You might also like
- Dostal - SUPERCRITICAL CARBON DIOXIDE CYCLE THERMODYNAMIC ANALYSIS AND COMPARISON PDFDocument12 pagesDostal - SUPERCRITICAL CARBON DIOXIDE CYCLE THERMODYNAMIC ANALYSIS AND COMPARISON PDFJahangir MalikNo ratings yet
- Using Turbine Thermal Kit Data Benchmark Condenser Performance CalculationsDocument7 pagesUsing Turbine Thermal Kit Data Benchmark Condenser Performance CalculationsAnonymous PkeI8e84RsNo ratings yet
- Sliding Pressure OperationDocument5 pagesSliding Pressure Operationknsaravana100% (1)
- Head Pressure RefrigerationDocument6 pagesHead Pressure RefrigerationGeorge MavromatidisNo ratings yet
- IntercoolingDocument13 pagesIntercoolingDerrick Maatla MoadiNo ratings yet
- Thermodynamic Limitations and OpportunitiesDocument8 pagesThermodynamic Limitations and OpportunitiesanescuveronicaNo ratings yet
- Lecture 5Document44 pagesLecture 5lockas222No ratings yet
- Sliding Pressure OperationDocument5 pagesSliding Pressure OperationCarlos ToscanoNo ratings yet
- Carnot Refrigeration CycleDocument11 pagesCarnot Refrigeration CycleZaimNo ratings yet
- J-T Heat ExchangeDocument8 pagesJ-T Heat ExchangegdoninaNo ratings yet
- Reciprocating Compressor in Refrigeration SystemsDocument19 pagesReciprocating Compressor in Refrigeration SystemsPaul J PameNo ratings yet
- Absorption Refrigeration: Kevin D. Rafferty, P.E. Geo-Heat Center Klamath Falls, OR 97601Document8 pagesAbsorption Refrigeration: Kevin D. Rafferty, P.E. Geo-Heat Center Klamath Falls, OR 97601nadam54321No ratings yet
- Overview of Liquid Metal MHD Power SystemsDocument6 pagesOverview of Liquid Metal MHD Power SystemsdenisekrseNo ratings yet
- Refrigeration CycleDocument8 pagesRefrigeration CycleJames TheeNo ratings yet
- Al-Weshahi Et Al Validation of Simulation Model For Cogeneration Power and Waer Desalination PlantDocument10 pagesAl-Weshahi Et Al Validation of Simulation Model For Cogeneration Power and Waer Desalination PlantSrinivas RajanalaNo ratings yet
- Thermal Performance of A Direct Expansion Solar-Assisted Heat PumpDocument8 pagesThermal Performance of A Direct Expansion Solar-Assisted Heat PumpJessica SilvaNo ratings yet
- Economic Effects Condenser Backpressure Heat Rate Condensate Subcooling and Feedwater Dissolved OxygDocument9 pagesEconomic Effects Condenser Backpressure Heat Rate Condensate Subcooling and Feedwater Dissolved Oxygsekhar_ntpcNo ratings yet
- Reboilerand Condenser Operating ProblemsDocument6 pagesReboilerand Condenser Operating Problemsbalu928100% (1)
- Absorption ChillersDocument8 pagesAbsorption ChillerssanastasNo ratings yet
- Choudhari Et Al. (2012) - Distilation Optimization by Vapor RecompressionDocument7 pagesChoudhari Et Al. (2012) - Distilation Optimization by Vapor Recompressionvazzoleralex6884No ratings yet
- 吴宇峰 Thermodynamics PaperDocument10 pages吴宇峰 Thermodynamics PaperPalmNo ratings yet
- Further Development of A Mixed Gas Joule Thomson RefrigeratorDocument8 pagesFurther Development of A Mixed Gas Joule Thomson RefrigeratorRickson Viahul Rayan CNo ratings yet
- E Steam TurbineDocument5 pagesE Steam TurbineFahd HatemNo ratings yet
- Understand Heat Flux Limitations On Reboiler Design PDFDocument10 pagesUnderstand Heat Flux Limitations On Reboiler Design PDFthawdarNo ratings yet
- 2-2 Te-2 GTDocument10 pages2-2 Te-2 GTVamsi KrishnaNo ratings yet
- Literature Review: 2-1 Basic Gas Turbine OperationDocument21 pagesLiterature Review: 2-1 Basic Gas Turbine Operationsundas Shafiq100% (1)
- Refrigeration CycleDocument8 pagesRefrigeration CycleMohamed HassanainNo ratings yet
