Professional Documents
Culture Documents
GAZALTI ARK KAYNAĞI TIG MIG MAGlibrary - 1
GAZALTI ARK KAYNAĞI TIG MIG MAGlibrary - 1
Uploaded by
Metin GünüşenOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
GAZALTI ARK KAYNAĞI TIG MIG MAGlibrary - 1
GAZALTI ARK KAYNAĞI TIG MIG MAGlibrary - 1
Uploaded by
Metin GünüşenCopyright:
Available Formats
I
GEV
Gedik E itim Vakf#
Kaynak Teknolojisi E itim Ara#t&rma ve Muayene Enstits
Yay#n No: 3
GAZALTI ARK KAYNA I (TIG MIG MAG)
Prof. Dr. Selhaddin ANIK Doc. Dr. Murat Vural
II
NSZ
Gnmzde kaynak teknolojisi, son derece yayg&nla#m&#, kaynak yntemlerinden birini veya birka&n& kullanmayan herhangi bir atlye, fabrika, #antiye vs. grmek hemen hemen imkns&z hale gelmi#tir. Gazalt& ark kayna & ise, eritme esasl& kaynak yntemleri aras&nda en ok kullan&lan kaynak yntemi haline gelmi# ve kullan&m oran& gn getike artmaktad&r. Bu kitap, gazalt& ark kayna & konusunda ihtiya duyulan teorik ve pratik bilgileri ierecek tarzda haz&rlanm&# oldu undan, endstriyel i#letmelerde hem mhendis kademesinde hem de kaynak& kademesinde kullan&labilecek bir yap&ya sahiptir. Ayr&ca kaynak teknolojisi ile ilgili derslerin mevcut oldu u her kademeden e itim kurumunda ve kaynak kurs merkezlerinde de ba#vurulacak bir ders ve kurs kitab& niteli indedir. Gedik E itim Vakf&'n&n yay&nlad& & nc kitap olan "Gazalt& Ark Kayna & - TIG -MIG - MAG" adl& bu eserin konu ile u ra#anlara faydal& olmas&n& dileriz.
S. ANIK - M. VURAL
III
$$NDEK$LER
1. BLM - GAZALTI ARK KAYNAK YNTEMLER$
1.1. 1.2.
1.3.
Giri# Yntemlerin Tarihesi Yntemlerin S&n&fland&r&lmas&
1 1
2. BLM - $LAVE (DOLGU) METALLER VE KORUYUCU GAZLAR
2.1. 2.2. 2.3. 2.4. 2.4.1 Elektrodlar TIG Kayna &nda Kullan&lan Kaynak Telleri ve ubuklar& TIG Kaynak ubuklar& Hakk&nda 'pular& Tel Elektrodlar retim 6 6 7 9 9 9 13 15 15 15 15 24 31 32 32 37 37 39 41 41 43 43 44 45 46 46 47
2.4.1.1. Masif Tel Elektrodlar&n retimi 2.4.1.2. zlTel Elektrodlar&n retimi 2.4.2. Ala#&ms&z ve D#k Ala#&ml& Yap& elikleri 'in Tel Elektrodlar
2.4.2.1 Masif Tel Elektrodlar 2.4.2.1. zl Tel Elektrodlar 2.4.2.2. e#itli Standartlara Gre Masif ve zl Tel Elektrodlar 2.4.3. 2.4.4. 2.4.5. Yksek Ala#&ml& elikler 'in Tel Elektrodlar Dkme Demirlerin Gazalt& Kayna & 'in Kaynak ubuklar& Demird&#& Metal ve Ala#&mlar&n&n Gazalt& Kayna & 'in Kaynak Telleri ve ubuklar& Uygun Tel Elektrodun Seimi 'in Kriterler Koruyucu Gazlar TIG Kayna &nda Kullan&lan Koruyucu Gazlar TIG kayna &nda Kkn Korunmas& iin Gazlar MIG Kayna &nda Kullan&lan Koruyucu Gazlar MAG Kayna &nda Kullan&lan Koruyucu Gazlar
2.4.5.1. Alminyum ve Ala#&mlar& 'in 2.4.6. 2.5. 2.5.1. 2.5.2. 2.5.3. 2.5.4.
2.5.4.1. Geleneksel Yntemlerde 2.5.4.2. T.I.M.E. Proses 2.5.4.3. Di er Yntemlerde 2.6. 2.6.1 Tel - Koruyucu Gaz Bile#imi Kaynak Metalinin Kimyasal Bile#imi
2.6.2. Mekanik-Teknolojik zellikler
IV
3. BLM - GAZALTI TUNGSTEN ARK (TIG) KAYNA'I 3.1
3.2 3.2.1.
Giri#
Elle TIG Kayna &nda Kullan&lan Ekipman TIG Torcu
50
52 52 52 54 56 57 60 62 65 65 69 73 73 73 73 74 75 78 78 80 84 84 85 86 95 95 95 95 97 98
3.2.1.1. Tungsten Elektrodlar 3.2.1.2. Su So utmal& TIG Kaynak Torcu 3.2.1.3. Gaz Merce i 3.2.2 TIG Kayna &nda Kullan&lan Kaynak Makinalar&
3.2.2.1 Kontrol niteleri 3.2.2.1.1. TIG Kayna &nda Elektrodun Tutu#turulmas& 3.2.2.1.2. Krater Doldurma Tertibatlar& 3.2.2.2. Ak&m Tr ve Kutuplama *ekli 3.3. 3.4. 3.4.1. 3.4.2. 3.4.3. 3.4.4. 3.4.5. 3.5. 3.5.1. 3.5.2. 3.5.3. 3.5.4. 3.5.5. 3.6. 3.7. 3.7.1. 3.7.2. TIG Kayna &nda Kaynak A &z *ekilleri ve A &z Haz&rl& & TIG Kayna &nda al&#ma Tekni i Puntalama Ark&n Tutu#turulmas& Torcun Tutulu#u ve 'lerletili#i Kaynak 'lave Telinin Grevleri Kkn Korunmas& Kaynak Parametrelerinin Etkileri Koruyucu Gaz Ak&# Debisi Elektrodun Durumu Ak&m Tr ve Kutuplaman&n Etkisi Ak&m *iddeti, Ark Gerilimi ve Kaynak H&z&n& Etkisi Ak&m 'mpulslar&yla Kaynak TIG Kayna &ndaki Hatalar TIG Orbital - Kayna & Yntemin Esas& Orbital Kaynak Donan&m&
3.7.2.1. Kaynak Kafas& 3.7.2.2. Ak&m reteleri 3.7.2.3. Tel 'lerletme nitesi
3.7.2.4. Kaynak '#lemi 3.7.2.5. '#lemin Ekonomikli i
98 98
4. BLM - GAZALTI METAL ARK (MIG/MAG) KAYNA'I
4.1. 4.2. 4.3. 4.3.1. 4.3.2. 4.3.3. 4.3.4. Giri# Yntemin Prensibi MIG/MAG Kayna &nda Kullan&lan Kaynak Ak&m reteleri Ark Karakteristi i MIG/MAG Kaynak Makinalar&n&n Karakteristi i MIG/MAG Kaynak Donan&m Trleri MAG-CP veya Transpuls Kaynak Makinalar& 99 99 102 102 103 106 115 115 116 116 116 117 119 120 126 128 130 131 131 134 139 142 146 150 151 151 151 152 152 153
4.3.4.1. Giri# 4.3.4.2. MAG-CP ve Transpuls Kaynak Makinalar&n&n Kar#&la#t&r&lmas& 4.3.4.2.1. CP-Ak&m reteleri 4.3.4.2.2. Transpuls Ayar Elemanlar& 4.3.4.3. Tek Anahtardan Kontrol 4.3.5. 4.4. 4.5. 4.6. 4.7. 4.7.1. Uygun Gte Kaynak Makinas& Seimi Tel ilerletme Cihazlar& Kontrol nitesi Hortum Paketi MIG/MAG Kaynak Torlar& Torlar&n Yap&lar&
4.7.1.1. Kontak Borusu 4.7.1.2. Koruyucu Gaz Memesi 4.7.1.3. S&ramalar&n Yap&#mas&n& nleyen Ay&r&c& Maddeler 4.7.2. 4.8. 4.9. 4.9.1. 4.9.2. 4.9.3. 4.9.4. 4.9.5. Torlar&n Trleri Bas&n D#rme Manometresi ve Debimetre Arkta Malzeme Gei#i K&sa Ark-Orta (Ara) Ark Blgesi Orta (Ara) Ark Blgesi Orta (Ara) Ark - Sprey Ark (MAGM) S&n&r Blgesi Orta (Ara) Ark - Uzun Ark (MAGC) Blgesi 'mpuls Ark Blgesi
4.9.6. Kar&#&m Gazlarda Kritik S&n&rlar&n A#&lmas&
VI
4.9.7. 4.9.8. 4.10.
al&#ma Blgeleri Arac&l& &yla E itim zet Pinch-Effekt
153 153 154 154 155 156 156 157 157
4.10.1. Pinch Kuvveti ve Pinch Etkisi 4.10.2. Ara (Orta) Ark Durumunda Pinch Kuvveti 4.10.3. Sprey Ark Durumunda Pinch Kuvveti 4.10.4. 'mpuls Ark Durumunda Pinch Kuvveti 4.10.5. Geri Darbe Durumunda Pinch Kuvveti 4.10.6. De erlendirme
5. BLM - MIG/MAG KAYNA'INDA ALI)MA TEKN$'$
5.1. 5.2. 5.3. 5.4. 5.5. 5.6. 5.7. 5.8. 5.9. 5.10. 5.11. 5.12. 5.13. 5.14. 5.15. 5.16. MIG/MAG Kaynak Donan&m&n&n Ayarlanmas& Kaynak Parametreleri 'in Do ru De erler Tel Elektrod ap& Elektrod 'lerleme H&z& ve Kaynak Ak&m& Bo#ta al&#ma Gerilimi ve Kaynak Gerilimi al&#ma Tekni i Elle Kaynak Torcun Tutulu#u Puntalama Yukar&dan A#a &ya ve A#a &dan Yukar&ya Kaynak Tavan ve Korni# (Ufki) Pozisyonunda Kaynak Boru Birle#tirmelerinde Pozisyon Kayna & Tam Mekanize Kaynak Kal&n Salar&n Kayna & Banyo Emniyeti ve Para Kenarlar&n&n Birbirine Uyumu MIG/MAG Kayna &nda Kaynak Diki#lerinde Grlen Hatalar 158 159 159 160 166 167 167 172 180 181 184 185 185 190 193 195 196 196 196 197 198 198 198 198
5.16.1. Gzenek Olu#umu 5.16.1.1. Azot Nedeniyle Gzenek Olu#umu 5.16.1.2. Hidrojen Nedeniyle Gzenek Olu#umu 5.16.1.3. Karbonmonooksit Nedeniyle Gzenek Olu#umu 5.16.2. atlak Olu#umu 5.16.2.1. Kaynak Metalindeki atlaklar 5.16.2.2. Is&n&n Tesiri Alt&ndaki Blgedeki (ITAB'daki) atlaklar 5.16.3. Yetersiz Nfuziyet
VII
5.16.4. Birle#me Hatas& 5.16.5. Cruf Kal&nt&lar& 5.16.6. Yanma Oluklar& (Yanma entikleri) 5.16.7. S&rama 5.16.8. Dzensiz Diki# Profili 5.16.9. Diki#in Grn# 5.17. e#itli Malzemelerin Gazalt& Kayna & 5.17.1. 'nce Taneli Yap& eliklerinin Kayna & 5.17.1.1. Is&n&n Tesiri Alt&ndaki Blge - ITAB 5.17.1.2. izgisel Enerji E (J/cm) 5.17.2. Paslanmaz ve Yksek Ala#&ml& eliklerin MIG/MAG Kayna & 5.17.3. Alminyum ve Ala#&mlar&n&n TIG - MIG Kayna & 5.17.4. Titanyum esasl& malzemelerin TIG kayna &
200 201 202 204 206 209 209 209 210 210 214 218 222
6. BLM - ZL TEL ELEKTRODLA ARK KAYNA'I
6.1. 6.2. 6.3. 6.3.1. 6.3.2. 6.4. 6.4.1. 6.4.2. 6.5. 6.6. 6.7. Giri# Yntemin Temel Prensipleri Kaynak Donan&m & Yar& Mekanize Kaynak Donan&m & Tam Mekanize Kaynak Donan&m & Koruyucu Gazlar Karbondioksit Kar&#&m Gazlar Kaynak Yap&labilen Malzemeler zl Tel Elektrodlar Yntem Karakteristikleri 224 224 226 227 230 232 232 232 233 233 235 235 235 235 236 236 236 237 241 242
6.7.1. Kaynak Ak&m & 6.7.2. Ark Gerilimi 6.7.3. 6.7.4. Serbest Elektrod Boyu (Kontak Borusu Mesafesi) Kaynak H&z&
6.7.5. Koruyucu Gaz Ak&#& 6.7.6. Elektrod A&s& 6.8. 6.9. 6.10. Ba lant& Tasar&m & ve Kaynak Prosedr Kaynak Hatalar& ve Nedenleri zl Telle Ark Kayna &n&n Avantaj ve Dezavantajlar &
VIII
7. BLM - MIG/MAG KAYNA'INDA EKONOM$KL$K
7.1. 7.2. 7.3. 7.4. 7.5. 7.6. 7.7. 7.8. 7.9. 7.10. Giri# Tam Mekanizasyona ve Otomatizasyona Uygunluk Eritme Gc Yan Sreler ve Devrede Kalma Sresi Distorsiyon (ekme ve arp&lma) G Kar#&la#t&rmas& Kaynak Metali Miktar& Malzeme Maliyetleri Uygulanabilirlik MIG/MAG Kayna &nda Maliyet Hesab&
Giri,
244 244 245 245 246 247 247 249 250 251
8. BLM - GAZALTI ARK KAYNA'INDA SA'LIK VE GVENL$K
8.1. 254 265
9. BLM - GAZALTI ARK KAYNA'I $$N AYAR DE'ERLER$ FAYDALANILAN ESERLER
284
1. BLM
GAZALTI ARK KAYNAK YNTEMLER$
1.1. Giri,
Bugn bir konstrksiyon eleman&n&n kayna &nda - rne in bir elik kpr, boru hatt&, bierdver, otomobil veya mobil kren -, bilinen eritme kaynak yntemlerini kullanmaktay&z. Bu yntemler a#a &daki #ekilde grupland&r&labilir: - geleneksel yntemler; gnmzde, belirli talepleri kar#&lamak amac&yla halen yayg&n #ekilde uygulanan gaz eritme kayna &, - yine gnmzde, belirli uygulama alanlar&nda ncelikle kullan&lan, bilinen rtl ubuk elektrodlarla yap&lan elektrik ark kayna &, birle#tirme yntemlerinin nispeten yeni bireyi olan koruyucu gaz alt&nda ark kayna &; k&saca gazalt& ark kayna &. Koruyucu gaz, "&plak tel" ile kaynak yapt& &m &zda, eriyik halindeki kaynak banyosu ile evresindeki hava atmosferinin temas&n& keser. Kaynak banyosunun bu #ekilde rtlmesi, gaz eritme kayna &nda ntr oksi-asetilen aleviyle, elektrik ark kayna &nda ise ubuk elektrodun gaz haline geen rtsyle sa lan&r. Do al olarak #u soru akla gelebilir: Gazalt& ark kayna &, eski kaynak uygulamalar& aras&nda hangi oranda uygulanmaktad&r? Gnmzde eritme kaynak yntemleriyle birle#tirilmi# yap& eliklerinin en az % 60'& "gazalt& ark kaynakl&" d&r. Yakla#&k % 10'u tozalt& ark kaynakl&d&r ve kalan& da rtl ubuk elektrodlarla kaynak yap&lmaktad&r- bu grupland&rmada gaz eritme kayna &n& ihmal edebiliriz .
1.2.
Yntemlerin Tarihesi
Eriyik halindeki kaynak banyosunun bir gazla korunmas& fikri olduka eskidir. 'lk defa 1926 y&l&nda ortaya at&lan Alexander usulnde kaynak diki#i metanol gaz& ile korunmu# ve daha sonralar& 1928'de de Arcogen usul geli#tirilmi#tir. Bu usulde hem bir elektrod hem de oksi-asetilen alevi birlikte kullan&lm &#t&r. Burada fle alevi, diki#i havan&n etkisinden korumaktayd&. Bugn bu usullerin her ikisi de terkedilmi#tir. Di er taraftan, kaynak metalinin atmosferin etkilerine kar#& korunmas&, sistemli bir #ekilde incelenmi# ve yine 1926 y&l&nda Amerika Birle#ik Devletlerinde Weinmann ve Langmuir taraf&ndan hidrojen'in bir koruyucu gaz olarak kullan&lmas&yla arkatom usul uygulama alan&na girmi#tir.
Koruyucu gaz olarak inert bir gaz&n kullan&lmas&, ancak 1930 y&l&nda Amerika Birle#ik Devletlerinde Hobart ve Devers taraf&ndan patent olarak al&nm&# ve 1940 y&l&nda da Nortrop Aircraft Company Inc. firmas& taraf&ndan, uak in#aat&nda magnezyum ve ala#&mlar&n&n kayna &nda kullan&lm&#t&r. Burada nce helyum gaz& kullan&lm&# ve daha sonra da 1942 y&l&nda Linde Air Product Company ve Union Carbide and Carbon Corporation taraf&ndan hem helyum ve hem de argon gazlar& kullan&larak hafif metal ve ala#&mlar&n&n kayna & yap &lm &#t&r. Inert gazlardan ba#ka kaynak yerinde karbondioksit gibi aktif bir gaz&n kullan&lmas& konusundaki ilk al&#malara 1952 y&l&nda ba#lanm&#t&r. Bugn e#itli inert gaz ve aktif gazlar&n kullan&ld& &, donan&m& ayn& ancak gaz kar&#&mlar& farkl& olan e#itli gazalt& ark kaynak yntemleri mevcuttur.
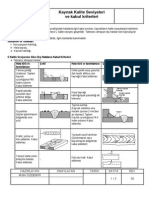
1.3. Yntemlerin S#n#fland#r#lmas#
Gazalt& ark kaynak yntemleri, elektrod, koruyucu gaz ve ark trne gre s&n&fland&r&labilir. Tablo 1.1, bu prensiplere gre gazalt& ark kaynak yntemlerinin s&n&fland&r&lmas&n& gstermektedir. 'lk byk s&n&fland&rma, elektrod trne gre yap & lm &# t & r. Burada yntemler, erimeyen ve eriyen elektrod olarak grupland&r&labilir. Erimeyen elektrodlar tungsten'den mamuldr ve yntem gruplar& bu nedenle Gazalt# Tungsten Ark Kayna # (GTAK) olarak adland&r&lm&#t&r. Eriyen elektrodlar ise hem ark ta#&y&c& hem de ilave metal grevi yapt& &ndan ve genellikle kaynak yap&lan metalle ayn& kimyasal bile#ime sahip oldu undan, bu yntem Gazalt# Metal Ark Kayna # (GMAK) olarak adland&r&l&r. Bu iki ana grubun alt gruplar&, kullan&lan koruyucu gaz trne gre yap&labilir. Gazalt& Tungsten Ark Kayna &nda baz& durumlarda Argon-Hidrojen kar&#&mlar&, ancak o u uygulamada da inert (soy) gazlar kullan&l&r. 'nert, eski greke bir kelimedir ve "reaksiyona isteksiz" anlam &na gelmektedir. Btn soy gazlar bu gruba dhildir. Yksek s&cakl&kta di er maddelerle bile#ik olu#turmazlar; ayr&ca, kaynak s&ras&nda da ntr zelliklerini korurlar. Sz edilen inert gazlar&n tm, Plazma Kayna &nda (PK) kullan&l&rken, Tungsten Inert Gaz kayna &nda (TIG) bunlardan sadece argon, helyum veya ikisinin kar&#&m& kullan&lmaktad&r. Tungsten hidrojen kayna &nda (THK) ise kaynak s&ras&nda evre atmosferi hidrojen gaz& ile uzakla#t&r&lmaktad&r. Ark trne gre plazma ark kayna &, plazma huzme kayna & (PHK), plazma ark kayna & (PAK) ve plazma huzme-plazma ark kayna & (PHAK) olarak alt gruplara ayr&labilir. Gazalt& metal ark kayna &nda hem inert hem de aktif gazlar kullan&labilmektedir. Bu nedenle gazalt& metal ark kayna &, Metal Inert Gaz (MIG) kayna & ve Metal Aktif Gaz (MAG) kayna & olarak ayr&l&r. Nfuziyet formu, diki#in grn# ve s&rama olu#umu, kullan&lan aktif gaz trnn eritme gcne ba l& olan Metal Aktif Gaz kayna &, koruyucu gaz trne gre, e er aktif gaz (CO2 ve O2) bile#enleri olan argon esasl& bir koruyucu gaz kullan&l&yorsa MAG-M kayna & ve kaynak karbondioksiti (CO2) kullan&l&yorsa MAG-C kayna & olarak alt gruplara ayr&l&r.
Tablo 1.1. Gazalt ark kaynak yntemlerinin s n fland r lmas
Ark trne gre ba#ka bir s&n&fland&rma yapmak da mmkndr. Ark&n olu#um #ekli, k&sa devre yapma e ilimine ve malzeme gei# moduna gre belirlenir. e#itli ark trlerinin karakteristik zellikleri Tablo 1.2'de verilmi#tir. Tablo 1.2, Ark trlerinin s n fland r lmas
Ancak ark trleri, ancak belirli #artlar alt&nda mmkn olabilece inden, bunlar&n kaynak ynteminden ba &ms&z olarak seilebilece i d#nlmemelidir. Bu malzeme gei# formlar&, tm gazalt& metal ark kaynak yntemlerinde, uygun ak&m #iddeti ve buna ba l& ark gerilimi ile ayarlan&r ve do al olarak kullan&lan koruyucu gaz trne gre k&sa devre frekans& ve damla bykl taraf&ndan belirlenir. Tablo 1.2'de verilen ok ince ila iri damla byklkleri, tel elektrodun ap&na gre a#a &daki #ekilde s&n&fland&r&l&r: - ok ince damla < tel ap& - ince damla , tel ap& - iri damla > tel ap& 'mpuls ark, uygun bir impuls kaynak makinas& olmas& halinde, impuls yksekli i ve impuls frekans& ile ayarlanabilir; ancak istenen etki sadece belirli koruyucu gazlarla sa lanabilir. Bu nedenle impuls ark,
sadece MIG kayna &nda ve argonca zengin kar &#&m gazlar &n kullan&ld& & gazalt& metal ark kayna &nda mmkndr. Ak&m impulsu tamamen ayr& bir olayd&r ve TIG kayna &nda ve baz& zel durumlarda plazma ark kayna &nda da uygulanabilir. Sprey ark veya uzun ark ayar&, sadece kullan&lan koruyucu gaza ba l&d&r. MIG kayna &nda ve argonca zengin kar&#&m gazlar&n kullan&ld& & kaynakta, yksek ak&m #iddetinde uygun bir sprey ark elde edilebilirken, karbondioksit veya yksek oranda karbondioksit ieren kar&#&m gazlar&n kullan&lmas& halinde uzun ark olu#ur. Tablo 1.2.'de verildi i gibi, bu standart ark trlerinin yan&nda, pratikte kar&#&k ark veya ara ark da denilen, ilave bir ark tr daha mevcuttur. Orta boy ark olarak adland&r&lan bu ark, esas olarak ayar parametrelerine ba l&d&r ve damla bykl olarak k&sa devre e ilimli olup k&sa ark ile sprey veya uzun ark aras&ndad&r.
2. BLM $LAVE (DOLGU) METALLER VE KORUYUCU GAZLAR
2.1. Elektrodlar
Gazalt& ark kayna &nda ak&m ileten teller veya ubuk elektrodlar kullan&l&r. Srekli elektrod olarak da adland&r&lan, erimeyen ve sadece ark ta#&y&c& olarak grev yapan elektrodlar, kaynak ilave malzemesi olarak adland&r&lmaz. Bu nedenle gazalt& tungsten ark kayna &nda (TIG) tungsten elektrodlar S.Blm'de ele al&nm &#t&r. Gazalt& metal ark kayna &nda (MIG/MAG) ise tel elektrodlar kullan&lmaktad&r.
2.2.
TIG Kayna #nda Kullan#lan Kaynak Telleri ve ubuklar#
Gazalt& tungsten ark kaynak yntemlerinde (TIG-, THK-, PK-, PHK-, PAK- ve PHAK-kaynak yntemleri), ak&m ta#&madan eriyen kaynak telleri veya ubuklar& formunda kullan&lan kaynak ubuklar&, a#a &daki standartlarda verilmi#tir. TS EN 1668 TS 5671 TS 6204 TS 6206 TS 7708 - ala#&ms&z ve d#k ala#&ml& elikler iin - bak&r ve bak&r ala#&mlar& iin - alminyum ve alminyum ala#&mlar& iin - nikel ve nikel ala#&mlar& iin - titanyum ve titanyum ala#&mlar& iin paslanmaz ve yksek s&cakl& a dayan&kl& elikler iin
TS 11197 -
kaynak telleri ve ubuklar&. Tablo 2.1'de, TS EN 1668'e gre kaynak ubuklar&n&n aplar& ve boylar& verilmi#tir. 7 Tablo 2.1. TS EN 1668'e gre kaynak ubuklar n n ap ve boylar
2.3. TIG Kaynak ubuklar# Hakk#nda $pular#
Doldurma kayna & iin sert metal ala#&mlar&ndan dkm yoluyla da 4 ila 12 mm ap&nda ve 350 ila 1000 mm boyunda ubuklar retilebilir. Kaynak telleri ve ubuklar&, tel elektrodlarla ayn& #ekilde (Madde 2.4.1'e bak&n&z) retilir ancak ap toleranslar& ve yzey kaliteleri, ak&m iletmeleri gerekmedi inden yksek talepleri kar#&lamaz.
D$KKAT: Kaynak teli olarak, esas metal sac&ndan kesilmi# #eritleri de il, piyasada sat&lan kaynak tellerini kullan&n&z. NK:
Satan kesilen #eritlerin temizlenmemi# kenarlar oksit ierir ve kaynak metaline safiyetsizlikleri ta#&r. Bundan ba#ka sa #eritler, arktaki yanman&n dengelenmesi bak&m&ndan genellikle gerekli olan, k& smen yksek ala#&m ieri ine sahip de ildir. (Stabilize CrNi-eliklerinde rne in kaynak ubu unda stabilizasyon elemanlar& olarak kullan&lan tantal/niyobyum bulunur; oysa salarda genellikle sadece titanyum bulunur ve. bu da ark iinde k&smen yanar). Sa #eritler kaynak metalini metalrjik olarak etkileme gcne sahip de ildir.
D$KKAT ED$LMEZSE:
Kaynak metalinde oksit olu#ur. Kt kalite de erinde kaynak metali elde edilir ve bu t&p hata giderilemez.
GSTER$M:
Yanl&#
D$KKAT:
Do ru
Alminyum ve ala#&mlar& n& n TIG ve MIG kayna &nda do ru kaynak ilave telini seim/,. Esas metalin alminyum ala#&m& ile ayn& (tir ilave metalin uyumlu olup olmayaca &na dikkat ediniz. NK: Saf alminyum -rne in g&da endstrisindeki uygulamalar iin- ayn& tr ilave metalle kaynak edilmelidir. Ancak tm ala#&mlarda, Mg veya Si veya her ikisinin de bulunmas& halinde, atlak olu#umundan ka& nmak ve kaynak telinin diki #teki dayan&m &n& srdrebilmek iin ilave metal zenle seilmelidir. Bu durumda, kaynak ilave telinin daha yksek ala#&m ierikli seilmesi zorunlulu u da ihtimal dahilindedir. Gerekti inde esas metali veya ilave metali sa layan sat&c&ya sorulmal&d&r. rne in yksek yap&larda ta#&y&c& elemanlar&n kayna & gibi
durumlarda, esas metal ile ilave metalin birbirine uygunlu u test edilmelidir. D$KKAT ED$LMEZSE: Kaynak diki#inde atlak olu#ur ve kaynakl& ba lant& dayan&m veya #ekillendirilebilme bak&m&ndan zay& flar. Bu hatan& n giderilmesi iin kaynak ilave metalinin ba#tan yanl &# seilmemesi sa lanmal&d&r. Veya tm kaynak diki#leri sklmeli ve yeniden kaynak edilmelidir (??).
GSTER$M:
D$KKAT: TIG kaynak ilave malzemesi olarak hibir zaman gaz (oksi-asetilen) kaynak telini kullanmay&n&z. Sadece TIG kayna & iin retilmi# kaynak tellerini kullan&n&z. Sakin dklmemi# (kaynar dklm#) elikler mutlaka sadece kaynak ilave teli kullanarak kaynak edilmelidir. NK: Gaz kaynak ubuklar&, argon ark& iinde erimeye uygun de ildir. Kaynak diki#inde gzenek olu#tururlar. Bu nedenle reticiler, ala#&m ieri i (zellikle mangan ve silisyum) argon ark&na uygun olan ala#&ms&z ve d#k ala#&ml& eliklerden TIG kaynak ubuklar& satar. Sakin dklm# elik kalitesinde ince salar, genel olarak ilave metal olmadan da kaynak edilebilir (bu dununda kaynak banyosu kk tutulmal&d&r). Sakin dklm# eliklerden salarda, ilave telsiz kaynak s&ras&nda daima gzenek olu#ma tehlikesi mevcuttur. D$KKAT ED$LMEZSE: Gzenek olu#ur. Bu nedenle gerekirse oksi-asetilen kayna & ve TIG-kayna & ilave tellerini ayr& ayr& depolay&n&z.
10
GSTER$M:
2.4. Tel Elektrodlar 2.4.1. retim 2.4.1.1. Masif Tel Elektrodlar#n retimi
Gazalt& Metal Ark (MlG/MAG) Kayna &nda kullan&lan tel elektrodlar, kural olarak kaynak yap&lan metalle ayn& tr veya benzer kimyasal bile#ime sahip olup so uk ekme i#lemiyle imal edilirler. Bu i#lem iin ba#lang& rn, 5,5 ila 6,0 mm ap&nda s&cak haddelenmi# tellerdir. ekme i#lemi ba#lamadan nce, s&cak haddelemeden kalan yzey oksitlerinin temizlenmesi iin bir da lama veya mekanik temizleme i#lemi yap&l&r. 'malat i#leminin ak&#& s&ras&nda bir bak&r kaplama yap&lmas& gerekir. Bir kademede byk bir kesit klmesi sa lamak mmkn olmad& &ndan ekme i#lemi ok kademeli olarak gerekle#tirilir. Bu s&rada telin i yap&s&nda deformasyon sertle#mesi olu#ur ve dayan&m artar; bu nedenle tele ara tavlamalar uygulan&r. Ara tavlamalar, 600 ila 650C aras&nda bir yeniden kristalle#me tav&ndan olu#ur. Bu i#lem s&ras&nda tellerin yzeyinde yeniden oksit olu#umunu nlemek iin tavlama i#lemi f&r&nda vakum ortam &nda veya koruyucu gaz alt&nda yap&l&r. Bylece yumu#ayan teller son llerine getirilmek amac&yla bir "bitirme ekmesi" i#lemine tabi tutulur. Son ekmeden nce tellerin bak&r kaplanmas& gerekir. Bu i#lem, elektrolitik yntemle veya galvanik bak&r kaplama yntemiyle gerekle#tirilir. Her iki durumda da tel, bak&r ieren bir banyoya, rne in bir bak&rvitriol / slfrik asit zeltisine dald&r&l&r. Bu banyo iinde asit, yzeyden demir atomlar&n& zer, yerine zeltiden bak&r iyonlar& geer.
11
Elektrolitik bak&r kaplamada, yzey tabakas&n&n kal&nl& & uygulanan gerilimden etkilenirken, galvanik kaplamada bu kal&nl& &, zeltide tutma sresi belirler. Her iki yntemde de olu#an bak&r tabakas& przl ve gzeneklidir. Bu nedenle sonradan bir "bitirme ekmesi" ile przszle#tirilir ve daha yo un hale getirilir. Bak&r tabakas&, kontak borusundaki (= kontak llesindeki = kontak memesindeki) gei# direncini ve tel ilerletme mekanizmas&ndaki srtnmeyi azalt&r ve yeterli yo unlukta ise, elik teli atmosferik korozyona kar#& korur. Yksek ala#&ml& tel elektrodlar ve metal telleri de yukar &da a&klanan yntemle imal edilir. Ancak bunlarda herhangi bir bak&r vs. kaplama yap&lmaz ve yeniden kristalle#me tav & yerine malzemenin yap &s&na uygun ba#ka tavlama i#lemleri uygulan&r. Bitirme ekmesinden sonra teller ya do rudan makaralara sar &l&r veya, daha sonradan makaralara sar &lmak zere yakla#&k 300 kg'l &k ara sar &mlar haline getirilir. *ekil 2.1.'de TS 5618'de verilen makara trleri ve Tablo 2.1'de gbekli ve gbeksiz makaralar&n l ve a &rl&klar&, Tablo 2.2'de ise yanaks&z makara lleri verilmi#tir. *ekil 2.2 en ok rastlanan gazalt& kaynak tel makara ve f&&lar& gstermektedir.
12
!ekil 2.1. TS 5618'e gre gazalt kaynak telleri iin makara trleri. Tablo 2.1. TS 5618'e gre gbekli ve gbeksiz makaralar n l ve a$ rl klar .
13
Tablo 2.2. TS 5618'e gre yanaks z makara lleri
ller mmdir
14
!ekil 2.2. Gazalt kaynak tellerinin piyasaya arz 'ekilleri stte: 15 kg'l k makara sar mlar ; altta: 250 kg'l k gazalt kaynak tel f s Bir gazalt& telinin bkm, makaradan sa &ld&ktan sonra olu#turdu u e riliktir. Sa &lan tel sar&m&n&n serbest halde olu#turdu u dairenin ap&, telin bkmnn lsdr. Pek ok kaynak makinas&nda tel ilerletme makaralar&, teli nominal lsne kadar do rultamad& &ndan, bu bkm, ilerletme elemanlar&nda telin srtnme miktar&n& etkiler. Ayr&ca bkmn az ya da oklu u, tel ilerletme kovan&nda bir dalgal&l&k hali de olu#turur. Telin bkm bydke ve kontak borusu uzunlu u azald&ka, bu srtnme de azalmaktad&r. zellikle sert tel elektrodlarda kontak memesi ve tel kovan& a#&nmas&n&n artmas&ndan ka&nmak iin, bkm yar&ap& byk de erde olmal&d&r. Byk bir bkm yar&ap&n&n dezavantaj&, kayna &n sonuna do ru baz& sar&mlar&n makaradan yaylanarak a&lmas& veya makara freni gev#ek ayarlanm&#sa, a&lan telin tel ilerletme mekanizmas&n& koruyan kapa a temas etmesidir. Bu durum sadece, genelde ok k&sa diki#ler kaynak edilen yerlerde olu#ur. Farkl& tel reticileri, gnmzde tel elektrodlar&n& yakla#&k 800 ila 1000 mm'lik bir bkm de erinde retmektedir. K&sa diki#lerin ekildi i yerlerde veya dz torlar&n kullan&ld& & tam mekanize kaynakta teller 300 mm'lik bir bkm de erinde sar&l&r. Ayr&ca tellerin sa &l&rken olu#an di er bir problem de telin helezon yapmas&d&r. 'yi sar&lm&# bir telin helezon yapmamas& gerekir. Helezon yapan tel de tel ilerletme kovan&nda ve kontak borusunda yzey
15
hasar&na neden olur ve zellikle kontak borusunda a#&r& &s&nd& & takdirde boru i cidar&na yap&#abilir. Bir tel elektrodun pek dikkat edilmeyen ba#ka bir problemi de, sar&mlar&n bo#almas&d&r. Tel elektrodlar makaraya e# ll sar&lm &# olmal&d&r. apraz sar&mlar daima d mlenme tehlikesi yarat&r. Nispeten daha pahal& olan tabaka-tabaka sar&m her zaman gerekli de ildir. Paralel sar&m o u kez ayn& grevi yapar. Ancak genellikle alminyum gibi yumu#ak tellerde, apraz gei#ler daima d mlenme yapar. Burada teknik olarak tabaka tabaka sar&m zorunludur. Tellerin ucunun sar&m iinde ekli (kaynakl&) olmas&, daha ok torta problem yarat&r. rne in tel elektrodun ap ls, alt tolerans s&n&r&ndaysa veya kontak memesi a#&nm&# veya gere inden byk seilmi#se, tel memeye sadece memenin alt ucunda temas etmekle kalmaz, ayn& zamanda ak&m borusunun arkas&nda da temas eder; bylece diren &s&s& nedeniyle yksek s&cakl&klara &kar.
2.4.1.2. zl Tel Elektrodlar#n retimi
zl tel elektrodlar & n retimi bir kenetli boru rne i iin *ekil 2.3'de gsterilmektedir. Burada elik #erit ilk a#amada haddelenerek bir U-enkesitine sahip hale getirilir. Daha sonra iine mineral ve metalik z doldurulur. Boylamas&na e#it ll bir dolgu sa lamak iin bir dozaj cihaz&n&n kullan&lmas& gerekir. Sonra U-enkesitine sahip #erit, kenetli borunun kapat&lmas& iin tekrar ekilerek kapat&l&r ve so uk ekme veya haddeleme ile istenen son apa d#rlr. A&k enkesitli zl teller, metal ta#&yan kaplama banyolar& rtye nfuz edebilece inden ve dolay&s&yla rtnn bile#imini bozabilece inden bak&r kaplanmayabilir. Kapal& bir boru enkesitine sahip di er zl tel trleri bak&r kapl& olarak sat&labilir. Ayr&ca mantolu tel elektrodlar mevcuttur ve bu tr kaynak ilave malzemeleri "usuz" rtl elektrodlar olarak adland&r&l&r.
!ekil 2.3. Bir zl tel imalat n n ak ' 'emas
16
D$KKAT:
Kaynak ilave malzemelerini kuru bir odada depolay&n&z. Paketleri gnlk ihtiya kadar a&n&z. Gerekmeyen miktar& orijinal paketinde saklay&n&z. Kaynak ilave malzemelerini kirlenmeye kar#& koruyunuz. Bu nedenle MIG/MAG kayna &ndaki tel kangallar&n& yerine takt&ktan sonra, kaynak s&ras&nda kapa &n& kapat&n&z.
NK:
Nemli ortamlarda, zellikle nem olu#turan maddelerin bulundu u ortamda, hava s& zd& rmaz paketleme kullan&lmad& & zaman, elik teller paslanabilir; alminyum tellerin zerindeki oksit tabakas&n&n nemlilik oran& artabilir. Nem veya pas&n hangisi mevcutsa, kirlenme tr de buna ba l& olu#ur; bu maddeler ark & s&s& ile ayr&#arak koruyucu gaz rtsn bozar ve kaynak melali ile istenmeyen reaksiyonlara girer. Dikkat edilmezse gzenek olu#ur. Hatan&n giderilmesi iin hatal& diki#ler sklmeli (rne in ta#lanarak, termik yntemlerle oyularak) ve yeniden kaynak edilmelidir. Bu durumda yeniden &s& girdisi etkisine dikkat edilmelidir (igerilmeler, arp&lma, &s& n&n tesiri alt&ndaki blgede iyap& de i#imleri bak&m&ndan).
