You might also like
- Oscilloscope Diagnostics: A Picoscope GuideDocument56 pagesOscilloscope Diagnostics: A Picoscope GuideMarcio Oliveira100% (1)
- Module 46. Mistake Proofing (Poka Yoke)Document37 pagesModule 46. Mistake Proofing (Poka Yoke)taghavi1347No ratings yet
- Validation Medical DeviceDocument69 pagesValidation Medical DeviceRakesh100% (6)
- Bonacorsi Consulting Control Master TemplateDocument23 pagesBonacorsi Consulting Control Master TemplateSteven Bonacorsi100% (4)
- All About "Poka-Yoke" (Mistake Proofing) : Continuous Improvement TrainingDocument31 pagesAll About "Poka-Yoke" (Mistake Proofing) : Continuous Improvement TrainingSwathiNo ratings yet
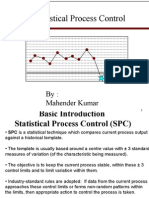
- Statistical Process ControlDocument77 pagesStatistical Process ControlMahender KumarNo ratings yet
- Module 30. Basic ToolsDocument69 pagesModule 30. Basic Toolstaghavi1347No ratings yet
- 4 Types of ProblemsDocument72 pages4 Types of Problemsmagudeesh100% (1)
- Root Cause Analysis (RCA) & 8-D Team Oriented Problem SolvingDocument197 pagesRoot Cause Analysis (RCA) & 8-D Team Oriented Problem SolvingAhamed Shareef S ANo ratings yet
- Legrand RCCB and MCBDocument78 pagesLegrand RCCB and MCBKelly chatNo ratings yet
- HP Laptop 15-bs0xx Service ManualDocument67 pagesHP Laptop 15-bs0xx Service ManualChintha Weliwatta75% (4)
- A Factory of One - Applying Lean Principles To Banish Waste and Improve Your Personal Performance PDFDocument166 pagesA Factory of One - Applying Lean Principles To Banish Waste and Improve Your Personal Performance PDFEndi Kustamsi100% (1)
- Why-Why Analysis Part OneDocument36 pagesWhy-Why Analysis Part OneMaintenance CircleNo ratings yet
- QRQC Training ProtocolDocument52 pagesQRQC Training ProtocolSudhagar P100% (1)
- Error Proofing For EMSDocument48 pagesError Proofing For EMSsaleemanisaleemaniNo ratings yet
- النجاح 4 مصطفي القاضيDocument74 pagesالنجاح 4 مصطفي القاضيZeroShift100% (1)
- Training Programme - On POKA YOKE - 12th March 2010Document93 pagesTraining Programme - On POKA YOKE - 12th March 2010ranydi0% (2)
- Torbeck, L - Validation With Designed of Experiments (APRESENTAÇÃO)Document39 pagesTorbeck, L - Validation With Designed of Experiments (APRESENTAÇÃO)Luis Gustavo PachecoNo ratings yet
- QRQCDocument50 pagesQRQCPamfeel1100% (1)
- The 7QB of Production: FAS Training PresentationDocument50 pagesThe 7QB of Production: FAS Training Presentationcong da100% (1)
- R Ew Ork M Inim IzationDocument58 pagesR Ew Ork M Inim IzationSaptarshi Bagchi100% (2)
- Wk3-2 Defect Removal EffectivenessDocument21 pagesWk3-2 Defect Removal EffectivenessReshma K.PNo ratings yet
- 7 QC Tools and Problem Solving PresentationDocument115 pages7 QC Tools and Problem Solving PresentationBijesh JosephNo ratings yet
- 7 QC ToolsDocument115 pages7 QC ToolsAndres Camilo Donosso tovarNo ratings yet
- Root Cause Analysis and Corrective ActionDocument1 pageRoot Cause Analysis and Corrective ActionArnel OlivarNo ratings yet
- Adidas - Quality Concept Best PracticeDocument24 pagesAdidas - Quality Concept Best Practicemgttrainee16No ratings yet
- Pickering Labs CatalogDocument72 pagesPickering Labs Catalogعلي بن محمدNo ratings yet
- Silo - Tips - Agile Dna Why Agile WorksDocument21 pagesSilo - Tips - Agile Dna Why Agile WorksJoão Guilherme Tavares SantosNo ratings yet
- Metro Logy: B.Sc. Industrial Engineering and ManagementDocument4 pagesMetro Logy: B.Sc. Industrial Engineering and Managementsyed aliNo ratings yet
- Pros To1231Document2 pagesPros To1231Michael TamNo ratings yet
- 04 Program ToolsDocument87 pages04 Program ToolsTri TrangNo ratings yet
- Fluid MechanicsDocument31 pagesFluid MechanicsRameez Ali FaridiNo ratings yet