- Impact of The Cold End Operating Conditions On Energy Efficiency of The Steam Power PlantsDocument14 pagesImpact of The Cold End Operating Conditions On Energy Efficiency of The Steam Power PlantskenankerimNo ratings yet
- Assignment: Cogeneration and Waste Heat Recovery SystemsDocument8 pagesAssignment: Cogeneration and Waste Heat Recovery Systemsd_raj187No ratings yet
- Chapter 7Document5 pagesChapter 7esraaoraby24No ratings yet
- Ammonia Refrigeration CycleDocument16 pagesAmmonia Refrigeration CycleGeoffreyHunter100% (1)
- HVAC Cooling WaterDocument54 pagesHVAC Cooling WaterShiyamraj Thamodharan100% (1)
- ASME90 GT 335 BollandDocument9 pagesASME90 GT 335 Bollandank_mehraNo ratings yet
- Cascade ControlDocument26 pagesCascade ControlIwan R S100% (1)
- Figure 1. Rankine CycleDocument17 pagesFigure 1. Rankine CycleJikni NobleNo ratings yet
- The Effect of Capillary Tube Length On The Performance of Vapour Compression Refrigeration SystemDocument7 pagesThe Effect of Capillary Tube Length On The Performance of Vapour Compression Refrigeration SystemmahmudNo ratings yet
- 15144958Document7 pages15144958Alwin James100% (1)
- Condensate PotDocument5 pagesCondensate Potkhanasifalam100% (2)
- Refrigerant UnitDocument33 pagesRefrigerant UnitSiti ZulaihaNo ratings yet
- F.L.lansing - Computer Modeling of LiBr - VAR SystemDocument11 pagesF.L.lansing - Computer Modeling of LiBr - VAR SystemRana Abdul RehmanNo ratings yet
- 2-Stage Piston CompressorsDocument4 pages2-Stage Piston Compressorshonghai_dlNo ratings yet
- Combined Cycle Power PlantDocument11 pagesCombined Cycle Power PlantPGPalomaNo ratings yet
- Refrigeration System NptelDocument14 pagesRefrigeration System NptelKapil Goyal100% (1)
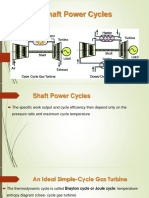
- Shaft Power Cycle Presentation TraineeDocument44 pagesShaft Power Cycle Presentation TraineeCharles EbukaNo ratings yet
- Energy and Exergy Efficiencies of Different Configurations of The Ejector-Based Co Refrigeration SystemsDocument12 pagesEnergy and Exergy Efficiencies of Different Configurations of The Ejector-Based Co Refrigeration SystemsVerma AbhiNo ratings yet
- 5.9 Actual Vapor Compression CycleDocument1 page5.9 Actual Vapor Compression CycleSUMITNo ratings yet
- Chapter 8B - Gas Power Plant Brayton CycleDocument17 pagesChapter 8B - Gas Power Plant Brayton CycleBF3nobel100% (1)
- Unit-6: Gas Turbines and Jet PropulsionDocument9 pagesUnit-6: Gas Turbines and Jet PropulsionSamrudh Manjunath100% (1)
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentFrom EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesFrom EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesRating: 1 out of 5 stars1/5 (2)
- Working Guide to Reservoir Rock Properties and Fluid FlowFrom EverandWorking Guide to Reservoir Rock Properties and Fluid FlowRating: 3 out of 5 stars3/5 (1)
- Navier-Stokes EquationsDocument2 pagesNavier-Stokes EquationsHashim AbadaNo ratings yet
- Reynolds Apparatus Experiment (Bicol University)Document10 pagesReynolds Apparatus Experiment (Bicol University)Dominic Careo100% (5)
- Osborne Reynolds Experiment: CapacuyDocument1 pageOsborne Reynolds Experiment: CapacuyDennis Angelo PablicoNo ratings yet
- Obesity, Diet and Physical ActivityDocument16 pagesObesity, Diet and Physical ActivityHashim AbadaNo ratings yet
- GRAVITATION-Shafee Sir.Document20 pagesGRAVITATION-Shafee Sir.jimmyemandeeNo ratings yet
- Kathrein 739710Document3 pagesKathrein 739710anna.bNo ratings yet
- Simulation On Simulink AC4 Model (200hp DTC Induction Motor Drive) Using Fuzzy Logic ControllerDocument5 pagesSimulation On Simulink AC4 Model (200hp DTC Induction Motor Drive) Using Fuzzy Logic ControllerBook4AllNo ratings yet