GSTER$M:
Yanl&#
Do ru
2.4.2. Ala,#ms#z ve D,k Ala,#ml# Yap# elikleri $in Tel Elektrodlar 2.4.2.1. Masif Tel Elektrodlar
Yap& eliklerinin gazalt& ark kayna &nda kullan&lan tel elektrodlar, MAG Kayna &nda kullan&lan koruyucu gazla iyi bir #ekilde dezokside olmu#, gzeneksiz kaynak metali olu#turacak esasta, ala#&m ieriklerine gre grupland&r&l&r.
Dezoksidasyon: Kaynak banyosundan bir elementin (rne in manganez, silisyum) oksit olu#turmak zere oksijenle birle#erek crufa gemesidir. Oksijen kaynak metalinde gzenek olu#umuna neden oldu undan kaynak metali kat&la#madan bu reaksiyonlar&n olu#mas& son derece nemlidir.
Tel elektrodlar&n kimyasal bile#imleriyle, zellikle farkl& koruyucu gazlar&n farkl& oksitleyici etkilerine dikkat edilmelidir.
2.4.2.2.
zl Tel Elektrodlar
Masif tel elektrodlara ek olarak, son y&llarda kaynakta zl tel elektrodlar da kullan&lmaya ba#lanm &#t&r. zl tel elektrodlarda farkl& retim trleri, cruf olu#umu, ark enerjisi, damla gei#i ve
17
erime #ekli gibi bak&mlardan farkl& etkilere sahiptir. Bu elektrodlar, rtde bulunan metalik olmayan bile#enler bak&m&ndan rtl ubuk elektrodlardan ayr&l&r. Ayr&ca zl tel elektrodlarda metalik d&# kabuk, ak&m ta#&yabilir. Doldurulu# #ekli retim tarz&na ba l& olan z maddesi toz formundad&r. z, dezoksidasyon ve denitrrasyon maddelerinden, cruf yap&c& maddelerden, iyonize olan maddelerden ve talebe ba l& olarak ala#&m yap&c& maddelerden olu#ur. zl tel elektrodlar&n kaynak karakteristikleri, cruf tipine ok ba l&d&r ve kar#&la#t&r&labildikleri ubuk elektrodlarla kuvvetli bir analog olu#tururlar: Cruf yap&c& zl tel elektrodlar, kaynak ynne do ru e ilmi# tutularak (t&pk& oksi-asetilen kayna &ndaki sola kaynak tekni i gibi) kaynak edilir. Bu #ekilde s&v& haldeki cruf, d#en damlan&n etraf&n& ku#at&r ve damla reaksiyonunun tam gerekle#mesini sa layarak kaynak metalinin mekanik-teknolojik zellikleri zerine olumlu etki yapar. Damla gei#inin tr, cruf trne ve ak&m #iddetine ba l&d&r. Rutil cruf bazik crufa oranla daha ince taneli bir gei# gsterir ve daha h&zl& kat&la#&r. Bu #ekilde zor pozisyonlarda kaynak diki#inin zellikleri ve yzey formu iyile#ir. Artan baziklik derecesiyle damlalar irile#ir ve artan ak&m #iddetiyle incelir. Kaynak i#leminin otomatikle#tirilmesi amac&yla gnmzde cruf yap&c& madde iermeyen ve sadece metal tozlar&yla doldurulmu# zl teller retilmektedir. Bu tr zl tellerde, hem sa a hem de sola kaynak tekni ini kullanmak mmkndr. Kar&#&m gaz kullan&ld& &nda genellikle sprey ark gei#i meydana gelir.
2.4.2.3.
e,itli Standartlara Gre Masif ve zl Tel Elektrodlar
EN 758 standard#, en d#k akma s&n&r& 500 N/mm2'ye kadar olan ala#&ms&z ve d#k ala#&ml& elikler iin zl tel elektrodlar&n #artlar&n& ve s&n&fland&r&lmas&n& vermektedir. S&n&fland&rma, kaynak metalinin, zl tel elektrodun ve uygun koruyucu gaz bile#iminin zelliklerini vermektedir. Bu standart, farkl& zl tel elektrod trlerini, tane bile#imlerine ve cruf zelliklerine ba l& olarak iermektedir (Tablo 2.3). Tablo 2.3. EN 758'e gre zl tel elektrodlar n z'lerinin gsterimi
i#a ret
R P B M V W Y
Curuf zellikleri Rutil esasl&, yava# kat&la#an Rutil esasl&, h&zl& kat&la#an cruf
Tek pasolu (S);
Koruyucu gaz CveM2 CveM2 CveM2 CveM2 yok yok yok
ok pasolu (M) kaynak S ve M S ve M Bazik cruf S ve M Metal tozu-zl S ve M Rutil veya bazik/florid S Bazik/florid, yava# kat&la#an S ve M Bazik/florid, h&zl& kat&la#an cruf S ve M
18
S Di er tipler A#a &da EN 758'e gre bir gsterim rne i verilmi#tir:
EN 440 standard#, en d#k akma s& n&r& 500 N/mm2'ye kadar olan karbon, karbon-mangan ve d#k ala#& ml& eliklerin gazalt & ark kayna & nda kaynak metalinin ve masif tel elektrodlar& n i#aretlenmeleri iin #artlar& tespit etmektedir (Tablo 2.4). A#a &da bir gsterim rne i verilmi#tir:
Uygulamada kullan&lan di er nemli bir standart da Amerikan ANSI-AVVS (American National Standard Institution-American Welding Society) standartlar&d&r. AWS A5.18, ala #& ms& z eliklerin ve AWS A5.28 d #k ala #& ml & eliklerin MIG/MAG kayna &ndaki kaynak tellerini vermektedir (Tablo 2.5).
19
Tablo 2.4. Tel elektrodlar n kimyasal bile'imleri (EN 440a gre)
20
Tablo 2.5. AWS A5.18 ve AWS A5.28'e gre elik tel elektronlar n kimyasal bile'imleri ile zl elektrotlardaki kaynak metalinin bile'imi
Tabloda gsterilen tek de erler en st de erlerdir.
Gsterim rne i: E R 80 S - B2L E : elektrod MIG/MAG kayna &nda kullan&labilir R : ayn& elektrod TIG kayna &nda da kullan&labilir 80 : kaynak telinin anma ekme dayan&m&n& gsterir S : standart masif tel (C oldu unda zl tel anlam&na gelir) B2L
D$KKAT:
Ala#&ms&z elikten mamul ve kaynaktan sonra s&cak dald&rma ile galvanizlenecek paralan&l MAG kayna &nda ilave tel olarak, ala#&ms&z elikler iin kullan&lan standart tel elektrotlara k&yasla daha pahal& olsalar bile, silisyum ieri i mmkn oldu u kadar d#k olan tel elektrotlar& seiniz.
: telin zel bile#imini gsterir.
NK:
inko tabakas& n&n kal&nl& &, esas metalin ala#&m ieri inden etkilenir. Geleneksel MAG-tel elektrotlar& nda, silisyum ierinin yksekli i bir avantaj olarak sunulur. Bunun anlam & #udur: Kaynak diki #i sonradan esas metal kal & nl& & na kadar ta#lansa bile, bu blgede diki #in yan k&s&mlar&na oranla daha kal&n bir inko tabakas&
21
olu#ur. Bu durum korozyon tekni i bak&m &ndan zarars&z olsa bile, hasarl& bir grnt verir ve m#teri tarar&ndan istenmeyebilir.
D$KKAT ED$LMEZSE:
Diki#ler grnt bak&m&ndan kusurlu olur. Hatan&n giderilmesi pratikte mmkn de ildir.
GSTER$M:
Tablo 2.6 ila Tablo 2.16, TS 5618'e gre gazalt& ark kayna &nda kullan&lan masif ve zl tel elektrodlar&n e#itli zelliklerini gstermektedir. Tablo 2.6. TS 5618'e gre ala' ms z ve d'k ala' ml eliklerin kayna$ nda kullan lan tel elektrodlar n kimyasal bile'imleri
Tablo 2.7. TS 5618'e gre zl elektrotlarla yap lm ' kaynak diki'lerinin kimyasal bile'imleri.
22
Tablo 2.8. zl elektrotlar n ap ve toleranslar
ller mm.dir.
Tablo 2.9. Masif tel elektrotlar n ap ve toleranslar
APLAR Anma Boyutu Toleranslar
ller mm.dir.
(0,6) 0,8 0,9 1,0 1,2 1,6 2,0 2,4 (3,2)
+ 0,01 - 0,02
+ 0,01 - 0,03 + 0,01 + 0,04 0,01 - 0,05 + 0,01 - 0,06
Parantez iindeki de erler zorunluluk olmad&ka kullan&lmamal&d&r.
Tablo 2.10. Tel elektrotlar n ekme dayan mlar
0 ,8 ,9
0 ,0
1 ,2 9 50 00
1 9 00
Tel ap& (mm.) En az ekme mukavemeti 1)
1 ,6 2,0
7 00
2, 4 3,2
6
,6
(N/mm*) 100 100 000 1) D100 kod numaral& makaralara sar&lan tel elektrotlar&n ekme mukavemetleri yukar&da belirtilenlerin % 50-70'i olarak al&nabilir.
23
Tablo 2.11. Deney kayna$ iin kaynak ko'ullar
Elektrot Tr ap (mm) A V
*
Kaynak H#z# cm/dak 45 35 45 50
Serbest tel uzunlu u 20 25 30 30
Tel Elektrot 1,2 28010 zl Elektrot 1,6 30010 281 zl Elektrot 2,4 42010 291 zl Elektrot 3,2 47010 301 O Tel elektrot halinde gerilimi seilen koruyucu gaz belirlemektedir.
Tablo 2. 12. Kaynak metalinin dayan m de$erleri iin i'aretlerin rakamlar
Tablo 2.13. Kaynak metalinin dayan m de$erleri iin semboller
Tablo 2.14. Kaynak metalinin entik darbe de$erleri iin i'aret rakamlar
24
Tablo 2.15. Tel-gaz kar ' m ve kaynak metalinin mekanik zellikleri
Tablo 2.16. e'itli elikler ve tel-gaz bile'imi arac l $ yla olu'turulan kaynak metalleri aras ndaki ili'ki.
25
2.4.3. Yksek Ala,#ml# elikler $in Tel Elektrodlar
A#a &daki tablolarda e#itli yksek ala#&ml& eliklerin gazalt& ark kayna & iin kaynak telleri verilmi#tir. Tablo 2.17. EN 1600'e gre kaynak tellerinin kimyasal bile'imleri:
Tablo 2.18. DIN 8575 K s m 1'e gre s ya dayan kl eliklerin gazalt kayna$ iin teller.
26
Tablo 2.19. DIN 8556ya gre paslanmaz ve s ya dayan kl elikler iin kaynak teller.
27
TS EN 12070'e gre srnme direnli eliklerin ark kayna # iin tel elektrodlar teller ve ubuklar- s#n#fland#rma
Bu standart, srnme direnli eliklerin gazalt& tungsten ark (TIG) kayna &, gazalt& metal ark (MIG/MAG) kayna &, tozalt& ark kayna &nda kullan&lan tel elektrodlar&n, tellerin ve ubuklar&n s&n&fland&r&lmas& iin gerekli #artlar& belirler. Tel elektrodlar, teller ve ubuklar&n s&n&fland&r&lmas& kimyasal bile#imlerine gre yap&l&r. Ark kayna &nda kullan&lan tel elektrod, tel veya ubuk iin sembol, k&sa gsterili#in ba#lang&c&na yerle#tirilen gazalt& metal ark kayna & iin G, tozalt& ark kaynak iin S ve/veya gazalt& tungsten ark kayna & iin W harfleridir. Tablo 2.20. Tel elektrodlar n, tellerin ve ubuklar n kimyasal bile'imi iin ala' m sembolleri.
28
TS EN 12071 "Srnme dayan#ml# eliklerin gazalt# metal ark kayna # iin boru biiminde zl elektrodlar-s#n#fland#rma"
Bu standart, srnme dayan&ml& ve d#k ala#&ml& yksek s&cakl&k eliklerinin gazalt& metal ark kayna &nda kullan&lan boru biimindeki zl elektrodlar&n s&n&fland&r&lmas& iin gerekli #artlar& kapsar. S&n&fland&rma, saf kaynak metalinin kimyasal bile#imine dayan&r ve alt& k&sma ayr&l&r: a. Birinci k&s&m tan&mlanan mamul/i#lem'i gsteren sembol verir. b. 'kinci k&s&m, saf kaynak metalinin kimyasal bile#imini gsteren sembol verir. c. nc k&s&m, elektrod znn tipini gsteren sembol verir. d. Drdnc k&s&m, koruyucu gaz& gsteren sembol verir. e. Be#inci k&s&m, kaynak konumunu gsteren sembol verir. f. Alt&nc& k&s&m, saf kaynak metalinin hidrojen ieri ini gsteren sembol verir.
rnek:
EN 12071 - T Cr Mo 1 B M 4 H5 Burada: EN 12071 T CrMo1 B M 4 H5 : Standard&n numaras& : Boru biiminde zl elektrod/gazalt& metal ark kayna & : Saf kaynak metalinin kimyasal bile#imi : Elektrod z tipi : Koruyucu gaz : Kaynak konumu : Saf kaynak metalinin hidrojen ieri i
TS EN 12072 "Paslanmaz ve #s#ya direnli eliklerin ark kayna # iin tel elektrodlar, teller ve ubuklar-s#n#fland#rma"
Bu standart, paslanmaz ve &s&ya direnli eliklerin, gazalt& metal ark kayna &, gazalt& tungsten ark kayna &, plazma ark kayna & ve tozalt& ark kayna & iin tel elektrodlar&n, tellerin ve ubuklar&n s&n&fland&r&lmas& iin gerekli #artlar& kapsar. Tel elektrodlar teller ve ubuklar, kimyasal bile#imlerine gre s&n&fland&r&l&r. Gazalt& metal ark kayna & iin kullan&lan ve tozalt& ark kayna &nda da kullan&labilen tel elektrod, a#a &daki tablo 2.21'de gsterilen ala#&m sembol iin verilen limitler ierisinde kimyasal bile#ime sahiptir. K&sa gsterili# a#a &daki #ekilde olmal&d&r.
EN - G 20 10 3 ve/veya S 20 10 3 a) TIG kayna # iin kullan&lan bir ubu un k&sa gsterili#i a#a &daki #ekildedir. EN-W 20 10 3
29
b) Silisyum > % 0,65 - 1,2 olan 19 12 3 L kimyasal bile#imine sahip gazalt# metal ark kayna # iin kullan&lan tel elektrodun k&sa gsterili#i: EN-G 19 12 3 L Si EN G : standard&n numaras&; : mamul/i#lem sembol, G sembol MIG/MAG kayna & iindir. : tel elektrodun kimyasal bile#imidir.
19 12 3 L Si
Tablo 2.21. TS EN 12072'de verilen gre tel elektrodlar, teller ve ubuklar n kimyasal bile'imleri iin semboller.
1. Belirtilmedi inde Mo < % 0,75, Cu < % 0,75 ve Ni < % 0,60 olmal&d&r.
30
2. izelgede gsterilen tek de erler en byk de erlerdir. , 3. izelgede listelenmemi# tel elektrodlar, benzer #ekilde sembolize edilmeli ve n ek olarak Z harfi konmal&d&r. 4. Neticeler ISO 31-0 Ek B, kural A'ya uygun kaideler kullan&larak belirlenmi# de erlerdeki gibi, nemli rakamlar&n ayn& say& de erlerine yuvarlat&lmal&d&r. 5. 25 72, 1816 5 L, 20 16 3 Mn L, 18 8 Mn ve 29 9 hari olmak zere P ve S'nin toplam& % 0,050'yi a#mayabilir. 6. Si > % 0,65 -1,2 olmas& halinde, Si ala#&m sembolne ilve edilmelidir. 7. Nb en az 10 x % C, en fazla % 1,0; Nb miktar&n&n % 20 sine kadar olan Nb, Ta ile yer de i#tirebilir. 8. Bu sembol alt&ndaki tel elektrodlar, genellikle belirli zellikler iin seilir ve birbirleriyle do rudan de i#tirilemeyebilir. 9. Saf kaynak metali o u hallerde tamam&yla astenitik ve bu nedenle mikro yar&lmaya veya s&cak atlamaya hassas olabilir. Kaynak metali mangan seviyesini art&rarak yar&lma/atlaman&n meydana gelmesi ihtimali azalt&l&r ve bu hususu kabul ederek mangan aral& & bir ka seviye geni#letilir. 10. N, % 0,10- 0,20 olarak ilve edildi inde N, ala#&m sembolne eklenmelidir.
TS EN 12073 - Paslanmaz ve #s#ya direnli eliklerin gaz korumal# veya gaz korumas#z metal ark kayna # iin boru biiminde zl elektrodlar S#n#fland#rma
Bu standart, paslanmaz ve &s&ya direnli elikler gibi eliklerin gazalt& metal ark kayna &nda kullan&lan gaz korumal& veya gaz korumas&z boru biiminde zl elektrodlar&n k&sa gsterili#leri iin saf kaynak metalinin kimyasal bile#imine gre s&n&fland&r&lmas&n& belirtir. Boru biimindeki zl elektrod, gerekti inde a#a &da gsterilen uygun koruyucu gaz ile saf kaynak metalinin kimyasal bile#imine gre s&n&fland&r&lmal&d&r: S&n&fland&rma be# blme ayr&l&r: a) birinci blm, tan&mlanacak mamul/i#lem'i gsteren sembol, b) ikinci sembol c) nc blm, elektrodun z tipini gsteren sembol d) drdnc blm koruyucu gaz& gsteren sembol e) be#inci blm, kaynak konumunu gsteren sembol ierir. Bu tan&t&m, kullan&#&n& yayg&nla#t&rmak iin zorunlu ve semeli olmak zere iki k&sma ayr&l&r. blm, saf kaynak metalinin kaynak metali kimyasal bile#imini gsteren
31
Zorunlu k&s&m, mamul tipi, kimyasal bile#im, zn ve koruyucu gaz&n bile#imi ve zelliklerinin sembollerini, semeli k&s&m ise elektroda uygun olan kaynak konumu sembollerini kapsar. Bu standartta elektrodun z tipi Tablo 2.22'de belirtilmi#tir.
Tablo 2.22. TS EN12073'e gre zl elektrodlar n z tipleri Sembol R P M U Z zellikler Rutil esasl&, yava# kat&la#an cruf Rutil esasl&, h&zl& kat&la#an cruf Metal toz z Koruyucu gazs&z Di er tipler Koruyucu gaz EN 439 M2 veya C EN 439 M2 veya C EN 439 M1 yok
Gaz korumas&z boru biimindeki zl elektrodlar iin N sembol kullan&l&r. K#sa Gsterili, rne i:
EN - T 19 12 3 L R M4 Zorunlu Blm: EN-T19 12 3 L R M EN T 19 12 3L R M 4 : standard&n numaras& : boru biimindeki zl elektrod/MIG/MAG kayna & : saf kaynak metalinin kimyasal bile#imi : elektrodun z tipi : koruyucu gaz : kaynak konumu
AWS A5.9a gre elik Teller A#a &da AWS A5.9a gre ilave malzemeler verilmi#tir.
32
Tablo 2.23. AWS A5.9a gre paslanmaz ve korozyona dayan&kl& elik tellerin kimyasal bile#imleri.
33
2.4.4. Dkme Demirlerin Gazalt# Kayna # $in Kaynak ubuklar#
Tablo 2.24. DN 8573 K s m 1' e gre dkme demir iin kullan lan gazalt (TIG-MIG-MAG)kaynak ubuklar
$lave malzeme Teslim ,ekli Uygulama
Ni
zl tel elektrod
Karma#&k #ekilli dkme paralarda n tavlama olmadan kaynak
Nikel esasl&
N'Fe1
Masif tel ve zl tel
Kresel grafitli ve siyah temper dkme demir, dkme demir ile eli in birle#tirilmesi
NiFe-2 CuAI-1
Masif tel elektrod Masif ve zl tel elektrod
Kresel grafitli dkme demir ve siyah temper dkme demirin pasolu kaynademirin & Dkme demir ve ok temper dkme d#k zellikte birle#tirme ve doldurma kayna &
Bak&r esasl&
CuAI-2 CuSn
Masif ve zl tel elektrod K&r dkme demirden mamul yatak, kaymal& Masif ve zl tel elektrod yatak ve s&zd&rmazl&k elemanlar& zerine
Tablo 2.25. DIN 8573'e gre ala' ms z ve d'k ala' ml dkme demir malzemelerin kayna$ iin farkl tr ilave metaller.
34
2.4.5. Demird#,# Metal ve Ala,#mlar#n#n Gazalt# Kayna # $in Kaynak Telleri ve ubuklar# 2.4.5.1. Alminyum ve Ala,#mlar# $in
Tablo 2.26. DIN 1732'ye gre Al ve Al ala' mlar iin kaynak telleri
35
Tablo 2.27. AWS A5.10'a gre alminyum ve ala' mlar iin kaynak telleri
Tablo 2.28. AWS A5.7'ye gre bak r ve ala' mlar iin kaynak telleri.
a b c d
Minimum % Bunlardan biri veya hepsi beraberce bulunabilir. Maksimum kkrt (S) ieri i % 0.01. Di er elementlerin toplam& verilmi# olan de eri gememelidir.
36
Tablo 2.29. DN 1733'e gre bak r ve ala' mlar iin kaynak telleri.
37
Tablo 2.30. DIN 1736'ya gre nikel ve ala' mlar iin kaynak telleri.
38
Tablo 2.31. AWS A5.14'e gre nikel ve ala' mlar iin MIG kaynak telleri
a. b. c. d.
Kobalt ieri i dahildir. Belirtildi i haller iin Kobalt maksimum 0.12. Min Belirtildi i haller iin Tantal maksimum 0.30.
Tablo 2.32. AWS A5.19'a gre magnezyum ve ala' mlar iin kaynak telleri.
a. b. c.
Minimum %. Maksimum %. Di er elementlerin toplam & maksimum %0.30.
39
2.4.6. Uygun Tel Elektrodun Seimi $in Kriterler
Gazalt& ark kayna &nda kaynak i#leminin ba#ar&s&, byk lde tel elektrodun do ru seilmesine ba l&d&r. zellikle elektrodun eriyerek kaynak metaline kar&#t& & gazalt& metal (MlG/MAG) ark kayna &nda bu husus daha da nem kazan&r. Elektrod seiminde gznne al&nmas& gereken ba#l&ca hususlar, esas metalin kimyasal bile#imi ve mekanik zellikleri (ekme dayan&m&, akma s&n&r&, k&r&lma toklu u), esas metalin kal&nl& &, birle#tirme tipi ve koruyucu gaz&n trdr. Esas metalin kimyasal bile#imi, tel elektrodla birlikte eriyerek kat&la#t&ktan sonra olu#acak kaynak metalinin kimyasal bile#imini etkiledi inden, ayr&ca kaynak diki#inin &s&l ve elektriksel zelliklerini belirledi inden nemlidir. Ala#&ml& elikler halinde, kaynak metalinin &s&s&n&n tesiri alt&nda kalan blgede (ITAB) olu#acak iyap&lar&n ve sertlik de erlerinin tahmini a&s&ndan da esas metalin kimyasal bile#iminin bilinmesi ayr&ca nemlidir. Korozyon dayan&m& bak&m&ndan da esas metalin kimyasal bile#iminin bilinmesi gerekir. Kaynak metalinden istenen ekme ve akma dayan&mlar&n&n elde edilmesinde esas metalin dayan&m de erleri de belirleyici oldu undan bu kritere gre bir tel elektrodun seiminde esas metalin mekanik zelliklerinin bilinmesi gerekir. Ayr&ca zellikle ferritik eliklerin kayna &nda malzemenin snek-gevrek gei# s&cakl& &n&n da bilinmesi gerekir. Kullan&lan koruyucu gaz tr de uygun tel elektrod seiminde etkilidir. Kaynakta inert gaz kullan&lmas& halinde yanma nedeniyle bile#en kayb& olu#mazken, karbondioksit veya kar&#&m gaz kullan&lan yntemlerde, erimi# haldeki esas metalden ve ilave telden yanma nedeniyle bile#en kayb& ortaya &kar. rne in MAG kayna &nda, demirin oksijenle oksitlenmesi ve olu#an demiroksitin mangan ve silisyum taraf&ndan redklenmesi szkonusudur. Burada mangan ve silisyum kayb&n&n ilave telden kar#&lanmas& zorunlulu u do ar. Bu nedenle bir kaynak telinin veya ubu unun semeden nce, kaynak s&ras&nda kullan&lacak olan koruyucu gaz trnn de bilinmesi gerekir. Kaynak yap&lan esas metalin kal&nl& &, formunun kar&#&kl& &, paran&n h&zl& veya yava# so umas&na yol aar. H&zl& so uma durumunda atlama riski ortaya &kt& &ndan, baz& uygulamalarda kaynak metalinin esas metale gre daha snek olmas& arzu edilir. Ayr &ca baz& szle#me veya spesifikasyonlarda kaynak metalinden farkl& baz& zellikler sa lamas& istenebilir. Bu gibi durumlarda da ilave telin dikkatli seilmesi gerekir.
2.5. Koruyucu Gazlar
Gazalt& ark kayna &nda koruyucu gazlar&n yerine getirmesi gereken fonksiyonlar #unlard&r: a) erimi# metalden ve yksek s&cakl& a &kan evre k&s&mdan olu#an kaynak
blgesini tamamen rtmelidir. b) kaynak metalinin so uma h&z&n&n ayarlanmas&na katk&da bulunmal&
40
c) kaynak yap&lan metal veya ala#&mla reaksiyonu uygun olmal& d) istenen ark karakteristi ini ve damla gei#ini sa lamal& e) kaynak h&z&na uygun olmal& f) kolay bulunabilmen ve ucuz olmal& g) kaynak diki#inden beklenen mekanik zelliklerin olu#umuna katk&da bulunmal& Koruyucu gazlar inert, aktif veya bu iki tr gaz&n kar&#&m & olabilir. Genel olarak inert gazlar demird&#& metal ve ala#&mlar&n kayna &nda, aktif gazlar veya kar&#&m gazlar farkl& kimyasal bile#imde ve zellikteki eliklerin kayna &nda kullan&lmaktad&r. Gazalt& ark kayna &nda kullan&lan tm koruyucu gazlar, TS EN 439 'da standartla#t&r&lm &#t&r. Tablo 2.33, bu standarda gre koruyucu gazlar&n s&n&fland&r&lmas&n& vermektedir. Tablo 2.33. TS EN 439'a gre koruyucu gazlar n s n fland r lmas
41
da kullanabildi i gibi, zel durumlarda, rne in nikel'in TIG kayna &nda, kk korumada #ekillendirici gaz olarak da kullan&l&r.
2.5.1. TIG Kayna #nda Kullan#lan Koruyucu Gazlar
TIG kayna &nda ba#lang&ta helyum daha sonra argon gaz& kullan&lm&#t&r. Her iki gaz da tek atomlu ve inert gazd&r. Bu nedenle di er elementlerle birle#mezler; renksiz ve kokusuz olup yanmazlar. Helyum gaz& havadan hafifken argon havadan a &rd&r. Dolay&s&yla helyum uucudur ve koruma kabiliyeti d#ktr. Ancak argon, havadan a &r olmas& nedeniyle erimi# metali daha iyi korur. Yksek ak&m #iddetinin kullan&lmas& gereken hallerde, daha yksek ark gerilimi sa layan helyum gaz& kullan&l&r. Hafif metal ve ala#&mlar&n&n kayna &nda kullan&lan argon gaz&n&n ok saf olmas& gerekir (%99,995). 'erisinde bulunabilecek su buhar&, oksijen ve azot gibi safiyetsizlikler kayna &n kalitesini d#rr. Bu nedenle paslanmaz elik, bak&r ve ala#&mlar&n&n kayna &nda oksijen ve azotun oranlar& s&ras&yla % 0,1 ve 1,5'un alt&nda olmas& gerekir. Argon gaz& 150-180 atmosfer bas&nta ve ierisinde 6 ila 9 m3 gaz ieren tplerde ta#&n&r. Tpteki bas&n, bas&n d#rme manometresiyle kullanma bas&nc&na d#rlp. Helyumun iyonizasyon enerjisi olduka yksektir (24,5 eV) dolay&s&yla da uzun bir ark boyuna gerek gsterir. Bu da ark gerilimini ykseltir. Sonuta Q=U.I forml uyar&nca kaynak enerjisi yani &s& girdisi artar. Kaynak yerine verilen &s& miktar&n&n ykselmesi diki#in olu#umuna ve kaynak s&ras&ndaki davran&#&na a#a &daki #ekilde etki eder: a) Nfuziyet, tipik argon parma & formunu kaybeder ve diki# geni#ler b) ntavlamaya gerek kalmaz veya ok az miktarda uygulan&r c) Kaynak h&z& ykselir d) S&cak ve iyi #ekilde gaz& al&nm&# bir kaynak banyosu elde edilir. e) Kaynak ark& sakin de ildir; TIG kayna &nda alternatif ak&mda ark&n tutu#mas& zordur. MIG kayna &nda da damlan&n gei#i dzensiz olup iri tanelidir. Argon helyuma gre daha d#k bir iyonizasyon enerjisine sahiptir (15,7 eV). Bunun iin kolayca plazma meydana getirir. Ark kararl& ve sakin yanar. 'yi bir elektrik iletkenli ine sahiptir. Is&l iletkenli i ktdr. Kaynak banyosunun yzey gerilimi yksektir; s&rama yapar ve tipik argon parma & #eklinde nfuziyet sa lar. Ark gerilimi d#k oldu undan &s& girdisi azal&r. Argon helyuma gre 10 kat daha a &rd&r (Ar: 1,7840 kg/Nm3, He: 0,1785 kg/Nm3). Di er taraftan argon havadan da a &r oldu u iin kaynak yerini daha iyi korur ve sarfiyat& da helyumdan ok daha azd&r. *yle ki: Ar / He = -O,1785 / -1,7840 = 0,422 /1,336 = 1/3,16
42
Helyum ve argon kar&#&m& alt& nda yap&lan kaynakta, olu#an yksek kaynak s&cakl& & ndan tr esas metal iyi bir #ekilde erir ve tam bir birle#me sa lan& r. Yksek kaynak banyosu s&cakl& &, d#k yzey geriliminin olu#mas&na yol aar. Uygulamada ok defa iki gaz & n iyi zelliklerinden faydalan& larak gazalt & kayna & nda koruyucu gaz olarak Ar / He kar&#&mlar& kullan&l&r. Bylece kaynak yerinde olu#an & s&, iste e ba l& He miktar&n&n fazlala#t&r&lmas& veya azalt&lmas& ile sa lan& r. Helyum miktar& artt & ka viskozite azal& r. Nfuziyet iyile#ir; rahat bir degazaj sa lan&r ve kaynak h&z& ykselir. Tablo 2.34'de e#itli uygulamalar iin koruyucu gazlar verilmi#tir.
Tablo 2.34. e'itli uygulamalar iin koruyucu gazlar
Tablo 2.35'de ise TIG kayna &nda koruyucu gaz&n etkileri verilmi#tir. Tablo 2.35. TIG kayna$ nda koruyucu gaz n etkileri
43
Yap&lan al&#malar saf argon veya saf helyum yerine, her iki gaz&n faydal& zelliklerinin bir araya getiren kar&#&mlar&n kullan&lmas&n&n yerinde olaca &n& gstermi#tir. Tablo 2.36'da saf helyum'un yan&nda pratikte en fazla kullan&lan gaz kar&#&m& grlmektedir. Bu kar&#&mlar MIG ve TIG kayna & iin farkl&d&r. Tablo 2.36. Pratikte en ok kullan lan gazlar ve uygulama alan
2.5.2.
TIG kayna #nda Kkn Korunmas# iin Gazlar
'k#e diki#lerinde ve al&n diki#lerinin dolgu (ara) ve kapak pasolar&nda TIG kaynak torcunun sa lad& & koruyucu gaz ak&#&, oksidasyondan korumada yeterli bir atmosfer olu#turur. Ancak rne in boru hatlar&n&n ve bas&nl& kaplar&n kayna & gibi uygulamalarda, paslanmaz eliklerde, kkn korozyon dayan&m&n&n sa lanmas& gereken durumlarda, kkn bir banyo emniyeti olmadan (altl&ks&z) kayna & halinde bu koruma yeterli gelmez. Bu gibi durumlarda kaynak a z&n&n kk taraf&ndan da bir gaz korumas& gerekir. Genellikle ara ve kapak pasolar&n&n ekilmesi s&ras&nda, kk paso yksek s&cakl& a &kt4 &ndan ve oksitlendi inden, alt yzeyden koruman&n srdrlmesi gerekir. Kk taraf&ndan koruma, ya gaz korumas&yla (argon, N2 veya bu iki gaz&n H2 ile kar&#&m &) veya her iki taraftan ik tor ile ayn& anda kaynak yaparak sa lan&r. En ok kullan&lan kk koruma gaz&, TS EN 439'a gre F2 grubunu olu#turan ve #ekillendirici gaz olarak
44
adland&r&lan N2-H2 kar&#&m&d&r (% 90-92 N2, kalan& H2).
2.5.3.
MIG Kayna #nda Kullan#lan Koruyucu Gazlar
M&g kayna & ile olu#turulan ba lant&lar&n zellikleri, oksit veya nitrr olu#umundan olumsuz ynde etkilendi inden, kaynak banyosunun hava ile temas etmesi istenmez. Alminyum veya krom gibi metaller kaynak edilece i zaman ortaya &kan bir ba#ka zorluk da, yksek erime s&cakl& &na sahip oksitlerin olu#mas&d&r (Alminyum oksit 2050C; krom oksit 2275C). Demir d&#& metallerin ve yksek ala#&ml& eliklerin MIG kayna & iin o u kez argon bazen de helyum kullan&l&r. Ala#&ms&z ve d#k ala#&ml& eliklerin MAG kayna & iin ise karbondioksit, oksijen veya karbondioksitle kar&#t&r&lm&# argon veya oksijenle kar&#t&r&lm&# karbondioksit kullan&l&r. Koruyucu gaz mmkn oldu u kadar kuru olmal&d&r. TS EN 439, kaynak metaline hidrojen girmemesi iin gaz safl& & iin kurallar& ve gazlar&n kurulu unu, i lenme s&cakl& & ile verir (Tablo 2.37). Tablo 2. 37. TS EN 439'a gre koruyucu gazlar n zellikleri
Gaz % Argon Helyum Hidroje CO2 99,99 99,99 99,5 99,7 Safl&k me s&cakl& & -50 -50 -50 -35 i len Havaya Kaynakta 1,013 bar'da Erime
(=1) gre izafi reaksiyon yo unlu u 1,37 0,14 0,06 1,44
davran&#& s&cakl& & C inert -185,9 inert - 268,9 redkleyi - 252,9 oksitleyic -78,5
Koruyucu gazlar&n nemli fiziksel zellikleri, iyonizasyon ve dissosiasyon olu#turabilmeleri, &s&l iletkenlikleri, yo unluklar & ve kaynak banyosunun viskozitesini etkileyebilmeleridir. Bu zellikler, diki#in grnmn nemli oranda de i#tirir. Bir gaz&n iyonizasyon olu#turabilmesi, yksek s&cakl&kta elektrik iletkenli ini belirler. Gaz&n iyonizasyon enerjisinin d#k olmas& halinde, ark ortam&nda kararl& bir ak&m gei#ini garanti eden pekok yk ta#&y&c&s& olu#ur. Di er yandan, yksek iyonizasyon enerjili bir gaz, d#k iyonizasyon enerjili bir gaz ile ayn& ak&m gei#ini sa lamak amac&yla, daha yksek bir ark gerilimine ihtiya gsterir. Bu durumda arktan &kan enerji nedeniyle erimi# banyo byr ve nfuziyet daha derin olur. Kaynak i#lemi iin dissosiasyon enerjisinin anlam&, rne in o u kez koruyucu gaz iinde yer alan hidrojen gaz& ile a&klanabilir. Hidrojen gaz&, ark iinde atomlar&na ayr&#&r. Bu atomlar, kaynak banyosu zerinde diki# geni#li i zerine e#it olarak yay&lm&# olan molekler gaz olu#turmak zere yeniden birle#tiklerinde, yeniden birle#me &s&lar&n& serbest b&rak&rlar. Bu durum, nfuziyetin artmas&na
45
yolaar. Ancak ayn& zamanda dik# kenarlar&nda yanma da meydana gelir. Koruyucu gaz&n &s&l iletkenli inin yksekli i, etkiyen &s&y& da artt&r&r ve daha derin bir nfuziyet olu#ur. Ayn& zamanda, d#k &s&l iletkenlikli bir koruyucu gaz, ark&n d&# evresinde daha yksek s&cakl&klar olu#turdu undan, diki# kenar&ndaki yanma da byr. Yksek &s&l iletkenlik halinde ak&m ileten ark enkesitinin redkleyici etkisine de dikkat edilmelidir. Enkesitin klmesi, elektrik direncinin ve dolay&s&yla &s&nman&n artmas&na yol aar. Bylelikle yksek &s&l iletkenli e sahip bir gaz&n d#k ak&m #iddetinde kullan&lmas& halinde, belirli bir &s& miktar& olu#aca & hesaba kat&lmal&d&r Bu #ekilde, redkleyici ak&m gerekti inde diki# daral&r. Koruyucu gaz&n yo unlu u, koruyucu gaz&n rtme kabiliyetine do rudan etki yapar. Havadan a &r bir gaz (argon) daha hafif bir gaza (helyum) oranla daha iyi bir koruma olu#turur ve hava ak&m&ma kar#& hassasiyeti belirli miktarda azalt&r. Kullan&lan koruyucu gaz, erimi# kaynak banyosunun viskozitesini de etkiler. Pozisyon kayna &nda veya kk diki#lerinde eriyi in yzey geriliminin, yerekimi kuvvetini yenmeye yetecek kadar byk olmas& gerekir; yani, yksek bir erimi# banyo viskozitesi istenir. Tersine olarak, hafife d&#bkey bir diki#i olu#turan ince damlal& bir malzeme gei#i istendi inde, viskozite d#k olmal&d&r. Ayr&ca ince salar&n ilave tel olmadan kayna & iin nem ta#&yan k&vr&k al&n kayna &nda, erimi# kenarlar&n birlikte diki# olu#turmas& iin d#k bir viskozite gerekir. Ve nihayet, gaz kreciklerinin banyo kat&la#madan nce banyo yzeyine h&zla ula#malar&n& sa lamak iin d#k ak&#kan srtnmesini uzatarak banyodan iyi bir degazaj sa lan&r. MIG kayna & TIG kayna &na gre nemli derecede yksek bir eritme gc sa lar. Ancak di er taraftan, sadece uygun bir koruyucu gaz seimi ile azalt&labilecek #ekilde, gzenek olu#umuna kar#& da ok hassast&r. Al 99,5'in kayna &nda argon iine % 25 He kat&lmas&yla gzenek yzeyleri % 80 azalt&l&r. Daha yksek He ieri i ise, gzeneklili i tekrar artt&r&r. Ayn& zamanda yanmay& ve kaynak h&z&n& da artt&r&r. Nikel ve bak&r ala#&mlar&n&n kayna &nda da % 25 ila % 75 oran&nda He ieren Ar / He kar&#&mlar& kullan&l&r. n tavlama yap&lamayan bak&r malzeme kayna &nda saf helyum kullan&lmal&d&r. Helyum kullan&lmadan nce, gaz maliyetinin argon'a k&yasla birka kat fazla oldu unun gznne al&nmas& tavsiye edilir.
