% (2)
- Composites Technician Training ProgramDocument3 pagesComposites Technician Training ProgramddanutzzNo ratings yet
- Cox's Bazar Airport - Detailed Design ReportDocument123 pagesCox's Bazar Airport - Detailed Design ReportCEG Bangladesh100% (1)
- Safran Helicopter Engines Australia: 2020 Powerplant Training ScheduleDocument2 pagesSafran Helicopter Engines Australia: 2020 Powerplant Training Schedule唐波No ratings yet
- C172S ChecklistDocument13 pagesC172S ChecklistBrandonrjoNo ratings yet
- Fdocuments - in 35-22-02 Rev 2pdfDocument50 pagesFdocuments - in 35-22-02 Rev 2pdfqwertyxyz123789100% (1)