- Process Door Analysis: Business Enablers: Necessary NVADocument29 pagesProcess Door Analysis: Business Enablers: Necessary NVAKunal VijayantNo ratings yet
- COA-HP Ab-OriginalDocument2 pagesCOA-HP Ab-OriginalBryan GiranoNo ratings yet
- 1 IntroductionDocument55 pages1 IntroductionvictorociepkaNo ratings yet
- Design of Experiments (DOE) FundamentalsDocument29 pagesDesign of Experiments (DOE) FundamentalsEDRUGNo ratings yet
- Grand Practicals in Clinical MicrosDocument2 pagesGrand Practicals in Clinical MicrosDayledaniel SorvetoNo ratings yet
- Implementación de Pokayoke: Tecnm. Instituto Tecnológico de Piedras NegrasDocument12 pagesImplementación de Pokayoke: Tecnm. Instituto Tecnológico de Piedras NegrasYos HomeworkNo ratings yet
- 2019 Technolympycs Criteria Fruit CarvingDocument4 pages2019 Technolympycs Criteria Fruit CarvingGrace Lee Lou ApdoNo ratings yet
- Special Audit of Key Characteristics in Control Plan: Evaluation Item Questionnaire Point Expectation (4point Level)Document6 pagesSpecial Audit of Key Characteristics in Control Plan: Evaluation Item Questionnaire Point Expectation (4point Level)KarlNo ratings yet
- Failure Mode and Effect Analysis: Lecture 3-1Document19 pagesFailure Mode and Effect Analysis: Lecture 3-1Vishwasen KhotNo ratings yet
- 7-QC Tools: in Search of ExcellenceDocument106 pages7-QC Tools: in Search of ExcellenceAli EsmaeilbeygiNo ratings yet
- The Workflow of Data Analysis Using StataDocument37 pagesThe Workflow of Data Analysis Using Statamgrotz0% (1)
- Hal Series User ManualDocument164 pagesHal Series User Manualjonathans2701No ratings yet
- TQM Concept and The 8 Tools of TQMDocument71 pagesTQM Concept and The 8 Tools of TQMEko NopiantoNo ratings yet
- FOCP Final PracticalDocument4 pagesFOCP Final PracticalHarsh GuptaNo ratings yet
- GRV STF Mindmap 1 FundamentalsDocument1 pageGRV STF Mindmap 1 FundamentalsNoManLandNo ratings yet
- Iinventory: Senior Design Final PresentationDocument20 pagesIinventory: Senior Design Final PresentationManish UpretyNo ratings yet
- Algae Resistance Concrete PaverDocument22 pagesAlgae Resistance Concrete Paverjpmega004524No ratings yet
- PDF Automation Testing DLDocument35 pagesPDF Automation Testing DLvancha geethaNo ratings yet
- The Realities of Software Testing: (Reading Assignment: Chapter 3, Pp. 37-50)Document29 pagesThe Realities of Software Testing: (Reading Assignment: Chapter 3, Pp. 37-50)Ramana RaoNo ratings yet
- Assesstment Rubric (Individual & Reports) - GeneralDocument7 pagesAssesstment Rubric (Individual & Reports) - GeneralMUSLIHAH AQILAH MUSAFFENDYNo ratings yet
- Eoe Course - Smed + Py + AndonDocument31 pagesEoe Course - Smed + Py + AndonJosé Carlos Cardoso GamaNo ratings yet
- 5S Implementation in QA FunctionDocument23 pages5S Implementation in QA FunctionshuklahouseNo ratings yet
- Failure Mode Design ProjectDocument12 pagesFailure Mode Design ProjectSaddam AbdullahNo ratings yet
- Bef35001 Sem Ii 1920 Front Cover Lab ReportDocument2 pagesBef35001 Sem Ii 1920 Front Cover Lab ReportAFiqah Nazirah JailaniNo ratings yet
- Day 1Document41 pagesDay 1Leonard PawanNo ratings yet
- 13 CCE 490 - A Chapter 4-2Document48 pages13 CCE 490 - A Chapter 4-2lunaNo ratings yet
- CH 25Document34 pagesCH 25api-26587237No ratings yet
- HACCPDocument6 pagesHACCPnataliatirtaNo ratings yet
- The Realities of Software Testing: (Reading Assignment: Chapter 3, Pp. 37-50)Document29 pagesThe Realities of Software Testing: (Reading Assignment: Chapter 3, Pp. 37-50)Aga ANo ratings yet
- About Thinking of Pokayoke and ExamplesDocument65 pagesAbout Thinking of Pokayoke and ExamplesRakesh KumarNo ratings yet
- Right Person, Right MethodDocument8 pagesRight Person, Right MethodEndi KustamsiNo ratings yet
