
Taking Your Weld's Temperature
Taking Your Weld's Temperature
You might also like
- Mini ProjectDocument33 pagesMini ProjectParul TiwariNo ratings yet
- How Not To Make A Short FilmDocument282 pagesHow Not To Make A Short FilmAshish_Singh_512681% (16)
- IAB 337r2 13 Interpretation Implementation ISO 3834 RequirementsDocument15 pagesIAB 337r2 13 Interpretation Implementation ISO 3834 RequirementsÖzgür ÇalışkanNo ratings yet
- 2018 Handling and Storage Recommendations - EN - Rev1!02!2018Document4 pages2018 Handling and Storage Recommendations - EN - Rev1!02!2018David Hortas CasasNo ratings yet
- A Non-Performing Shopping MallDocument24 pagesA Non-Performing Shopping MallRafizah Md Daud100% (1)
- Supplier Manual - HB 04.07-001d en 4 0Document13 pagesSupplier Manual - HB 04.07-001d en 4 0John NickNo ratings yet
- Parrino 2e PowerPoint Review Ch13Document55 pagesParrino 2e PowerPoint Review Ch13Khadija AlkebsiNo ratings yet
- The Cult of The Moon GodDocument15 pagesThe Cult of The Moon GodJesus LivesNo ratings yet
- Preheat PDFDocument11 pagesPreheat PDFromanosky11No ratings yet
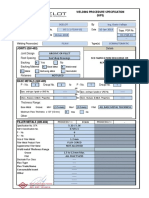
- Preliminary Welding Procedure Specification (PWPS)Document2 pagesPreliminary Welding Procedure Specification (PWPS)Maneesh0% (1)
- Adhesion Cross-Cut Test ExampleDocument2 pagesAdhesion Cross-Cut Test ExampleRaduNo ratings yet
- TVL-Shielded Metal Arc Welding 12 Third: PanimulaDocument3 pagesTVL-Shielded Metal Arc Welding 12 Third: PanimulaFlorinda Gagasa100% (1)
- 3 Welding Imperfections and Materials InspectionDocument31 pages3 Welding Imperfections and Materials InspectionSamerNo ratings yet
- Kou2003 PDFDocument6 pagesKou2003 PDFGe EffgenNo ratings yet
- Ir 0703Document3 pagesIr 0703sheikmoinNo ratings yet
- GMAW FundamentalsDocument18 pagesGMAW FundamentalsYusup MulyanaNo ratings yet
- 1 WPS & PQRDocument2 pages1 WPS & PQRManoranjan sharmaNo ratings yet
- Alstom IRDocument4 pagesAlstom IRkasi reddyNo ratings yet
- BS 1724 (Bronze Welding by Gas)Document24 pagesBS 1724 (Bronze Welding by Gas)nandi_scrNo ratings yet
- Ir 5073 Ppa 005Document6 pagesIr 5073 Ppa 005ValiNo ratings yet
- Native Inspection - Report - CleanedDocument6 pagesNative Inspection - Report - CleanedPrathamesh OmtechNo ratings yet
- WP-8.5.1-02 Role of RWCDocument3 pagesWP-8.5.1-02 Role of RWCNitin SharmaNo ratings yet
- " Policy": Quality Manual SpecifiesDocument3 pages" Policy": Quality Manual SpecifiesHakanNo ratings yet
- Paharpur Cooling Towers LTD: Magnetic Particle Testing ReportDocument1 pagePaharpur Cooling Towers LTD: Magnetic Particle Testing ReportGoutam Kumar DebNo ratings yet
- Weldinglectures4 6 141006115241 Conversion Gate02 PDFDocument102 pagesWeldinglectures4 6 141006115241 Conversion Gate02 PDFramuNo ratings yet
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 pagesCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNo ratings yet
- WPS Presentation enDocument21 pagesWPS Presentation enssierroNo ratings yet
- Flame StraighteningDocument3 pagesFlame StraighteningAvishek Gupta100% (1)
- Section 9 - Welding ControlDocument6 pagesSection 9 - Welding ControlYasser Hammad MohamedNo ratings yet
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- Duplex Stainless Steel - Part 2 - TWIDocument6 pagesDuplex Stainless Steel - Part 2 - TWItuanNo ratings yet
- KEMPPI Welding Technology Course: R.BanerjeeDocument78 pagesKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaNo ratings yet