2.5.4. MAG Kayna #nda Kullan#lan Koruyucu Gazlar 2.5.4.1. Geleneksel Yntemlerde
MAG kayna &nda koruyucu gaz olarak ya karbondioksit (CO2, MAGC-Yntemi) ya da TS EN 439'a gre bir kar&#&m gaz (MAGM-Yntemi) kullan&l&r. CO2'nin eldesi, k&smen karbondioksit bak&m&ndan zengin gaz yataklar&ndan (safl&k derecesi en yksek karbondioksit bu #ekilde elde edilir) ve karbondioksit'in bas&n alt&nda serbest halde bulundu u maden suyu kaynaklar &ndan yap &lmaktad&r. Fermantasyon karbondioksiti, fermantasyon i#lemi (Bira, melas'tan alkol, ni#asta'dan
46
aseton veya butanol eldesi) s&ras&nda elde edilir. Ancak safiyetsizliklerden ve kokulardan ar&nd&r&lmas& gerekir. Ve nihayet, ba#ta kok olmak zere yan&c& maddelerin yanmas& s&ras&nda ve sentez gazlar&n&n retimi s&ras&nda elde edilir. Elde edilen gaz o unlukla azot, hidrojen ve kkrt ierir. Bu nedenle karbondioksitin bunlardan ayr&lmas& ve safla#t&r&lmas& gerekir. Safl&k en az % 99,7 olmal&d&r ve azot ve hidrojen k&sm& % 0,15'l a#mamal&d&r. Gazda bulunan nemlilik, en iyi #ekilde i lenme noktas&n&n llmesiyle belirlenir (i lenme noktas&: iinde su buhar& bulunan bir gaz&n yo u#tu u s&cakl&k). Kaynakl& ba lant&n&n dayan&m&, akma s&n&r& ve sertli i, koruyucu gazda bulunan nemden etkilenmez. Ancak bzlme ve uzama de erleri azal&r. Kaynakta kullan&lan karbondioksitin i lenme noktas&, TS EN 439'a gre -35C veya daha d#k olmal&d&r. Nfuziyet ve s&ramalar (para zerinde ve torcun gaz memesi &k&# a z&nda binken s&v& haldeki malzeme damlac&klar&) olu#umu, kaynak makinesine ve koruyucu gaz&n bile#imine ba l&d&r. Saf CO2 alt&nda, di er koruyucu gazlara k&yasla daha yo un olmas& sonucu, diki# zerine yo unla#m&# ark ve bu nedenle de daha derin bir nfuziyet elde edilir. Sonuta diki#in grnm daha ktdr. Nfuziyet davran&#&n& biraz azaltacak ve ancak s&rama kay&plar&n& d#recek ve diki#in grnmn iyile#tirecek #ekilde, M1, M2 ve M3 koruyucu gazlar& kullan&lmaktad&r. zellikle s&raman&n azalt&ld& & diki#ler, argonca zengin koruyucu gazlarla ( > % 90 Ar) olu#turulmaktad&r. Artan CO2 oran&yla, s&rama kay&plar& artar. Saf CO2 alt&nda ok yksek ak&m ve gerilimde (uzun ark blgesi) tekrar azal&r. Argon-Oksijen kar&#&mlar& (M23, M33) daha kk bir ark gerilimi gerektirir ve Argon-CO2 kar&#&mlar&na gre daha d#k k&sa devre frekans&yla k&sa ark blgesinde bulunur. Argon-CO2 kar&#&mlar&nda ark gerilimi, artan CO2 ieri iyle artar ve gei# blgesi ile sprey ark blgesi aras&ndaki s&n&r, daha yksek ak&mlara telenir. K&sa ark blgesindeki k&sa devre frekans& da artar. ArgonOksijen kar&#&mlar&na gre s&rama artar; hata olu#umuna hassasiyet biraz byr ve ELC-eliklerinde (ELC:Extra Low Carbon: Son derece d#k karbon) istenmeyen bir karbon art&#& meydana gelir. Kar&#&m gazlara k&yasla saf CO2 alt&nda k&sa ark blgesinde en yksek k&sa devre frekans& olu#ur; k&sa devre sresi ve dolay&s&yla k&sa ark blgesinin kullan&labilir alan& klr.
2.5.4.2. T.I.M.E. Proses
Argon-CO2-O2 kar&#&mlar& (M22, M32), Argon-CO2 kar&#&mlar&na benzer #ekilde davran&r. ABD'de bunlar&n d&#&nda Helyum'lu kar&#&m gazlar (Ar-He-CO2-O2) da kullan&lmaktad&r. 1992 y&l&ndan itibaren geli#tirilen ve T.I.M.E. (Transferred lonized Molten Energy) ad& verilen bu gaz kar&#&m& Avrupa k&tas&nda yksek maliyeti nedeniyle pek yayg&n #ekilde kullan&lmamaktad&r. Yntemin bir di er ad&
47
da "Yksek Gl MAGM kayna &" d&r. Yksek gl MAGM kayna &nda tel ilerleme h&z& 15 m/dak'dan, ak&m de eri de 350 Amper'den ve tel ap& da 1,2 mm'den ba#lamaktad&r. Dolay&s&yla kullan&lan ak&m retecinin de yksek gl olmas& gerekmektedir. 4 bile#eni! kar&#&m gaz 1987 y&l&nda J.G.Church taraf&ndan geli#tirilmi# ve Kuzey Amerika pazar & na sunulmu#tur. Ba#l& ca zellikleri, kaynak metalinin oksidasyonunun d#kl , birle#me hatas&na kar#& yksek emniyet ve iyi bir diki# grnmdr. T.I.M.E. gaz& a#a &daki bile#ime sahiptir: Helyum : Karbondioksit : Oksijen : Argon : ve kalan& % 26,5 % 0,8 % 0,5
Yksek gl MAGM kayna &nda tel ilerleme h&z&n&n da ok yksek olmas&, telin yzeyinin optimum dzgnlkte olmas&n& ve problemsiz bir tel besleme i#lemini gerektirmektedir. Bu yntemde nfuziyet, geleneksel MAGM yntemine gre daha derin ve daha geni# olmakta ve daha emniyetli bir kaynakl& ba lant& elde edilmektedir. Koruyucu gaz&n daha d#k oksijen iermesi nedeniyle kaynak metalinin yzey gerilimi daha byk olmakta ve dolay&s & yla zor pozisyonlarda daha kolay kaynak yap&labilmektedir. T.I.M.E. prosesiyle yatay ik#e kayna &nda 7 mm'lik kal&nl&k ve tavan ik#e pozisyonunda 5 mm'lik kal&nl&k tek pasoda olu#turulabilmektedir. Tel besleme h&z&n&n ortalama 12 m/dak'dan 23 m/dak'ya &kmas&, isilik maliyetlerinin a#a &ya ekilmesini sa lam&#t&r. Dolay&s&yla gaz maliyeti bir miktar daha pahal& olmas&na ra men toplam maliyet geleneksel MAGM yntemine gre daha d#k olmaktad&r.
2.5.4.3. Di er Yntemlerde
Ar-He-CO2-H2 kar&#&m&nda H2'nin % 3 oran&nda bulunmas&, damla frekans&n& artt&rmakta ve k&sa ark blgesinde dzgn bir damla gei#ini mmkn hale getirmektedir. Koruyucu gaz tketimi, 10 ila 18 l/dak aras&nda de i#ir ve en yayg&n de er yakla#&k 16 l/dak'd&r. Tablo 2.38'de MIG/MAG kayna &nda e#itli metaller ve ala#&mlar& iin kullan&lan en yayg&n koruyucu gazlar verilmi#tir.
48
Tablo 2.38. MIG/MAG kayna$ nda kullan lan koruyucu gazlar
2.6. Tel - Koruyucu Gaz Bile#imi 2.6.1 Kaynak Metalinin Kimyasal Bile#imi
Kaynak metalinin kimyasal bile#imi, hibir zaman kullan&lan kaynak teli veya ubu u ile ayn& olmaz. Gazalt& ark kayna &nda, rne in gaz iindeki aktif bile#enlerin yol at& & oksidasyon nedeniyle ala#&m elemanlar&n&n yanmas& sz konusudur. 'nert gazlar&n kullan&m & s&ras&nda bile hafif miktarda yanma reaksiyonlar& gerekle#ir. Bunun nedeni, koruyucu gaz rtsnn, havan&n oksijeninin tamam &n&n ark atmosferine giri#ini tam olarak engelleyememesidir. *ekil 2.4, koruyucu gaz&n oksijen ieri ine ba l& olarak karbon, silisyum ve mangan'&n yanmas&n& gstermektedir.
49
ekil 2.4. Gazalt# ark kayna$#nda ala'#m elemanlar#n#n yanmas#
Ala#&m elemanlar&n&n kayb&, artan O2 ieri iyle artar. *ekil 2.4, ayr&ca yksek silisyum ieren tellerde, mangan'm yanmas&n&n, d#k silisyum ieren tellere gre daha d#k kald& &n& gstermektedir. Kaynak parametreleri de koruyucu gaz&n yanma davran&#& zerine etki eder; rne in d#k ak&m #iddeti ve yksek ark gerilimi halinde yanma daha fazla olmaktad&r. Oksitleyici bile#enler sadece koruyucu gazdaki oksijenden de il, karbondioksitin yksek s&cakl&klarda a#a &daki reaksiyona gre dissosiasyonu sonucu da olu#ur:
2CO 2 -> 2CO + O 2
Arktaki oksijen, daha nce de a& kland& & gibi, oksitleyici etkiyi artt &r&r. Ancak CO2'nin paralanmas&yla olu#an karbonmonoksit (CO) de kaynak metalinde a#a &daki forml uyar&nca etki eder.
Bu #ekilde yksek miktarda karbon yanmas& olu#urken, teldeki d#k C ieri i bile kaynak metalinin karbrizasyonuna yol aar. Bu durum, korozyon dayan&m&n& ok d#k karbon ieri ine borlu olan paslanmaz eliklerin MAGM kayna &nda daha da nemlidir. Tablo 2.39'da gsterildi i gibi, O2 ieren
50
kar&#&m gazlar&n kullan&m& halinde karbon yanmas& meydana gelirken, d#k CO2 ieri i bile karbon art&#&na yol amaktad&r. Bu nedenle korozyona dayan&kl& eliklerin kayna &nda d#k CO2 ierikli koruyucu gazlar (rne in % 2,5) kullan&lmal&d&r.
Tablo 2.39. Koruyucu gaz n bile'imi ve saf kaynak metalinin karbon ieri$i aras ndaki ili'ki
D#k ve yksek ala#&ml& eliklerde oksidasyon nedeniyle, Ni ve Mo kaynak s&ras& nda yanmazken Cr ve Nb kayb& hesaba kat&lmal&d&r. Bu nedenle kullan&lan kaynak teli, esas metale gre daha yksek ala#&ml& olmal&d&r. Kaynak metalinin kimyasal bile#imi, ekilen pasolarla esas metalin kar&#&m derecesine de ba l & d& r. Bu kar&#&m baz& yntemlerde ok daha belirgindir. Bu de er, d#k ak&m #iddetli k&sa arkla kaynakta % 20 iken ilave tel kullan&lmadan yap&lan plazma kayna &nda % 100'e &kar.
2.6.2. Mekanik-Teknolojik zellikler
Kaynak metalinin kimyasal bile#imi, &s& girdisi, kaynaktan sonraki so uma h&z& ve kaynak metalinin mekanik-teknolojik zellikleri gibi ba#ka faktrlerle birlikte belirlenir.
Yeni standartlar,
kaynak metalinin gsterimi iin kaynak metalinin mekanik-teknolojik
zellikleri zerine bilgileri de tespit etmektedir. rne in EN 440'a gre gsterim sistemi a#a &daki gibidir:
Tablo 2.40'a gre akma s#n#r#, dayan#m# ve i,areti G 46 Gsterimde TS EN 439'a gre Kayn ynte Tablo TS EN EN 440'a gre gre tel zelli i koruyucu i,areti 3 M G2 tel elektrod iin G2, kullan&lan koruyucu gaz iin M harfi
51
kullan&lm&#t&r. Gsterimde ekme dayan&m& ve entik darbe i#i iin kullan&lan tan&t&m rakamlar&, TS EN 439'a gre ancak birtel-gaz kombinasyonu iin kullan&lmaktad&r. Kaynak metalinin akma s&n&r &, ekme dayan&m & ve % uzamas& iin be# grup olu#turulmu#tur ( 35'den 50'ye kadar olan i#aret rakamlar&) (Tablo 2.40). Tablo 2.40. Akma s n r , ekme dayan m ve uzama iin i'aretler
'#aret rakam& 35 38 42 46 50 En d#k
2
akma
ekme dayan&m& N/mm 440 ... 570 470... 600 500 ... 640 530 ... 680 560 ... 720
2 1)
En d#k uzama 22 20 20 20 18
dayan&m& N/mm 355 380 420 460 500
Kaynak metalinin entik darbe i#i 47 J'lk en d#k entik darbe i#inin garanti edilebildi i s&cakl&k ile belirtilmektedir (Tablo 2.41). Tablo 2.41. Tokluk zellikleri iin i'aretler
'#aret harfi / rakam& X A 0 2 3 4 5 6 En d#k entik darbe i#i 47 J C talep yok + 20 0 -20 -30 -40 -50 -60
Seilen rnekte kaynak metalinin mekanik-teknolojik zellikleri iin #unlar belirtilmektedir:
En d#k akma s&n&r& ekme dayan&m& En d#k % uzama 47 J'n garanti edilebildi i en d#k s&cakl&k
460 N/mm2 530 ... 680 N/mm2 20
-30C
Mekanik-teknolojik zellikler, saf kaynak metalinde llmektedir. Kaynak metalinin mekanik kalite de erlerini gsteren rakamlar, esas metalin zelliklerine gre uygun bir tel / koruyucu gaz bile#imi bulabilmesini sa lamak iin tketiciye verilir.
52
3. BLM
GAZALTI TUNGSTEN ARK (TIG) KAYNA'I
3.1. Giri,
TIG kayna &, esas olarak bir ark kayna & #eklidir. zellikle alminyum, magnezyum, titanyum gibi hafif metallerin kayna &na uygundur. 1940 - 1960 dneminde geli#tirilen bu yntem, gnmzde nemli bir kaynak yntemi olarak geerli hale gelmi#tir. TIG kaynak yntemi iin elektrik ak&m&, su ve gaz'&n her an sa lanmas& ve kontrol edilmesi gerekti inden, bu yntemde kullan&lan ekipman, ark kayna &nda kullan&lanlara gre daha karma#&k ve pahal&d&r. Yntem yayg &n olarak TIG ad&yla an&l&r. TIG kayna &, elektrik ark kaynak ynteminin daha ileri bir a#amas&d&r. Bu prosesin tam ad&nda Tungsten kelimesi, arka elektrik ak&m&n& iletmeyi sa layan, erimeyen elektrodu, Inert kelimesi, di er elementlerle kimyasal olarak birle#meyen bir gaz& ve Gaz kelimesi de, erimi# banyo ve ark& rten, kaynak blgesini evreleyen havay& uzak tutan malzemeyi simgeler. Bu kaynak yntemi, Heliarc veya Argonarc olarak da an&lmaktad&r. TIG yntemiyle, genellikle di er kaynak yntemleriyle olu#turulan kaynaklara gre daha stn zellikte diki#ler elde edilir. TIG kayna &nda ark, tungsten elektrod ile para aras&nda serbeste yanar. Koruyucu gaz, argon, helyum veya bunlar&n kar&#&m&ndan olu#ur. *ekil 3.1, TIG kayna &n&n prensip #emas&n& gstermektedir. Enerji retecinin bir kutbu tungsten elektroda di eri paraya ba l&d&r. Ark, sadece bir elektrik iletkeni ye ark ta#&y&c&s& olan tungsten elektrod (srekli elektrod) ile para aras&nda yanar. 'lave malzeme, kural olarak ak&m yklenmemi#tir; kaynak blgesine yandan veya nden, ya elle sevkedilen ubuk veya ayr& bir sevk aparat&ndan sevkedilen tel formundad&r. Tungsten elektrod ile erimi# banyo ve ilave metalin erimi# haldeki ucu, atmosferden, elektrodun bulundu u bir koruyucu gaz memesinden elektrodla e#eksenli olarak beslenen bir inert koruyucu gaz ile korunur.
53
!ekil 3.1. TIG kayna$ n n prensip 'emas TIG kayna &nda en yayg&n koruyucu gaz olarak Argon kullan&l&r. Elektrodun tatminkar #ekilde korunabilmesi iin koruyucu gaz&n safl&k derecesi en az % 99,95 olmal&d&r. Kural olarak 200 bar bas&n alt&ndaki 10 Nm3 'lk elik tplerde sat&l&r. Hafif metallerde geni# ve derin nfuziyet nedeniyle son y&llarda Argon/Helyum kar&#&mlar&n&n kullan&lmas&na do ru bir e ilim mevcuttur. *ekil 3.2'de su so utmal& bir TIG kaynak ekipman&n temel elemanlar & gsterilmi#tir.
!ekil 3.2. Su so$utmal bir TIG kaynak ekipman n temel elemanlar
A#a &da TIG kayna & ile elektrik ark ve oksi-asetilen kayna & aras&ndaki farkl&l&klar verilmi#tir: Bir dekapan (rtl elektrodlar&n rts, tozalt& kayna &ndaki tz vs.)gerektirmez; bitmi# kaynaklardan korozif art&klar&n temizlenmesine gerek duyulmaz.
54
Kimyasal bile#im bak&m &ndan kaynak metalinin bile#imi, kaynak edilen esas metal ile hemen hemen ayn&d&r. Di er yntemlerle olu#turulan kaynaklara gre genellikle daha yksek dayan &ml &, korozyona kar #& daha direnli ve daha snektir. Inert gaz, di er maddelerle birle#mez ve kaynak metalinin bu tip maddelerle kirlenmesine msaade etmez. Kaynak tm pozisyonlarda kolayl&kla yap&labilir. Kaynak i#lemi kolayl&kla gzlenebilir. Gr# engelleyen herhangi bir duman veya sis olu#maz ve kaynak banyosu temizdir. Kayna a biti#ik esas metaldeki distorsiyon miktar & minimumdur. Is&, kk bir alanda yo unla#&r ve dolay& s & yla Is & n& n Tesiri Alt & ndaki Blge daha kk boyuttad&r. Is&n&n Tesiri Alt&ndaki Blge (ITAB): Esas metalin, erimi# kaynak metalinin &s&s&ndan etkilenerek iyap&s& ve zellikleri de i#mi# blge) Metal temizleme problerine yol aan s&rama olay& yoktur. Ark s&ras&nda herhangi bir metal ta#&nmad& &ndan bu problemden ka&n&lmaktad&r.
3.2. Elle TIG Kayna #nda Kullan#lan Ekipman
TIG kayna & iin gerekli ekipman ve malzeme, iinden gaz geen ve koruyucu gaz& ark evresine ynlendiren bir meme ile erimeyen bir tungsten elektrod ieren bir elektrod tutucusu veya tor; bir koruyucu gaz tp, bir bas&n d#rme manometresi (bas&n reglatr) ve ak&# ler (debimetre); bir elektrik ak&m & reteci ve baz& makinelerde da bir so utma suyu devresinden olu#ur.
3.2.1. TIG Torcu
Bir TIG torcu, zel olarak tasarlanm &# bir elektrod tutucusudur. Tor, e#itli boyutlarda tungsten elektrodlar& kolayl&kla kullanabilecek tarzda imal edilmi# olup koruyucu gaz &n ak &#& n& ynlendirecek, de i#tirilebilen bir gaz memesi ile donat&lm &#t&r. Torlar&n baz&lar& hava so utmal&d&r ancak su so utmal& torlar daha yayg&n #ekilde kullan&lmaktad&r.
3.2.1.1. Tungsten Elektrodlar
TIG kayna & veya plazma kayna & iin kullan&lan srekli elektrodlar, TS EN 26848 'de standartla#t&r&lm &#t&r. Bu elektrodlar, genellikle silindirik ubuklar olup, tungsten metalinin yksek erime s&cakl& & (3390C) nedeniyle dkm yntemiyle de il sinterlenerek ve ba lay&c& ile birle#tirilerek imal edilir. Standartla#t&r &lm &# aplar 0,5; 1,0; 1,6; (2,0); 2,4; (3,0), 3,2; 4,0; (5-0); (6,0); 6,4; 8,0 mm dir. E riliklerden mmkn oldu unca ka &n &lmal&d&r. Yuvarlak enkesitli elektrodlar & n haricinde, dikdrtgen enkesitli elektrodlar da mevcuttur. Bu elektrodlar zel elektrod olarak standartla#t&r&lm&#t&r. Bu elektrodlar&n standart boylar& 50; 75; 150 ve 175 mm'dir.
55
D$KKAT:
e#itli tungsten elektrod trlerini inceleyiniz (saf tungsten elektrodlar, toryum oksitli tungsten elektrodlar, zirkonyum oksitli tungsten elektrodlar) ve kaynak i#lemini/, iin do ru e#idi seiniz. NK: Tungsten elektrod malzemesine toryum oksit ilavesi, tutu#ma emniyetini artt&r&r ve yklenebilirli i iyile#tirir (zellikle do ru ak&mla kaynakta sivri ulu elektrodun ark s&ras&nda yksek &s&l dayan&ma sahip olmas& gerekti inden). Ancak alminyumun yksek ak&m #iddetiyle alternatif ak&mla kayna &nda dzgn bir kresel elektrod ucu istenir. Tam mekanize kaynakta ve nkleer reaktr yap&m&nda zellikle tabloda verilen trler kullan&lmal&d&r. Yanl&# elektrod seimi halinde tutu#ma zorluklan ve uygun olmayan dayanma sreleri veya sakin olmayan ark olu#ur. Nkleer reaktr yap&m&nda kaynak diki#inde istenmeyen toryum oksit kal&nt&lar& olu#ur. GSTER$M:
56
3.2.1.2. Su So utmal# TIG Kaynak Torcu
*ekil 3.3'te, ok amal& bir TIG torcunun ba lant&lar& gsterilmi#tir. Byle bir tor, bir tutamak, bir elektrod tutucusu, koruyucu gaz& ark'a ileten bir ortam, elektrik ak&m &n& ark'a ileten bir iletken ve so utma suyunu tor kafas&na ileten bir hortumdan olu#ur.
!ekil 3.3. Bir kaynak torcunun ba$lant lar *ekil 3.4'te ise su so utmal& bir TIG torcunun kesiti ve elemanlar& gsterilmi#tir.
57
Su so utmal& torta su, tor kafas&n&, kontak borusunu ve elektrodu so utur. Ayr&ca di er yntemlere gre daha hafif olan kaynak ak&m kablosunu da so utur (*ekil 3.5). E er kaynak ak&m kablosu, srekli bir so utma suyu ak&#& ile so utulmazsa, ak&m ta#&yorken &s&n&r ve hatta yanabilir
!ekil 3.5. Tor iinde so$utma suyunun ak ' *ekil 3.6, koruyucu gaz tpnn &k&#&na tak&l& olan bas&n reglatrnden geen koruyucu gaz&n bir hortumdan sonra tor kafas&na ve kontak borusuna gelene kadar izledi i yolu gstermektedir. Gaz daha sonra, kendisini tungsten elektrodun evresinden seramik memeye ve oradan da al&#ma blgesine ileten kontak borusu tutucusu evresindeki bir seri delikten akar. Bu memenin ap& ve boyu, kullan&lan elektrodun boyutlar&na, ak&m tipine, kaynak edilen malzemeye ve kullan&lan koruyucu gaz trne ba l& olarak de i#ir.
!ekil 3.6. Tor iinde koruyucu gaz n ak '
58
Elektrik ak&m&, su so utmal& kaynak kablosu iinden tor kafas&na, kontak borusu tutucusuna, kontak borusuna ve nihayet tungsten elektroda ula#&r (*ekil 3.7). Elektrod ucunda ark olu#turulur, paraya geer ve para zerindeki kutuplama aparat& zerinden kaynak makinas&na dner.
!ekil 3.7. Tor iinde elektrik ak m n n ak ' . Elektri in tortan paraya ak&#& #eklindeki tan&mlama, elektrodun negatif veya do ru kutuplanmas& halinde (Do ru Ak&m Elektrod Negatif = DAEN) geerlidir. E er ters kutuplama kullan&l&rsa (Do ru Ak&m Elektrod Pozitif = DAEP) elektrod bunun tersi ynde akar.
3.2.1.3. Gaz Merce i
*ekil 3.8'de gsterilen gaz merce i, koruyucu gaz&n kararl&l& &n& artt&r&r. Gaz merce i ile donat&lan bir tor, koruyucu gaz& daha uzak mesafelere kadar sa&lmadan iletebilir.
!ekil 3.8. Bir TIG torcu iinde gaz merce$inin konumu.
59
D$KKAT:
Mmknse- gaz memesinden argonun girdaps&z &k&#&n& sa layan ve gaz ak&#&n& byk miktarda kararl& hale getiren bir "gaz merce i" veya benzeri dzenekleri kullan&n&z.
NK:
TIG torcunda bir gaz merce i ile argon'un gaz memesinden girdaps&z ak&#& sa lan&r. Bu ak&# byk bir mesafe boyunca kararl& kal& r. Ayr&ca tungsten elektrodun gaz memesi d&#& na daha uzun &kar&lmas& da mmkn hale gelir. F3ylelikle kaynak&n&n emniyetle al&#abilmesi iyile#tirilir ve zor ula#&labilen yerlerde daha yksek emniyetle al&#&labilinir.
D$KKAT ED$LMEZSE:
Gzenek olu#ur.
GSTER$M:
3.2.2. TIG Kayna #nda Kullan#lan Kaynak Makineleri
TIG kayna &nda d#en statik karakteristikli kaynak makinalar& (ak&m reteleri) kullan&l&r. Bu nedenle prensip bak&m&ndan, elektrik ark kayna &nda kullan&lan makinelar TIG kayna &nda da kullan&labilir. TIG kayna &nda, elektrik ark kayna &na k&yasla devrede kalma sresindeki kesiklikler ok daha az say&da oldu undan, uygun kuvvette ak&m retelerinin seimi ok nemlidir. TIG kayna & hem alternatif hem de do ru ak&mla yap&labildi inden, ya kaynak transformatrleri ya da redresrleri kullan&l&r. Hem do ru hem de alternatif ak&m veren bile,ik makinalar da mevcuttur. Gnmzde TIG kayna &nda, ok d#k ak&mlarla al&#&labildi inden, ak&m retelerinin hassas #ekilde ayarlanabilmesi (ince ayar) gerekir.
60
*ekil 3.9'da modern bir TIG kaynak makinas& grlmektedir.
!ekil 3.9. Modem bir TIG kaynak makinas .
D#ey karakteristikli kaynak makinalar&nda ak&m #iddeti, makina zerinde ba#ka bir karakteristik e risi seilerek ayarlan&r. Bu #ekilde ayn& ark boyunda ark gerilimi de bir miktar ykselmi# olur; ancak kaynak& bunu, elektrod ile para aras&ndaki mesafeyi de i#tirerek daha iyi etkileyebilir. *ekil 3.10, d#en tip bir statik karakteristi e sahip kaynak makinas&nda ayar blgelerini ve al&#ma noktalar&n& gstermektedir.
!ekil 3.10. D'en tip karakteristi$e sahip bir kaynak makinas nda ayar blgeleri ve al 'ma noktas
al&#ma noktas&, ayarlanan makina karakteristik e risi ile ark&n karakteristik e risinin kesi#me noktas&d&r. Bir kaynak makinan&n ayar blgesi makinan&n ayarlanabilen en d#k ve en yksek ayar
61
e rileriyle ark&n karakteristik e risinin kesi#im noktas&nda elde edilir. Modern transistorlu kaynak makinalar&nda her bir uygulama iin kademesiz ayarlama ve kaynak datalar&n&n nprogramlanmas& da mmkndr. Ayr&ca ak&m impulslu olarak da ayarlanabilmektedir. *ekil 3.11'de bir TIG kaynak transformatrnn temel elemanlar & ve bu elemanlar&n fonksiyonlar& gsterilmektedir.
I. II.
retir.
Transformatr (tek ve fazl & ): * ebekenin ak& m & n& kaynak ak& m & na evirir: yani # ebekenin gerilimini Bo#ta al&#ma /
Kaynak gerilimine d#rr ve #ebekenin ak&m #iddetini kaynak ak&m #iddetine ykseltir. Yksek gerilim impuls reteci: Kaynak s& ras& nda ark& n temass& z tutu#turulmas& iin gereklidir ve yksek frekansl& impulslar&
III. IV. V. VI.
Koruyucu reglatr ve kondansatr Transformatrn, sar&mlar& na zarar verebilecek yksek gerilim impulslar& ndan
korunmas&n& sa lar. Filtre kondansatr: Kaynak s& ras& nda olu#abilecek farkl& ak&m yar& dalgalar& n& e#itler (do rultma etkisi) Koruyucu gaz magnet ventili: Koruyucu gaz ak&#& n& elektromanyetik olarak aar ve kapat& r. Kontrol birimi: Kaynak ak& m & n& aar ve kapat & r; kaynak ak & m #iddetini ayarlar; koruyucu gaz& n ayarlanabilen n ve art
ak&# sreleri sa layan magnet ventili kontrol eder; filtre kondansatr ayarlar; di er kontrol fonksiyonlar& n& sa lar.
!ekil 3.11. Bir TIG kaynak transformatr-temel elemanlar ve fonksiyonlar (alternatif ak mla kaynak)
62
3.2.2.1. Kontrol niteleri
o u durumda kaynak ak&m &n&n al&#&lan noktada veya kaynak yaparken de i#tirilmesi gerekmektedir. Bu gibi durumlarda gerek elle gerekse ayakla al&#an uzaktan kumandal& cihazlar avantaj sa lamaktad&r. Kaynak s&ras&nda her bir fonksiyonun de i#tirilebilmesini mmkn k&lan kontrol cihazlar& mevcuttur. Bu cihazlar ya makinadan ayr& veya makinan&n iinde entegre bir nite #eklindedir. Basit bir cihaz&n a#a &daki fonksiyonlar& yerine getirmesi gerekir: a. ak&m rlesini al&#t&rmal&d&r b. elektrod tutu#turucuyu al&#t&rmal&d&r c. koruyucu gaz ventilini a&p kapatabilmelidir d. krater doldurma tertibat&n& al&#t&rmal&d&r Bu fonksiyonlar, ya iki (iki zamanl&) ya da drt kademede (drt zamanl&) grev yapacak formdad&r. Kaynak makinas&, toplam kaynak i#lemi sresince a&k kald& &ndan, elektrod, bir koruyucunun devreye sokulmas&yla ve &kar&lmas&yla ak&m yklenir ya da yklenmez. Tutu#turma iin gereken yksek frekansl& gerilim veya yksek gerilim impulslar& da kaynak ak&m&yla birlikte devreye sokulur. Kay&plardan ka&nmak iin koruyucu gaz da sadece esas kaynak i#lemi s&ras&nda akmal&d&r. Di er taraftan tutu#turma s&ras&nda da tungsten elektrodun tatminkr #ekilde korunmas& gerekir. Bu durum, kayna &n ba#lang&c&ndan k&sa bir sre nce, koruyucu gaz ak&#&n& kontrol eden magnet ventilin gaz ak&#&n& serbest b&rakmas& ile sa lan&r. Di er taraftan, kat&la#makta olan metal banyosu ve henz tavl& haldeki elektrod ucu da ark&n snmesinden sonra k&sa bir sre daha korunmak zorundad&r. Bu i#lem ise, ark&n snmesinden sonra koruyucu gaz&n birka saniye daha akmas& ile sa lan&r. Eski cihazlarda bu i#lem bir endktans bobini ve art ak&# kab& ile sa lanmaktayd&. Modern TIG kaynak makinalar & nda magnet ventili bir zaman rlesiyle donat&lm&#t&r. 'stenen art ak&# sresi bu sayede ayarlanabilmektedir. 'ki zamanl& kontrol sisteminde esas fonksiyonlar olan koruyucu gaz&n a&l&p kapat&lmas& komutlar& ve ak&m&n a&l&p kapat&lma komutlar&n&n her ikisi birlikte kumanda edilir. Yani ak&m ba#lad& & anda gaz ak&#& ba#lar ve ak&m kesildi inde gaz ak&#& da durur. Modern cihazlar ise o unlukla drt zamanl&d&r. 1. Zaman: Teti e bas&l&r ve bas&l& tutulur, nce koruyucu gaz akmaya ba#lar (n ak&# sresi ayalanabilir), yard&mc& tutu#turma ba#lar, ark d#k ak&m #iddetiyle tutu#ur (ayarlanabilir) - ark tutu#mad& &nda, koruyucu gaz ve yard&mc& tutu#turma tekrar kapan&r (tasarruflu kumanda). 2. Zaman: Tetik b&rak&l&r,
63
ayarlanan kaynak ak&m& srer, 3. Zaman: Teti e tekrar bas&l&r ve bas&l& tutulur, Tetik b&rak&l&r,
ak&m ayarlanabilen bir zaman iinde srekli olarak azal&r 4. Zaman: ak&m kesilir, koruyucu gaz, ayarlanabilen bir sre daha akar. *ekil 3.12, kaynak ak&m&n&n bu #ekilde programlanabildi i bir TIG kaynak makinas& iin kontrol parametrelerinin zamanla de i#imini gstermektedir.
Ayar parametreleri:
I. II. III. IV. Tutu#turma ak& m & Ak& m ykselme h & z& Kaynak ak&m & Ak& m azalma h& z& Azalm&# kaynak ak&m&
V.
!ekil 3.12. Programlanabilen bir TIG kaynak makinas nda ayar parametrelerinin zamanla de$i'imi.
64
3.2.2.1.1. TIG Kayna #nda Elektrodun Tutu,turulmas#
Tungsten elektrod ile para aras& nda bir ark& n olu#turulmas& gerekti inde, bu aral& &n elektriksel bak&mdan iletken hale getirilmesi gerekir. Ark&n tutu#turulmas& s&ras&nda olu#an yksek s&cakl&k sayesinde, koruyucu gaz elektriksel bak&mdan iletken hale gelir. Elektrodun Paraya Temas#yla Tutu,turma *ekil 3.13, TIG kayna & nda ark olu#turma yntemlerinden, elektrodun paraya temas ettirilmesiyle tutu#turulmas&n& gstermektedir.
!ekil 3.13. TIG kayna$ nda elektrodun paraya temas ettirilmesiyle tutu'turma
Bu #ekilde tutu#turmada kaynak metalinde tungsten kal&nt&lar& olu#abilir. Elektrod ala#&mlan&r ve dolay&s&yla ark karars&zla#&r. Bak&rdan bir yard&mc& levha zerinde tutu#turmayla tungsten kal& nt&lar& ndan ka& n&labilir. Bu yntem sadece do ru ak&mda mmkndr. Yeni bir tutu#turma tekni i de "kald#r#lan ark ile (lift-arc) tutu,turma" d&r. Bu yntemde ok d#k ak&m #iddeti yklenen tungsten elektrod para ile temas etmektedir. Dolay&s&yla tutu#turma noktas&nda tungsten kal&nt&s& olmamaktad&r. 'lk nce elektrodun biraz yukar&ya kald&r&lmas&yla zay&f bir ark yak&lmakta, daha sonra da kumanda tertibat&ndaki zel bir anahtar yard&m&yla ak&m #iddeti tam gcne ayarlanmaktad&r.
Yksek Frekans Giri,imi ile Tutu,turma Temass& z tutu # turma, elektrodun paraya temas & yla tutu# turman & n dezavantajlar&ndan ka&nmay& mmkn k&lar. Bu yntem, hem do ru ve hem de alternatif ak&mla kaynakta mmkndr. Ancak alternatif ak&mda kaynakta bu tutu#turman&n, ak&m &n yar & dalgas& aras&ndaki her s&f &rdan gei#te etki etmesi gerekir. Yksek frekans giri#imi ile tutu#turmada, tungsten elektrod ile para aras&nda, gaz ak &#& n & nceden iyonize eden ve bu # ekilde ark & n temass &z bir # ekilde tutu#turulmas&n& sa layan bir yksek frekans retecinin olu#turdu u birka MHz'lik frekanstaki ve yeterli ykseklikteki bir gerilim olu#mal&d&r. Yksek frekansl& tutu#turman&n kullan&m & halinde, ak&m devresine bir yksek frekans
65
empedans& dahil edilmeli ve bu s&rada yksek frekans&n sadece elektrod ile para aras&nda akmas& ve kaynak makinas&na yksek frekansl& bir ak&m s&ramas&ndan ka&n&lmas& gerekir. Bu oldu u takdirde, tek tek sarg&lar aras&ndaki gerilim s&ramas& yoluyla tahrip olabilir. Tutu#turucu devredeyken yksek frekans nedeniyle yak&nda bulunan radyo ve televizyon al&c&lar&n&n bozulmas& da mmkndr. Bu tip ar&zalar&n tamiri ok masrafl&d&r. Yksek Gerilim $mpulslar#yla Tutu,turma Yukar&da sz edilen dezavantaj, yksek gerilim impulslu makinalarda yoktur. Bu tip makinalar 50 Hz veya daha d#k frekansl& ve birka bin voltluk bir gerilimli impulslar retir. *ekil 3.14. TIG kayna &nda elektrodun yksek gerilim 'mpulslar&yla tutu#turulmas&n&
gstermektedir.
I= 'mpuls reteci
G= Kaynak ak&m reteci
!ekil 3.14. TIG kayna$ nda yksek gerilim )mpulslar yla ark n tutu'turulmas Do ru Ak#mla Tutu,turma-Alternatif Ak#mla Kaynak Son y&llarda alternatif ak&mla kaynakta, nce do ru ak&mla tutu#turma yap&lmakta ve tutu#turmadan hemen sonra otomatik olarak alternatif ak&ma geilmektedir. Alternatif Ak#mda Ark#n Tutu,turulmas# Alternatif ak&mda ark, her s&f&r gei#inde sner. Bu nedenle t&pk& ba#lang&taki yksek gerilim 'mpulslar&yla temass&z tutu#turmada oldu u gibi, her yar& dalgada yeniden tutu#turulmas& gerekir (*ekil 3.15) Alminyum sadece alternatif ak&mla kaynak yap&l&r. Elektrodun pozitif kutupland& & s&rada alminyumun yksek s&cakl&kta eriyen oksit tabakas& paralan&r. Bu sre k&sa oldu undan tungsten
66
elektrod a#&r& yklenmez (*ekil 3.16). Bu konu ileride ayr&nt&lar&yla a&klanacakt&r.
!ekil 3.15. Alternatif ak mda yksek gerilim impulslar yla tutu'turma
Pozitif ve negatif yar#m dalgalar#n dengesizle,mesi Negatif dalga daha kuvvetlenir; ark s&rama yapar; temizleme etkisi zay& flar; kaynak makinas& a#&n yklenir.