- So You Want To Be A Change AgentDocument46 pagesSo You Want To Be A Change AgentEndi KustamsiNo ratings yet
- ADM QCC - Taman Mimpi PDFDocument29 pagesADM QCC - Taman Mimpi PDFEndi KustamsiNo ratings yet
- 4-Quick Changeover - Updated June2010Document47 pages4-Quick Changeover - Updated June2010Endi KustamsiNo ratings yet
- SD60 Parts ManualDocument18 pagesSD60 Parts ManualFlavio MedranoNo ratings yet
- AVM 234S: SUT Valve Actuator With Positioner: FeaturesDocument8 pagesAVM 234S: SUT Valve Actuator With Positioner: Featuresthanh nguyenNo ratings yet
- Creating A Supply Chain Network ChartDocument5 pagesCreating A Supply Chain Network ChartVinod KumarNo ratings yet
- BHJ-448 Tender Notice 559Document2 pagesBHJ-448 Tender Notice 559ABCDNo ratings yet
- Internal Combustion Engines: Turbo ChargersDocument15 pagesInternal Combustion Engines: Turbo ChargersMuhammad SaqibNo ratings yet
- vffg2-vffg3 PRSH enDocument7 pagesvffg2-vffg3 PRSH enOmar JarwanNo ratings yet
- Upload DocumentDocument11 pagesUpload DocumentBoo ZellNo ratings yet
- Cortinas de SeguridadDocument28 pagesCortinas de Seguridadmonreoer_re4No ratings yet
- Evolution and Future of Manufacturing SystemsDocument24 pagesEvolution and Future of Manufacturing SystemsFelipe GóesNo ratings yet
- Concepts and Data Model - SAP DocumentationDocument2 pagesConcepts and Data Model - SAP Documentationatanu mohantyNo ratings yet
- 06.digital Finance - CloudDocument26 pages06.digital Finance - CloudSnow ANo ratings yet
- Chapter 4 Network LabDocument14 pagesChapter 4 Network LabHaylemichael AbateNo ratings yet
- Eem 15 MT BookDocument420 pagesEem 15 MT BookVellore Dinesh KumarNo ratings yet
- Mason, Carlos, MalwareDocument2 pagesMason, Carlos, MalwareJack LinderaltNo ratings yet
- Two Types of Hotel Guest/Room SalesDocument80 pagesTwo Types of Hotel Guest/Room SaleskicaykingNo ratings yet
- 1 s2.0 S1110016819300742 MainDocument15 pages1 s2.0 S1110016819300742 MainYasmein OkourNo ratings yet
- Project Synopsis: Title of The Project: Problem DefintionDocument2 pagesProject Synopsis: Title of The Project: Problem DefintionSiddhant Singh RanaNo ratings yet
- Technical Tip: Caliper Bushing Inspection & ReplacementDocument7 pagesTechnical Tip: Caliper Bushing Inspection & ReplacementYosun KarasuNo ratings yet
- Crown Castle Presentation NAREIT 2014 ReportDocument33 pagesCrown Castle Presentation NAREIT 2014 ReportSafe Tech For SchoolsNo ratings yet
- Road HistoryDocument4 pagesRoad Historysab x btsNo ratings yet
- ICT 1.1 Computing Basics: Unit 1: Introduction To Computer LiteracyDocument26 pagesICT 1.1 Computing Basics: Unit 1: Introduction To Computer Literacytezom techeNo ratings yet
- VOITH Retarder Product brochure-General-ENDocument16 pagesVOITH Retarder Product brochure-General-ENFreddy AndresNo ratings yet
- EPower 10-80 3-3 2018 PDFDocument4 pagesEPower 10-80 3-3 2018 PDFWawan SetiawanNo ratings yet
- Biznet Dedicated Internet - Connection Setting - Microtik RouterDocument5 pagesBiznet Dedicated Internet - Connection Setting - Microtik RouterNext LineonNo ratings yet
- Manual Do Usuario TimeProvider 5000 PDFDocument442 pagesManual Do Usuario TimeProvider 5000 PDFDiogenes moises luzNo ratings yet
- Smart Pill Box: Radha Gandhi, Rohan Dhanawade, Vivek Ambekar, Pranit Chaple, Geetha ChillargeDocument3 pagesSmart Pill Box: Radha Gandhi, Rohan Dhanawade, Vivek Ambekar, Pranit Chaple, Geetha ChillargeGuruprasad S HegdeNo ratings yet
- TMS WebUpdate Developers GuideDocument18 pagesTMS WebUpdate Developers GuidealtamirosantosNo ratings yet
- 3 Computer Applications Discussion 2024Document2 pages3 Computer Applications Discussion 2024Kuveri TjirasoNo ratings yet