- Arc - Wleding Final ExamDocument13 pagesArc - Wleding Final ExamJhonalyne Estioco CamachoNo ratings yet
- WELDING INSPECTOR AWARENESS TRAINING ENG Rev00 31.12.2019Document65 pagesWELDING INSPECTOR AWARENESS TRAINING ENG Rev00 31.12.2019Ethem Güngör100% (1)
- IAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANDocument23 pagesIAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANYellow AppleNo ratings yet
- En 15085-2020-What Has ChangedDocument2 pagesEn 15085-2020-What Has ChangedBoran YelkenciogluNo ratings yet
- SS 409M WeldingDocument12 pagesSS 409M WeldingwentropremNo ratings yet
- MEI - Aluminium MIG WeldDocument56 pagesMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- Lecture 1427492067Document356 pagesLecture 1427492067Abhilash SahooNo ratings yet
- CWRVC-1 2nd Edition 15085Document10 pagesCWRVC-1 2nd Edition 15085Cristi OgaruNo ratings yet
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 pagesA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableNo ratings yet
- Cswip 3.1 TestDocument174 pagesCswip 3.1 TestbanglvhNo ratings yet
- Wel 13 HDocument8 pagesWel 13 HWilly Uio100% (1)
- 121 T BW FPDocument4 pages121 T BW FPA. ΒρατσισταNo ratings yet
- Observation On Quality Aspects 083Document3 pagesObservation On Quality Aspects 083Moorthy NaveenNo ratings yet
- OC-1-1-FCAW-1 Rev 0 PDFDocument4 pagesOC-1-1-FCAW-1 Rev 0 PDFDario100% (1)
- Electro Slag Strip Cladding ProcessDocument5 pagesElectro Slag Strip Cladding ProcessIJMERNo ratings yet
- KGP-Flamme Cutting Proce For BEI PDFDocument4 pagesKGP-Flamme Cutting Proce For BEI PDFoomoomNo ratings yet
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNo ratings yet
- 2037-PL-PL-0058-FR-T-025 Dated 18.12.19 PDFDocument14 pages2037-PL-PL-0058-FR-T-025 Dated 18.12.19 PDFDadaso Baburao JamdarNo ratings yet
- Welding Procedure Specification: Material / Joints QualifiedDocument2 pagesWelding Procedure Specification: Material / Joints Qualifiedmurshid badshahNo ratings yet
- Preheat RequirementsDocument3 pagesPreheat RequirementsVJG369No ratings yet
- Welding Procedure Specification (WPS) : Joint Design Welding SequencesDocument1 pageWelding Procedure Specification (WPS) : Joint Design Welding SequencesFerhat KahveciNo ratings yet
- Fb37 1rev0 Checkliste WPK Metallkonstruktionen EnglischDocument13 pagesFb37 1rev0 Checkliste WPK Metallkonstruktionen EnglischDan DumbravescuNo ratings yet
- Basic Welding ProgrammeDocument104 pagesBasic Welding ProgrammeAmit SharmaNo ratings yet
- 12 Storage of Parent MaterialsDocument3 pages12 Storage of Parent MaterialselmiraNo ratings yet
- En Visual Testing ProcedureDocument7 pagesEn Visual Testing ProcedureAdham AhmedNo ratings yet
- WIC-WPS-01 Rev. 00 - FCAW - 1.2Document2 pagesWIC-WPS-01 Rev. 00 - FCAW - 1.2murshid badshahNo ratings yet
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitDocument1 pageTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarNo ratings yet
- Visual Inspection Report-BaiturDocument5 pagesVisual Inspection Report-BaiturBlusukan negeri100% (1)
- Welding Control Procedure (Project Standards and Specifications)Document4 pagesWelding Control Procedure (Project Standards and Specifications)Axtella Global for Information Technology CompanyqNo ratings yet
- Fundamentals of PreheatDocument2 pagesFundamentals of PreheatErivaldo ConstantNo ratings yet
- Ingenieria de La Soldadura PDFDocument11 pagesIngenieria de La Soldadura PDFedscesc10100% (1)