Pozitif ve negatif yar#m dalgalar#n dengelenmesi Bir filtre kondansatrn kullan&m& sayesinde do rultma etkisi sa lan&r.
67
!ekil 3.16. Alminyumun alternatif ak mla kayna$ nda yar dalgalardaki durumlar.
3.2.2.1.2. Krater Doldurma Tertibatlar#
Ark alt & nda en son kat & la #an s&v & haldeki banyo, diki #in di er k& s& mlar& gibi tatminkr bir #ekilde ilave malzeme ile doldurulamayabilir. Diki# ucunda ark& n banyo zerine etkiyen statik bas&nc&dan dolay& bir derinle#me meydana gelir. Dolay& s& yla s&v & malzeme kenarlardan ekilir. Ayr& ca s&v & metalin so umas& s&ras&nda hacminin klmesi nedeniyle u kraterde bzlme sonucu bir lunker olu#ur. Ayr&ca bir u krater lunkerinde o u kez kar#&la#&lan kat&la#ma atlaklar&na da dikkat edilmelidir. U kraterindeki hata blgeleri, eritilerek giderilemeyecek derecede derinse, kayna a tekrar ba#lamadan nce ta#lanmas& gerekir. Bu durumda modern TIG kaynak makinalar&nda, kayna &n sonunda, istenen bir krater #ekli sa lanmak iin krater doldurma tertibat& devreye girerek, TIG kayna & iin tipik bir durum olan, ak&m&n kademesiz #ekilde yava# yava# azalmas& sa lan&r. Bu tr bir ak&m azalmas& iin basit bir prensip #emas& *ekil 3.17'te verilmi#tir.
!ekil 3.17. Bir krater doldurma tertibat n n 'emas .
Kaynak i#leminin sonunda tortaki d meye bas&lmas&yla ilk nce kaynak ak&m devresindeki bir diren devreye kademeye girerek kaynak ak&m&n& d#rr. Belirli bir sre sonra bir zaman rlesi
68
kaynak ak&m&n& keser. Bu kesilme iki veya daha fazla kademede de gerekle#ebilir ancak modern makinalarda kademesizdir. Kaynak i#leminin sonunda ak&m&n kesilmesi, banyonun derinli inin azalmas&na yol aar, yani nden arkaya do ru kademeli bir kat&la#ma ba#lar. Ayn& anda ark bas&nc& da, banyo zerine biraz daha ilave metal ula#mas& n& sa layacak #ekilde devam eder. Bu #ekilde pasonun ucu (krater) dolar ve yzeyde daha sonradan bir ta#lama veya tekrar eritmeyi gerektiren muhtemel hata blgeleri olu#mam&# olur.
3.2.2.2. Ak#m Tr ve Kutuplama )ekli
Kural olarak TIG kayna &nda do ru ak&mla kaynak yap&l&r. Bunun bir istisnas&, alminyum, magnezyum ve bunlar&n ala#&mlar& gibi hafif metaller ve ayr&ca pirin ve berilyum bak&r& gibi bak&r ala#&mlar& alternatif ak&mla kaynak yap&l&r.
Negatif kutup so uk kutuptur; bu nedenle kaynak s&ras&nda tungsten elektrodun ak&m yklenebilirli i ve dayan&kl&l& & pozitif kutuplanmas&na gre negatif kutuplanmas& halinde ok daha yksektir. Alternatif ak&mda kullan&m halinde tungsten elektrodun ak&m yklenebilirli i, do ru ak&mda negatif kutuplanmadaki de erine eri#emez ancak pozitif kutuplanmaya gre birka kat daha yksektir. Alternatif ak&mla kaynakta elektrodun ykelenbilirli i, filtre kondansatrn kullan&l&p kullan&lmad& &ndan da etkilenir. Ak&m devresindeki filtre kondansatrn grevi, daha sonra a&klanacakt&r. A#a &daki ipularmda farkl& kutup trlerinde tungsten elektrodun ak&m yklenebilirli i verilmi#tir. Yksek s&cakl&kta eriyen oksit tabakas& ieren malzemelerde kat& oksit tabakas&, kaynak banyosunun akmas&n& ve damlalar&n zerine d#t paso ile birle#mesini engeller. Yakla#&k 2050C'lik erime s&cakl& &yla alminyumoksit, eritme kayna &nda ok zor paralanan bu oksitlerden biridir. Gaz eritme kayna &nda veya lehimlemede kullan&lan dekapanlarla bu oksit tabakas& uzakla#t&rabilmektedir ancak ilave bir masraf yap&lmas&n& gerektirir. TIG kayna &nda bu tabakan&n uzakla#t&r&lmas&, arktaki yk ta#&y&c&larla sa lan&r. Yk ta#&y&c&lar, elektronlardan ve elektronlar &n ayr &lmas&yla olu#an pozitif ykl gaz iyonlar&ndan olu#ur. Elektronlar byk h&zlarda hareket eder ancak ktlelerinin kkl nedeniyle kinetik enerjileri azd&r. Bu nedenle sadece iyonlar, esas malzeme yzeyine arpt&klar&nda yzeydeki oksit tabakas&n& paralamak iin yeterli enerjiye sahiptir. *ekil 3.18, arktaki yk ta#&y&c&lar&n hareketlerini #ematik olarak gstermektedir. Elektronlar katottan anoda do ru yer de i#tirir ve burada arpma sonucu &s& retir. iyonlar ise ters ynde hareket eder. Ancak iyonlar&n kinetik enerjisi, sadece elektrod anod ve para da katod oldu unda kaynak banyosunun yzeyi zerine uygulanabilir. Fakat bu #ekilde temizleme etkisi nemli oranda d#k olur nk pozitif kutuplanm&# elektrodun kuvvetli #ekilde &s&nmas&, ak&m #iddetini zay&flat&r.
69
!ekil 3.18. Arkta yk ta' y c lar n hareketi Alternatif ak&m&n kullan&lmas& ile bu durumun iyi bir ortalamas& elde edilir. Kutbun de i#mesi, s&ras&yla, elektrod pozitif kutup oldu unda oksit tabakas&n&n paralanmas&na (katodik temizleme) ve elektrod negatif kutup oldu unda da tekrar so umas&na imkan sa lar Bu nedenle iki yar& dalga, temizleme yar#dalgas# ve so utma yar#dalgas# olarak adland&r&l&r. Bu ba lamda banyo yzeyinin oksitten yeterli sekide temizlemesi ve elektrodun dayanma sresinde nemli bir art&# sa lan&r. Ba#ka bir teori, temizleme etkisini #yle a&klamaktad&r: elektrod pozitif kutup oldu unda erimi# banyodan &kan elektronlar, oksit tabakas&n& paralar. Ancak bu teoriye kar#&, elektronlar&n &k&# enerjisinin d#kl nedeniyle, bunlar&n altttaki metalden de il mevcut oksit tabakas&ndan &kt& & sylenmektedir. Alminyumun kayna &nda alternatif ak&m&n kullan&m &, ba#ka bir problem daha &kar&r. Alminyumun (erime s&cakl& & 658C, buharla#ma s&cakl& & 2270C) tungsten (erime s&cakl& & 3350C, buharla#ma s&cakl& & 4800C) ile ark iinde birle#ik olarak iletim olu#turmas&, bir do rultma etkisi do urur. Daha nce de a&kland& & gibi elektronlar ya termik emisyon veya alan emisyonu yoluyla yay&n&n 'zafi olarak d#k ak&m #iddeti ve gerilimde yap &lan TIG kayna &nda alan emisyonu nisbeten zay&ft&r ve termik emisyon daha gl olup metallerde artan s&cakl&kla ykselir ve 3500C 'nin zerinde s&rama gsterir. Bu s&cakl&klara sadece tungsten elektrod halinde ula#&labilir; ancak buharla#ma s&cakl& & 3500C'nin alt&nda olan alminyum halinde ula#&lamaz. Dolay&s&yla paran&n negatif kutuplanmas& s&ras&nda so uk erimi# banyoya oranla elektrod negatif kutupland& &nda s&cak elektrodda nemli oranda elektron &k&#& meydana gelir. Bu nedenle pozitif yar& dalgan&n klmesi durumu veya ba#ka bir ifadeyle, #ekil 3.19'de gsterildi i gibi, negatif bir do ru ak&m bile#eni olu#ur. Bu do rultma etkisi, TIG kayna &nda sadece alminyumda de il daha kk ktleli olmak zere eliklerin kayna &nda da meydana gelir. Burada da daha yksek s&cakl& a ula#an
70
elektrod, daha fazla elektron yayar
!ekil 3.19. Alminyumun alternatif ak mla TIG kayna$ nda do$rultma etkisi
Do ru ak&m bile#eni, o u kez zararl& ynde etkir. Temizleme etkisi zay&flar ancak ayn& zamanda ark daha keskin ve karars&z yanar; bu nedenle koruyucu gaz debisinin artt&r&lmas& gerekir. Do ru ak&m k&sm&, bir n-manyetikle#meye yol aarak kaynak makinesinin &s&nmas&na neden oldu undan trafo sar&mlar&na da zarar verir. Do rultma etkisinin olumsuzlu u ak&m devresinin uygun bir yerinde, do ru ak&m bile#enini filtreleyen bir kondansatrn ( filtre kondansatr) kullan &lmas&yla
engellenebilir. *ekil 3.20, ak&m& n ak&#& zerine filtrenin etkisini zamana ba l & olarak gsteren bir osilogram& vermektedir.
71
D$KKAT: zellikle alminyum malzeme halinde, elektrod ap seiminde daima ayarlanan kaynak ak&m&n& gz nnde bulundurunuz. Bu zellikle alternatif ak&mda nemlidir. Do ru ak&mla kaynakla (elektrod negatif kutupta) bazen daha kal&n elektrodlar da kullan&labilir - bu durumda her #eyden nce tekrar tutu#ma emniyeti ktle#ebilir. TIG kayna &nda tungsten elektrodun yklenebilirli i:
Di er bir zm yolu, kutuplaman& n de i #tirilmesidir. Negatif kutuplanm &# paradan negatif kutuplanm&# elektroda daha az elektron akar ve bunlar yeniden tutu#may& gle#tirir. Bu nedenle do ru ak&mda sadece tutu#turmak iin gerekli yksek gerilim impulslar& yla tutu#turma, alternatif ak&mda her s&f &rdan gei #te gereklidir.
Yap&lan al&#malar, do ru ak&mda negatif kutuplama ile alminyumun kayna &nda helyum gaz& kullan&m&n&n enteresan sonular verdi ini gstermi#tir. Ancak bu zm uygularken, helyum'un pahal& bir gaz oldu u gznnde tutulmal&d&r. Helyumun yksek iyonizasyon enerjisi nedeniyle daha yksek gerilimde yanar. Bu bak&mdan ark&n yksek s&cakl&klara &kmas& nedeniyle oksit tabakas& ak&#kan hale gelir. Helyum kullan&lmas&n&n bir dezavantaj& ise, gaz&n yksek fiyat& yan&nda tutu#ma zelliklerini ktle#tirmesidir. Bu nedenle argon / helyum kar&#&mlar&n&n (rne in %50 Ar - % 50 He) kullan&lmas& artmaktad&r. Helyum veya helyum k&sm& fazla argon/helyum kar&#&mlar& alt&nda biraz karars&z yanan ark, ok k&sa ark boyunda kaynak edilir ve esas olarak tam mekanik bir dzenekte uygulanmas& gerekir.
72
Alminyumun alternatif ak&mla pozisyon kayna &nda, rne in tavan pozisyonunda, kaynak diki#inin nisbeten daha geni# olmas& nedeniyle banyonun rtlme zorlu u meydana gelmektedir.
Pozisyon kayna #: yatay zeminde yap&lan al&n ve ik#e kaynaklan ve oluk pozisyonu d&#&ndaki tm pozisyonlarda yap&lan kaynaklara denilmektedir.
Drtgen #eklinde (kare dalga) alternatif ak&m veren kaynak makinalar& de i#ik stnlkler sunmaktad&r. Bunlarda h&zl& #ekilde devreye giren transistrlerin yard&m&yla kaynak makinas&n&n kesintisiz #ekilde de i#en pozitif ve negatif kutbu elektroda aktar&lmaktad&r. Gnmzde bu tip kaynak makinalar& yerine $nverter kullan&lmaktad&r. kare dalgal& alternatif ak&mda s&f &rdan dikey gei# nedeniyle temass&z tutu#turmada gereken tutu#turma dzene i sadece ba#lang&ta kullan&lmaktad&r. Piyasada bulunan baz& makinalarda, ayr&ca bir balans regleri yard&m&yla pozitif ve negatif yar&dalgalar zamana ba l& olarak de i#tirilmektedir. Bunun anlam &, tatminkar bir temizleme etkisi iin pozitif yar& dalgan&n % 30'u yeterli gelmektedir. Bu ayarlama ile elektrodun ak&m yklenebilirli i, konvansiyonel alternatif ak&ma gre daha byk olmakta, ekilen pasolar daralmakta ve bu #ekilde pozisyon kayna & daha iyi yap&labilmektedir.
3.3. TIG Kayna #nda Kaynak A #z )ekilleri ve A #z Haz#rl# #
TIG kayna &nda kullan&lan kaynak a &z #ekilleri standartla#t&r&lm&#t&r. Bu blmde DN 8551 K&s&m 1 ve DN 8552 K&s&m 1'deki a &zlar gsterilmi#tir. Ancak #uras& belirtilmelidir ki, TIG kaynak yntemi, ilave metalin kullan&lmamas& gereken ve para kenarlar&n&n arkla eritilerek birle#tirilece i kaynak diki#leri iin zellikle uygundur. Bu uygulama trleri, standart a &z formlar&ndan k#vr#k al#n kayna # ve k#vr#k bindirme al#n kayna # 'm olu#turmaktad&r. Bunun d&#&nda k#e birle#tirmedeki ve sac&n birle#tirilmesindeki ik#e diki#leri ve hafife kkl n zarars&z oldu u zel durumlar ve de l-diki#leri de bu kapsama girmektedir. l-birle#tirmeler, 3 veya 4 mm'ye kadar n al&n mesafesinin hi veya ok az oldu u eliklerde tek taraftan kaynak edilir. Alminyum malzemelerde kal&nl&k 5 mm'ye kadar &kabilir. Daha kal&n salar ( yakla#&k 8 mm'ye kadar) ift taraftan kaynak edilmelidir. Bu durumda salar aras& nda kal & nl & & n yar &s & kadar bir aral &k b&rak&lmal&d&r. S-pozisyonunda (a#a &dan yukar&ya) ift taraftan kaynak i#leminde, yo unla#an &s& girdisi nedeniyle zellikle alminyum ve bak&rda mutlaka bir aral&k b&rak&lmal&d&r. 8 veya bazen 10 mm'nin zerindeki para kal&nl&klar& durumunda esas olarak a &zlara e iklik verilmesi ve Y- veya ift Y-#eklinde haz&rlanmas& gerekir. A &z a&s& eliklerde 60, alminyumda 70 olmal&d&r. Kk al&n yksekli i eliklerde 2 ila 4 mm ve bazen 6 mm'ye kadar, alminyumda ise 2-3 bazen 4 olmal&d&r. Ancak V-ve ift V-diki#lerinde a &z kenarlar&n&n ular& dz k&r&labilir, bu nedenle kk al&n yksekli i pratikte O 'dan ba#lar. Daha kal&n paralarda bu diki# formlar& ve U ve ift-U diki#leri TIG kayna &yla nadiren tam olarak doldurulabilir. Bu nedenle o u durumda kal&n salar&n kayna &nda
73
TIG kayna & sadece kkn kayna &nda kullan&l&r. Alminyumun tek taraftan kayna &nda, kk taraf&n&n yzeyinde s&k s&k hafif ve izgi #eklinde bir ieri kklk grlr. Bundan ka&nmak iin kk aln&n&n d&# kenarlar&na pah verilmelidir.
D$KKAT: I-diki#lerin kayna &nda alt kenarlarda pah k&r&n&z. Bu #ekilde tehlikeli oksit entiklerinden ka&nabilirsiniz.
NK:
Bir I-diki#inin al&n kenar&ndaki oksit tabakas&na, ark taraf&ndan ula#&lamaz ve -/ellikle diki#in alt k&sm&nda- bu tabaka da &t&lamaz. Bu nedenle bu tabaka, oksitin erime s&cakl& & esas metalinkinden ok daha yksek oldu undan, kaynak metalinde ayr& bir tabaka olarak kal&r. Alt kenarda pah k&r&lmas& halinde, kaynak banyosu oksit tabakas&n& iine emer ve diki# alt kenar&nda da &t&r. Hatay& gidermek iin oksit enti inden dolay& kaynak diki#i zorlamalara dayanamad& &nda kaynak diki#i sklmeli ve yeniden kaynak yap&lmal&d&r. GSTER$M:
Tablo 3.1, elik ve alminyumun TIG kayna &nda en nemli a &z #ekillerini gstermektedir. A &zlar &n a&lmas&, ala#&ms&z ve d#k ala#&ml& eliklerde alevle kesme yntemiyle, paslanmaz elik ve demird&#& metaller gibi zel malzemelerde ise plazmayla kesme yntemiyle yap&l&r. 'nce malzemeler makasla da kesilebilir. U veya ift U-a &z haz&rlanacak kal&n salarda ise o unlukla tala#l& imalat yntemleriyle a &z haz&rlan&r. TIG kayna &nda kaynak a z&n&n temizli i ya#amsal derecede nemlidir. Hadde cruflar& ve oksit kal&nt&lar&n&n f&ra veya ta#lamayla uzakla#t&r&lmas& gerekir. Alminyum ve alminyum ala#&mlar&nda a &z kenarlar& ve diki#in evresi, h&zla yeniden olu#an oksit kal&nt&lar&n&n uzakla#t&rabilmesi iin kaynaktan hemen nce bir kez daha paslanmaz elik f&ralarla f&ralanmas& gerekir. nk oksit kal&nt&lar&n&n elektron &k&# i#inin daha d#k olmas& nedeniyle ark tercihan bu tabakalarla elektrod aras&nda yanar, ancak bu durumda oksitin higroskopiktik derecesine ba l& olarak gzenek olu#ma tehlikesi mevcuttur. Uygun zc maddelerle ilave uzakla#t&rma tercih edilebilir. Bu i#lem nikel ve ala#&mlar&n&n kayna &nda daha nemlidir.
74
Birle#me blgesinin stnn ta#lanmas&nda, zellikle alminyum malzeme durumunda, plastik ba lay&c& ieren z&mparalar&n kullan&lmamas& gerekir. Aksi takdirde plastik ba lay&c&lar a &z kenarlar&na yap&#arak kaynak diki#inde gzenek olu#turabilir.
75
Tablo 3.1. TIG kayna$ iin kaynak a$ z 'ekilleri
76
3.4. TIG Kayna #nda al#,ma Tekni i
Uygulamalar&n o unda, TIG kayna &n&n genellikle elle yap&ld& & grlm#tr. Bunun anlam&, kaynak&n&n teorik bilgi ve el becerisi bak&m&ndan mesleki e itim almas& gerekti idir. Kayna &n ba#lang&c&nda, kaynak&n&n her #eyden nce do ru tungsten elektrodu, do ru elektrod ap&n& ve elektrod ap&na uygun koruyucu gaz debisini seebilmesi gerekir. Ayr&ca ayarlanan koruyucu gaz debisi, kutup ve ak&m ayar& da kontrol edilmelidir.
3.4.1.
Puntalama
TIG kayna &n&n di er kaynak yntemlerine gre nispeten d#k olan h&z& nedeniyle distorsiyon (ekme ve arp&lma) miktar& biraz daha yksek oldu undan kaynak yap&lacak paralar&n, e er bir fikstr iinde de illerse, yeteri kadar puntalama noktas&ndan birle#tirilmeleri gerekir. Puntalama, ortadan d&#a do ru yap&lmal&d&r. Bu #ekilde diki# ucu serbest kal&r ve kayna &n ba#lang&c&nda ve sonunda emniyetli bir nfuziyete ula#&lm &# olur. Puntalann uzunlu u ve konumlar&, sa kal&nl& &yla uyumlu olmal&d&r.
3.4.2.
Ark#n Tutu,turulmas#
Kaynak tesisinde yksek frekans veya yksek gerilim impulslu cihazlar mevcutsa, temass&z tutu#turma yap&labilir. Devreye sokulan ak&m rlesi, e er elektrodun ucu paraya 3 mm mesafede tutulmu#sa, ark& kendi kendine tutu#turur. Tutu#turma dzene i olmad& & durumlarda, elektrodun paraya k&sa bir sre temas ettirilmesi yoluyla bir k&sa devre sonucu ark&n tutu#turulmas& gerekir. Tm ak&m #iddetiyle temas ettirerek tutu#turmada elektroddan bir para tungsten kaynak a z&na yap&#&r; bu da kaynak metalinde tungsten kal&nt&s& olmas&na yol aar. Ayn& #ekilde, kaynak yap&lan esas metalin de karars&z yanan bir ark halinde ortaya &kan s&ramalardan korunmas& gerekir. Bu nedenle kaynak a z&n&n d&#&na yerle#tirilen bir bak&r plakan&n kullan&lmas& ve bu #ekilde ark&n a &z iinde kalmas&n&n sa lanmas& uygun olur. Bu amala hibir zaman karbon plaka kullan&lmamal&d&r. Karbon plakadan &kan karbon, elektrod ucunda tungstenkarbr (TiC) olu#turur. TiC, tungsten'e gre daha d#k erime s&cakl& &na sahiptir ve bu nedenle karars&z arka yolaar ve elektrod ucunda, banyo iine de d#ebilen byk damlalar olu#turur.
3.4.3.
Torcun Tutulu,u ve $lerletili,i
TIG kaynak yntemiyle hemen hemen tm pozisyonlarda kaynak yap&labilirse de, yatay pozisyon tercih edilmelidir. Ark& tutu#turduktan sonra apraz hareketlerle ba#lang& noktas& s&v& hale getirilmelidir. Daha sonra, birle#tirme kayna &nda tercihan sola kaynak tekni i kullan&larak esas kaynak i#lemi ba#lat&l&r.
77
Tor kaynak ynyle yakla#&k 20 a& yapmal&d&r (*ekil 3.21).
!ekil 3.21. TIG kayna$ nda tor ve ilave telin tutulu'u Doldurma kayna &nda daha yksek eritme gc nedeniyle sa a kaynak tekni i de kullan&labilir. Yukar&dan a#a &ya ve a#a &dan yukar&ya pozisyonlardaki kaynakta torcun sa yzeyine dik tutulmas& gerekir. Kaynak h&z&, e#it ll geni#likte bir paso elde edilecek #ekilde s&n&rlanmal&d&r. Koruyucu gaz ak&#&n& bozabilece inden dolay& ince salarda sal&n&m hareketlerinden ka&n&lmas& gerekir. Kal&n salar&n ara (dolgu) pasolar&nda, a#a &dan yukar&ya kaynakta, a &z kenarlar&n&n e#it derecede etirilmesi iin hafif bir sal&n&m hareketi gerekir. Kaynak bittikten sonra krateri doldurmas& iin ark kademeli veya srekli azalan #ekilde sndrlr ve koruyucu gaz 10 ila 15 saniye daha akar. Bylece s&v& banyo ve k&zg&n elektrod ucu korunmu# olur.
3.4.4. Kaynak $lave Telinin Grevleri
Kaynak ilave malzemeleri, elle kaynakta ubuk formunda, mekanize kaynakta ise ayr & bir tel ilerletme aparat&ndan srekli #ekilde beslenen bir kaynak teli formundad&r. ubuklar, kaynak& taraf&ndan para yzeyiyle 15 a& yapacak #ekilde tutularak hafife dokundurma hareketleriyle ne do ru ekilir ve koruyucu gaz rts alt&nda damlalar halinde eritilmesi gerekir. Nfuziyeti zay&flataca & iin, 'lave telin ark&n alt&nda kalmas&ndan ka&n&lmal&d&r. Ancak doldurma kayna & tamamen farkl&d&r. Bu i#lemde genellikle d#k bir nfuziyet ve kar&#ma arzulan&r. Buna ula#mak iin ilave telin k&smen ark&n alt&nda kalmas& ve orada erimesi gerekir.
D$KKAT:
Tungsten elektrodu kaynak banyosunun iine sokmay&n&z. Kaynak ubu unu tavl& haldeki tungsten elektrod ile temas ettirmeyiniz.
NK:
Tavl& haldeki tungten elektrod, kaynak banyosuyla veya kaynak ubu uyla temas ederse ala#&mlan&r. Bu ala#&mlanma, zellikle alminyum ve ala#& mlar & n& n kayna & nda yo un olarak olu#ur. Alminyumla ala#&mlanm &# bir tungsten elektrodla kaynak s&ras&nda, sakin olmayan bir ark ve kaynak diki#inin zerinde ve yan&nda siyah bir cruf meydana gelir. Bu durumda kayna a devam edilmemeli ve elektrod hemen
78
de i #tirilmelidir. Dikkat edilmezse ark sakin yanmaz ve diki#ler temiz elde edilme/. Hata meydana geldikten sonra gidermek iin: ala#&mlanm&# elektrod ucu temizlenmelidir elektrod yeniden ta#lanmal&d&r.
GSTER$M:
Yanl&#
Do ru
3.4.5. Kkn Korunmas#
Tek taraftan kaynak edilen diki#lerde genellikle, kkn arka yznn ve s&n&rl& bir esas metal alan&n&n koruyucu gaz ile atmosferden korunmas& gerekir. Kk aral& & verilerek kaynak edilen ba lant&larda, arka yzden bir bak&r k&zak kullan&lmas& genellikle yeterli olur. Ancak alminyum ve bak&r&n kayna &nda paslanmaz elik kullan&lmas& daha uygundur. 'nce salarda ve ieriden temizlenemeyen boru hatlar&nda arka yzden ilave koruyucu gaz verilmesi gerekir. Bunun iin boru, diki#in her iki taraf&ndan kapat&l&r ve koruyucu gaz verilir. Salarda ayn& i#lem iin, kendi gzenekleri yoluyla yeterli ve trblanss&z bir koruyucu gaz miktar & sa layan, bir sinler metal blo un kullan&lmas& daha uygundur. Koruyucu gaz olarak genellikle argon kullan&l&r. *ekillendirici gaz olarak rne in Azot/Hidrojen kar&#&m& da kullan&lmaktad&r. Arka yzden verilen koruyucu gaz, kkn gaz &k&#&n&n bozulmas&n& ve oksitlenmesini nler. So utma etkisiyle eriyi in fazla sarkmas&n& da s&n&rlar ve diki# alt yzeyinin uygun bir #ekil almas&n& sa lar (,ekillendirici gaz).
D$KKAT: Para bir korozif etkiye maruz kal&yorsa, kk pasonun alt k&sm&na dikkat ediniz. Bir altl&k (uzun diki#lerde), bir besleme yata & (yuvarlak diki#lerde) veya cam elyaftan bir yap&#kan band (alminyum folyolarda) arac&l& &yla diki#in alt yzeyine bir koruyucu gaz beslemesi sa lay&n&z NK: Kaynak a z&n&n henz kaynak edilmemi# aral& &ndan, diki#in alt yzeyine kk miktarda bir koruyucu gaz
79
gnderilebilir. E er bu ak&# bir altl&ktan sa lan&rsa, altl& &n kanal&ndan, alt pasonun korunmas& iin en uygun koruyucu gaz beslemesi sa lanm&# olur. Alt paso oksitlenmez ve parlak kal&r. Ayn& zamanda kanal yard&m&yla diki#in #ekli de s&n&rlanm&# olur. Dikkat edilmezse krom-nikel eliklerinde diki# alt yzeyi tavlan&r; korozyon olu#ur. Di er eliklerde ise alt pasonun kt olu#turulur. Hatan&n sonradan giderilmesi genellikle mmkn de ildir. Kar#& taraftan da kaynak edilmeli veya -kar#& taraftan ula#&lam&yorsa- diki# yeniden kaynak edilmelidir.
GSTER$M:
D$KKAT: Korozyon bak&m &ndan veya ba#ka bak&mdan, yukar&da a&kland& & #ekilde uzun ve tav renksiz alt paso olu#turulam&yorsa, diki# alt yzeyinden, kkn korunmas& iin gazla flenmelidir Uygulama bak&m&ndan -zellikle de do ru kk koruma gaz&n&n seimi bak&m&ndan- dikkatli olunmal&d&r. NK: Yukar&daki kural, de i#ik bak&mlardan uygulanamayabilir: para #eklinin uygun olmamas&, bir altl&k ile imalat& n ok pahal& ya mal olmas&, sa kenarlar&n& n tan& olarak uyumlu olmas&n& n gerekmesi (rne in boylamas&na diki# kaynak makinalar&yla tam mekanik kaynakta) Bu nedenle, rne in byk yap& elemanlar&nda dikisin alt yzeyinden bir kk koruma amac&yla bir meme veya szge yard&m &yla gaz beslenir (soldaki #ekil). Tam mekanik kaynakta altl&k oyu undan, kk alt yzeyi zerine koruma amac&yla gaz beslenir (ortadaki #ekil). zel kritik durumlarda ik#e diki#lerinin arka taraf&ndan da gaz beslemesi yap&lmas& gerekebilir (sa daki #ekil).
80
GSTER$M:
D$KKAT: Kk konuna iin gaz seiminde dikkatli olunmal& d& r. Bunun iin gaz sat & c& s& ile uygulaman& n zellikleri gz nnde tutularak konu#ulmal&d&r.
NK: Koruyucu gaz&n seimi, malzemeye, yap& eleman&n&n #ekline, gaz beslemesinin trne ve kaynak #artlar&na ba l&d&r. Hidrojen ieren koruyucu gazlar (azot-hidrojen kar&#&m& iin genel gsterim ",ekillendirici gaz"d& r), hidrojene duyarl& yksek dayan&ml& ince taneli yap& elikleri iin, oksijensiz bak&r ve bak&r ala#&mlar& iin, alminyum ve alminyum ala#&mlar& iin uygun de ildir. Argon, yzey gerilimini artt&rarak kkn sarkmas&n& s&n&rlar (ince ve ak&#kan veya byk kaynak banyolar& durumunda iyi). Hidrojen ilavesi, ilave bir redkleyici etki yapar kalan oksijenin, tav rengi (oksit) olu#umunu destekleyici etkisinden ka&n&lmal&d&r. Farkl# malzemeler iin tavsiye edilen kk koruma gazlar#:
D$KKAT: (zellikle krom-nikel eliklerinde ve boru eliklerinde) Hatas&z ve oksitsiz bir alt paso olu#turmak istedi inizde, kk kaplam & keza boru hatlar&n&n iini koruyucu gaz veya #ekillendirici gazla doldurunuz. Do ru gaz seimi iin gaz sat&c&s& ile konu#unuz.
81
NK: Uzun boru hatlar&nda bir t&ka balonunun (st resim) veya rtme man#etti bir gaz szgecinin (alt resim) kullan&lmas& tavsiye edilir. Bir tek kaynak a z& olan k&sa hatlarda -zellikle kk boru aplar &nda- tm borunun gazla doldurulmas& (ortadaki #ekil) ekonomik olabilir. Bu ayn& zamanda bran#man ba lant&lar& iin de geerlidir. Byle durumlarda ular kapakla kapat&lmal&d&r ve uta kk bir delikten kk konuna gaz&n&n &k&#&na izin verilmelidir. Bu durumda d#k bas&n nedeniyle kaynak aral& &ndan hafif bir gaz ak&#& olu#ur. Boru hatlar&nda yksek bir birikme bas& nc&, zellikle yuvarlak diki #lerde kkn ieriye do ru kk olmas& na yolaar. Ak&# deli i, hidrojen ieren koruyucu gazlar halinde, zellikle azot-hidrojen kar&#&mlar& (#ekillendirici gaz) halinde ayn& zamanda hidrojen ieri inin % 10'&&n zerine & kmamas&n& sa lar
GSTER$M:
Rugenin kitab&ndaki *ekil 10.65 ile ayn&
3.5. Kaynak Parametrelerinin Etkileri
Her bir kaynak ynteminde kaynak parametreleri ve ortam #artlar&, kaynak i#leminin sonucuna etki yapar. TIG kayna &nda en nemli parametreler * koruyucu gaz ak&# debisi, * tungsten elektrodun durumu, * ak&m tr, * kutuplanma #ekli, * ak&m #iddeti, * ark gerilimi ve * kaynak h&z&'d&r.
82
3.5.1. Koruyucu Gaz Ak#, Debisi
Koruyucu gaz tketimi ve dolay&s&yla ayarlanmas& gereken gaz debisi, * malzemenin kal&nl& &ndan, * esas metalden * elektrod ap&ndan * ilave tel ap&ndan etkilenir. Ayr&ca bu de erlerden, kaynak banyosunun bykl , &s&n&n tesiri alt&ndaki blge, kaynak h&z&, torcun hareketleri ve kaynak a z&n&n #ekli ve evredeki hava hareketleri (rzgar vs.) nedeniyle sapmalar ortaya &kabilir. Koruyucu gaz tketimi, ak &# miktar &n & n ba l & oldu u gaz memesinin ap & taraf&ndan belirlenir. *ekil 3.22'de para kal&nl& &na ve gaz memesinin ap&na ba l& olarak argon tketimi; tablo 3.2'de ise elektrod ap&, gaz memesi ve ilave kaynak teli ap& aras&ndaki ili#ki verilmi#tir.
Bu de erlerden, a#a &daki durumlarda sapmalar olu#abilir: .kaynak banyosunun bykl &s&n&n tesiri alt&ndaki blge kaynak h&z& kaynak torcunun hareketi kaynak a z&n&n #ekli
83
!ekil 3.23. Para kal nl $ na ve gaz memesinin apma ba$l olarak argon tketimi Tablo 3.2. TIG kayna$ nda elektrod ap , koruyucu gaz memesi ve ilave tel aras ndaki ili'ki
Tablo 3.3'te ise rzgar h&z&na ba l& olarak koruyucu gaz miktar& verilmi#tir. Tablo 3.3. Rzgar h z na ba$l olarak koruyucu gaz miktar (gaz memesi-para mesafesi: 5 mm)
3.5.2. Elektrodun Durumu
Tablo 2.2.'de farkl& sa kal&nl&klar& iin tavsiye edilen elektrod aplar& verilmi#tir. Bu tablodaki de erler eliklerin do ru ak&mla (negatif kutuplamada) kayna &nda geerlidir. Alminyum halinde, alternatif ak&mda elektrodun &s&nmas& nedeniyle biraz daha byk ap de erlerinde elektrodlar&n kullan&lmas& gerekir. Yine bu nedenle, alternatif ak&mla kaynakta elektrodun ucu sivri #ekilde ta#lanmaz. Uygun ak&m #iddetiyle yklendi inde, ark sakin bir #ekilde yanar ve elektrodun ucunda s&v& tungstenden kk bir kre olu#ur. Bu nedenle elektrodlar&n ta#lanmamas&, aksine kaynaktan k&sa bir sre nce, uygun bir kre erimesi iin elektrodun k&zd&r&lmas& tavsiye edilmektedir.
84
Tablo 3.4'te ak&m tr ile elektrod ucunun ald& & #ekiller gsterilmi#tir. Tablo 3.4. Ak m trne ba$l olarak elektrod ucunun 'ekli.
D$KKAT: elikleri, bak&r ve ula#&mlar&n& do ru ak&mla TIG kayna & (Negatif kulp) yaparken, tunsten elektrodlar&, mmknse sadece tungsten elektrodlar iin kullan&lan ince taneli ta#lama tezgh&nda ta#lay&n&z. Ta#lamay& boylamas&na yap&n&z. Ta#lama tezgh&nda al&#&rken daima koruyucu gzlk kullan&n&z. NK: Elektrod ular& mmkn oldu unca parlak ve tozsuz ta#lanmal&d&r. Bunun iin, ta#laman&n bir parlatma ile tamamlanmas& gerekir. Elle ta#lamada enine ta#lama, ince elektrodlar&n bklmesine, kal&n elektrodlar&n gevrek ular&n&n k&r&lmas&na neden olabilir. Bu nedenle boylamas&na ta#lamak daha iyidir. Keskin ular k&r&lmaya kar#& daha dayan&ks&zd&r. Sivri konik #ekil, ok d#k kaynak ak&mlar&nda (rne in ince salar ve kk kayna &nda); dz al&nl& #ekil ise tam mekanik kaynakta e#it nfuziyet iin kullan&l&r. Bu hususlara dikkat edilmedi i takdirde tungsten elektrod zerindeki ta#lama tozlar& nedeniyle ark, do rultusundan sapar.
85
GSTER$M:
Yanl&#
D$KKAT:
Do ru
Kaynak yerinde daima birka haz&r ta#lanm&# tungsten elektrod bulundurunuz. NK: Bir tungsten elektrodla pek ok kez, ark tutu#turulmu#sa, impuls jeneratrne ra men, so uk elektrodla paraya temas ettirmeden tekrar tutu#turma zorla#abilir. Yeni ta#lama, tutu#ma kolayl& &n& tekrar sa lar. Gerekte s&n&rl& etkiye sahip olan - bir kaynak# hilesi. Ak& ms&z halde so uk elektrodun ucunun, przl bir metal yzeye (rne in kaynak masas&na) srtnmesidir. D$KKAT ED$LMEZSE: Tutu#ma zorlu u ve zaman kayb& meydana gelir. Bu nedenle Kaynak al&#mas&na ba#lamadan nce, kaynak s&ras&nda nelerin gerekli oldu u d#nlmelidir. Bu halde kaynak yerinde kirlenmeye kar#& korunmu#, nceden haz&rlanm &# tungsten elektrodlar bulundurulmal&d&r.
GSTER$M:
Yanl&#; ta#lama motorunda tek tek elektrod
D$KKAT: Tungsten elektrodlar&n ular&n& byk zenle ta#lay&n&z. Sivri k&sm&n kemiklik a&s& ynteme uygun olmal&d&r. Bu arada konikli in merkezden ka&k olmamas& gerekir. Boylamas&na ta#lay&n&z. Ta#lama cihazlar&n&n emniyetini ve avantajlar&n& kullan&n&z.
86
NK: TIG kayna &nda elektrodun koniklik a&s&, kaynak banyosunun formunu etkiler (kt bir a& geni# bir diki# ve dz bir nfuziyet verir). Enine ta#lamalar elektrod ucunun kararl&l& & (entik etkisi), ark&n tutu#ma davran&#& ve kararl&l& & zerine olumsuz etki yapar (*ekil 1). zellikle lam mekanik kaynakta tungsten elektrodlar hibir zaman elle ynlendirilerek ta#lanmamal&, yard&mc& ta#lama tesbit dzenekleri kullan&lmal& d& r ( *ekil 2). Dikkat edilmedi i takdirde karars& z ark olu#ur. Tungsten parac& ktan koparak kaynak banyosuna girer. Ark yana do ru e ilebilir. Hatan& n giderilmesi iin ta#lama tesbit dzene i kullan&lmal&d&r. GSTER$M:
*ekil 1
D$KKAT:
*ekil 2
Alminyum ve alminyum ala#&mlar& n&n do ru ak&mla TIG kayna &nda, kullan&lan tungsten elektrodun al & n k& sm & nda, yivli k& r & k bir yzey olmamal & , aksine bir keski ile kesilmelidir. Kenarlar&n ta#lanmas&, elektrod ucunda yar& kre formunun olu#umunu kolayla#t&r&r. NK: Alternatif ak&mla TIG kayna & nda, do ru llendirilmi # tungsten elektrodun tm u yzeyinin sakin yanan bir ark olu#turmas& ok nemlidir. Ucun, kre formunu almas& gerekir. Saf tungsten elektrodlar&n, 4
mm'nin zerindeki elektrod aplar&nda ark&n stabilitesi zerine nemli etki yapt&klar&ndan uygun elektrod u formuna sahip olmalar& gerekir. Her #eyden nce tutu#ma zorla#abilir. Ayr&ca toryum oksitli elektrodlar pozisyon kayna &nda daha kk aplarla al&#may& mmkn k&lar.