- Science 7 Long Quiz q3Document3 pagesScience 7 Long Quiz q3JNA Moments and IdeasNo ratings yet
- Termoformadora de Bandeja SunWell M1370L-HTPF PainelDocument40 pagesTermoformadora de Bandeja SunWell M1370L-HTPF PainelGleicianeLimaGomesNo ratings yet
- Chemistry 9th Edition Zumdahl Test BankDocument25 pagesChemistry 9th Edition Zumdahl Test BankCarolineAvilaijke100% (55)
- Visible and Ultraviolet Spectroscopy-Part 1Document16 pagesVisible and Ultraviolet Spectroscopy-Part 1Amusa TikunganNo ratings yet
- Mcag14 & Mfac r6136b High Imp Rlys, 0Document12 pagesMcag14 & Mfac r6136b High Imp Rlys, 0smcraftNo ratings yet
- 1 Sheet Fundamentals of Heat TransferDocument3 pages1 Sheet Fundamentals of Heat TransferManju MuruhanNo ratings yet
- Energy Reports: Mostefa GhassoulDocument8 pagesEnergy Reports: Mostefa GhassoulEduardo DíazNo ratings yet
- Expulsion Fuse Cutouts: XS, Spxs and IsoxsDocument2 pagesExpulsion Fuse Cutouts: XS, Spxs and IsoxswinsasimahaaNo ratings yet
- Hall Effect - CMP Assignment 1Document14 pagesHall Effect - CMP Assignment 1Meow ChaeNo ratings yet
- Chapter 11: Transformation in AlloysDocument48 pagesChapter 11: Transformation in AlloysbadaboyNo ratings yet
- Location and Control SurveyDocument63 pagesLocation and Control SurveyMaxine MukokiNo ratings yet
- Compressive Strength and Deformation Capacity of Concrete Under Sustained Loading and Low Stress RatesDocument21 pagesCompressive Strength and Deformation Capacity of Concrete Under Sustained Loading and Low Stress RatesCamila HernandezNo ratings yet
- LC and Crystal Oscillator: Prepared By: Mrs. Nisha G R Asst. Professor Dept of ECE VCET, PutturDocument29 pagesLC and Crystal Oscillator: Prepared By: Mrs. Nisha G R Asst. Professor Dept of ECE VCET, PutturNisha Kotyan G RNo ratings yet
- Effect On Superhydrophobic Surfaces On ElectricalDocument12 pagesEffect On Superhydrophobic Surfaces On Electricalhadi ebrahimfathNo ratings yet
- CPC 100 User Manual ENUDocument77 pagesCPC 100 User Manual ENUJose Ramirez TorresNo ratings yet
- Making The Invisible VisibleDocument19 pagesMaking The Invisible VisibleGianna Barcelli FantappieNo ratings yet
- Cambridge Assessment International Education: Combined Science 0653/43 October/November 2019Document10 pagesCambridge Assessment International Education: Combined Science 0653/43 October/November 2019Dada LimNo ratings yet
- Deluge ValveDocument10 pagesDeluge ValvevpnrrajaNo ratings yet
- Solutions - Maths Workbook - 2 - Complex NumbersDocument101 pagesSolutions - Maths Workbook - 2 - Complex NumbersravimcanitNo ratings yet
- Hyo Sung EbaraDocument33 pagesHyo Sung Ebaraduongbk24 luu quang duongNo ratings yet
- Light Reflection and Refraction WorksheetDocument2 pagesLight Reflection and Refraction Worksheetdayanandan171% (7)
- Chapter 4 Radiation Heat TransferDocument22 pagesChapter 4 Radiation Heat TransferFarooq AhmadNo ratings yet
- (Advances in Applied Mathematics) Harendra Singh, H. M. Srivastava), Juan J. Nieto - Handbook of Fractional Calculus For Engineering and Science-CRC Press (2022)Document318 pages(Advances in Applied Mathematics) Harendra Singh, H. M. Srivastava), Juan J. Nieto - Handbook of Fractional Calculus For Engineering and Science-CRC Press (2022)Antonio Torres PeñaNo ratings yet
- PR Calc Ellipse WKSHT - 00001Document4 pagesPR Calc Ellipse WKSHT - 00001Jose VillonaNo ratings yet
- LIT941 0618 Installation ManualDocument8 pagesLIT941 0618 Installation ManualBurhan SharafNo ratings yet
- NIT Rourkela ME SyllabusDocument9 pagesNIT Rourkela ME SyllabusVisionateNo ratings yet
- Lecture - 1.1.9Document17 pagesLecture - 1.1.9akhil nigamNo ratings yet