- To Heat Treatment of Welded Structures and Technical Data: CooperheatDocument11 pagesTo Heat Treatment of Welded Structures and Technical Data: Cooperheatsnipertomb100% (9)
- The Influence of Lamellar Graphite Cast Iron Annealing On Hardness and StructureDocument11 pagesThe Influence of Lamellar Graphite Cast Iron Annealing On Hardness and StructureJaromír Roučka100% (1)
- What Is PreheatDocument3 pagesWhat Is PreheatFarid Ahmed KhwajaNo ratings yet
- Managerial Economics MBA OU Question PaperDocument11 pagesManagerial Economics MBA OU Question Paperratansrikanth75% (4)
- Ict ModuleDocument26 pagesIct ModuleSai GuyoNo ratings yet
- Y4 Unit 1 Our CommunityDocument12 pagesY4 Unit 1 Our Communitymerlyn90No ratings yet
- Beer Legislation in CameroonDocument87 pagesBeer Legislation in CameroonPopoola KehindeNo ratings yet
- Safe Back Exercises: The Extensors. Craig LiebensonDocument1 pageSafe Back Exercises: The Extensors. Craig LiebensonrojexeNo ratings yet
- Springer Gabler Dissertation KostenDocument5 pagesSpringer Gabler Dissertation KostenWriteMyCustomPaperCanada100% (1)
- LuqnaDocument2 pagesLuqnaMuhammad JavedNo ratings yet
- The Dark Side of Cross-SellingDocument4 pagesThe Dark Side of Cross-SellingPulkitNo ratings yet
- AMERICAN STORIES - The Keeping Quilt by Patricia Polacco - Molly Bannaky by Alice McgillDocument3 pagesAMERICAN STORIES - The Keeping Quilt by Patricia Polacco - Molly Bannaky by Alice McgillBuck HeroNo ratings yet
- Bal Bhavan Public School G.C. Lagan Marg, Mayur Vihar, PKT-B DELHI-91 Datesheet For Term1 Practical Examination CLASS XII (2021-2022)Document1 pageBal Bhavan Public School G.C. Lagan Marg, Mayur Vihar, PKT-B DELHI-91 Datesheet For Term1 Practical Examination CLASS XII (2021-2022)Rishav KumarNo ratings yet
- Inside The Black Box - Revealing The Alternative Beta in Hedge Fund Returns - (J.P. Morgan Asset Management)Document10 pagesInside The Black Box - Revealing The Alternative Beta in Hedge Fund Returns - (J.P. Morgan Asset Management)QuantDev-MNo ratings yet
- Muhajir DiasporaDocument10 pagesMuhajir DiasporaneoindusNo ratings yet
- Contemporary Philippine Arts From The RegionsDocument22 pagesContemporary Philippine Arts From The RegionsCherry ChanelNo ratings yet
- New Talents: Talent FormatDocument4 pagesNew Talents: Talent Formatjoaollo4954100% (2)
- Trade Secret-IPRDocument16 pagesTrade Secret-IPRjaiNo ratings yet
- What Is Morpheme?: Examples: ConjunctionsDocument6 pagesWhat Is Morpheme?: Examples: ConjunctionsAfifah NovintiaNo ratings yet
- 1 The 20 Keys MethodologyDocument49 pages1 The 20 Keys Methodologymilou88No ratings yet
- Objectives: The C++ Programming Skills That Should Be Acquired in This LabDocument9 pagesObjectives: The C++ Programming Skills That Should Be Acquired in This Labstudent wwNo ratings yet
- What A Wonderful World: (For Alto Saxophone With Concert Band)Document1 pageWhat A Wonderful World: (For Alto Saxophone With Concert Band)tsung goko100% (1)
- BS8004 1986Document157 pagesBS8004 1986ماقوريNo ratings yet
- 10 - The Farm Business SurveyDocument48 pages10 - The Farm Business SurveySeyha L. AgriFoodNo ratings yet
- DGN Staging 66+800 MNB - R1Document10 pagesDGN Staging 66+800 MNB - R1Ajay Kumar GuptaNo ratings yet
- Voluntary Actions and Social MovementsDocument20 pagesVoluntary Actions and Social MovementsgmNo ratings yet