D$KKAT ED$LMEZSE:
Ark karars&zla#&r.
GSTER$M:
87
D$KKAT:
Tungsten elektrodlar& temiz tutunuz. Elektrod yzeyinde nem, ya , kir veya di er safiyetsizliklerin bulunmamas& gerekir. Kirlenebileceklerinden dolay&, tungsten elektrodlar&, kaynak masas& zerine koymay&n&z.
NK:
Nem, ya ve kir, sadece TIG kayna &nda son derece gerekli olan temiz koruyucu gaz atmosferini bozmakla kalmaz, ayn& zamanda elektrodun kendisinin tekrar tutu#ma davran&#&na da zarar verir
D$KKAT ED$LMEZSE:
Kt tutu#ma, temiz olmayan kaynak diki#i ve gzenek olu#ur.
GSTER$M:
3.5.3. Ak#m Tr ve Kutuplaman#n Etkisi
Ak&m tr ve kutuplar&na, her #eyden nce nfuziyet formunu etkiler. *ekil 3.24, bu durumu #ematik olarak gstermektedir.
a: do ru ak&m (negatif kutup) b: do ru ak&m (pozitif kutup) c: alternatif ak&m d: sivri ulu elektrod e: kt ulu elektrod
!ekil 3.24. Ak m tr, kutupluluk ve elektrod formuna ba$l olarak nfuziyet formlar Negatif kutuplaman&n aksine pozitif kutuplamal& kaynaktaki d#k nfuziyet, pozitif kutuplu kaynakta gerekli olan kal&n elektrodlarda daha d#k enerji yo unlu u ve daha d#k ak&m yklenebilirlik sa lar.
88
Bu durum, alternatif ak&mla kaynakta da benzer form olu#turur. Kal&n elektrod ular&, dz ve geni# bir nfuziyet olu#turur. Kaynak s&ras&ndaki a#&nma nedeniyle elektrodun ktle#mesinin, nfuziyet derinli indeki bir azalmaya yolaaca & da hesaba kat&lmal&d&r.
3.5.4. Ak#m )iddeti, Ark Gerilimi ve Kaynak H#z#n# Etkisi
Ak&m #iddeti, di er ark kaynak yntemlerinde oldu u gibi, her#eyden nce nfuziyet derinli ini etkiler. Ayarlanan ak&m #iddeti bu nedenle kaynak edilen para kal&nl& &na uygun olmal&d&r. Para kal&nl& &n&n her mm'si iin gerekli ak&m #iddeti a#a &daki gibi hesaplanabilir: elik - do ru ak&m (negatif kutup) Alminyum - alternatif ak&m - 45 A / mm - 40 A / mm
TIG kayna &nda ark gerilimi, ark&n tam bir gaz rts ile korunmas&n&n mmkn oldu u kadar k&sa olmas& iin daima ok d#k olmal&d&r. Bu nedenle diki# geometrisini etkileyen bir parametre de ildir. Yine de ark geriliminin ykseltilmesi yani ark boyunun artt&r&lmas& halinde, diki# geni#li i artar ve ala#&m yanmas& problemi azal&r. Ark gerilimi gibi kaynak h&z& da, di er ark kaynak yntemlerinde oldu u derecede diki# geometrisini etkileyen bir parametre de ildir. Kaynak s&ras&ndaki #artlara gre ayarlan&r ve ayn& de erde tutulur. Bu sayede esas metal yeterli derecede erir ve kat&la#ma s&ras&nda e#ll bir diki# olu#ur. Kaynak h&z&n&n artt&r&lmas&, birle#me hatalar&na, d#rlmesi ise diki#in geni#lemesine ve istenmeyen a#&r& &s& girdisine yolaar. TIG kayna &nda en yayg&n kaynak h&zlar& 10 ila 40 cm/dak aras&ndad&r.
D$KKAT: Borular&n evresel kayna &nda ark& diki# ortas&nda bitirmeyiniz. Diki# sonunda diki# ortas&ndan d&#ar& ekiniz veya bir ak&m azaltma tekni i kullan&n&z. NK: Ark&n sndrlmesinden sonra kaynak banyosu kenarlar&ndan kat&la#maya ba#lar. Byk kaynak banyolar&nda tm kaynak ak&m& kapat&ld& &nda u krater atlaklar& ve lunkerler olu#abilir. Diki# sonunda kaynak h&z& artt&r&ld& &nda banyo klr. Ayn& anda ark diki# yan&na do ru ekilir. Bu durumda kritik blge daralt&ld& &ndan hata blgesi de mmkn oldu unca kltlm# olur. Daha iyi bir teknik de, torcunun tutamak k&sm&nda bir ak&m d#rm gerekle#tirilebilen bir TIG kaynak makinas& kullan&m&d&r.
89
GSTER$M:
Esas metal zerine kk kaynak banyosu ekiniz. Ak&m azaltmas&
3.5.5. Ak#m $mpulslar#yla Kaynak
TIG kayna &nda artan oranda ak&m impulslar& kullan&lmaktad&r. Burada impuls frekans& izafi olarak d#k olup o unlukla 3 Hz'in alt&ndad&r ve 10 Hz ile s&n&rlanm&#t&r. D#k bir esas ak&m zerine impuls ak&mlar& bindirilir (*ekil 3.25). 'mpulslarm ykseklik ve sresi ayarlanabilir. 'mpuls sresinde metal eridi i ve esas ak&m sresinde de k&smen tekrar kat&la#t& &ndan, esas ak&m&n ve impulsun sresi birlikte belirlenmelidir. Bu bak&mdan diki#, ok say&da stste binmi# tek tek noktalardan olu#maktad&r. TIG-impuls kayna &n&n avantaj&, zor pozisyonlarda banyonun daha iyi kontrol edilebilmesidir. rne in kke ve ne do ru ok kuvvetli bir akma e ilimi gstermez. Darbe faz&nda daha yksek bir ak&m #iddeti ve dolay&s&yla daha derin bir nfuziyet sa land& &ndan, normal TIG kayna &yla kaynak edilemeyen l-al&n birle#tirmeler impulslu TIG yntemiyle kaynak edilebilir. Di er bir avantaj&, ince salar&n kayna &nda ve pozisyon kayna &nda kendini gsterir. Dezavantaj olarak, kaynak h&z&n&n d#kl nden #ikayet edilmektedir.
!ekil 3.25. TIG impuls kayna$ nda ak m ve srenin de$i'imi
90
TIG-impulslu kaynak makinas& zerinde daha fazla ayar d mesi bulunur. Bu yntem iin kaynak&n&n zel olarak e itilmesi gerekir.
3.6. TIG Kayna #ndaki Hatalar
TIG kayna &nda, di er kaynak yntemlerinde rastlanan, sertle#me atlaklar&, diki#alt& atlaklar& vs. gibi malzemeye ba l& hatalar de il, yntemin uygulanmas& s&ras&nda kaynak&n&n etkileyebildi i hatalar grlr. Tablo 3.5'den 3.12'ye kadar, TIG kayna &nda rastlanan muhtemel hatalar ve nedenleri verilmi#tir.
91
Tablo 3.5.
Kaynak diki,lerindeki hatalar
TIG kayna &ndaki en s&k rastlanan hatalar a#a &da verilmi#tir: D#, hatalar $ hatalar
Kaynak diki,lerindeki hatalar#n olu,umunu etkileyen Faktrler
Diki, haz#rl# # A &z formu A &z lleri Kaynak blgesinin temizli i Cihaz ayarlar# Gerilim / ak&m #iddeti Cihaz&n karakteristi i Koruyucu gaz miktar&
Kaynak torcunun sevk ve idaresi Kaynak h&z& Pasolar&n birbirine binme mesafesi ve zigzag hareketleri
92
Kaynak torcunun ayarlar& (tor e imi) Elektrod ile para aras&ndaki mesafe (tor mesafesi)
Tablo 3.6.
Tungsten kal#nt#lar#n#n nedenleri
93
Tablo 3.7.
Oksit kal#nt#lar#n#n nedenleri
Tablo 3.8.
94
Gzenek olu,umunun nedenleri (1)
Tablo 3.9.
95
Gzenek olu,umunun nedenleri (2)
Tablo 3.10.
96
Birle,me hatalar#n#n nedenleri
97
Tablo 3.11.
98
Tablo 3.12.
99
3.7. TIG Orbital - Kayna # 3.7.1. Yntemin Esas#
Mekanik kaynak yntemleri, boru-boru veya boru-gvde birle#tirmelerinde genellikle kalite, yeniden retilebilirlik, verimlilik ve maliyet avantajlar&na sahiptir. Birle#tirilecek paralar kaynak s&ras&nda hareket ettirilebiliyorsa, genellikle cihaz& ta#&yan veya portal dndrme masalar& veya dner sehpa gibi basit dzenekler tavsiye edilir. E er boru, konumu, formu, boyu, a &rl& & veya stabilitesi gibi faktrler bak&m &ndan k&p&rdat&lamaz durumdaysa, kaynak torcunun uygun bir kaynak dzene i yard&m &yla paraya yakla#t&r&lmas& gerekir. Bunun iin en iyi rnek torcun bir yrnge (latince: orbit) boyunca boru evresinde dndrlmesidir. Bu ynteme orbital kaynak denilmektedir. Dz salar&n boylamas&na kayna &nda i#lem parametrelerinin do ru seimiyle s&cakl&k dengesi olu#turulabilmesine ra men, bir boruda yuvarlak diki#lerin ekilmesi s&ras&nda bu denge bozulur ve her zaman s&cakl&k daha yksek olur. Tek bir orbital kaynakta tm pozisyonlar (oluk pozisyonu, d#ey pozisyon, tavan pozisyonu, dikey pozisyon) s&rayla gerekle#mektedir. Bu nedenle ak&#kan haldeki erimi# banyonun srekli de i#en yerekimi kuvvetine kar#& her pozisyonda dengede tutulmas& gerekir. '#lem sresince Is& girdisinin azalt&lmas& da ok nemlidir. TIG kayna &, bu tr bir i#lem iin en uygun yntemdir ve bu nedenle Orbital kayna a en iyi uyumu sa lam&#t&r.
3.7.2.
Orbital Kaynak Donan#m#
Bir orbital kaynak donan&m&, bir kaynak makinas&ndan, bir kaynak kafas&ndan (tor ve yrnge aparat&) ve gerekti inde bir tel ilerleme nitesinden ibarettir. Kaynak makinas&, ak&m& retir, proses boyunca gerekli kontrol ve ayar elektroni ini ve bir so utma sistemini sa lar. Uzaktan kumanda, kaynak&ya kaynak kafas&n&n hareketini ve kafa bas&nc&n& uzaktan kontrol ve kaynak evrimini ba#latma ve bitirme olana & sa lar. Kaynak makinas& ile kaynak kafas& aras&ndaki bir hortum paketi, elektrik ak&m&, gaz ve so utucu maddenin da &t&m&n& sa lar ve dzenli bilgi ak&#&n& garanti eder. Dengeleme a &rl&klar&, kaynak kafas&n&n konu#land&r&lmas&n& ve hareketini kolayla#t&r&r.
3.7.2.1. Kaynak Kafas#
8 ila 220 mm aras&nda d&# apl&, borular&n birle#tirilmesinde kullan&lan kaynak kafalar&, normal #artlarda a&k orbital k&ska selinde dzenlenmi#tir (*ekil 3.26). Borular&n cidar kal&kl&klar&, ilave malzeme olmaks&z&n tek pasoda al&n kayna & yap&labilir veya 3,5mm'nin zerindeki cidar kal&nl&klar&nda U a z& haz&rlanarak so uk tel ilaveli ok pasolu kaynak yap&labilir. zellikle yksek de erli kaynakl& ba lant&lar, kapal& kaynak k&skalar&yla retilir (*ekil 3. 27).
100
jahrbuch 95 sf 103
!ekil 3.26. A k orbital kaynak k skat , kayna$a haz r bir boru birle'tirme
!ekil 3.27. Kapal orbital kaynak k skac ile bir saf gaz da$ t m borusunun kayna$ Bu tr k&skalar, birle#tirilecek borular&n diki# blgesine uyarlar ve koruyucu gaz&n flendi i bir kamara ile btnle#iktirler. Bu durum, havan&n temas edemedi i, ideale yak&n bir gaz koruma formu olu#turur. Kapal& kaynak kafalar&, zellikle elektronik endstrisinde chip imalat& iin saf gaz da &t&m hatlar&n&n kalitesinde beklenen son derece yksek talepleri kar#&lamak zere geli#tirilmi#tir. Kapal& kaynak kafalar& standart olarak 1,6 ila 177 mm boru aplar& iin retilmi#tir ve genel olarak ilave malzeme kullan&lmayan kaynak i#lemlerinde kullan&lmaktad&r. Birle#tirilecek boru ap& 220 mm'den bykse, uygun orbital k&ska bulmak zorla#makta ve bu byklkte bir k&skac&n uygun #ekilde konu#land&r&lmas& ok zor olmaktad&r. Bu durumda borular&n gerdirilmi# kelepelerle tesbit edilmesi gerekmektedir. Kaynak atelyeleri ok modern ve genellikle
101
video kamera, ultrasonik muayene probu veya di er muayene ve kontrol cihazlar&na sahip olmaktad&r. Orbital teknik sadece boru-boru ba lant&lar& iin de il, ayn& miktarda, ok say&da boru-gvde ba lant&s&n&n bulundu u kazan ve &s& e#anjr imalat&nda da h&zl&, gvenilir ve ekonomik olarak yayg&n #ekilde kullan&lmaktad&r. Burada kullan&lan orbital kaynak kafalar&, her gerekli mekanikle#tirme derecesine uyumlu olmakta, farkl& gergi ve fikstrlere kolayl&kla tesbit edilebilmektedir.
3.7.2.2. Ak#m reteleri
Orbital teknik iin retilen ak&m reteleri sadece kaynak i#lemi iin enerji reteci olarak de il, ayr&ca toplam kaynak evriminin biriktirme, kontrol ve gzlemi iin de gerekli niteliklere sahiptir (*ekil 3.28).
!ekil 2.38. Bir orbital kaynak evriminin grafik gsterimi; stten itibaren: 'ekillendirici gaz, evresel gaz, kaynak gaz , kaynak ak m , tor dndrme hareketi, tel ilerlemesi, AVC(otomatik ark kontrol), sal n m hareketi. TIG-orbital kaynak makinas&n&n *ekil 2.38'de gsterilen #ekilde programlanmas& gerekir. Bunun iin kaynak makinas&na entegre mikroi#lemciler oldu u gibi, makinadan ayr& bir ki#isel bilgisayar arac&l& &yla da programlama yapmak mmkndr. Kaynak ak&m da &t&m &, tristor, transistor veya
102
inverter tekni iyle al&#an kaynak makinalar& arac&l& &yla yap&l&r. Tristor ak&m reteleri nisbeten daha pahal&d&r ve normal uygulama iin yeterli h&za sahiptir, inverter ak&m reteleri ok daha hafiftir ve kk bir hacim i#gal ederler.
3.7.2.3. Tel $lerletme nitesi
Klasik orbital kaynakta tel #eklindeki ilave malzeme kullan&l&r ve bir ilerletme nitesi iinden erimi# banyodaki ark&n nne getirilir. Kullan&lan ilave tel, ark iletmeyip kendisi so uk tel olarak bulunur. Do ru tel ilerleme h&z&, orbital kaynakta nemli bir rol oyar. Tel ilerleme nitesi kapal& bir ayar devresi iinde bulunur.
3.7.2.4.
Kaynak $,lemi
Boru-boru ba lant&lar& elik malzemelerde ilave tel olmadan 3,5 mm'ye kadar tel pasolu olarak birle#tirilebilir. Boru ular& temiz ve dik a&l& kesilmi# olmal&d&r. Dah abyk cidar kal&nl&klar&, tercihan U formunda bir a &z haz&rl& & ve ilave tel nitesi gerektirir. Gerilime ba l& ark yksekli i kontrol (AVCArc Voltage Control: Ark Gerilim Kontrol), kaynak i#lemi s&ras&nda ilave tel ile para aras&ndaki mesafenin sabit tutulabilmesini sa lar. Bylece ok pasolu diki# olu#turmada kaynak evrimi kesintiye u ramaz veya elektrod mesafesinin elle ayarlanmas&na gerek kalmaz. Dolgu ve kapak pasolar&nda bir sal&n&m hareketi gerekir. Bu i#lem TIG torcunun daha geni# ve e#ll ve yanma olu u olmayan bir kapak paso olu#turmas&n& mmkn k&lar. Orbital kaynak kafas&n&n para zerine konu#land&r&lmas&ndan ve gerekti inde hortum paketinin hareketinin kontrolnden sonra, kaynak evrimi ba#lat&l&r. nce #ekillendirici gaz ventili, borunun kaynak a &z blgesinin iten korunmas& iin a&l&r. Kaynak torcu para zerinde elektromotorlu olarak hareket eder. Elektrodun yzeye hafife temas&yla elektrod mesafesi iin s&f&r referans& tesbit edilir. Tor daha sonra paradan nceden programlanm&# mesafesine geri gelir; ark, yksek gerilim impulslar& yard&m&yla tutu#turulur. Ark&n kararl& hale gelmesinden sonra n erime faz& s&ras&nda yeterli bir erimi# banyo olu#ur. Dnme hareketiyle impulslu kaynak ak&m& ve gerekiyorsa ilave tel hareketi ba#lar. Diki# ba#lang&c&ndan itibaren yava# yava# yakla#&k 360 dndkten sonra tel durur, ak&m yava# yava# azal&r ve dnme hareketi durur. Koruyucu gaz ak&#& kesilir bu #ekilde kaynak diki# blgesi yeterli derecede so utulmu# olur. ok pasolu kaynak s&ras&nda kaynak evriminin tekrar ba#lamas& iin ilave program de i#iklikleri yap&labilir veya tamamen de i#tirilebilir.
3.7.2.5.
$,lemin Ekonomikli i
Orbital kaynak, paran&n dndrlemedi i veya kaynak yerine zor ula#&lan durumlarda boru-
103
boru veya boru-gvde ba lant&lar&n&n mekanize ve yksek kaliteli #ekilde kaynak edilebilmesini sa lar. Verimlilik, kal&n salar&n kayna &nda s&cak tel tekni i de dahil edilerek nemli derecede ykseltilebilir.
104
4. BLM
GAZALTI METAL ARK (MIG/MAG) KAYNA'I
4.1. Giri,
MIG kayna &n&n esas geli#imi, 1947 y&l&nda ABD'de ilk sat&n al&nabilir kaynak makinalar&n&n retilmesiyle ba#lam&#t&r. O tarihte yntem S.I.G.M.A (Shielded Inert Gas Metal Arc) olarak adland&r&lmakta ve bugnk MIG kayna & ile ayn& anlamda kullan&lmaktayd&. Karbondioksit koruyucu gaz olarak ilk defa Rusya'da 1952 y&l&nda denenmi# ve bugnk MAG kayna & ba#lam&#t&r. Argon o zamanlar ok pahal&ya mal oldu undan bu yntem ilk olarak ala#&ms&z ve d#k ala#&ml& eliklerin kayna & iin yerle#mi#tir. CO2 alt&nda kaynaktaki s&rama olu#umu, k&sa arkla kaynak olarak bilinen tekni in geli#mesine yol am&#t&r. Gazalt& Metal Ark Kayna &n&n bu daha sonradan geli#en de i#ik uygulamas&, karbondioksit alt&nda da hemen hemen s&ramas&z kaynak yap&lmas&n& sa lam&# ve zellikle ince salar&n birle#tirilmesi, kk pasolar&n&n kayna & ve zor pozisyonlardaki kaynaklar iin uygun olmu#tur. Argon fiyatlar&n&n 60'lardan itibaren d#mesiyle kar&#&m gazlar -ilk olarak da argon ile karbondioksit kar&#&m&- kullan&lmaya ba#lanm&#t&r. Saf karbondioksite k&yasla daha pahal& olmas&na ra men kar&#&m gazlar ok geli#mi#tir ve gnmzde MAG kayna &nda kullan&lan koruyucu gazlar&n hemen hemen % 80'l kar&#&m gazd&r. *ekil 4.1'de koruyucu gaz kaynak yntemlerinin y&llara gre geli#imi gsterilmi#tir. Bilinen tm eritme kaynak yntemleri kullan&larak birle#tirilmi# diki#ler aras&nda gazalt& metal ark (MIG/MAG) kayna & ile yap&lan k&sm&, % 70'lik bir blmn olu#turmaktad&r ve geli#imini srdrmektedir.
4.2.
Yntemin Prensibi
MIG/MAG Kayna &nda ark, ayn& zamanda ilave tel grevi yapan eriyen bir elektrod ile i# paras& aras&nda yanar. Koruyucu gaz ya argon, helyum gibi bir inert gaz ya bunlar&n kar&#&m& (MIG) veya aktif bir gazd&r (MAG). Koruyucu gaz, rne in CO2 -kayna &nda (MAGC-yntemi), karbondioksit'ten veya Kar&#&m Gaz Kayna &nda (MAGM-yntemi) inert gazla aktif gazlar&n kar&#&m&ndan olu#an bir kar&#&m gazd&r.
105
*ekil 4.1. Gazalt ark kaynak yntemlerinin y llara gre geli'imi
106
*ekil 4.2, yntemin prensip #emas&n& vermektedir. "Usuz" elektrod bir tel ilerletme mekanizmas& yard&m&yla bir tel makaras&ndan ak&m kontak borusuna gelir. Serbest tel ucu nispeten k&sad&r; bylece ince elektroda yksek ak&m #iddeti ( > 100 A/mm2) uygulanabilir. Kaynak makinas&n&n kutuplar&ndan biri elektroda di eri de paraya ba lan&r; bylece ark, eriyen elektrod ile para aras&nda yanar. Elektrod ayn& anda hem enerji ta#&y&c& ve hem de kaynak ilave metali grevi yapar. Koruyucu gaz elektrodun e#eksenli olarak bulundu u bir memeden akar ve ark&, eriyen damlalar& ve ark&n alt&ndaki erimi# banyoyu atmosferin etkisinden korur.
!ekil 4.2. MIG/MAG kayna$ n n prensip 'emas
107
4.3. MIG/MAG Kayna #nda Kullan#lan Kaynak Ak#m reteleri
MIG/MAG kayna &nda esas olarak, elektrodun pozitif kutba ba land& & do ru ak&mla kaynak yap&l&r. MIG/MAG kayna &nda kullan&lan kaynak makinalar& olarak nceleri kaynak jeneratrleri kullan&lmas&na ra men gnmzde esas olarak hafife d#en yatay karakteristi e sahip kaynak redresrleri kullan&lmaktad&r.
4.3.1. Ark Karakteristi i
Ark karakteristi i, ark gerilimi ile ark ak&m&n&n birbirine gre de i#imidir. *ekil 4.3'de gsterildi i gibi, ark karakteristi i iki alandan olu#ur. 'lk alan, Ayrton alan& olarak adland&r&l&r ve bu alanda d#en bir karakteristik davran&#& vard&r; bu alanda ak&m #iddeti artt&ka gerilim d#er. 'kinci alan ise Ohm kanununa uyar; ak&m artt&ka gerilim de artar. Kaynak tekni inde ark&n bu blgesi kullan&l&r. Ark plazmas& iinde gerilim, uzunlukla do ru orant&l& olarak de i#ir. Bu nedenle uzun bir ark, ayn& ak&m #iddetindeki k&sa bir arka gre daha yksek bir gerilime sahiptir. Ayn& #ekilde, ayn& ark geriliminde ark&n boyu ne kadar k&sa ise ak&m #iddeti de o derece yksek olur.
!ekil 4.3. Ark n karakteristi$i Tablo 4.1'de gazalt& ark kayna &nda e#itli arklar&n s&cakl&klar& verilmi#tir. Tablo 4.1. Farkl koruyucu gazlar halinde gazalt kaynak ark n n s cakl klar .
108
4.3.2. MIG/MAG Kaynak Makinalar#n#n Karakteristi i
Gerekli .i-ayar& (i ayar) nedeniyle kaynak makinalar& sabit gerilim karakteristikli veya hafife d#en statik karakteristiklidir (rne in kaynak geriliminin 2V d#mesinde ak&m #iddeti 100 A artar). Yatay karakteristik, ba#ka bir stnl e daha sahiptir. Karakteristik e risi ne kadar yataysa yap&labilen ark boyu de i#imlerinde ak&m #iddetinin ula#&labilen ayar blgesi o derece byk olur. *ekil 4.4, .i -ayar&n&n d#en ve yatay makina karakteristikleri ile ark karakteristik blgesinin kesi#imlerini gstermektedir. D#en karakteristikte (2) gsterilen blgede ark boyundaki de i#im, ak&m #iddetinde sadece 15 A'lik bir de i#imi mmkn k&larken yatak karakteristikte (1) bu blgede ak&m #iddetinde 130 A'lik bir de i#im gerekle#tirilebilmektedir. Ayn& #ekilde, d#en karakteristikte ark boyundaki bir art&# 8 V'luk bir de i#ime yol aarken sabit gerilimi karakteristikte do al olarak bir de i#im meydana gelmemekte ve hafife d#en karakteristikte de bu de i#im ok az olmaktad&r. Kaynak ak&m retecinin hassas #ekilde ayarlanabilmesi gerekir. Bir redresrn n k&sm&nda kaba ayar iin bir anahtar bulunur. Bununla ayar yap&ld&ktan sonra ikinci ayar anahtar&yla hassas ayarlama yap&l&r. Tristor veya transistor bulunan ak&m retelerinde kademesiz ayar yapmak da mmkndr.
109
!ekil 4.4. Farkl makina karakteristikleri ile ark karakteristik blgesinin kesi'imi (tel elektrod ap 1,2 mm)
Hafife d#en statik karakteristikti ak&m retelerinde i ayar olarak adland&r&lan zellik sayesinde (*ekil 4.5), kaynak esnas&nda muhtemel ark boyu de i#imleri, kendili inden dzelir. Normal #artlarda kaynak ak&m & ile ark gerilimi denge halindedir. Kaynak esnas&nda herhangi bir nedenle ark boyu uzad& &nda ark gerilimi artar. Ark geriliminin artmas& ak&m #iddetinin azalmas&na yol aar. Tel elektrod kaynak blgesine sabit h&zla geldi inden ak&m #iddetinin azalmas&:
U =I.V (4.1)
e#itli i uyar&nca eritme gcnn azalmas&na neden olur. Erime gcnn azalmas& da, sabit h&zda ilerleyen telin paraya do ru yakla#mas&n& yani ark boyunun, di er bir deyi#le ark geriliminin, azalmas&na yol aar. Ark geriliminin d#mesi, yine statik karakteristik gere i ak&m #iddetinin ykselmesine yol aaca &ndan erime gc artar ve tel daha fazla erir. Bylelikle tel boyu k&sal&r ve ark boyu eski de erine ula#m&# olur.
110
!ekil 4.5. Hafife d'en statik karakteristikti ak m retelerinde ,i -ayan.
Bu olaylar, kaynak&n&n ark boyundaki uzamay& fark etmesi ve dzeltmesi iin gerekenden daha k&sa srede gerekle#ti inden, kaynak&n&n elle elektrik ark kayna &na oranla MIG/MAG kayna &nda daha rahat ve kolay al&#mas& sa lanm&# olur. Kaynak s&ras&nda s&ramalar&n esas nedeni olan, k&sa devre faz&nda a#&r& ak&m ykselmesinden ka&nmak iin ak&m reteleri, k&sa devre ak&m&n&n ykselmesini yava#latan endktans bobinli olarak imal edilir. Bu durum zellikle k&sa ark boyuyla al&#&rken sakin bir kaynak yapabilmek bak&m&ndan nemlidir.
Bir koruyucu gaz donan&m&n&n seilmesinde ak&m retecinin uygun gte olmas&na dikkat edilmelidir. Makinan& n zerine as&l& tip plakas& nda o unlukla % 60 ve % 100 ED'de (Devrede Kalma Sresinde) msaade edilen ak&m #iddetleri yaz&l&d&r. Bu srelerin 10 dakika iin geerli oldu una dikkat edilmelidir. 10 dakika aral&ks&z kaynak yap&ld& &nda ancak tan&t&c& plaka zerinde % 100 ED iin yaz&l& maksimum ak&m&n kullan&labilmesi mmkndr.
D$KKAT:
Cihaz&n zerinde, devrede kalma sresi (ED) de erlerinin yaz&l& oldu u g plakas&na dikkat ediniz ve bu
111
de erlerin l O dakikal&k bir al&#ma evrimi (cihaz&n yklenmesi ve &s&nmas& - bo#la al&#mas& ve so umas&) iin geerli oldu unu gz nnde bulundurunuz. Uygun gte cihazlar& sat&n al&n&z.
NK:
rnek olarak % 60 Fil) (devrede kalma sresi) 'de 350 A'lik bir en yksek msaade edilebilir ak&m&n anlam &, msaade edilen st s&cakl&k s&n&r& a#&lmaks&z&n K) dakikal&k al&#t&rmada 350 A verece idir (bu 10 dakikan&n % 60'& yani 6 dakikas& kaynak i#lemi, kalan 4 dakikas& ise bo#ta al&#&na s&ras&nda so uma iin geer). So uma sresi aral& &na dzenli olarak dikkat edilmezse -bu durum zellikle gazalt& kayna &nda olu#ur- belirli bir al&#ma sresinden sonra msaade edilen st s&cakl& k s&n&r& a#&l&r. % 100 devrede kalma sresinde srekli olarak en yksek msaade edilen ak&mla al&#&yorken bu durumdan ka& n&lmal&d& r. 10 dakikal#k evrim, 1991 y#l# nda ba,lam #,t#r. Bu tarihten daha eski cihazlar iin 5 dakikal#k evrim geerlidir.
D$KKAT ED$LMEZSE:
Aral&ks&z al&#mada cihaz msaade edilmeyen &s&n&na nedeniyle kendi kendine kapan&r. E er cihazda bir termosvi yoksa, a#&n &s&nma nedeniyle transformatr sarg&lan hasar grr.
GSTER$M:
112
MIG/MAG kayna &nda hatas&z bir kaynak diki#i elde etmek iin her #eyden nce dzgn ve ayn& h&zda bir tel ilerlemesinin sa lanmas& gerekir. Telin ilerlemesi, makinan&n e#itli elemanlar&ndan etkilenir. Tablo 4.2'de kaynak ak&m retecinin plakas&n&n nas&l yorumlanmas& gerekti i verilmi#tir. Tablo 4.2. Kaynak ak m retecinin tip plakas n n yorumu
4.3.3. MIG/MAG Kaynak Donan#m Trleri
MIG/MAG kayna &nda hepsi de do ru ak&m veren temel tip ak&m reteci kullan&l&r. Bunlar&n devre #emalar& *ekil 4.6'da verilmi#tir.
113
!ekil 4.6. MIG/MAG ak m retelerinin 'emalar ve karakteristikleri
114
MIG/MAG kaynak donan&mlar& ba#l&ca 5 tipten olu#ur. Bunlar kabin tipi, niversal tip, tandem tip, push-pull (itme-ekme) tipi ve kk makaral& tiptir. *ekil 4.7'de bu be# tip gazalt& kaynak donan&m& gsterilmi#tir.
!ekil 4.7. MIG/MAG kaynak donan mlar
115
Kabin tipi donan#m kompakt donan&m olarak da bilinir. Bu donan&mda tel ilerletme nitesi ak&m reteci ile ayn& muhafaza iindedir. Kaynak&n&n kaynak yapabildi i ortam &n ap&, hortum paketinin uzunlu u ile s&n&rl&d&r ve bu tr cihazlarda bu ap 3 metredir. Kal&n tellerde bu l 4 m'ye &kabilir. niversal donan#m, tel ilerletme nitesini genel olarak ak&m retecinin zerinde ta#&r. Ancak 5, 10 veya 20 metrelik bir ara kablo kullan&m& halinde makinadan ayr& olarak da kullan&labilir. Tandem donan#m kullan&lmas& halinde tel makaras& ak&m reteci ile birlikte olup ilerletme nitesi torca yak&n yerle#tirilir. Bu sayede kaynak&n&n i#in gereklerine gre tel h&z&n& daha pratik #ekilde ayarlayabilmesine olanak sa lanm&# olur. Push-pull (itme - ekme) donan#m#, ak&m retecinde bulunan bir tel ilerletme motoruna ek olarak tor iinde ikinci bir tel ilerletme motoruna daha sahiptir. Birinci nite telin itilmesini ve 'kinci nite de telin ekilmesini sa lar. Bu tip donan&m, telin daha uzun mesafelere dzgn h&zda beslenebilmesine olanak verir. Bu cihaz kaynak s&ras&nda ince tellerin (0,6 mm) veya alminyum gibi ok hafif tellerin kullan&lmas&n& sa lar. Kk makaral# donan#m zellikle tor iine rne in elikler iin 0,5 kg'l&k tel makaras&n&n tak&labildi i kk bir tel besleme nitesi ile al&#&r. Bu nedenle bu cihaz, ince salar&n ve alminyumun ince tel elektrodlarla kayna &na zellikle uygundur.
D$KKAT:
Kaynak makinas&n& vinle ta#&rken gaz tpn ay&r&n&z. Vin kancalar&n&n tmn kullan&n&z. Sa lam halat kullan&n&z. Halatlar& mmkn oldu unca dik a&l& haline getiriniz. Yk yerden yava# yava# kald&r&n&z ve yava# yava# indiriniz. NK: Vin kancalar&, kaynak makinas& gaz tp yokken ta#&nacak #ekilde dzenlenmelidir. E ik as&ld& &nda, muhtemel bir sars&lmada gaz tp a#a &ya d#ebilir.
D$KKAT ED$LMEZSE:
Cihaz k&smen veya tamamen hasar grebilir; mal ve can kayb&na neden olabilir.
GSTER$M:
116
D$KKAT:
Kaynak makinas&n&n yerini de i#tirmeden nce makinay& elektrik geriliminden kurtar&n&z. Bunu yapmak iin rne in #ebeke fi#ini prizden &kar&n&z.
NK:
*ebeke kablosunun, #ebeke geriliminden do an tehlikelere kar#& mutlaka korunmas& gerekir. Bir kaynak makinas&n&n yer de i#tirilmesi s&ras&nda #ebeke kablosu ezilebilir veya kopabilir.
D$KKAT ED$LMEZSE:
*ebeke geriliminden do an tehlikeler (elektrik arpma tehlikesi) ortaya &kar. Problemin zm iin hasarl& durumda #ebeke kablosu de i#tirilmelidir. Elektrikli paralar zerinde al&#man&n sadece, konunun tehlikelerinden haberdar ve gerekli koruyucu nlemleri alm&#, ilgili veya yetkili personel taraf&ndan yap&lmas& gerekir.
GSTER$M:
D$KKAT:
Kaynak makinan&z&n kademe anahtar&n& yk alt&ndayken evirmeyiniz.
NK:
Bir kademe anahtar& yk alt&ndayken evrilirse, anahtar konta &n&n kesilmesi s&ras&nda -ak&m ak&yorkenark yapabilir; kontak yzeyleri hasar grr. Bu durumda, kablo sarg&s&n&n ve dolay&s&yla transformatrn yanmas&na yol aan dengesiz ak&mlar olu#abilir. Hasarl& kademe anahtar&, makinan&n gcnn azalmas&na da neden olabilir.
D$KKAT ED$LMEZSE:
Kademe anahtar& hasar& olu#ur; kaynak makinas& al&#ma aral& &n& ayarlayanla/. En kts de, kablo demetinin ve transformatrn yanmas&d&r. Problemin zm iin elektriki veya yetkili tekniker taraf&ndan hasarl& elemanlar&n tamir edilmesi gerekir. Elektrikli paralar zerinde al&#man&n sadece, konunun tehlikelerinden haberdar ve gerekli koruyucu nlemleri alm&#, ilgili veya yetkili personel taraf&ndan yap&lmas& gerekir.
117
GSTER$M:
D$KKAT. Kaynak makinalar&, i#letme talimatnamesinde belirtildi i #ekilde, dzenli aral&klarla, kuru ve ya s&z bas&nl& hava ile flenmelidir. Cihaz a&lmadan nce #ebeke ba lant&s& ayr&lmal&d&r. NK: Kaynak makinas&n&n iinden emilen so uk hava, transformatr sarg&lan, redresr plakalar&, su pompas&, so utucu lameler veya serpantin borular& gibi i paralardan gelen tozlan (ayr&ca kaymal& yataklardan gelen metal tozlar&n& ve ya lanm&# toz parac&klar&n& da) emer. Ayr&ca so uk havan&n giri# a&kl&klar& da kirlenebilir. D$KKAT ED$LMEZSE: Devre elemanlar&n&n ve paralar&n&n yetersiz so umas&, gerilimin a#&lma e ilimi veya srnme ak&mlar& e ilimi ortaya &kar. Devre eleman& trne gre: Kontaklar&n kirlenmesi nedeniyle kurnanda devre d&#& kalabilir. Problemin zm iin "Dikkatli" fleme yap&lmal&d&r. '#lem s&ras&nda a&kta bulunan devre koruyucular&na ve #alterlere toz gelmemelidir, i#letme #artlar&na ba l& olarak k&sa srede kirlenmelerde i#letme talimatnamelerine gre fleme yap&lmal&d&r. GSTER$M:
118
D$KKAT:
Kaynak makinas& hi veya do ru #ekilde al&#m&yorsa, ilk nce #ebeke priz kutusundaki d&# hat geriliminin olup olmad& &n& ve prizdeki #ebeke ba lant& kablolar&n&n tmnn sabit #ekilde ba lan&p ba lanmad& &n& kontrol ediniz.
NK:
Bir kez daha vurgulanmal&d&r ki, muhtemelen bozuk bir kaynak makinas& halinde uzman teknikere haber verilmeli ve tamir ettirilmelidir. Sadece bir #ebeke sigortas& alm&# olabilir veya prizde veya kablolarda bir hata olabilir. Priz kablolar&ndaki hata, kaynak makinas&n&n fi#ini ba#ka bir prize takarak anla#&labilir.
D$KKAT ED$LMEZSE:
Kaynak makinas& al&#maz veya hava veya su pompas& al&#maz veya sakin olmayan kaynak ark&na yol aan d#k kaynak gc meydana gelir. Problemin zmek iin atm&# sigortay& yeniden ba lay&n&z, ar&zal& priz kutusunu, ar&zal& prizi, ar&zal& ba lant&y& tamir ediniz.
UYARI:
Elektrikli paralar zerinde al&#man&n sadece, konunun tehlikelerinden haberdar ve gerekli koruyucu nlemleri alm&#, ilgili veya yetkili personel taraf&ndan yap&lmas& gerekir.