- Hybrid Electric VDocument23 pagesHybrid Electric VDeepesh HingoraniNo ratings yet
























































































You might also like
- Mini ProjectDocument33 pagesMini ProjectParul TiwariNo ratings yet
- How Not To Make A Short FilmDocument282 pagesHow Not To Make A Short FilmAshish_Singh_512681% (16)
- IAB 337r2 13 Interpretation Implementation ISO 3834 RequirementsDocument15 pagesIAB 337r2 13 Interpretation Implementation ISO 3834 RequirementsÖzgür ÇalışkanNo ratings yet
- 2018 Handling and Storage Recommendations - EN - Rev1!02!2018Document4 pages2018 Handling and Storage Recommendations - EN - Rev1!02!2018David Hortas CasasNo ratings yet
- A Non-Performing Shopping MallDocument24 pagesA Non-Performing Shopping MallRafizah Md Daud100% (1)
- Supplier Manual - HB 04.07-001d en 4 0Document13 pagesSupplier Manual - HB 04.07-001d en 4 0John NickNo ratings yet
- Parrino 2e PowerPoint Review Ch13Document55 pagesParrino 2e PowerPoint Review Ch13Khadija AlkebsiNo ratings yet
- The Cult of The Moon GodDocument15 pagesThe Cult of The Moon GodJesus LivesNo ratings yet
- Preheat PDFDocument11 pagesPreheat PDFromanosky11No ratings yet
- Preliminary Welding Procedure Specification (PWPS)Document2 pagesPreliminary Welding Procedure Specification (PWPS)Maneesh0% (1)
- Adhesion Cross-Cut Test ExampleDocument2 pagesAdhesion Cross-Cut Test ExampleRaduNo ratings yet
- TVL-Shielded Metal Arc Welding 12 Third: PanimulaDocument3 pagesTVL-Shielded Metal Arc Welding 12 Third: PanimulaFlorinda Gagasa100% (1)
- 3 Welding Imperfections and Materials InspectionDocument31 pages3 Welding Imperfections and Materials InspectionSamerNo ratings yet
- Kou2003 PDFDocument6 pagesKou2003 PDFGe EffgenNo ratings yet
- Ir 0703Document3 pagesIr 0703sheikmoinNo ratings yet
- GMAW FundamentalsDocument18 pagesGMAW FundamentalsYusup MulyanaNo ratings yet
- 1 WPS & PQRDocument2 pages1 WPS & PQRManoranjan sharmaNo ratings yet
- Alstom IRDocument4 pagesAlstom IRkasi reddyNo ratings yet
- BS 1724 (Bronze Welding by Gas)Document24 pagesBS 1724 (Bronze Welding by Gas)nandi_scrNo ratings yet
- Ir 5073 Ppa 005Document6 pagesIr 5073 Ppa 005ValiNo ratings yet
- Native Inspection - Report - CleanedDocument6 pagesNative Inspection - Report - CleanedPrathamesh OmtechNo ratings yet
- WP-8.5.1-02 Role of RWCDocument3 pagesWP-8.5.1-02 Role of RWCNitin SharmaNo ratings yet
- " Policy": Quality Manual SpecifiesDocument3 pages" Policy": Quality Manual SpecifiesHakanNo ratings yet
- Paharpur Cooling Towers LTD: Magnetic Particle Testing ReportDocument1 pagePaharpur Cooling Towers LTD: Magnetic Particle Testing ReportGoutam Kumar DebNo ratings yet
- Weldinglectures4 6 141006115241 Conversion Gate02 PDFDocument102 pagesWeldinglectures4 6 141006115241 Conversion Gate02 PDFramuNo ratings yet
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 pagesCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNo ratings yet
- WPS Presentation enDocument21 pagesWPS Presentation enssierroNo ratings yet
- Flame StraighteningDocument3 pagesFlame StraighteningAvishek Gupta100% (1)
- Section 9 - Welding ControlDocument6 pagesSection 9 - Welding ControlYasser Hammad MohamedNo ratings yet
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- Duplex Stainless Steel - Part 2 - TWIDocument6 pagesDuplex Stainless Steel - Part 2 - TWItuanNo ratings yet
- KEMPPI Welding Technology Course: R.BanerjeeDocument78 pagesKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaNo ratings yet
- Arc - Wleding Final ExamDocument13 pagesArc - Wleding Final ExamJhonalyne Estioco CamachoNo ratings yet
- WELDING INSPECTOR AWARENESS TRAINING ENG Rev00 31.12.2019Document65 pagesWELDING INSPECTOR AWARENESS TRAINING ENG Rev00 31.12.2019Ethem Güngör100% (1)
- IAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANDocument23 pagesIAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANYellow AppleNo ratings yet
- En 15085-2020-What Has ChangedDocument2 pagesEn 15085-2020-What Has ChangedBoran YelkenciogluNo ratings yet
- SS 409M WeldingDocument12 pagesSS 409M WeldingwentropremNo ratings yet
- MEI - Aluminium MIG WeldDocument56 pagesMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- Lecture 1427492067Document356 pagesLecture 1427492067Abhilash SahooNo ratings yet
- CWRVC-1 2nd Edition 15085Document10 pagesCWRVC-1 2nd Edition 15085Cristi OgaruNo ratings yet
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 pagesA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableNo ratings yet
- Cswip 3.1 TestDocument174 pagesCswip 3.1 TestbanglvhNo ratings yet
- Wel 13 HDocument8 pagesWel 13 HWilly Uio100% (1)
- 121 T BW FPDocument4 pages121 T BW FPA. ΒρατσισταNo ratings yet
- Observation On Quality Aspects 083Document3 pagesObservation On Quality Aspects 083Moorthy NaveenNo ratings yet
- OC-1-1-FCAW-1 Rev 0 PDFDocument4 pagesOC-1-1-FCAW-1 Rev 0 PDFDario100% (1)
- Electro Slag Strip Cladding ProcessDocument5 pagesElectro Slag Strip Cladding ProcessIJMERNo ratings yet
- KGP-Flamme Cutting Proce For BEI PDFDocument4 pagesKGP-Flamme Cutting Proce For BEI PDFoomoomNo ratings yet
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNo ratings yet
- 2037-PL-PL-0058-FR-T-025 Dated 18.12.19 PDFDocument14 pages2037-PL-PL-0058-FR-T-025 Dated 18.12.19 PDFDadaso Baburao JamdarNo ratings yet
- Welding Procedure Specification: Material / Joints QualifiedDocument2 pagesWelding Procedure Specification: Material / Joints Qualifiedmurshid badshahNo ratings yet
- Preheat RequirementsDocument3 pagesPreheat RequirementsVJG369No ratings yet
- Welding Procedure Specification (WPS) : Joint Design Welding SequencesDocument1 pageWelding Procedure Specification (WPS) : Joint Design Welding SequencesFerhat KahveciNo ratings yet
- Fb37 1rev0 Checkliste WPK Metallkonstruktionen EnglischDocument13 pagesFb37 1rev0 Checkliste WPK Metallkonstruktionen EnglischDan DumbravescuNo ratings yet
- Basic Welding ProgrammeDocument104 pagesBasic Welding ProgrammeAmit SharmaNo ratings yet
- 12 Storage of Parent MaterialsDocument3 pages12 Storage of Parent MaterialselmiraNo ratings yet
- En Visual Testing ProcedureDocument7 pagesEn Visual Testing ProcedureAdham AhmedNo ratings yet
- WIC-WPS-01 Rev. 00 - FCAW - 1.2Document2 pagesWIC-WPS-01 Rev. 00 - FCAW - 1.2murshid badshahNo ratings yet
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitDocument1 pageTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarNo ratings yet
- Visual Inspection Report-BaiturDocument5 pagesVisual Inspection Report-BaiturBlusukan negeri100% (1)
- Welding Control Procedure (Project Standards and Specifications)Document4 pagesWelding Control Procedure (Project Standards and Specifications)Axtella Global for Information Technology CompanyqNo ratings yet
- Fundamentals of PreheatDocument2 pagesFundamentals of PreheatErivaldo ConstantNo ratings yet
- Ingenieria de La Soldadura PDFDocument11 pagesIngenieria de La Soldadura PDFedscesc10100% (1)