119
D$KKAT:
*ebekedeki veya cihazdaki sigortay& kontrol ederken, erime tipi sigortadaki renkli sigorta kafas&n&n, sigorta atm&# olsa bile tesadfen dklmeyebilece i gz nnde tutulmal&d&r. NK: Bir cihaz&n bozulmas&ndan sonra ilk ad&m, sigortan&n kontrol edilmesidir. Renkli sigorta kafas&n&n d#memesi nedeniyle bir sigortan&n hasars&zm&# gibi grnmesinin mmkn oldu u gz nnde tutulmal&d&r. Ayr&ca #uras& da vurgulanmal&d&r ki, erime tipi sigorta atm&# olmas&na ra men sigorta kafas& yerinde kalabilir.
D$KKAT ED$LMEZSE:
Sigorta ak&m gei#ini keser. Cihaz fonksiyonlar&n& yerine getiremez. Problemin zm iin sigorta gbe inin de i#tirilmesi gerekir.
GSTER$M:
D$KKAT:
Kaynak makinas& n&n c& vata ve kelepe ba lant &lar& n& (rne in fleyerek bo#altma s&ras& nda) zellikle de kelepeyle ba lanan #ebeke kablolar&n& n ba lant&lar& n& dzenli aral&klarla muayene ediniz. NEML$: Cihaz a&lmadan nce #ebekeden ayr&lmal&d&r. NK: Cihaz&n #ebeke ba lant& kablolar&nda bazen ayr&lmalar olabilir. Bu nedenle kablo ba lant& yerleri daima sa lam olmal&d&r; aksi takdirde ba lant & klemensleri hasar grr veya klemensler kopar. Ba lant & klemenslerinin kilitli kal & rsa, & s& n& r ve hatta yanabilir. Tm c& vata ba lant& lar & n& s& k&#t& r& n& z. Ba lant & kablolar& n& n ve kaynak kablolar &n& n, zellikle de kablo c&vatalar& n& n izolasyonunu kontrol ediniz. D$KKAT ED$LMEZSE: Kt kontak, &s& nma, yanma ve kopma, ar& zal& kontak, cihaz& n fonksiyonlar& n& yerine getirmede azalma meydana gel ir. Problemin zm iin hasarl& paralar de i#tirilmelidir. GSTER$M:
120
D$KKAT: Gazalt& kaynak makinas&n& n, bak&m al&#malar& yapmak iin amadan nce #ebeke fi #ini prizden ekiniz NK: Cihaz& n #ebeke gerilimi ta#& yan paralan zerinde bak&m al&#mas& yapmak isledi iniz zaman (kaynak makinas&n&n kapa &n& at&ktan hemen sonra), cihaz&n mutlaka #ebekeden ayr&lmas& gerekir. Makinan&n kapat&lm&# olmas& veya sigorta kutusu zerindeki sigortan&n sklmesi veya sigorta V-otomat&n&n indirilmesi, yeterli ay&rma nlemi de ildir. D$KKAT ED$LMEZSE: *ebeke gerilimi serbest kal&r; lm tehlikesi vard&r. Ar&zan&n giderilmesi ise, felaket olu#tu unda art&k ok getir. nce d#np sonra cihaz a&lmal&d&r.
GSTER$M:
Yanl&#
D$KKAT:
Do ru
Kaynak makinas& sat&c&s& taraf&ndan verilen i#letme talimatlar&n& okuyunuz. Yedek para sipari# edece iniz zaman Yedek Para Katalogunu kullan&n&z. Yanl&# sipari#lerden ka&nmak iin para numaralar&n&n ve resimlerinin do ru olmas&na dikkat ediniz.
NK:
121
'#letme talimatlar&, kaynak makinas&yla al&#ma s&ras&nda kullan&c&n&n hatalardan ka&nmas&n& sa lar. Bu nedenle hem makinay& kullanan&n hem de denetleme personelinin bunlar& okumas& gerekir. Yedek para listesi, do ru sipari# listesidir. Yedek paralar&n yanl&# al&nmas&, hem para hem de zaman kayb&na neden olur. Yanl&# veya yetersi/ tan&mlanm&# bir yedek para, bir kaynak makinas&n&n gerekenden daha uzun sre al&#ma d&#& kalmas&na neden olaca &ndan gecikmelere ve gereksiz para kayb&na yol aar.
D$KKAT ED$LMEZSE.
Zaman ve para kayb& olu#ur. Problemi zmek iin bayiden kaynak makinas& al&rken i#letme talimatlar&n&n istenmesi gerekir. Bu i#letme talimatlar&n&n atlye ortam&nda zarar grmeyecek #ekilde saklanmas& sa lanmal&d&r.
GSTER$M:
D$KKAT:
Kaynak al&#mas&na u/.un sre ara verecekseniz, makinay& durdurunuz ve tp vanas&n& kapat&n&z. NK: Uzun aralarda makinan&n kapat&lmas&, elektrik ak&m&ndan tasarruf sa lar ve yabanc& ki#ilerin torcu emniyetsizce veya kasten kullanmamalar&ndan ve bylelikle muhtemel problemlerden ka&n&lmas&n& sa lar. Tp vanas&n&n kapat&lmas&, tp zerindeki manometrenin ba lant&s&nda, manometrede, koruyucu gaz hortumunda ve ba lant& yerinde veya kaynak makinas&ndaki magnet ventilinde kk kaaklar&n yol aabilece i koruyucu gaz kay&plar&n& azalt&r.
D$KKAT ED$LMEZSE:
Enerji ve bazen de koruyucu gaz ziyan olur.
GSTER$M:
122
4.3.4. MAG-CP veya Transpuls Kaynak Makinalar# 4.3.4.1. Giri,
Transistr-kontrollu veya dzenli impuls ak&m reteleri gnmzde k&saca transpuls olarak adland&r&lmaktad&r. Bu yntem tr, farkl& referanslarca analog, primer veya sekonder evrimli #eklinde de kullan&lmaktad&r. En yeni tan&mlama hibrid #eklindedir. Burada nemli olan, analog ve evrimli durumun bir kesi#iminin olmas&d&r. Elektriksel yap& veya kumandan&n, farkl& enerji tketimine sahip oldu u da ayr&ca dikkate de erdir. Kaynak uzman mhendisinden kaynak&ya kadar herhangi bir kullan&c&, kaynak ak&m devresinin stnl yle yani neyin "nde" oldu uyla ilgilenir. '#letmeci, deneme kayna & yerine gerek imalat kayna &n& yapar. Dolay&s&yla ayar de erlerinin her kaynakta ayn & sonucu vermesi ok nemlidir. Bu kaynak
makinalar&yla ilgili olarak en fazla bilinen zelli i, be# ayar parametresinin (impuls ak&m&, impuls sresi, temel ak&m, temel ak&m sresi ve telin ilerlemesi) damla gei#ini etkiledi idir.
4.3.4.2. MAG-CP ve Transpuls Kaynak Makinalarm#n Kar,#la,t#r#lmas#
MAG-CP ve transpuls kaynak makinalar& kar#&la#t&r&ld& &nda, sabit gerilim karakteristikli normal CP-makinalarla aralar&ndaki nemli farklar, kaynak&n&n idare etti i tek tek ayar veya kumanda elemanlar&d&r. *ekil 4.8'de ayar elemanlar& kar#&la#t&r&lmal& olarak verilmi#tir.
123
!ekil 4.8. )mpuls ve CP ak m retelerinin ayar elemanlar n n kar' la't r lmas
4.3.4.2.1. CP-Ak#m reteleri
CP-ak&m reteleri (Constan Poential: Sabit Gerilimli)'nde potansiyometre ile 1' gerilim karakteristi i seilmi#tir (*ekil 4.8 sa taraf). Ak&m, nceden seilen tel ilerlemesi 2' e uyarlan&r. Bu #ekilde A al&#ma noktas&na ula#&lm&# olur. Her bir kaynak i#i iin gsterilen al&#ma karakteristi inde ba#ka bir Volt-Amper kombinasyonuna ula#&l&r. Ayr&ca iki ayar eleman& daha bulunur. Bunlar elektriksel bir eleman yard&m&yla, tek d meden kontrol edilebilen hale de getirilebilir.
4.3.4.2.2. Transpuls Ayar Elemanlar#
Transpuls-cihazlarda (*ekil 4.8 sol taraf), tek d meden kontrol edilecek #ekilde bir araya getirilmesi gereken 5 ayar eleman& mevcuttur. Gnmzde makina reticileri transpuls cihazlar &n sadece zel amala kullan&lan bir makina olmamas&na al&#maktad&r. o u kez niversal bir k&smi mekanik kaynak i#leminde kullan&labilirler. *ekil 4.8 sol taraf, tek tek kontrol potansiyometrelerini gstermektedir. Bu #eklin a&klanmas&, damla kopu#unun nedeni olan impulsla ba#layabilir. Bir damlan&n kopmas& iin gerekli g, impuls ak &m yksekli i 1 ve impuls sresi 2 'nin arp&m&yla olu#an taral& yzey ile gsterilebilir. Bu g alan&, tel elektrod ap&n&n toplam al&#ma blgesi dolay&s&yla malzemeye ba l& sabit bir ayar bykl dr. Temel ak&m, yani ayar bykl 3, ayn& malzeme ve tel ap& halinde, bir sabittir. Grevi, temel ak&m faz& s&ras&nda -damla gei#i yokken- tel elektrodun ucunu erimi# halde tutmak ve ark&n yanmas&n& srdrerek bunu korumakt&r. Bu durumda iki ayar parametresi mevcuttur. Bunlar, impuls ak&m &ndan ve sresinin arp&m&ndan olu#an g alan# ve sabit de erler olarak kontroln iine sokulabilen temel ak&md&r. Ayar eleman& 4, temel ak&m sresi ve her bir gerekli gce gre, *ekil 4.6'da sol tarafta potansiyometre 5 ile gsterilen, kademesiz ayarlanabilen tel ilerlemesidir. Sabit impuls-g alan&nda, tel ap&n&n bykl ndeki her bir metal damlas&, ince taneli, k&sa devresiz
124
koparken, rne in iki kat yksek tel ilerlemesi halinde eriyen damla say&s& da iki kat&na &kmal&d&r. Gerekte de durum byledir. Damla say&s& impuls frekans& anlam&na gelir. Tekrar vurgulanmal&d&r ki, artan g halinde tel ilerlemesiyle birlikte temel ak&m sresinin s&n&rlanmas& gerekir. Dolay&s&yla temel ak&m sresi 4 ve tel ilerlemesi 5 'nin bu ayar faktrlerinin birlikte kontrol edilmelidir. Bu #ekilde transpuls kaynakta da "tek d meden kontrol" olana &na ula#&labilir.
4.3.4.3. Tek Anahtardan Kontrol
Burada ark boyunun, rne in yatay ik#e pozisyonu, oluk pozisyonu gibi kaynak diki#lerinin olu#turulmas& iin uygun olup olmad& &n&n tesbit edilmesi gerekir. *ekil 4.9'da alt k&s&mda, eski grek alfabesine gre Sinerjik-Kontrol olarak da adland&r&lan tek anahtardan kontrol gsterilmi#tir. 'ki potansiyometre, diki#e ba l& ince ayar& sa lar.
!ekil 4.9. )mpuls kaynakta program seimi - tek d$meden kontrol
*ekil 4.10'da ise tek anahtarla kontrol edilen gazalt & ark kaynak makinalar& n& n prensibi verilmi#tir.
Tek anahtarla kontrol edilen gazalt# kaynak makinas#n#n al#,ma prensibi
125
U geriliminin ve VD tel ilerleme h#z#n#n birlikte ayar#n#n sonular#
!ekil 4.10. Tek anahtarla kontrol edilen makinalarda prensip, ark blgesi, cihaz ayar ve gerilim ile tel ilerleme h z n n birlikte ayarlanmas n n sonulan
Transpuls enerji retelerinde szedilen ayar elemanlar&, kontrol tekni inde nemli bir masraf gerektirir. Di er taraftan impuls tekni inin kullan&m&yla, zellikle yar& mekanik uygulamada basitlik
126
sa lan&r. Transpuls kaynakta a#a &dakiler kullan&l&r: farkl& tel elektrod aplar& yap& elikleri, krom-nikel elikleri ve alminyum esasl& malzemeler % 2 ila 20 CO2 ieren argonca zengin kar&#&m gazlar veya alminyum iin Argon/Helyum kar&#&mlar& Bu malzeme, koruyucu gaz ve tel ap& zellikleri kontrol elemanlar&nda nemlidir. Bu nedenle *ekil 4.10 'un st k&sm&ndaki #alter s&ras&, birlikte programlanabilen ve kaynak ba#lamadan nce seim #alteriyle i#ler hale getirilen proses datalar&n& gstermektedir.
4.3.5. Uygun Gte Kaynak Makinas# Seimi
Kaynak makinas&n&n gerekli Volt / Amper yorumu iin kesin bir ipucu elde etmek iin, yntemin ekonomik kullan&m& sa lanacak tarzda bir de erlendirme yap&lmas& gerekir. Bu bak&mdan, i#letmede genellikle kaynak edilen malzeme kal&nl& & gz nne al&nmal&d&r. Tablo 4.3, sa kal&nl& &na ba l& olarak kullan&labilen tel ap&n& ve kaynak makinas&n&n gcn gstermektedir. Tablo 4.3. Sa kal&nl& &, tel elektrod ap& ve kaynak makinas& gc aras&ndaki ili#ki
Belirli bir uygulama iin tavsiye edilen tel ap& iin kaynak parametreleri de erleri tablolar&n&n maksimum Volt/Amper de erlerine dikkat edilmelidir. D#k fiyatl& makinalar&n ekonomikli inin de d#k olaca & gz nnde tutulmal&d&r.
D$KKAT: Yksek elektrik tehlikesi alt&nda al&#mada, sadece msaade edilen ve i#aretlenen ak&n& retelerini kullan&n&z. NK: Yksek elektrik tehlikesi alt&nda al&#mada, alternatif ak&mda bo#ta al&#ma geriliminin tepe de eri 68 V'u (efektif de eri 48 V'u) ve do ru ak&mda tepe de eri 113 V'u a#mayan reteleri kullan&n&z. Ayr&ca bo#ta al&#ma geriliminin s&n&rlan, kendi kendine koruma dzene iyle kaynaktan hemen sonra mevcut bo#ta al&#ma gerilimine d#en veya -alternatif ak&mda- bir do ru ak&m-bo#ta al&#ma gerilimine evrilen, msaade edilen en yksek de ere ekilen retelerle al&#maya da msaade edilir.
127
Bu dzene in etkinli i, fonksiyonunu kendi kendine denetlemesiyle gsterilmelidir. Denetleme dzene i test edilebilir olmal&d&r. GSTER$M:
4.4. Tel $lerletme Cihazlar#
Tel ilerletme motoru kural olarak, dnme h&z& kademesiz olarak ayarlanabilen bir do ru ak&m paralel ba lant&l& motordur. Modern cihazlarda motorun dn# h&z&, ykten ba &ms&z olarak sabit besleme sa layan tristor zerinden ayarlan&r. MIG/MAG kayna &nda tel besleme h&zlar& 2 ila 20 m/dak aras&nda de i#ir. Bu nedenle motorlar tel srme rulolar& olan bir sisteme ba l&d&r. *ekil 4.11, bir tel srme tertibat&n&n en nemli paralar&n& gstermektedir. Tel &k&# memesi, makaradan sa &lan telin belirli bir ynde itilmesi grevini yapar. Tel do rultucu, gnmzde nadiren bulunmaktad&r. Ancak bu eleman ok nemlidir. Tel makaras&ndan belirli bir e iklikle a&l&r. 'lerletme rulolar& bu e ikli i tamamen gideremez. Tel do rultulmazsa, hortum paketinden belirli bir dalgal&l&kla geer ve kuvvetli #ekilde srtnme e iliminde olur. Ek olarak elektrod az ya da ok ondlasyona sahip olur ve bu da birle#me hatalar&na yol aar. 'lerletme rulolar& bask& rulolar&yla e# al&#arak teli ilerletir ve hortum paketindeki tel &k&# memesine iter. Tel &k&# memesi mmkn oldu u kadar ilerletme rulolar&na yak&n olmal& ve teli besleme ynnde do rultmal&d&r. &k&# memesi ilerletme rulolar&na ne kadar uzaksa, hortum paketinde veya torta herhangi bir direnle kar#&la#t& &nda telin burkulma tehlikesi de o derece byk olur. Kk rulolardaki zgl yzey bas&nc& byk rulolara oranla daha byk oldu undan tahrik (ilerletme) rulolar & kk olmamal&d&r. Kk rulolar&n kullan&lmas& halinde bu nedenle tellerin yzeyi hasar grr. Kar#& bask& rulolar&n&n bast&rma kuvveti, her iki makara da al&#t& &nda d#k tutulabilir. Drt makaral& ilerletme dzene inde birbiriyle e# al&#an her iki rulo bir motor taraf&ndan tahrik edilir. 'lerletme rulolar&ndan en az bir tanesine uygun #ekilde di# a&lm&# olmal&d&r. *ekil 4.12, en uygun di# formunu vermektedir. Di#in en geni# k&sm&, tel ap&ndan biraz daha byk olmal& ve di# derinli i apa uygun olmal&d&r. A#&nm&# di#lerde elektrod daha derine dalar ve bu durumda tellerin di#
128
iinde s&k&#mas& sonucu besleme hatalar& meydana gelir. Ayr&ca kuvvetli #ekilde metal srtnmesi olu#ur. Bu nedenle ilerletme rulolar&n&n belirli bir besleme sresinden sonra de i#tirilmeleri gerekir.
1. Tel elektrod makaras& 2. Tel ak&# llesi (memesi) 3. Tel ilerletme rulosu (tahrik rulosu) 4. Bask& rulosu 5. Tel &k&# llesi (memesi)
!ekil 4.11. Tel elektrodun ilerlemesinin 'emas
!ekil 4.12. ideal di' formu Yeni bir tel besleme #ekli, haddeleyerek ilerletme olarak adland&r&lmaktad&r. Bu usulde tel elektrod, kamalarla s&k&#t&r&lm&# ve e ik yerle#tirilmi# rulolardan geer ve rulolar telin etraf&nda planet #eklinde dner (*ekil 4.13). Rulolar bu durumda teli do rultur ve hortum paketinde daha d#k srtnme sa layan titre#imli bir hareket yapar. Bu bak&mdan tel tm yolu boyunca emniyetli #ekilde ilerler. Telin impulslu hareketinin dezavantaj&, bu hareketi torca da ta#&mas&d&r. Rulolar&n bu hareketi sadece zel durumlarda, rne in robot tesislerine uygundur.
129
1. 2.
Tel ak&# llesi (memesi) Makara kafas&
3. Tel ilerletme rulosu
!ekil 4.13. Haddeleyerek ilerletme
D$KKAT: Tel elektrodun art ilerlemesini nlemek iin bask& plakas& n& a#&n kuvvetli s&k&#t&rmay&n&z. Tel iletimi durduruldu unda (tortaki tetikten parmak kald&r&ld& &nda) telde bir art ilerleme olmayacak derecede s&k&n&z. NK: Tel makaras&n&n yerle#tirilmesi s&ras&nda tel bobini ekseninden geen saplama, tel makaras&n&n deli ine uymal& ve tespit segman& yuvas&na gemelidir. Bu #ekilde art ilerleme bask& plakas& do ru #ekilde tak&lm&# olur. D#k bask& kuvveti durumunda telin art ilerlemesi nlenemez; tel sar&m& zlr. Yksek bask& kuvveti halinde ise, tel ilerletme motoru a#&r& yklenir. D$KKAT ED$LMEZSE: Tel ilerlemesinde bozukluk olur ve kaynak i#lemi nemli oranda zorla#&r veya imkns&z, hale gelir. GSTER$M:
130
D$KKAT:
Yeni bir tel makaras&n& takarken, tel ucunu zd nzde sar&mlar&n bo#almamas&na dikkat ediniz. Telin ucunu s&k& tutunuz ve kanal&na sokarken sar&mlar&n gergin olmas&n& sa lay&n&z. Tel ilerletme aparat&na sokmadan nce, hassas bir yan keski ile telin ucunu kesiniz.
NK:
Dikkatsizce a&lm&# ve birka sar&m& bo#alm&# bir tel, makaraya tekrar sar& ld& &nda sar&mlar yanl&#l&kla st ste gelebilir. Sa &lma s&ras&nda tel s&k&#&r. 'lerleme durur. Tel d m yapar. Telin ucunun sivri olmas&, tel ilerletme spiralinde telin problemsiz gei#ini zorla#t&r&r.
D$KKAT ED$LMEZSE:
Tel durur; kontak memesinde yanarak s&k&#&r. Problemin zm iin d ml veya ba#ka tr problemli tel boyu, hortum paketinden &kar&l&r. Tel makaras&ndan problemsiz tel yeniden kanala yerle#tirilir. Bu arada ak&n& kontak borusu nceden sklr; torca gelen tel ucu itilir ve anahtarla tekrar vidalan&r
GSTER$M:
Tel sar&mlar& st ste binmi# yanl&#
Tel ucu s&k& tutulmu# temiz kesilmi# do ru
D$KKAT:
Tel ilerletme rulolar&n&, telin ekilebilece i s&k&l&kta s&k&#t&r&n&z. Makina imalat&s& zel ayar de erleri vermi#se, bu de erleri uygulay&n&z. NK: E er s&k&#t&rma bas&nc& ok yksekse, -zellikle uygun olmayan ilerletme rulosu di# formlar& halinde- tel elektrod deforme olur ve yzeyi hasar grr. Bak&r kapl& tel elektrodlar halinde, bak&r parac&klar& koparak k&lavuz spiralin t&kanmas&na yol aar. E er s&k&#t&rma bas&nc& ok d#kse, ilerletme rulolar& aras&ndaki tel elektrod
131
kayabilir (patinaj yapar) ve besleme gerekle#mez.
D$KKAT ED$LMEZSE:
Tel ilerlemesi dzensizdir veya hi gerekle#mez.
GSTER$M:
Alt& k# e eksantrik talimatlara uygun de erlerde ayarlanmal&d&r.
D$KKAT: Daima tel apma uygun ilerletme (srme) rulolar& kullan& n& z. 'lerletme rulolar& n& n durumunu periyodik olarak kontrol ediniz. A&lm &# rulolar& hemen de i#tiriniz. NK: 'lerletme rulolar& (tel sa ma rulolar&) srtnme etkisiyle ilerletme kuvvetini tel elektroda nakleder Kuvvet ileten yzeyler sertle#tirilmi#se, zamanla a#& nma olu#ur, ok kuvvetli a#& nma halinde ilerletme rulolar& birbirine de er. Bu halde s&k&#t&rma kuvveti, teli ilerletme etkisini y i ti ri r. 'lerletme rulolar&n&n di#leri birbirine gre kayarak tel yzeyinin hasara u ramas&na neden olur ve olu#an srtnme tala#lar& ezilebilir. D$KKAT ED$LMEZSE: Tel elektrod kusurlu ve dzensiz beslenir; tel ilerlemesinde srtnme artar; tel elektrod yzeyinde ince tala#lar ezilir. Problemin zm iin yanl &# ll veya a#& nm &# ilerletme rulolar& , do ru ll yeni ilerletme rulolar& yla de i #tirilir. 'lerletme dzene i kendi haline b& rak&larak tel elektrodlar&n ilerleme durumu dikkatle ve elle dokunularak muayene edilir. GSTER$M:
132
D$KKAT: Tel elektroda ilerletme rulolar&ndan kontak memesine kadar, i ap& tel ap&na uygun olan do ru bir ilerletme aparat&yla (teflon hortum veya elik spiral) herhangi bir kutlamaya meydan vermeden ilerletiniz. Telin ucunu do ru boyda zenle kesiniz ve yar&kl& k& sm &n iindeki elik spiralin i k&sm&ndaki k&ym&klar& temizleyerek yerine yerle#tiriniz.
NK: E er tel elektrod ilerletme rulolar& n& n tesine kadar do rusal #ekilde ilerletilmezse k& vr&l &r. Bu ilerletme i #lemi, kontak memesindeki tel elektrod giri #ine kadar ula#mal & d& r, E er tel ilerletme hortumunun i ap& tel elektrod ap&na gre daha bykse, bu durumda hortum iinde tel elektrod bklebilir. E er daha kkse, hortum paketinin kuvvetli #ekilde bkld yerlerde srtnme fazla olur. Yar & kl & k& sm & n i yzeyindeki herhangi bir k& ym & k, tel elektrodun yzeyine hasar verebilir. D$KKAT ED$LMEZSE: Tel dzensiz ilerler. 'lerletme rulolar&ndan sonra tel elektrod k& vr&l&r ve tel yzeyi hasar grr. Hatan&n giderilmesi iin k&sa veya yanl&# llm# tel besleme hortumu, do ru uzunlukla olan&yla de i#tirilmelidir GSTER$M:
133
D$KKAT: Makaray& yerle#tirdikten sonra kaynak yapacaksan&z, tel makaras&n&n kapa &n& daima kapal& tulnz. Tortaki teti e bast& &n& zda tel elektrodun tortan d&#ar& &kan ucunun gerilim alt&nda kald& &n& akl&n&zda bulundurunuz. NK: Tortaki "kaynak" teti ine bas&ld& ktan sonra, tel elektrodun tm boyu gerilim alt&nda kal&r Bu durumda i# paras& d&#&nda- topraklanmam &# veya i# paras& ile birle#tirilmeyecek metal paralara temas ettirmeyiniz; aksi takdirde bir ark olu#turursunuz. Ayr& ca, makaradan gelen telin tamam & gerilim alt &ndad& r. Cihaz& n kapaklar& kapal& tutulmal&d&r; makara kapa & kapat&lmal&d&r. Bunun yan&nda, depodayken makaran&n tellerinin kirlenmesi nlenmelidir. D$KKAT ED$LMEZSE: K&sa devre ve bazen tesadf temaslarda ark olu#abilir. Hatan&n giderilmesi iin kapaklar kapal& tutulmal&d&r. Hasarl& kapaklar de i#tirilmelidir.
GSTER$M
4.5. Kontrol nitesi
Kaynakta gerekli fonksiyonlar, hortum paketi iindeki kontrol kablosu zerinden, tortaki anahtar
134
arac&l& &yla kontrol nitesinde devreye sokulur. Bir kaynak ak&m retecinin kontrol nitesi zerindeki ba#l&ca kontrol elemanlar& #unlard&r: - Tel ama - Koruyucu gaz ayar& - Nokta sresi - Geri yanma sresi - U krater doldurma (ak&m/tel/ sre) - 'ki zamanl& - Drt zamanl& - Tel ilerletme - Tutu#man&n olu#umu Genel olarak iki ve drt zamanl& kontrol sistemleri mevcuttur. a. $ki zamanl# kontrol: tortaki anahtardan, ayn& anda ak&m, tel ilerlemesi ve koruyucu gaz devreye sokulur; anahtar&n b&rak&lmas&yla bu fonksiyonlar&n tm ayn& anda kesilir. Bu kontrol tipi, esas olarak puntalama i#leminde ve k&sa diki#ler iin kullan&l&r. b. Drt zamanl# kontrol: tortaki anahtara bas&ld& &nda nce sadece magnet ventilin amas& yoluyla koruyucu gaz akmaya ba#lar; anahtar&n b&rak&lmas&yla ak&m ve tel ilerlemesi ba#lar; kaynak i#leminin sonunda anahtara tekrar bas&ld& &nda ak&m ve tel ilerlemesi kesilir; bu arada anahtar b&rak&lana kadar koruyucu gaz ak&#& bir miktar daha srer. Drt zamanl& kontrol, her #eyden nce diki# ba#lang&c&nda ve u kraterinde gzenek olu#umundan ka&nmay& sa layan, koruyucu gaz&n n ve art ak&#&n& sa lama stnl ne sahiptir. Bu kontrol sistemi, koruyucu gaz&n ayarlanabilen n ve art ak&#&yla da kullan&l&r. Yeni cihazlarda ilave olarak ark&n geri yanma sresi (telin ilerleyi#inin durmas& ile ak&m &n kesilmesi aras&nda geen sre) de ayarlanabilir. Bylece ark&n beklenmedik ani snmelerinde telin banyoya yap&#mas& nlenmi# olur. Bu durum, telin ilerlemesinin, ak&m kesilmesinden biraz nce durmas& ile sa lan&r. E er geri yanma sresi uzun ayarlanm&#sa, telin ilerlemesi erken kesilece inden, telin kontak borusu iine kadar yanmas& ve dolay&s&yla kontak borusunun zarar grmesi mmkndr. *ekil 4.14'de farkl& geri yanma srelerinin tel ucundaki damla olu#una etkileri gsterilmi#tir. Byk apl& kre olu#umu durumunda, krenin alt yzeyindeki izolasyon etkisi yapan metaloksitler nedeniyle, daha sonraki tutu#ma olay& zorla#&r. Tutu#ma olay&n&n ideal olarak gerekle#mesi ve tutu#ma s&ramalar&ndan ka&nmak iin #eklin
135
sol taraf&ndaki gibi minimum bir geri yanma gerekle#melidir.
!ekil 4.14. Geri yanma sresinin etkileri
Yeni teknoloji rn cihazlarda tel ilk nce yava# yava# ilerleyip tutu#acak ve daha sonra da kaynak s&ras&ndaki h&z&na ula#acak #ekilde ayarlanabilir. Bu #ekilde tutu#turma kolayla#m&# olur.
D$KKAT: Ark& n geri yan&na sresi, kaynak makinas&nda o #ekilde ayarlanmal&d&r ki tel elektrod ark& n snmesinden sonra ne kaynak banyosunu yap&#s&n, ne de ark kontak memesinde yans&n. NK: Her kaynak diki#inin sonunda, tel ilerlemesi durduktan sonra ark k&sa bir #iire daha yanmal&d&r, aksi takdirde tel elektrod so umakta olan kaynak banyosuna yap&#&r. Ark&n geri yanma sresi kaynak makinas&ndan ayarlanabilir. Farkl& tel aplar& ve malzemeler, farkl& ayarlamalar& gerektirir. D$KKAT ED$LMEZSE: Tel elektrod so umakta olan kaynak banyosuna veya kontak memesine yap&#&r Halan&n giderilmesi iin tel elektrot tel makas& ile kesilmeli veya kontak memesine yap&#an tel elektrod ayr&lmal&d&r (tel makas& ile, gerekli inde e e ile) ve hasarl& kontak memeleri de i#tirilmelidir. Ark& n geri yan&na sresi do ru ayarlanmal&d&r.
136
GSTER$M:
ark&n ayarlanm &# geri yanma sresi
4.6. Hortum Paketi
Hortum paketi, tel ilerletme nitesi ile tor aras&ndaki ba lant& elemanlar&n& ierir. *ekil 4.15 'te gsterildi i gibi, hortum paketi arac&l& &yla a#a &daki da &t&m kablolar& iletilir: - ak&m kablosu - koruyucu gaz hortumu - tel ilerletme hortumu - su gidi#-dn# hortumu (byk torlarda) - kontrol kablosu
137
!ekil 4.15. Hortum paketini olu'turan iletim kablolar . Su ile so utulan cihazlarda ak&m kablosu, su dn# hatt&n&n ortas&nda bulunur. Bylece sadece so utulmakla kalmaz; ayn& zamanda esnek de tutulmu# olur. Su, gnmzde i#letmelerin pahal& bir malzeme girdisi haline geldi inden, torcun so utulmas&nda kapal& bir su devresi ak&#&na sahip so utma suyu sirklasyon cihazlar& kullan&lmal&d&r. Tel ilerletme hortumu, elik teller halinde, normal #artlarda d&# ap& yakla#&k 4,5 mm olan bir elik spiral ierir. ' ap&n, iletilen telin ap&ndan bir miktar darla byk olmas& gerekir. Daha byk i apl& hortumlarda telin yaylanarak y& &lmas& ve bu #ekilde kesintili ilerlemesi meydana gelebilir. Uygun srtnme katsay&s& nedeniyle alminyum tel elektrodlar, teflon kapl& ilerletme hortumlar& iinden beslenir. Bu hortumlar CrNi-elik tellerle kaynakta da kullan&labilir. Metal tozlar& (bak&r ve elik) ve ayr&ca ekme maddelerinin kal&nt&lar& nedeniyle hortumlar zamanla t&kan&r ve tel besleme i#lemi gittike zorla#&r; bu nedenle hortumlar&n zaman zaman temizlenmeleri gerekir.
D$KKAT:
Tel besleme hortumunu dzenli aral&klarla bas&nl& kuru hava ile fleyerek srtnme parac&klar&n& uzakla#t&r&n&z. Hu i#lemi her yeni tel makaras& takmadan nce yap&n&z. NK: Tel elektrod, ilerletme rulolar& aras&ndan geerken (zellikle a#&nm&# olanlar&ndan), tel ilerletme
138
memesinden geerken (zellikle tel elektroda gre merkezlenmemi# olanlar&ndan) ve tel nakil hortumunda (zellikle elik tel elektrodan beslenmesi iin elik spiral kullan&lm&#sa, hortum paketinin kuvvetli #ekilde bklm# k&s&mlar&nda daha fazla olmak zere) srtnerek a#&n&r. Bu a#&rt& na parac&klar& besleme hortumunda birikir ve tel elektrodun ilerlemesini engelleyecek dereceye kadar besleme direncini artt&r&r.
D$KKAT ED$LMEZSE:
Kabul edilemeyecek derecede byk besleme direnci nedeniyle dzensiz tel beslemesi olur ve tel elektrod art&k ilerleyemez. Ar&zan&n giderilmesi iin tel besleme paralan (alminyum ve gerekti inde CrNi-elikleri iin teflon, bak&r kapl& elik teller iin elik spiral) de i#tirilmelidir. elik spiral gerekti inde temizlenmelidir (rne in % 25 ya % 75 y&kama benzini ieren temizleme zeltisinde birka saat tutularak, daha sonra as&larak, kurutularak ve kuru hava ile flenerek). Tel elektrodun merkezlenmi# #ekilde beslenmesini sa lamak iin, hasarl& besleme makaralar& ve tel ilerletme memeleri de i#tirilmelidir. GSTER$M:
4.7. MIG/MAG Kaynak Torlar#
MIG/MAG kayna &nda kullan&lan torlar, olu#turulan kayna &n kalitesine byk etki yapar. Bu nedenle uygun torcun seimi byk neme sahiptir. Ba#ar &l& bir kaynak i#lemi iin uygun bir torcun seiminde a#a &daki kriterler gznne al&n&r: a. Kullan&lan ak&m retecinin maksimum gc b. Kullan&lacak maksimum ve minimum tel ap& c. Kaynak yap&lacak maksimum malzeme kal&nl& & d. '# yk e. Ergonomik prensipler
139
4.7.1. Torlar#n Yap#lar#
Bir kaynak torcunun ana grevleri, kaynak blgesine koruyucu gaz&n iletilmesi, tel elektrodun beslenmesi ve arktan kk bir mesafede elektroda Ak&m &n&n verilmesidir. Bu grevlerin yerine getirilmesi iin tor reticileri farkl& formlarda ve farkl& amalara ynelik ok say&da konstrksiyon geli#tirmi#lerdir. Tor seiminde a#a &daki hususlar gznnde bulundurulur: a) kontak borusundaki ve gaz memesindeki s&cakl&klar b) gaz memesinin izolasyonu c) girdaps&z bir gaz ak&#& iin koruyucu gaz kanallar&n&n d) s&zd&rmazl&k sisteminin gvenilirli i e) torcun a &rl& & ve hortum paketinin esnekli i f) a#&nan paralar&n de i#tirilebilme olana & ve maliyeti ve memesinin konstrksiyonu
4.7.1.1. Kontak Borusu
Kontak borusu, tel elektrodla temas eden yzeyi nedeniyle yksek ak&m yo unlu una ve ark'a yak&nl& & nedeniyle de yksek s&cakl&klara ve s&ramalara maruz kalarak hasar grebilir. Kontak borusundaki yksek s&cakl&klar a#&nmay& te#vik eder; tel elektroda ak&m iletimini zorla#t&r&r ve srtnme direncini artt&r&r. Pratikte ok say&da torcun, nominal g blgelerinin st s&n&r&nda kullan&lmalar& halinde, k&sa sre sonra tortaki tel ilerleme h&zlar&n&n dzensizle#ti i grlm#tr. ok &s&nan kontak borular&, tel ilerleme hareketinin s&k s&k ritmik titre#imlere ba#lamas& nedeniyle deforme olmaya e ilimlidir. Kontak kalitesi bu durumda #iddetle azal&r. Kaynak&n&n kaynak yaparken eliyle o u kez hissedebildi i, karars&z bir ark ve titre#im kuvvetleri, bu problemin ilk habercileridir. Bu sorunun giderilmesinde ilk olarak tespit soketinde veya kontak borusunun gvdesinde iyi bir &s& iletiminin olup olmad& & kontrol edilmelidir. Bu blgedeki montaj i#lerinde bu nedenle kontak yzeyi tam olarak temizlenmeli ve yeterli bir yzey bas&nc& olu#turulmal&d&r. Kontak borusu tor reticisinden edinilemiyorsa, sadece di#lerinin de il ayn& zamanda gei# profilinin de uygun olmas& gerekir. Kontak &s&s&n&n pek ok nedeni olabilir. Ak&m yklenmesinin ve devrede kalma sresinin yan&nda kaynak banyosuna olan mesafesi, kontak kalitesi, tel elektrodun malzemesi, koruyucu gaz tr, ark boyu, para s&cakl& &, a &z formu ve paran&n yans&tma zelliklerine de dikkat edilmelidir. Su ile so utulan torlarda so utma sisteminin so utma ve dn# borular& da kontrol edilmelidir. Kontak borusu malzemesi, iyi bir elektrik iletkenli ine, a#&nmaya kar#& yksek bir sertli e sahip olmal& ve mmkn oldu u kadar d#k elektroerozyon gstermelidir. Yeterli bir elektrik iletkenli i, mekanik a#&nmaya kar#& yksek direnle birlikte istendi inden, saf bak&r yerine ala#&ml& bak&r trleri (CuCr, CuCrZr, CuBe) kullan&l&r. Toz metalrjisiyle sinterlenmi# ve ekstrzyonla retilmi# bak&r-
140
tungsten veya bak&r-tungsten-gm# malzeme bile#imleri ok daha yksek a#&nma dayan&m&na sahiptir. Kontak borusunun ap&, e ik (ku u) boyunlu torlarda telin elastik e ilmesi nedeniyle veya dz torlarda belirli bir blgede telin dresaj& nedeniyle de i#ebilir. ap&n hafife de i#mesi, tel ilerleme kuvvetinin ve dolay&s&yla kontak ve &s&nma problemlerinin artmas&na yol aar. Pratikte kontak borusunun i ap& tel ap&ndan yakla#&k 0,2 mm daha byk seilir. Yumu#ak tel elektrodlar halinde, daha byk i aplar daha da uygun olur. CrNi-eli inden veya alminyumdan tel elektrodlar, kontak borusunu bak&r kapl& tel elektrodlara k&yasla daha fazla zorlarlar. Kontak yzeylerindeki hasarlar genellikle ark&n tutu#mas& s&ras&nda k&sa bir an iin olu#an yksek ak&m #iddeti nedeniyle meydana gelir. Yanl&# ayarlanm&# serbest yanma veya geri yanma sresi halinde kaynak ak&m&n&n ge a&lmas&, telin kontak borusu ucunda k&smen veya tamamen erimesine yol aabilir. Temizlenmemi# kontak yzeyleri meme temizleme aparat&yla veya i nesiyle eski durumuna getirilebilir. Byk miktarda a#&nm&# kontak borular& do al olarak, kalan enkesiti ve verimlili i msaade ediyorsa, daha kal&n tel elektrodlar iin, honlanmak suretiyle kullan&labilir. Hasarl& kontak borular&, ark&n kararl&l& &, diki#in olu#umu, gzenek emniyeti ve zellikle de nfuziyete olumsuz etki yapt& &ndan temizleme veya yenileme i#lemi ihmal edilmemelidir. Zor ula#&lan yerlerde e ilmi# kontak borular&yla (kademeli veya kademesiz) daha kolay ula#&labilir. Kontak borusunun paraya olan mesafesinin etkileri ilerideki blmlerde ele al&nm&#t&r.