- To Heat Treatment of Welded Structures and Technical Data: CooperheatDocument11 pagesTo Heat Treatment of Welded Structures and Technical Data: Cooperheatsnipertomb100% (9)
- The Influence of Lamellar Graphite Cast Iron Annealing On Hardness and StructureDocument11 pagesThe Influence of Lamellar Graphite Cast Iron Annealing On Hardness and StructureJaromír Roučka100% (1)
- What Is PreheatDocument3 pagesWhat Is PreheatFarid Ahmed KhwajaNo ratings yet
- Managerial Economics MBA OU Question PaperDocument11 pagesManagerial Economics MBA OU Question Paperratansrikanth75% (4)
- Ict ModuleDocument26 pagesIct ModuleSai GuyoNo ratings yet
- Y4 Unit 1 Our CommunityDocument12 pagesY4 Unit 1 Our Communitymerlyn90No ratings yet
- Beer Legislation in CameroonDocument87 pagesBeer Legislation in CameroonPopoola KehindeNo ratings yet
- Safe Back Exercises: The Extensors. Craig LiebensonDocument1 pageSafe Back Exercises: The Extensors. Craig LiebensonrojexeNo ratings yet
- Springer Gabler Dissertation KostenDocument5 pagesSpringer Gabler Dissertation KostenWriteMyCustomPaperCanada100% (1)
- LuqnaDocument2 pagesLuqnaMuhammad JavedNo ratings yet
- The Dark Side of Cross-SellingDocument4 pagesThe Dark Side of Cross-SellingPulkitNo ratings yet
- AMERICAN STORIES - The Keeping Quilt by Patricia Polacco - Molly Bannaky by Alice McgillDocument3 pagesAMERICAN STORIES - The Keeping Quilt by Patricia Polacco - Molly Bannaky by Alice McgillBuck HeroNo ratings yet
- Bal Bhavan Public School G.C. Lagan Marg, Mayur Vihar, PKT-B DELHI-91 Datesheet For Term1 Practical Examination CLASS XII (2021-2022)Document1 pageBal Bhavan Public School G.C. Lagan Marg, Mayur Vihar, PKT-B DELHI-91 Datesheet For Term1 Practical Examination CLASS XII (2021-2022)Rishav KumarNo ratings yet
- Inside The Black Box - Revealing The Alternative Beta in Hedge Fund Returns - (J.P. Morgan Asset Management)Document10 pagesInside The Black Box - Revealing The Alternative Beta in Hedge Fund Returns - (J.P. Morgan Asset Management)QuantDev-MNo ratings yet
- Muhajir DiasporaDocument10 pagesMuhajir DiasporaneoindusNo ratings yet
- Contemporary Philippine Arts From The RegionsDocument22 pagesContemporary Philippine Arts From The RegionsCherry ChanelNo ratings yet
- New Talents: Talent FormatDocument4 pagesNew Talents: Talent Formatjoaollo4954100% (2)
- Trade Secret-IPRDocument16 pagesTrade Secret-IPRjaiNo ratings yet
- What Is Morpheme?: Examples: ConjunctionsDocument6 pagesWhat Is Morpheme?: Examples: ConjunctionsAfifah NovintiaNo ratings yet
- 1 The 20 Keys MethodologyDocument49 pages1 The 20 Keys Methodologymilou88No ratings yet
- Objectives: The C++ Programming Skills That Should Be Acquired in This LabDocument9 pagesObjectives: The C++ Programming Skills That Should Be Acquired in This Labstudent wwNo ratings yet
- What A Wonderful World: (For Alto Saxophone With Concert Band)Document1 pageWhat A Wonderful World: (For Alto Saxophone With Concert Band)tsung goko100% (1)
- BS8004 1986Document157 pagesBS8004 1986ماقوريNo ratings yet
- 10 - The Farm Business SurveyDocument48 pages10 - The Farm Business SurveySeyha L. AgriFoodNo ratings yet
- DGN Staging 66+800 MNB - R1Document10 pagesDGN Staging 66+800 MNB - R1Ajay Kumar GuptaNo ratings yet
- Voluntary Actions and Social MovementsDocument20 pagesVoluntary Actions and Social MovementsgmNo ratings yet
- Hybrid Electric VDocument23 pagesHybrid Electric VDeepesh HingoraniNo ratings yet