D$KKAT: Kontak borusu mesafesinin do ru olmas&na dikkat ediniz. Sprey ark halinde bu aral&k 1 8-20 mm ve k&sa arkla yakla#&k 1 4 mm olmal&d&r. Di er durumlarda: me#alenin artmas&, ince saclarda delinme tehlikesini d#rr; mesafenin azalmas& kal&n salarda nfuziyeti iyile#tirir.
NK: Artan kontak borusu mesafesiyle nfuziyet derinli i azal &r. Bundan ba#ka, tel ilerlemesinin ve koruyucu
141
gaz rtsnn kaynak a z&n&n merkezinde olu#umu tehlikeye girer. Azalan kontak borusu mesafesiyle ise kaynak banyosu, torcun termik bak&mdan a#&r& yklenmesine ve memeye zarar verecek seviyede s&rama olu#umuna yol aacak #ekilde a#&r& &s&nabilir. D$KKAT ED$LMEZSE: Nfuziyet derinli i azal&r; kaynak banyosu a#&r& &s&n&r. Hatalar sonradan giderilemedi inden, al&#ma kurallar&na dikkat edilerek halalar&n olu#mamas&na dikkat edilmelidir.
D$KKAT:
Tel ap& iin daima tor reticisinin belirtti i kontak memesini kullan&n&z. Kontak memesini meme gvdesine tam oturarak s&k&#acak #ekilde vidalay&n&z. Meme temizleyicilerle meme deli im s&k s&k temizleyiniz. A#&nm&# kontak memelerini hemen de i#tiriniz. NK: Kontak memesinin kaynak ak&m&n&n tmn tel elektroda iletmesi gerekir. Meme ne kadar t&kal& olursa, memeye ak&m gei#i ve dolay&s&yla kaynak s&ras&nda kaynak ak&m devresindeki elektriksel diren o derece yksek olur. Bu durumda ark& n boyu de i #ir ve ark karars& zla#&r. E er kontak memesi s&k& bir #ekilde teshil edilmezse, kaynak ak&m & sadece birka vida di#i zerinden akar. Yksek elektriksel diren, kontak memesindeki &s& nman&n, istenmeyen mertebelere ula#mas&na neden olabilir. D$KKAT ED$LMEZSE: Karars&z ark olu#ur: tor ok &s&n&r (s&k& #ekilde tespit edilmemi# kontak memesi halinde). Ar&zan&n giderilmesi iin a#& nm &# kontak memeleri hemen de i #tirilmelidir. Do ru kontak memesi kullan&lmal& ve s&k& #ekilde vidalanmal&d&r. GSTER$M:
142
1. ad&m
2. ad&m
4.7.1.2. Koruyucu Gaz Memesi
Koruyucu gaz memesi genellikle kontak borusuyla e#eksenli olarak yerle#tirilmi#tir. Zor ula#&lan kaynak blgeleri iin kullan&lan torlarda veya makina k&rlar&nda yanal tak&lm&# koruyucu gaz memeleri de kullan&labilir. Kontak borusuna ba l& gaz memesinin kullan&m &, kendi kendini temizleme tertibatlar&n&n kullan&m &n& kolayla#t&r&r. Kontak borusuna yanal ba l& gaz memesinin kullan&lmas&, baz& avantajlara sahip olmas&na ra men (rne in kaynak&n&n kaynak blgesini daha iyi grmesi gibi) kontak borusunun ucuna kadar gerekli izolasyon nlemleri ve paran&n de i#en durumunda koruyucu gaz rtsnn bozulmas& nedeniyle bu durum elle kaynakta pratik olarak kullan&lamaz. Torcun merkez ve rt blgesinde farkl& gazlar&n kullan&m&yla yap&lan kaynak iin koruyucu gaz blgesi, e#eksenli tak&lm&# iki ayr& gaz memesiyle gerekle#tirilir (*ekil 4.16).
143
!ekil 4.16. i ve d ' koruma blgesi iin ayr lm ' koruyucu gaz ak 'l tor Gaz memesinin bykl esas olarak erime gcne ve ak&m #iddetine ba l&d&r (!ekil 4.17)
144
!ekil 4.17. Koruyucu gaz miktar n n gaz memesi bykl$ ve ak m 'iddetine ba$l olarak de$i'imi
Gaz memesinin i cidar&n&n durumu, koruyucu gaz ak&#& zerine byk etki yapar. S&rama birikintileri, memeyi kltr ve girdaps&z bir koruyucu gaz ak&#&n& engeller. Koruyucu gaz kanal&n&n, gaz memesinin ve kontak borusunun dzenli olarak temizlenmesi, gzeneksiz bir kaynak metali iin ok nemlidir. Temizleme s&ras&nda kontak borusunun e ilmemesine dikkat edilmelidir. Gaz memesinin ve kontak borusunun yksek s&cakl&klara ula#mas&, s&ramalar&n yap&#mas& iin uygun bir durum olu#turur. Ay&r&c& maddeler (meme spreyleri, pastalar), sadece a#&r& &s&nma olu#mad& & zaman temizlemeyi kolayla#t&r&r. So uk tutulabilen gaz memesi dzgn aral&klarla temizlendi inde, s&ramalar neredeyse kendi kendine dklr. Yksek oranda zararl& madde (duman, buhar) olu#an kaynak al&#malar& iin ba#ka trl nlem al&nam &yorsa, torcun kendisi bir duman emme dzene iyle donat&labilir, ilave meme, ayr& bir hortum zerinden veya hortum paketiyle emme ve filtre donan&m&na ba lan&r (4.18). Tor veya para blgesinde gere inden fazla miktarda ay&r&c& madde olmas&, gzene e yol aabilir. Alminyum esasl& malzemelerin kayna &nda gzenek tehlikesi nedeniyle ay&r&c& madde kullan&m&ndan tamamen vazgeilmi#tir.
145
Baum fische 37
!ekil 4.18 Duman emmeli torcun yap s
D$KKAT: Gaz memesi ile para st yzeyi aras&ndaki mesafenin ok byk olmamas&n& sa lay&n&z. NK: Mesafe byk oklu u zaman, ark ve erimi# banyo blgesinde kararl& bir koruyucu gaz ak&#& olu#maz. Byk mesafe ayarlar&nda gaz debisinin artt&r&lmas& hem s&n&rl& bir etkiye sahiptir hem de pahal&ya mal olur. zel dzeneklerle, rne in TIG torcundaki gibi "gaz merce i" ile byk mesafelere laminer ve girdaps&z koruyucu gaz ak&#& sa lanabilir. D$KKAT ED$LMEZSE: Gzenek olu#ur. Hatan&n giderilmesi iin hatal& diki#ler sklmeli (rne in ta#lanarak, termik yntemlerle oyularak) ve yeniden kaynak edilmelidir. Bu durumda yeniden &s& girdisi etkisine dikkat edilmelidir (i gerilmeler, arp&lma, &s&n&n tesiri alt&ndaki blgede iyap& de i#imleri bak&m&ndan). GSTER$M:
146
D$KKAT:
Zay&f koruyucu gaz rts nedeniyle kaynak melalinde gzenekle kar#&la#t& &n&zda, gaz hortumunun veya magnet ventilinin t&kal& olup olmad& &n& kontrol ediniz. Gaz hortumunun vidal& ba lant&s&n&n (ayr&ca tre ba lant&s&n&n s&k& #ekilde tespit edilip edilmedi ini kontrol ediniz.
NK:
Debi lme borusuyla torta hi veya d#k koruyucu gaz ak&#& belirledi inizde, nedenlerini ara#t&rman&z, gerekir. Nedenlerden biri, magnet ventilinin veya gaz hortumunun hi veya ok az gei#e msaade etmesi olabilir. Gaz hortumunda ak&m kablosu da bulunan hava so utmal& torlarda, yetersiz, kablo kesitinden dolay&, ak&m kablosu a#&r& yklenerek veya yerel olarak a#&r& &s&narak gaz kablosunun deforme olmas&na yol aabilir. (Bu durum bazen gaz hortumunun ve ak&m kablosunun katlanmas&ndan dolay& da olabilir). D$KKAT ED$LMEZSE: Gzenek olu#ur. Hatan& n giderilmesi iin vidal& ba lant& lar s&k&#t&r& lmal& d& r; t&kanmalar giderilmelidir, hortum de i#tirilmelidir. Hata olu#tu u takdirde hatal& diki#ler sklmeli (rne in ta#lanarak, termik yntemlerle oyularak) ve yeniden kaynak edilmelidir. Bu durumda yeniden &s& girdisi etkisine dikkat edilmelidir (igerilmeler, arp&lma, &s&n&n tesiri alt&ndaki blgede iyap& de i#imleri bak&m&ndan) GSTER$M:
Tm vidal& ba lant&lar anahtarla s&k&lmal&d&r.
D$KKAT. Yeterli koruyucu gaz debisine (gaz memesinde llm#) ra men kaynak metalinde gzenekle kar#&la#&rsan&z, koruyucu gaz ak&# kablosundaki tm vidal& ba lant&lar& ve gaz hortumunu, magnet ventilini s&zd&rmazl&k bak&m&ndan muayene ediniz.
NK:
Koruyucu gaz ak&# kablosundaki kk s&zd&rmazl&k ar&zalar& dahi, belirli ak&#kanlar mekani i esaslar&na gre, koruyucu gaz ak&#& iine havan& n emilmesine yol aabilir. Bu ar&zalar tor gvdesindeki k&lcak atlaklar, seramik gaz memesindeki atlaklar, hortum paketi iindeki gaz hortumundaki kk delikler, gaz, memesinin s&zd&racak #ekilde vidalanm&# olmas& ve yeterli s&k&l&kta tak&lmam&# s&k& geine gaz memeleri olabilir. D$KKAT ED$LMEZSE:
147
Gzenek olu#ur. Hatan&n giderilmesi iin S&zd&rma hatalar& giderilmelidir; makinadaki veya tortaki hasarl& paralar de i#tirilmelidir. Hata olu#tu u takdirde hatal& diki#ler sklmeli (rne in ta#lanarak, termik yntemlerle oyularak) ve yeniden kaynak edilmelidir. Bu durumda yeniden &s& girdisi etkisine dikkat edilmelidir (igerilmeler, arp&lma, &s&n&n tesiri alt&ndaki blgede iyap& de i#imleri bak&m&ndan).
GSTER$M:
s#k# geme gaz memesi tam olarak oturtulmal#d#r
vidal# gaz memesi sonuna kadar s#k#lmal#d#r.
D$KKAT:
Ark&n daima koruyucu gaz rtsnn tam ortas&nda yanmas&na dikkat edilmelidir. NK: TIG kayna &nda tungsten elektrod, gaz memesinin merkezinde bulunmal&d&r. Bazen d&# etkilerle TIG torcu hasar grr ve tungsten elektrod merkezden ka&k hale gelir. Yine, ince bir tungsten elektrod, ta#lama s&ras&nda e ilebilir. MIG/MAG kayna &nda ise, kontak memesinin veya kontak borusunun sadece merkezlenmesine de il, ayn& zamanda tel elektrodun kontak borusunun d&#&ndaki k&sm&n&n bklmemesine dikkat etmek gerekir. Tel elektrodun a#&r& e ilmesi halinde, bir tel do rultma aparat& kullan&lmal&d&r.
D$KKAT ED$LMEZSE:
Gzenek olu#ur Hatan&n giderilmesi iin hatal& diki#ler sklmeli (rne in ta#lanarak, termik yntemlerle oyularak) ve yeniden kaynak edilmelidir. Bu dununda yeniden &s& girdisi etkisine dikkat edilmelidir (igerilmeler, arp&lma, &s&n&n tesiri alt&ndaki blgede iyap& de i#imleri bak&m&ndan). GSTER$M:
148
D$KKAT: Ark& n snmesinden sonra, lorcu, diki# ucunda kat&la#makla olan kaynak metali zerinde tutarak, k&sa bir #iire koruyucu gaz art ak&#& olu#mas&n& sa lay&n&z NK: Henz s&v& haldeki kaynak metalinin oksitlenebilece i havada de il, bir koruyucu gaz atmosferi alt&nda kat&la#mas& nemlidir. Bu nedenle ark& yanar haldeyken torcu kald&rmay&p, zerindeki teti e basarak kapal&n&z. D$KKAT ED$LMEZSE: Diki# ucu oksitlenir. U krater #iddetli #ekilde oksitlenir. Hatan& n giderilmesi iin gerekti inde hatal& diki#ler sklmeli (rne in ta#lanarak, termik yntemlerle oyularak) ve yeniden kaynak edilmelidir. Bu durumda yeniden & s& girdisi etkisine dikkat edilmelidir (igerilmder arp&lma, &s&n&n tesiri alt&ndaki blgede iyap& de i#imleri bak&m &ndan). GSTER$M:
4.7.1.3. S#ramalar#n Yap#,mas#n# nleyen Ay#r#c# Maddeler
S&ramalar&n tor paralar& ve i# paras& zerine yap&#malar&, uygun ay&r&c& maddelerle byk oranda nlenebilir. Gaz memesine ve kontak borusuna pskrtme i#lemi iin silikon ieren ay&r&c& maddeler ve ba#ka pek ok rn mevcuttur. Paran&n kaplanmas&nda, ay&r&c& maddenin daha sonraki boya tabakalar&n&n yap&#mas&n& zorla#t&raca & dikkate al&nmal&d&r. Paran&n korunmas& iin ay&r&c& madde seiminde bu nedenle daha sonraki yzey koruma i#lemlerinin gz nnde bulundurulmas& gerekir. Torta kullan&lan ay&r&c& maddenin etkinli i, bile#imi d&#&nda meme s&cakl& &na ve s&rama bykl ne da ba l&d&r.
149
D$KKAT: Gaz memesini s&ramalardan temizlemek iin kulland& &n&z temizleme spreyini, para yzeyini temizlemek amac&yla sadece zel durumlarda kullan&n& z. Bu amala silikon ya l& spreyleri hibir zaman kullanmay&n&z. Muhtemel zararl& etkileri bak&m&ndan nceden test ediniz. NK:
Para yzeyinde art&k halde bulunan silikon ierikli spreyler, sonraki bir boyama veya kaplama i#lemi iin sak& nca olu#turur. Yzeyde sprey kullan&m&ndan hemen sonra kaynak yap& lan durumlarda, zellikle ik#e kaynaklar&nda gaz olu#umu ve gzenek grlebilir. evre koruma ve sa l&k bak&m&ndan da zc maddelere ve &kan gazlara dikkat edilmelidir. Kullan&mdan ka& n& lamayan yerlerde: en d#k dozda ve sadece ba#ka trl ula #& lamayan yerlerde kullan&lmal&d&r. UYARI: Demiryolu ve tramvay kprlerinde, para zerinde kaynak koruyucu spreylerinin kullan&m& yasakt&r.
D$KKAT ED$LMEZSE:
Boya, galvanik tabaka, kromaj veya di er kaplamalar&n yap&#ma kabiliyeti zay&flar. Uygun olmayan durumlarda gzenek olu#ur. Hatan&n giderilmesi iin kkteki bozukluklar giderilmeli ve s&rama olu#turmamaya al&#arak kaynak edilmelidir. Kaynak makinas&n&n ayarlan do ru yap&lmal& ve daha az s&rama yapan koruyucu gaz kullan&lmal&d&r. Ayr&ca impuls tekni i de kullan&labilir.
GSTER$M:
D$KKAT:
S&ramalar&n yap&#mas&n& azaltmak iin, dzenli aral&klarla bir ay&r&c& s&v& ile gaz memesine pskrtme i#lemi uygulay& n&z. Ancak koruyucu gaz& n &k&# meme paras& n& n tamam&na pskrtmeyiniz. Pskrtme s&v&s& yerine meme koruyucu pasta da kullanabilirsiniz (memenin sadece 2-3 mm's& dald&r&lmal&d&r).
NK:
Kullan&lan ay&r&c& madde, gaz memesinin cidarlar&n& sadece &slatmal&, ancak meme gvdesinin gaz &k&# borusunda byk miktarlarda birikmemelidir. Aksi takdirde boruya zarar verebilir. Bu durumda meme i hacminden dzgn miktarda koruyucu gaz &k&#& bozulur. Dolay&s&yla koruyucu gaz rts kaynak banyosunu dzgn #ekilde kaplayamaz.
D$KKAT ED$LMEZSE:
150
Gaz memesine kuvvetli #ekilde yap&#m&# s&ramalar meydana gelir. Gzenek olu#ur. GSTER$M:
D$KKAT: Gaz memesine yap&#m&# s&ramalar& dzenli #ekilde uzakla#t&r&n&z. Meme gvdesinin i k&sm&nda s&ramalar&n asla bir kpr olu#turmas&na msaade etmeyiniz NK: Kuvvetli s&rama birikintisi, kaynak banyosunun koruyucu gazla problemsiz #ekilde rtlmesini zay&flat&r. Az, miktardaki s&rama birikintisi bile girdap olu#turarak laminer gaz ak&#&n& nemli #ekilde bozar. Memenin yzeysel olarak temizleyicilerle temizlenmemesi durumunda, memenin i k&sm&nda s&ramalar&n byk miktarda birikmesi, koruyucu gaz &k&# borusunu t&kayabilir ve en kts -meme zerindeki izole paralar&n hasar grmesi durumunda- para ile metalik gaz memesinin temas etmesi halinde, meme ile para aras&nda ak&m gei#i meydana gelebilir. D$KKAT ED$LMEZSE: Gzenek olu#ur. Kontak memesi ile gaz memesi aras&nda ark veya k&sa devre olu#ur. Hatan&n giderilmesi iin diki# iinde gzenek olu#umuna msaade etmeyiniz - gaz memesinin temizlenme masraf&, gzenekli kaynak diki#lerinin tamir masraf&ndan ok daha d#ktr. GSTER$M:
151
4.7.2. Torlar#n Trleri
*ekil 4.19, gnmzde en yayg&n kullan&lan be# tr torcu gstermektedir. Bunlar #ekli bak&m&ndan e ik boyunlu (ku u boynu) tor, tabanca formundaki tor, push-pull torcu, kk makaral& tor ve makina torcudur. Ku u boynu tor, tel elektrodun kontak borusunun e ikli inden dolay& s&k& bir temas olmas& nedeniyle, tabanca #eklindeki torca gre daha emniyetli bir ak&m iletimi stnl ne sahiptir. Ancak tabanca #eklindeki torlar, dz #ekilli kontak borusu dolay&s&yla daha d#k srtnme direnci gsterir. Bu #ekilde, a#&nan kontak borular&nda kar#&la#&lan kontak zorluklar&n& gstermez. Push-pull tipi torlar, daha nce de a&kland& & gibi, telin hortum paketi iinde bklmesini nleme avantaj&n& gsterirler. Makina torlar&, tam mekanize tesislerde kullan&l&r. G bak&m&ndan torlar #u #ekilde s&n&fland&r&l&r: Hava veya gaz so utmal& torlar yakla#&k 250 Amper'e kadar kullan&l&r. Suyla so utulan torlar yakla#&k 500 Amper'e kadar kullan&l&r. Suyla so utulan makina torlar& ise yakla#&k 800 Amper'e kadar kullan&l&r. Su ile so utma, kontak borular &n&n a#&nmas&n& azalt&r ve gaz memesinde s&ramalar&n yap&#mas&n& s&n&rlar.
152
!ekil 4.19. Ba'l ca tor trleri (devam).
a) havayla so utula e ik boyunlu tor b) suyla so utulan e ik boyunlu tor c) tutamak k&sm &n&n vidas&ndan sklmesiyle makinada da kullan&labilen su so utmal& TIG tabancas&
153
d) kk makaral& tor D$KKAT: (Bu kural su so utmal & cihazlar iin geerlidir.) Cihaz baz& fonksiyonlar&m yerine getirmesine ra men kaynak ak&m& sa lanam&yorsa, so utma sisteminin lam dolu olup olmad& &n& kontrol ediniz. NK: Su so utmal& tor, cihazdaki bas&nl& su muhafazas& veya ak&m muhafazas& arac&l& &yla gvenli i bozulursa, so utma suyu olmadan kaynak yap&lamaz ve tor a#&r& &s&naca &ndan hasar grr. Emniyet dzene i o unlukla kaynak ak&m koruyucusunun devreye girdi i ak&m devresinde yer al&r. So utma suyu ar& zaland& &nda, kullan&m s&ras&nda gaz veya tel ilerlemesi olmas&na ra men kaynak ak&m & olu#maz. Bu durum, tam doluluk halinde de olu#ursa, bu halde su pompas& veya bas&n muhafazas& (ak&m muhafazas&) veya bunlar iin kullan&lan anahtar (mikro#alter) ar&zal& olabilir. D$KKAT ED$LMEZSE: Kaynak ak&m & olu#maz. Ar& zan&n giderilmesi iin so utma suyu tamamlanmal&d&r. Gerekli inde su pompas&, bas&n muhafazas&, mikro#alter de i#tirilmelidir. Gsterim:
UYARI:
Elektrikli paralar zerinde al&#man&n sadece, konunun tehlikelerinden haberdar ve gerekli koruyucu nlemleri alm&#, ilgili veya yetkili personel taraf&ndan yap&lmas& gerekir.
D$KKAT:
(Bu kural su so utmal& cihazlar iin geerlidir.) Torcun beklenmedik #ekilde a#&r& &s&nmas& halinde, yeterli so utma suyu ak&#& olup olmad& &n& kontrol ediniz. ok az bir su ak&#& halinde, torcu dn# ynnde teiniz suyla doldurarak so utunuz.
NK:
So utma suyu sisteminde dzensizlik olmas& halinde, tortaki ince so utma kanallar&nda t&kanma mevcut olabilir. Bu halde, yeterli pompalama bas&nc& olsa bile, ok az so utma suyu akar. Su k&sma anahtar& bu durumda i#e yaramaz. So utma suyu miktar& n& ok basil bir #ekilde kontrol edebilirsiniz: Cihaz zerinde bulunan, torcun su geri dn# vidas&n& sknz. Cihaz& al&#t&r&n&z ve bu haldeyken geri dnen su miktar&n& lnz. Bu halde bo# bir bira #i#esi dolacak kadar su gelmelidir - #i#enin yakla#&k 20 saniyede dolmas& gerekir. Bu miktar, 1,5 l/dakl&k bir so utma suyu debisi anlam&na gelir.
D$KKAT ED$LMEZSE:
154
Torcun so utma kanallar& t&kal&d&r. Tor a#&r& &s&n&r. Ar&zan&n giderilmesi iin so utma suyunun debisini lnz. Torcu su ile so utunuz; sonra da gerekli so utma suyunu ilave ediniz.
GSTER$M:
D$KKAT:
(Bu kural, tm metaller, zellikle alminyum ve ala#&mlar& iin ve kapal& so utma devresi olmayan, su so utmal& torlar iin geerlidir.) Kaynak diki#inde gzenek olu#tu unda, tortaki contalar& de i#tiriniz.
NK:
Alminyum, hidrojenin yol at& & gzeneklili e zellikle e ilimlidir. Muayene s&ras&nda gzle grlemeyecek derecede kk damlac&klar&n d#mesine yol at& &ndan, tortaki en kk s&zd&rmazl&k conta hatalar& bile koruyucu gaz iin kk miktarda hidrojen olu#turabilir.
D$KKAT ED$LMEZSE:
Gzenek olu#ur. Hatan&n giderilmesi iin hatal& diki#ler sklmeli (rne in ta#lanarak, termik yntemlerle oyularak) ve yeniden kaynak edilmelidir. Bu durumda yeniden &s& girdisi etkisine dikkat edilmelidir (igerilmeler, arp&lma, &s&n&n tesiri alt&ndaki blgede iyap& de i#imleri bak&m&ndan).
GSTER$M
155
D$KKAT:
(Bu kural sadece su so utmal& cihazlar iin geerlidir.) So utma suyunun donma tehlikesine kar#&, bir antifriz ile yeterli konsantrasyona ayarlanmal&d&r. Cihaz reticilerinin so utma suyu ilavesiyle ilgili zel talimatlar&na dikkat ediniz (rne in torta elektrolitik a#&nmadan ka&nmak iin).
NK:
K&#&n pazar ve tatil gnleri, atlyeler genellikle &s&t&lmaz. Antifriz iermeyen su so utmal& cihazlar bu durumda donabilir. So utucu cihaz ve hortumlar patlayabilir; pompalar ve bas&nl& su anahtar& tahrip olur. Alkol kullan&m&na dikkat ediniz. Dikkatsizce miktarlarda alkol kullan&m& yang&n tehlikesi olu#turur. Cihazda fazla miktarda alkol bulunmas&, aral&larda olu#acak bir k&v&lc&mla veya f&ra k&v&lc&m&yla yang&na yol aabilir. Tehlikesizce kullan&labilen antifrizi tercih ediniz.
D$KKAT ED$LMEZSE:
Kaynak makinesinin veya torcun so utma sistemi ar&zalan&r. Ar&zan&n giderilmesi iin hasarl& paralar& de i#tiriniz.
GSTER$M:
4.8. Bas#n D,rme Manometresi ve Debimetre
Tpten veya da &t&m hatt&ndan gelen koruyucu gaz ilk olarak bas&nc&n&n kullanma bas&nc&na d#rlmesi gerekir. Hemen sonra da debisi ayarlanmal&d&r. Ayarlanan ak&# debisi, l/dak cinsinden lm yapan, kapiler boru ile birle#ik bir manometreden okunabilir (*ekil 4.20). Kapiler boruda bir ar&za oldu u takdirde, gerek koruyucu gaz debisi, manometrede gsterilen tketime gre olduka yksek olur. Bu durum kaynak iin sak&ncal&d&r. nk koruyucu gaz debisi ne kadar yksekse kaynakta o derece yksek hata ihtimali vard&r. Bu durumda bilyal& lm en uygun yntemdir ( *ekil 4.21) ancak biraz pahal&d&r. Burada rotametredeki i neli bir ventil yard&m&yla tketim l/dak cinsinden ayarlan&r ve debi lme borusu iindeki uan bilya taraf&ndan gsterilir. Bu durumda kapiler boru gerekli de ildir.
156
!ekil 4.20. Bas n d'rme manometresi
!ekil 4.21. Bilyal debimetre tak l manometre
157
Bilyal& lm aleti, do rudan gaz &k&# llesine tak&labilen ve tortan &kan gerek gaz debisin len kk br gaz lm borusudur. Gaz debisi, bilyal& borunun zerindeki i#aretlerlerden, kullan&lan gaz trne uygun olan& gz nnde tutularak ayarlan&r (*ekil 4.22).
!ekil 4.22. Koruyucu gaz k ' memesine tak lan lm aparat
D$KKAT:
Debimetresi olmayan bas&n d#rme manometresi (bas&n regltr) kulland& &n&zda, gsterilen koruyucu gaz miktar&n&n do ru olup olmad& &n& dzenli olarak kontrol ediniz.
NK:
Koruyucu gaz debisi litre gstergeli bir manometre ile llyorsa, bu durumda uygun &k&# nozulunun kullan&lmas& gerekir. Ayarlanan de erler, ancak uygun &k&# nozulu kullan&ld& &nda do ru olur. Kullan&lan &k&# nozulunun taneciklerle k&smen veya tamamen t&kanm&# olmamas& gerekir, bu taneciklerin, debimetreye d&#tan bak&ld& &nda grlemeyecek lde temizlenmeleri laz&md&r. Uygun &k&# nozullar& ya vidal& (bas&n regltr ile gaz hortumu aras&nda veya makina ile tor aras&nda) veyahutta imalat& firma taraf&ndan regltre tak&lm&# halde imal edilir (rne in gaz hortumunun ba lant& paras& olarak).
D$KKAT ED$LMEZSE:
Yanl&# koruyucu gaz miktar& olu#ur. Hatan& n giderilmesi iin &k&# nozulu muayene edilir, gerekiyorsa flenir veya de i#tirilir. Debi muayene borusuyla tortaki gaz &k&#& miktar& muayene edilir.
158
GSTER$M:
Debimetreli bas&n reglatr: Bu do rudur. gsterim
Manometreli bas&n olabilir. reglatr: bu gsterim yanl&#
Debi muayene borusu
D$KKAT:
Bir tp de i#tirme halinde, bas&n d#rme manometresini (reglatr) takmadan nce, koruyucu gaz tpnn vanas&n& k&sa bir sre a&n&z.
NK:
Ta#&ma s&ras&nda tpn manometre tak&lan k&sm& iinde toz veya pislik toplanabilmektedir. Bu tip safiyetsizlikler, manometre tak&lmadan nce flenmezse -zellikle manometre tak&lan ba lant& k&sm&ndaki filtre ar&zal& ise- tozlar gaz ak&#& ile birlikte manometreye girmekte ve manometrenin fonksiyonuna zarar vermektedir. Manometre oturma k&sm&ndan gelen safiyetsizlikler makina a&ld&ktan sonra, al&#ma bas&nc& n& manometre skalas& nda gsterilen, msaade edilen bas&nc&n zerine &karmaktad&r.
D$KKAT ED$LMEZSE:
Bas&n d#rme manometresindeki kirlenme nedeniyle gaz ak&#& artar veya koruyucu gaz cihaz&n&n kapat&lm&#&ndan sonra bas&n d#rme manometresi emniyet vanas& zerine gaz fler. Ar&zam giderilmesi iin bas& n d#rme manometresinin ba lant& k& sm&ndaki filtre kontrol edilir: gerekti inde de i#tirilir (Sat&c&n&n yedek para listesine dikkat ediniz); veya filtre de i#tirilir (sadece uzman biri taraf&ndan); veya de i#tirilir (sat&c&n&n tamir atlyesinde). D$KKAT: Servis istasyonundan bir tamircinin, ar&zal& bir kaynak makinan&z& tamir etmesini istedi inizde, ar&zan&n a&ka tan&mlanabilmesi iin cihaz&n&z&n tipini (mmknse imal y&l&n& veya tahmini ya#&n&). tor tipini vs. mmkn oldu u kadar a&ka bildiriniz. Bu bilgiler bazen ar&zan&n telefonla bile tespit edilebilmesini sa lar. NK: Bazen basit bir ar&za, rne in tamircinin atm&# bir sigortay& tamir iin evinize gelmesi size ok pahal&ya mal olabilir. Ayn& #ekilde cihazdaki ar&zay& kendiniz tamir edemedi iniz zaman, bilgileri ne kadar do ru verirseniz,
159
tamirci n haz&rl& &n& o derece do ru yapar. Bu tamircinin sadece gerekli yedek paralar& yan&nda getirmesini sa lamakla kalmaz, ayn& zamanda -zellikle eski cihazlarda-eski devre #emalar&n& ve yedek para listelerini inceleyerek yedek para teminini de mmkn k&lar. GSTER$M
D$KKAT: Kaynak makinan&z& tamir iin servise verirken, tm olarak (torcuyla, manometresiyle beraber) tamir edilmesini sa lay&n&z. Bazen servis #irketi cihaz&n fonksiyonlar&n& test edebilmek iin bunlara da ihtiya duyabilir. NK: Kullan&c&, bazen ar&zan&n kaynak makinas&nda veya kumanda dzeninde olmad& &n& ve torta veya manometrede oldu unu anlamayabilir. Servis istasyonu, tm paralar& test etmeden ar&zan&n kayna & bulunamayabilir. Bu durum, zellikle rne in iki ayr& ar&za noktas& oldu u zaman nem ta#&r. GSTER$M
160
4.9. Arkta Malzeme Gei,i
MIG/MAG kayna &nda koruyucu gaz&n karakteristiklerinin ve ayarlanan kaynak parametrelerinin etkisiyle, e#itli malzeme gei# trleri olu#turulabilir. *ekil 4.23, genel olarak koruyucu gaza ve tel elektroda uygulanan ak&m #iddetine ba l& olarak olu#an ark trlerini gstermektedir.
!ekil 4.23. 1,2 mm tel elektrodla M A- kayna$ nda g blgeleri ve malzeme gei'ini gsteren al 'ma blgeleri Bu #ekildeki bulgular a#a &daki gibi a&klanabilir: *eklin solunda k&sa arktan impuls ark'a kadar ark trleri gsterilmi#tir. A&klama: Ara (orta) ark, standart bir ark tr de ildir. K&sa ark ile sprey ark aras&ndaki kritik "Gei#" noktas&n&n alt yar&s&ndaki hatal& al&#ma blgesini gsterir. Uluslararas& standardizasyona gre "Gei# ark&" olarak adland&r&l&r. "Mixed arc" (kar&#&k ark) daha iyi bir tan&mlamad&r. Kullan&lan kaynak koruyucu gazlar&, kar&#&m gazlar& (analiz) ve CO2 'dir. K&sa devre frekans& K/s veya damla frekans& T/s ordinat&n sa &nda ve solunda bulunmaktad&r. *eklin alt&na kadar: Burada k&sa arkta d#k Volt/Amper blgesinden, sprey ark veya uzun arkta yksek ve Volt/Amper tm blgesine #ekilde kadar gazlar herbir 1,2 iin ark tr mm bu elde ap &nda tel al&#&lm&#t&r do ru (#eklin ortas&n&n stnde), M1 ve M2
elektrodla
koruyucu Bu
parametre edilmek
kombinasyonlar &
seilmi#tir.
161
istenmi# ve 100 Amper'in alt&nda ba#lanm&#t&r.
4.9.1.
K#sa Ark-Orta (Ara) Ark Blgesi
100 Amper'in zerinde srekli artan ak&mla kaynak yap&ld& &nda, k&sa ark ile orta (ara) ark aras&ndaki s&n&r blgesine ula#&r&z. Bu s&n&r&n zeri karars&zd&r ve hem gerilim ve ak&m de erlerinin seimi hem de kontak borusu mesafesi birlikte rol oynad&klar&ndan, kesin bir de ere ula#&lmas& gtr. -k#sa devre ark olarak da bilinen- k&sa ark, k&sa devre evrimlerinin lld uzunlukta meydana gelir. Yakla#&k 200 Amper'e kadar artan ak&mda, tm koruyucu gazlar iin k&sa devre frekans& K/s artar. Bunun nedeni, damla bykl ayn& kal&rken tel ilerlemesinin artmas&d&r. 1,2 mm tel ap& iin en yksek k&sa devre frekans& 160 ila 200 Amper'de olu#ur.
4.9.2.
Orta (Ara) Ark Blgesi
G 250 Amper seviyesine &kar&ld& &nda, telin ilerlemesi artsa bile k&sa devre frekans& sona erer. Bu durumda damla bykl karars&zla#&r ve ince ve iri damlalar kar&#&k hale gelir. Her trl koruyucu gaz iin, s&rama olu#umu gsteren dzensiz k&sa devreler olu#ur. G daha da artt&r&l&rsa, koruyucu gazlar&n birbirinden farkl& de erlendirilmesinin gerekti i durumlar olu#ur. *ekil 4.22 'ye tekrar bak&l&rsa, CO2 koruyucu gaz& halinde bir s&n&r blgeye ula#&lamad& & ve dolay&s&yla orta (ara) ark meydana gelmedi i grlr.
4.9.3.
Orta (Ara) Ark - Sprey Ark (MAGM) S#n#r Blgesi
Hacimce % 6 CO2 ieren M1 kar&#&m gaz& halinde, 270 Amper'de k&sa devre frekans& "O" olur. Bu, ani olarak ok yksek damla frekans&na sahip sprey ark'a kritik gei# noktas&d&r. Burada malzeme k&sa devresiz olarak geer. 270 Amper'de hacimce % 25 CO2 ieren M2 kar&#&m gaz& halinde, orta (ara) arkta hala k&sa devre grlr. Sprey ark kritik blgesine ilk olarak 310 Amper'de olu#ur. Dolay&s&yla kar&#&m gazdaki CO2 ieri inin artmas& gei# noktas&n&n daha yksek ak&m de erlerinde olu#mas&na yolamaktad&r. Bu nedenle MAGM ynteminde orta (ara) ark ile sprey ark aras&ndaki s&n&r blge, koruyucu gaz&n bile#imine, daha a&k bir ifadeyle koruyucu gazdaki CO2 miktar&na ba l&d&r.
4.9.4.
Orta (Ara) Ark - Uzun Ark (MAGC) Blgesi
Hacimce % 100 CO2 halinde kritik ara nokta grlmez. Bunun yerine orta (ara) arktan uzun ark'a yumu#ak ve dz bir gei# meydana gelir. Bu durumda, byk damla olu#umundan do an k&sa devreler her zaman grlr. K&sa devresiz uzun ark elde etmek iin, 1,2 mm tel apma yakla#&k 500 Amper'lik ak&m uygulanmas& gerekir. Bu derece yksek g, kural olarak kaynak yaparken kullan&lmaz, sonuta pratikte CO2 koruyucu gaz& alt&ndaki kaynakta her zaman k&sa devreler olu#ur ve dolay&s&yla s&ramalarla kar#&la#&l&r. Uzun ark tan&mlamas&, malzeme gei#inin genellikle k&sa devre kprleri ile olmas&ndan dolay&
162
pek uygun d#memektedir. K&sa devre olu#umu istenmemesine ra men, ark uzad&ka damlalar birbirine daha da fazla yap&#&r. Bu ifade, en yksek gerilme de eri iin de sylenebilir.
4.9.5.
$mpuls Ark Blgesi
'mpuls arkta, malzeme gei#i daima k&sa devresizdir, bylece toplam al&#ma blgesinde s&rama davran&#& hemen hemen hi grlmez. Burada ara (orta) ark grlmez. *ekil 4.24'de de gsterildi i gibi birbirleriyle kar#&la#t&r&lan gaz memesinin i cidarmdaki s&rama halkalar& 3 dakikadan sonra elde edilmi#tir.
!ekil 4.24. Ark trnn s rama birikintisine etkisi.
4.9.6.Kar#,#m Gazlarda Kritik S#n#rlar#n A,#lmas#
Kaynak i#lemi msaade etti inde, s&n&rlar, a#a &daki nlemlerle, s&raman&n grlmedi i sprey arka do ru a#&labilir: tel ilerlemesi yakla#&k 1,0 m/dak'l&k h&zla yava# yava# artt&r&l&r; bylece sprey ark blgesi uzat&l&r. d#k CO2 ierikli bir kar&#&m gaz&n kullan&m&, kritik s&n&r& d#k ak&m de erine do ru kayd&r&r.
4.9.7.
al#,ma Blgeleri Arac#l# #yla E itim
Bir kaynak e itim kursunda, k&sa arktan sprey ark'a kadar tm ark trleri arac&l& &yla, koruyucu gaz bile#iminin malzeme gei#ine etkisi renilebilir. Bunun iin, kaynak parametreleri (zellikle kontak borusu mesafesi olmak zere ak&m #iddeti) sabit tutulmak #art&yla, CO2 ieri i de i#en koruyucu gazlar kullan&lmal&d&r. Bylelikle CO2'nin ark tr zerine etkisi a&ka grlebilir. Tavsiye edilen kontak borusu mesafesi 20 mm'dir.
4.9.8.
zet
163
Sonuta, *ekil 4.18'de gsterildi i gibi, sprey arka gei#in s&n&rlar&na ula#mak iin ak&m de erinin kesin olmas& nemli de ildir. Damla gei#inin ince, iri veya en ince olmas& iin, ark s&ras&nda optik ve akustik uyar&larla kendini gsterecek tarzda, ark trleri aras&nda farklar &n oldu unun bilinmesi gerekir. Do al olarak para zerindeki s&rama miktar&na dayanarak da yorum yap&labilir. Bu durum zellikle CO2 kullan&lan yksek ak&m #iddetindeki ark tr (uzun ark) iin geerlidir. 'ri taneli, k&sa devreli ve birbirine yap&#m&# damla gei#i s&rama birikintisini artt&r&r. Bu hususta impuls ark, tm ayar blgelerinin ideal de erinde olmas& #eklinde davran&r. Tablo 4.4de, d#k ala#&ml& elik tel kullan&lan, e#itli koruyucu gaz ve tel elektrod aplar&nda ark blgelerinin de i#imi iin gerekli ak&m/gerilim de erleri gsterilmektedir. Tablo 4.4. Farkl koruyucu gaz ve tel elektrod aplar nda ark blgelerinin de$i'imi iin gerekli ak m/gerilim de$erleri.
4.10. Pinch-Effekt
MIG/MAG kayna &nda orta (ara) ark ile sprey ark aras&nda bir s&n&r de er blgesi vard&r. Bu e#ik de erin alt yar&s&nda k&sa devreli malzeme gei#i, st yar&s&nda da k&sa devresiz sprey ark bulunur. Bu ara de er, tel ap&na, kar&#&m gazdaki CO2 ieri ine ve ayr&ca malzemeye ba l& olarak a#a &ya veya yukar&ya kayabilir.
164
Bu s&n&r de erin a#&lmas& iin e#i in st yar&s&nda kaynak ak&m&n&n -pinch effekt olarak da adland&r &lan- bzlme kuvvetine ula#mas& gerekir. S&v& iletkenin ucundaki metal damlalar&, kaynak banyosuna temas etmeden, yani bir k&sa devre olu#madan nce, bzlme kuvveti nedeniyle kopmal&d&r.
4.10.1. Pinch Kuvveti ve Pinch Etkisi
*ekil 4.25, tel ucunu ve taral& blgedeki s&v& iletkeni gstermektedir.
!ekil 4.25. Pinch kuvvetinin basitle'tirilmi' a klamas Elektromanyetik Pinch kuvveti "f", bu iletken blgedeki damlan&n kopmas& iin bzc bir etki yapar. Ay&rma kuvveti,
formlyle hesaplan&r. l2 hari di erleri ayn& ap ve malzeme iin hemen hemen sabittir ve Pinch kuvveti zerine etki yapmazlar. Bylece -bilimsel a&dan kesin do ru olmasa bile- kaynak ak&m&n&n Pinch kuvveti zerine etkisi daha belirgin hale getirilmi# olur.
165
Ak&m, formlde ikinci dereceden bir faktr olarak bulunur ve damla kopmas& zerinde belirleyici bir etkiye sahiptir.
4.10.2. Ara (Orta) Ark Durumunda Pinch Kuvveti
*ekil 4.25 'in sol yar&s&nda gsterilen rnekte, kritikalt& 200 A'lik ak&m de eri iin ara (orta) ark olu#ur ve nispeten zay&f bzlme kuvveti nedeniyle k&sa devreli bir kopma sonucu iri damlalar olu#ur.
!ekil 4.25. Pinch kuvvetinin ak ma ba$l olarak de$i'iminin damla bykl$ne ve malzeme gei'ine etkisi
4.10.3.
Sprey Ark Durumunda Pinch Kuvveti
300 Amper'de ak&m sadece % 50 artmas&na ra men s&v& iletken zerindeki "f kuvveti iki kattan daha fazla artmaktad&r. Burada ak&m&n Pinch kuvveti zerindeki etkisinin ikinci dereceden (karesiyle) orant&l& oldu u hat&rlanmal&d&r. Bu nedenle kopan damla veya damlalar daha kktr (*ekil 4.25-sa taraf) ve k&sa devresiz, ok daha yksek damla frekans&na sahip, ince damlal& malzeme gei#i gerekle#ir - bu blge sprey ark blgesidir.
4.10.4.
$mpuls Ark Durumunda Pinch Kuvveti
166
'mpuls ak&mla kaynakta ampermetrede okunan d#k ak&m de erlerinde neden k&sa devresiz damla gei#ine ula#&labildi i sorusunun sorulmas& gerekir. rne in MAG kayna &nda 200 Amper'de impuls olmadan kritikalt& ara (orta) ark olu#ur. *ekil 4.26, bu sapman&n nedenini a&klamaktad&r.
!ekil 4.26. )mpuls tepe ak m n n Pinch-kuvveti zerine etkisi Ampermetrenin gstergesindeki amper'e gre bu ak&m nemli oranda d#ktr ancak burada sadece ak&m&n -efektif de er olarak da adland&r&lan- ortalama de eri gsterilmektedir. Bu de er d#k temel ak&m (IG) ve ok yksek 'mpuls tepe ak&m& (IP) de erini olu#turmaktad&r. 'mpuls yzeyi "Temel Ak&m" zerine konuldu unda, *ekil 4.25'de apraz taral& toplam yzeyle gsterilen 200 Amperlik ortalama de er elde edilir. *ekil 4.25'nin st k&sm&ndaki impuls-pinch faz&, 400 Amperlik tepe ak&m&yla damla kopar&c& etki yapar; ark'&n 60 Amperlik temel ak&m faz&nda ise tel ucunun hafife erimesi sa lan&r.
4.10.5.
Geri Darbe Durumunda Pinch Kuvveti
Pinch kuvvetiyle kopmu#, k&sa devresiz malzeme gei#i, CO2 alt&ndaki MAG kayna &nda olu#maz. Geri Darbe Kuvveti olarak adland&r&lan bu durum, pek ok ba#ka etkiye yol aar. Damlan&n kopmas& yerine kuvvetli #ekilde yeniden yap&#mas&, bu #ekilde CO2 'de uzun ark blgesinde, ark ekseninden sapm&#, dzensiz k&sa devreli ve s&ramal& malzeme gei#i meydana gelir.
4.10.6.
De erlendirme
300 A Yksek ak&m blgesinde Argon'ca zengin koruyucu gaz kullan&lan MAG-kayna &nda, llen yksek Pinch kuvveti veya uygun ak&m de eriyle, k&sa devresiz en ince damlal& malzeme gei#i elde edilir. Bu ark tr, sprey arkt&r. 'mpuls ark kayna &nda, orta (ara) ark blgesinin alt&ndaki k&sa devresiz damla gei#i al&#ma
167
blgesi geni#ler. Bunun nedeni, geleneksel MAG kayna &na k&yasla damlan&n kopmas& iin 'mpuls tepe ak&m&n&n ik kattan daha yksek olmas&n&n gerekmesidir. CO2 kullan&lan MAG kayna &ndaki geri darbe kuvveti, yksek g blgesinde yani uzun ark halinde, k&sa devresiz malzeme gei#ini engeller.
168
5. BLM
MIG/MAG KAYNA'INDA ALI)MA TEKN$'$
5.1. MIG/MAG Kaynak Donan#m#n#n Ayarlanmas#
Her MIG/MAG kaynak donan&m&, retici firman&n i#letme talimatlar&nda ayr&nt&l& olarak tan&mlan&r. Bu talimatlar &n, donan&m al&#t&r &lmadan nce mutlaka okunmas& gerekir. Talimatlara gre makinan&n ba lant&lar& (#ebeke kablosu, koruyucu gaz, su so utmal& torlar&n kullan&m& halinde so utma suyu ba lant&s& veya makinada bulunan so utma nitesi) yap&laca & zaman kaynak&, biri di erini etkileyen ayar ihtimali ile kar#& kar#&ya kal&r: a) ark gerilimini de i#tirerek ark boyunu tespit eden bo#ta al&#ma gerilimi b) kaynak ak&m &n& de i#tirerek eritme gcn ve nfuziyeti belirleyen elektrod ilerleme h&z& c) erimi# metali emniyetli #ekilde rterek gzenek olu#umunu nleyen koruyucu gaz debisi Baz& durumlarda kaynak ak&m devresindeki endktivite veya karakteristik e risinin e imi de i#tirilebilir. Bu #ekilde k&sa devre ak&m &nda ve s&rama olu#umuna etkiyen faktrlerde de i#iklik yap&labilir. Sabit gerilimli bir ak&m retecinde (CP-ak&m retecinde) elektrod ilerleme h&z& kaynak ak&m&na do rudan etki eder. Baz& makinalarda kaynak ak&m&n& ayarlama olana & yoktur. Yataya yak&n bir karakteristik e risine sahip olmas& nedeniyle cihazdaki &k&# gerilimi, hemen hemen bo#ta al&#ma gerilimine e#ittir; dolay&s&yla bo#ta al&#ma gerilimi pratikte kaynak ak&m&n& belirler. Ayarlanabilir bir endktans bobini ile kaynak ak&m devresindeki endktivitenin veya karakteristik e risinin e iminin ayarlanabilmesi sayesinde, tel elektrodun ucu paraya de di inde ve bir k&sa devre olu#tu unda, ak&m retecinin h&zl& ak&m ykselmelerindeki davran&#& de i#tirilir. Gerekte gerekli koruyucu gaz debisi, tor konstrksiyonuna, gaz memesinin ap&na, diki# trne, kaynak #artlar&na, evre etkilerine ve koruyucu gaz&n trne ba l&d&r ve genellikle 10 ila 25 l/dak aras&nda bir de erdedir.
169
5.2. Kaynak Parametreleri $in Do ru De erler
o u MIG/MAG kaynak&s&, kaynak& olarak k&sa bir sre al&#t&ktan sonra, o unlukla kendi tecrbelerine gre ayar yapmaktad&r. Bu durum, pek ok kez onar&lmas& mmkn olmayan kaynak hatalar&na yolamaktad&r. *ekil 5.1'de baz& do ru de erler verilmi#tir. Elektrod ap&n&n seiminde kaynak i#lemi n planda tutulur ancak ekonomik bak&# a&s& da daima gznnde bulundurulmal&d&r (de i#ik tertibatlar&n kullan&labilirli i, tel makaras&n&n de i#tirilmesi, altl&k kullan&m&). 1,0 ve 1,2 mm'lik tel elektrod aplan niversal olarak kullan&labilir ve 0,8 ve 1,6 mm'lik tel elektrod aplar&n&n kullan&labilece i s&n&rl& say&da uygulama alan& d&#&nda her trl kaynak i#leminde kullan&l&rlar.
!ekil 5.1. Baz tipik kaynakl konstrksiyonlar iin tel elektrod ap ve malzeme gei' tr seiminde do$ru de$erler.
5.3. Tel Elektrod ap#
Genel olarak ince apl# elektrodlar ince salar iin, kal#n tel elektrodlar da daha kal#n
170
paralar iin kullan&l&r. Kaynak ak&m& uygun seildi inde, ince tel elektrodlar k&sa arkla kullan&labilece i gibi, sprey veya uzun ark ile daha byk damla say&lar&na ula#&lmak suretiyle de kullan&labilir. Bu zellik, rne in tam mekanize MAG kayna &nda d#k ak&m ayar&ndayken sadece yksek damla say&s&yla dz bir diki# yzeyi elde edilebilen ara pasolar iin kullan&labilir. Tel elektrod seiminde her #eyden nce, kal&n tel elektrodlara k&yasla ince tel elektrodlar&n yksek retim maliyetleri nedeniyle daha pahal& oldu u gz nnde bulundurulmal&d&r. Avantaj ve dezavantajlar birlikte de erlendirilmelidir. ok yksek kaynak ak&mlar&n&n ve erime glerinin uygulanmas& gerekti i ve rutin i#lerdeki elektrod ilerleme h&zlar& yeterli olmad& & zaman, rne in 2,4 mm'lik kal&n bir tel elektrod kullan&l&r. Ancak elle kaynakta kaynak& ok fazla zorlanaca &ndan ve pek ok donan&m&n torcu, tel ilerlemesi ve beslemesi byle bir i# iin uygun olmad& &ndan, bu tip bir uygulama sadece tam mekanize kaynakta ve yatay pozisyonda yap&labilir. Di er yandan cihaz&n en yksek elektrod besleme h&z& 15 m/dak oldu unda, 0,8 mm apl& tel elektrodlar, 200 A'in zerinde uzun sre yklenemez.
5.4. Elektrod $lerleme H#z# ve Kaynak Ak#m#
Elektrod ilerleme h&z&n&n tespit edilmesiyle kaynak&, sabit gerilimli ak&m retecinin verece i kaynak ak&m&n& belirlemi# olur. Kaynak ak&m&n&n ba#ka trl ayarlanma ihtimal yoktur. Bu nedenle gerek tel ilerleme h&z&, beslenen tel malzeme miktar&n& eriten kaynak ak&m&n& olu#turur. Hem k&sa ark ve hem de sprey veya uzun arkta en yksek damla say&s&na ula#mak iin belirli bir elektrod ap&nda en yksek tel ilerleme h&z&n&n tespiti nemlidir. rnek olarak *ekil 5.2,iki farkl& tel elektrod ap& iin kaynak ak&m&n&n artmas&yla damla say&s&n&n da artt& &n& gstermektedir. *ekildeki 10 damla/s 'den daha d#k damla say&l& alt blge, pratikte kayna a uygun de ildir. Ayr&ca elektrod ilerleme h&z&, saniyede en az yakla#&k 20 damla retecek kadar byk olmal&d&r.
171
!ekil 5.2. Farkl malzeme ve koruyucu gazlar halinde damla frekans (serbest malzeme gei'i).
Bir tel elektrod ap& iin en yksek besleme (ilerleme) h&z&, kk aplarda tel srme nitesi taraf&ndan belirlenir. Kal&n tel elektrodlarda ise ok yksek ak&#larda yksek ark kuvvetleri bir s&n&r olu#turur; bu s&n&r&n a#&lmas& halinde kaynak pasolar&n&n olu#umu bozulur. *ekil 5.3.'te ayn& gerilim ayar&nda tel ilerleme (besleme) h&z&n&n etkisi, *ekil 5.4'te ise ayn& tel ilerleme h&z&mda gerilimin etkisi gsterilmi#tir.
Tel ilerleme h&z&
VD'deki
bir de i#me, ayn& gerilim ayar&nda (ayn& karakteristik e risi zerinde) ark
boyunun, I ak&m #iddetinin, eritme gcnn ve diki# profilinin de i#imine yol aar.
172
*ekil 5.3. Ayn& gerilim ayar&nda tel ilerleme h&z&n&n etkisi.
173
!ekil 5.4. Ayn tel ilerleme h z nda gerilimin de$i'imi
*ekil 5.5 ve *ekil 5.6da e#itli ayarlamalar iin kaynak karakteristiklerinin de i#imleri verilmi#tir.
174
C3 noktas&, gerilimin C kademesi ve tel ilerleme h&z&n&n 3.kademesi ile ayarlan&r. Cihaz, ayar&ndaki de i#ikliklerin sonular& a#a &daki tabloda "X" i#aretleriyle gsterilmi#tir.
!ekil 5.5. Ayar rne$i- 1
175
C3 noktas&, gerilimin C kademesi ve tel ilerleme h&z&n&n 3.kademesi ile ayarlan&r Kaynaktaki de i#ikliklerin sonular& a#a &daki tabloda "X" i#aretleriyle gsterilmi#tir.
!ekil 5.6. Ayar rne$i- 2
D$KKAT:
Kaynak makinas & nda do ru ayarlar & (do ru gerilim ve tel ilerleme h & z & ) yaparak sakin ve kararl & yanan bir ark olu # turunuz. Tablodaki de erleri sadece ilk ayarlar olarak gz nne al & n & z ve gerekti inde modifiye ediniz. Bunun iin kaynak s &ras & nda gzn/ ve kula & n &z & kullan & n & z. NK: Yanl &# ayarlar, sadec e s & ramalar & n giderilmesi iin daha ok diki # sonras & i # ili e de il ayn & zamanda koruyucu gaz rtsnn de bozulmas &na yol aacak # ekilde, sakin olmayan arka ve s &rama olu # umunun art &#& na
176
yol a ar. ' malat toleranslar & , bu tip kaynak makinalar & nda hassas ayarlar & n gerekli olabilece i durumlara yol aar. Bu gibi durumlarda bu de erler k &smen de i# ebilir.
D$KKAT ED$LMEZSE:
Gzenek, s &rama; Diki# in dzensiz grnm; Yetersiz nfuziyet olu# ur. Hatas & z kaynak diki# lerinin olu # turulabilmes i iin, k aynak i # leminin ba # lang & c & nda k aynak mak inas & do ru de erlere ayarlanmal &d &r.
GSTER$M:
Yap & eliklerinin MAG kayna & iin ayar de erleri
D$KKAT.
Tel elektrodun tavsiye edilen ak&n& ykn srdrnz. Tel elektrodan ok yksek kaynak ak&m& alt&nda erimesinden ka&n&n&z. Bu durumda kaynak pozisyonuna da ayr&ca dikkat ediniz. NK: MAG kayna & nda kaynak& makina tekni i bak&m&ndan s&n&rlanmad& &ndan, tel ilerleme h&z&n& yksek ayarlayarak yksek eritme gcne ula#abilir. Bu #ekilde byk miktarda erimi# hacme sahip kaynak banyosuna hakim olunmas& ve kaynak a z&nda hatas&z, #ekilde tespit edilmesi gerekir. Eritme gcnn s&n&rlar&, para kal&nl& &, a &z formu, a &z haz&rl& & ve kaynak pozisyonu taral&ndan tespit edilir.
D$KKAT ED$LMEZSE:
Yetersiz nfuziyet; Baz& durumlarda: birle#me hatas&
GSTER$M:
177
5.5. Bo,ta al#,ma Gerilimi ve Kaynak Gerilimi
Sabit gerilimli kaynak ak&m retelerinde bo#ta al&#ma gerilimi, di er ayar parametrelerinden ba &ms&z olarak ayarlan&r. Karakteristik e risi ne kadar yataya yak &nsa, kaynak gerilimi de o derece d# k olur. Kaynak geriliminin ayarlanmas&nda koruyucu gaz trne dikkat edilmelidir: CO2, argonca zengin bir kar&#&m gaza gre 2-3 V daha yksek bir gerilim gerektirir. 14-21 V'luk d#k gerilim blgesi, d#k ak&mlarda az nfuziyet ve yksek damla say&s& olu#turur. 16-20 V'luk alt blge, ince tel elektrodlar iin kullan&l&r. 23-34 V aras&ndaki gerilim blgesi, ince damla gei#i olu#turur. Bu blge sprey ark veya uzun ark olarak adland&r&l&r. Yatay pozisyonda yksek kaynak h&zlar&nda veya oluk pozisyonundaki kaynak iin kullan&l&p yksek erime gc ve derin nfuziyet olu#turmas&yla tan&n&r. Para ile elektrod aras&nda k&sa devre olu#turmaktan ka&n&lmas& iin yksek gerilim gerekir. Bu yksek gerilim, iyi bir kaynak profili olu#turacak derecede yksek olmal&; ancak s&rama olu#turacak veya dezoksidasyon elemanlar&n&n yanmas&na yol aacak derecede de yksek olmamal&d&r. K&sa ark blgesi ile sprey veya uzun ark blgesi aras&nda, yakla#&k 18-28 V aral& &nda olu#an ve her iki malzeme gei#inin kar&#&m&n& gsteren bir blge vard&r (ara veya orta ark blgesi, di er bir deyi#le kar&#&k ark blgesi). Olu#an tesadf k&sa devrelerin sresi ok kktr; bu nedenle ark, nispeten daha s#cak 't&r ve iyi bir nfuziyet verir. CO2 alt&nda d#k ak&mlarda ve dolay&s&yla d#k damla say&lar&nda malzeme gei#inin ark ekseninden sapmas& ve bunun sonucunda s&rama olu#umunun s&n&rlanamamas& tehlikesi mevcuttur. Bu blgedeki kaynak ak&mlar&, sprey veya uzun arktaki genel de erlerin alt&nda bulunur. Her elektrod ap& iin cihaz&n uygulama sahas&n&n faydal& #ekilde geni#lemesi anlam&na gelir. *ekil 5.7, 5.8 ve 5.9'da k&sa, sprey ve uzun arkla ilgili tan&mlamalar, ayar blgeleri ve uygulamalar verilmi#tir.
5.6.
al#,ma Tekni i
178
Bir kaynakl& ba lant&n&n olu#turulmas& iin ok say&da imalat olana & mevcuttur ve bunun iin bir dizi d#ncenin ardarda uygulanmas& gerekir. Bunlar aras&nda kaynak pozisyonu, a &z haz&rl& &, malzeme ve yzey durumu, tertibat&n etkisi ve evre #artlar& en nemli parametreler olarak say&l&r. Kaynak i#leminin mmkn olan en k&sa srede yap&labilmesi amac&na ula#mak, hem yksek eritme glerinin kullan&lmas&yla hem de diki# a &rl& &n&n azalt&lmas&yla ba#ar&labilir. Ancak burada, sadece paralar&n lleri veya mevcut MIG/MAG kaynak donan&m&n&n g s&n&rlar& de il, ayn& zamanda i#in yap&l&#&n&n emniyetinde de baz& s&n&rlar mevcuttur. Hem yksek eritme gc ve hem de ba lant&daki kk diki# kesitleri kullanmaya al&#mak, ka&n&lmaz olarak birle#me hatalar&na yolaar.
5.7.
Elle Kaynak
Elle kaynak iin e#itli pozisyonlardaki al&n ve ik#e diki#leri olu#turmaya ynelik kaynak datalar&, kitab&n son blmnde verilmi#tir. Yakla#&k 6 mm'ye kadar sa kal&nl&klar& iin k&sa ark de erleri, daha kal&n salar iin sprey veya uzun ark de erleri dikkate al&nmal&d&r. Gaz memesinin paraya mesafesi byk olmamal&d&r. Gaz korumas&n&n bozulmamas& iin 12 mm'lik mesafe a#&lmamal&d&r. Gaz memesi paraya yak&nken ve ark olu#turulmu#ken, memede a#&r& bir s&rama birikintisi olu#abilece i hesaba kat&lmal&d&r. Memenin i cidar&ndaki az bir s&rama birikintisi bile gaz &k&#&n& byk oranda bozabilir ve bu da gzenek olu#umuna yol aar. Kontak borusu mesafesi (eski deyimle serbest elektrod boyu), ark&n ba#lang& noktas& ile tele ak&m&n geti inokta aras&ndaki tel elektrod paras&d&r. Bu para, diren &s&s& nedeniyle (l2. R - etkisi) &s&n&r ve kaynak ak&m&n& artan boyla orant&l& olarak azalt&r. Bu etki, zellikle gaz memesinin yakla#amad& & dar ve derin kaynak a &zlar&nda nemlidir. Byle durumlarda kontak borusu mesafesinin artmas& ve dolay&s & yla kaynak ak &m &n&n azalmas& nedeniyle planlanan nfuziyet olu#turulamaz. Tam mekanize kaynakta, bir yanal gaz ak&#&ndan yararlan&labilir. Elle kaynakta ise kaynak a z&n&n, gaz memesinin yakla#abilece i #ekilde geni#letilmesi gerekir. *ekil 5.10'da de i#ik makina ayarlamalar&nda kontak borusu mesafesinin etkisi gsterilmi#tir.
Tan#mlama: Damla gei#i k&sa devre #eklinde olur. kaynak banyosunun ak&c&l& & azd&r. saniyede yakla#&k 70 damla geer.
179
Ayar blgesi: Gerilim d#ktr (20 V'un alt&nda)
Uygulama: 'nce salar&n kayna & Kk pasonun kayna & Tavan, a#a &dan yukar&, yukar&dan a#a &, korni# (ufki) pozisyonda kaynak !ekil 5.7. K sa ark Tan#mlama: damla gei#i k&sa devresizdir kaynak banyosu daha ak&c&d&r saniyede 100 ila 300 damla geer.
180
Sprey ark, sadece argon veya argonca zengin kar&#&m gaz all&nda olu#ur.
Ayar blgesi: Gerilim yksektir (25 V'un zerinde) 1,0 mm'lik tel elektrod ap& iin rnek: Koruyucu gaz: TS EN 439 - M2 (Kar&#&m gaz)
Uygulama: 2 mm'nin zerinde paralar& n kayna & Yatay veya oluk pozisyonundaki al& n diki #lerinin ara ve kapak pasolar& n& n veya ik#e diki#lerinin kayna &
!ekil 5.8. Sprey ark
Tan#mlama:
damla gei#i iri damlal&d&r; k&sa devre olu#ur kaynak banyosu daha ak&c&d&r saniyede 100 civar&nda damla geer.
181
Ayar blgesi: Gerilim yksektir (20 V'un zerinde) 1,0 mm tel elektrod ap& iin rnek Koruyucu gaz: TS EN 439 - Cl (Karbondioksit)
Uygulama: 2 mm "den kal&n paralar&n kayna & Yatay veya oluk pozisyonundaki al& n diki #lerinin ara ve kapak pasolar& n& n veya ik#e diki#lerinin kayna &
!ekil 5.9. Uzun ark.
182
Kontak borusu mesafesi Diren &s&s& Ark gc Nfuziyet S&rama miktar&
kk kk byk derin az
Orta Orta Orta Orta Orta
byk byk kk s& ok
!ekil 5.10. Farkl makina ayarlamalar nda kontak borusu mesafesinin etkileri Kontak borusu mesafesinin artmas&na yol aan her #ey, yetersiz nfuziyete yol aar. Her bir tel elektrod ap& iin uygun kontak borusunun kullan&m& ok nemlidir. Boru ap&n&n gerekenden daha byk olmas&, serbest elektrod boyunu da nemli oranda byterek ak&m gei# noktas&n& (kontak borusundan tele kaynak ak&m& verilen nokta) uzat&r - kontak borusu iinde ak&m gei# noktas&n&n de i#mesiyle yap&lan kaynak i#leminde planlanan de erlerden sapmalar ortaya &kar.
D$KKAT:
Oluk pozisyonundaki ik # e diki#lerinde bir pasoda olu # turulan en yksek ik # e diki# kal&nl& & la ls) 6 mm olmal & d & r. Daha kal & n ik # e diki # leri mutlaka ok pasolu olarak kasnak yap&lmal&d &r. Bu durumda ara ve kapak pasolar& dar pasolar olarak ekilmelidir. NK: Tek paso ile kaynak edilmi# kal&n ik# e diki#lerinde, ark kaynak banyosu zerinde yand& &nda, yan cidarlarda
183
birle # me hatas& ve nfuziyet azl& & tehlikesi mevcuttur. Dar paso tekni i ile bu tehlikeden ka &n &labilir. Ayr& ca m # teri veya kontrol eleman& n & n harici de erlendirmesi, uygun olmayan al&# ma prosedrnn yol aaca & yan cidar birle # me hatas&na msaade etmemektedir.
D$KKAT ED$LMEZSE:
D # k nfuziyet derinli i ve yan cidar birle # me hatas& olu # ur.
GSTER$M:
Oluk pozisyonunda ik #e diki# lerinde tek pasoda 10 mm kal&nl& &nda ik# e diki#i: Nfuziyet derinli i ok az ve yan cidar birle# me hatas & olu # mu # .
Oluk pozisyonunda iki pasoda (ilk tabaka tek paso ile ikinci tabaka iki paso ile) olu# turulmu # 10 mm kal&nl& &nda ik # e diki#i: d&# ar&dan da grlebilen temiz birle # me
5.8. Torcun Tutulu,u
Kaynak&n&n torcu ynlendirdi i tutu# a&s&, genel olarak para yzeyinin normaliyle (para yzeyine dik eksen) 10-20 'lik bir a& yapar. Tam mekanize kayna &n aksine elle kaynakta, kaynak&n&n gaz memesi yan&nda kaynak banyosunu grebilmesi iin torca bir e im vermesi (torcu e ik tutmas&) gerekir. Bu farkl& tutu#lar, -t&pk& oksi-asetilen kayna &ndaki sa a ve sola kaynak gibi"ne" ve "arkaya kaynak" olarak adland&r&l&r (*ekil 5.11). Tm bu tan&mlar, sa eliyle kaynak yapan kaynak&lar iindir. Sol elini kullananlar iin ynler terstir.
184
!ekil 5.11. ne ve arkaya kaynak tekniklerinin gsterili'i ve nfuziyetin de$i'imi ne kaynakta nfuziyet daha s& d&r. Bu teknik, ince diki#lerin h&zl& yap&lmas&n&n gerekti i durumlarda kullan&l&r. Arkaya kaynakta ise (sa elle kaynakta soldan sa a) nfuziyet daha derindir. Yukar&dan a#a &ya diki#ler arkaya kaynak tekni i ile kaynak yap&l&r. Kal&n paralardaki geni# a &z a&lar& halinde, ark&n a &z kenarlar&na ula#abilmesi iin kaynak&lar&n torca enine bir hareket vermesi gerekir. Bu yap&lmazsa erimi# kaynak banyosu a &z kenarlar&na ula#amaz ve sonuta birle#me hatalar& olu#ur. 'yi bir kaynak&, bu nedenle, erimi# kaynak banyosunun tmn gzler ve koruyucu gaz&n btn banyoyu ayn& anda korumas&n& sa lar. ne veya arkaya kaynakta, bunun gerekle#tirilmesinden kaynak&n&n kendisi sorumludur. Genel olarak sprey arkla veya uzun arkla kaynakta s&v & haldeki kaynak banyosunun, iyi bir banyo emniyet dzeniyle kkn fazla sarkmas&n& nlemek gerekir, (ik#e kayna &ndaki gibi) diki# formu kendili inden bir banyo emniyeti olu#turmuyorsa, banyo emniyetinin ya diki# haz&rl& & s&ras&nda (rne in yuvarlak diki#lerle birle#tirilmesi gereken dnel paralarda merkezleme faturalar&yla) veya ilave birtak&m kullanarak sa lanmas& gerekir (altl&k k&zak, yataklama halkas&, bak&r altl&k k&zak, seramik altl&k). Bazen kk paso k&sa ark tekni iyle kaynak yap&l&r ve banyo emniyeti olarak dolgu pasolar& yksek ak&mla ekilir. Yukar&dan a#a &ya kaynak, pasolar&n profilini iyile#tirir ve bu teknik, zellikle tam mekanize kaynakta sabit torla kaynak edilen yuvarlak diki#lerde uygun tor pozisyonunun seimiyle kullan&labilir. En iyi diki# profiline ula#mak iin, ik#e diki#leri de yukar&dan a#a &ya do ru kaynak edilir. *ekil 5.12'de farkl& makina ayarlar&nda torcun tutulu#unun etkileri zetlenmi#tir.
185
!ekil 5.12. Ayn makina ayarlar nda torcun tutulu'unun etkileri
D$KKAT: Torcun tutulu#unun nfuziyete etkisini gz nnde bulundurunuz.
186
NK: Nfuziyet derinli i ve nfuziyet formu pek ok faktrden etkilenir: Elektrod ap&, ark boyu, kaynak ak&n&:, kaynak h&z&, koruyucu gaz tr, para kal&nl& &. Ay&n #ekilde etkiyen di er h&r faktr de torcun tutulu# e imidir. ne kaynakta nfuziyet d#ktr (kk paso iin, ince salar&n kayna & iin, ince tek pasoda ik#e diki#leri iin, CrNi-eliklerinde d#k &s& girdisi iin uygundur) ve arkaya kaynakta nfuziyet derindir (yatay pozisyonda kapak pasolar& iin kal&n ik#e diki#leri iin, kkn ters taraftan kayna & iin uygundur).
D$KKAT ED$LMEZSE:
Nfuziyet ok s& veya ok derin olabilir. Genel olarak bu hata sonradan giderilemez.
GSTER$M:
D$KKAT:
Farkl& kal&nl&ktaki salar&n ik#e diki#lerinin kayna &nda, ya torcun e imini, ark& daha ok kal&n saca do ru ynlendirecek #ekilde ayarlay&n& z (a#a & daki 2.#ekilde gsterildi i gibi torcun eksen izgisi kk noktas&ndan geecek #ekilde tutulmal&d&r) veya tor e inin a&s&n& 45'ye ayarlay&n& z, ancak bu durumda torcun eksen izgisi 2-3 mm kal&n saca do ru kayd&r&lmal&d&r (#ekil 3) NK: Farkl& kal& nl& ktaki salar *ekil l 'de gsterildi i gibi kaynak edilirse, (ince satan geen) d#k ak&m #iddetinde kal&n sa gerekti i #ekilde kaynak edilemez. Bu durum, birle#me hatas&n&n ba#l&ca nedenidir. (Kal&n satan geen) yksek ak&m #iddeti halinde ise, ya yanma olu u meydana gelir veya ince sala delinme olur. Yatay ik#e diki #lerinde kal& n olan sa mmkn oldu u kadar yatay pozisyonda olmal&d&r. Bu #ekilde kaynak banyosu hibir durumda kontrolden &kmaz.
D$KKAT ED$LMEZSE:
Birle#me hatas& ve/veya yanma olu u meydana gelir. Bu tip hatalar daha sonradan giderilemez: bu nedenle olu#mamalar& sa lanmal&d&r.
187
GSTER$M:
*ekil 2. Farkl& kal&nl&kta salar&n kayna &nda torcun asimetrik tutulu#u.
D$KKAT:
Torcu ok e ik tutmay&n&z; tersine, mmkn oldu u kadar para yzeyine dik tutunuz. NK: Koruyucu gaz ak&#&, malzeme yzeyine ok e ik geldi inde (soldaki #ekil) "emme etkisi" nedeniyle ark blgesine hava emilebilir. Bu halde koruyucu gaz formu bozulur. Sonuta kaynak diki#inde gzenek (zellikle alminyum esasl& malzemelerde) ve diki# st yzeyinde de kuvvetli oksit (zellikle CrNi-eliklerinde) olu#ur.
D$KKAT ED$LMEZSE:
Diki#te gzenek, Diki# st yzeyinde oksit olu#ur. Hatalar&n giderilmesi iin hatal& diki#ler sklmeli (rne in ta#lanarak, termik yntemlerle oyularak) ve yeniden kaynak edilmelidir. Bu durumda yeniden &s& girdisi etkisine dikkat edilmelidir (igerilmeler, arp&lma, &s&n&n tesiri alt&ndaki blgede iyap& de i#imleri bak&m&ndan).
GSTER$M:
D$KKAT:
Kaynak isiniz iin gerekli koruyucu gaz miktar&n& do ru seciniz, - ne ok az ne de ok fazla.
NK:
188
Koruyucu gaz& d#k debiye ayarlayan, d#k gaz korumas& elde eder. Bu herkes iin geerlidir. Ancak koruyucu gaz& ok byk debilere ayarlayan, gaz, korumas&n& iyile#tirmez. Bu durumda gaz memeden yksek h&zda &kar ve bu da koruyucu gaz ak&#&n&n girdapl& olmas&na yol aar. Girdap ise havay& koruyucu gaz iine emer.
D$KKAT ED$LMEZSE:
Gzenek olu#ur. Hata olu#tu unda hatal& diki#ler sklmeli (rne in ta#lanarak, termik yntemlerle oyularak) ve yeniden kaynak edilmelidir. Bu durumda yeniden &s& girdisi etkisine dikkat edilmelidir (igerilmeler, arp&lma, &s&n&n tesiri alt&ndaki blgede iyap& de i#imleri bak&m&ndan).
GSTER$M:
D$KKAT:
Kaynaktan nce kaynak a z&ndaki tm ya , gres, boya, nem, pislik ve di er safiyetsizlikler temizlenmelidir. Sadece temiz kaynak tellerini, kaynak ubuklar&n& ve tel elektrodlar& kullan&n&z..
NK:
Safiyetsizlikler, kaynak &s&s& ile znr ve koruyucu gaz atmosferini bozan gazlar olu#turur. Sonuta gzenek meydana gelir. Bu zellikle alminyum ve ala#&mlar&nda kritiktir, nk yan&na rnleri gzenek yap&c& hidrojen ierir. Yanma rnleri karbon da olu#turdu undan, bu durum CrNi-elikleri iin de kritiktir. Sonuta karbon art&#& ve malzemenin hasara u ramas& sz konusudur (kaynak diki#inde yksek oranda karbon ieri i, taneler aras& korozyonu artt&ran bir unsurdur).
D$KKAT ED$LMEZSE:
Gzenek olu#ur.
GSTER$M:
189
D$KKAT: Koruyucu gaz rtsnn hava ak&m& ile flenmesine izin vermeyiniz. Kaynak ortam&n& hava ak&mlar&nda koruyunuz. NK: Gaz, memesinin evresindeki koruyucu gaz rts herhangi bir ynden gelen hava ak&m & ile bozulabilir. Bunun farkl& nedenleri vard&r: a&k kalm&# kap& veya pencereler, s&cak hava fleyicileri uygun yerde durmayan kaynak makinalar&n&n fan menfezleri. Kaynak banyosunun koruyucu gaz taraf & ndan tam korunamamas&, gzenek olu#umuna yol aar. Hava ak&mlar& n& n nedenleri belirlenemiyorsa, kaynak yap&lan nokta yerel olarak rtlerin kullan&lmas&yla korunmal& d& r (genellikle koruyucu paravanlar kullan&labilir). D$KKAT ED$LMEZSE: Gzenek olu#ur. GSTER$M:
D$KKAT: Tek pasolu kaynakta ve kkn kayna & nda, kkn iki cidar&nda da birle#me hatas& olmaks& z&n emniyetli #ekilde kayna & iin torcun kenarlara simetrik #ekilde tutulmas& gerekir. Ara ve kapak pasolar&nda ise alttaki mevcut pasolarla iyi bir diki# kontum olu#turmaya dikkat edilmelidir. NK: 'nce salarda (st #ekil s&ras&) kaynak a z&n&n geni#li i, mevcut pasolar&n zerine torcun o unlukla simetrik
190
tutulu#una msaade eder. Ancak kal&n salarda dar kaynak a &zlar&nda (alt #ekil s&ras&) bu uygulama pek mmkn de ildir. Kontak borusu me#alesinin byk olmas& da pek yard&mc& olamaz, nk sprey ark uygulamas&nda kontak borusu me#alesinin 20 mm'yi a#mamas& gerekir. D$KKAT ED$LMEZSE: Diki# kenarlar& nda birle#me hatas&; Gzenek (alt #ekil s&ras&ndaki b durumu) olu#ur. Hatan&n giderilmesi: Muhtemel hata kaynaklar&, daha byk bir a &z a&s& ve diki# kont urunu gre simetrik tor tutulu#u ile giderilir. GSTER$M:
D$KKAT: Para kablosunu paraya tutturmada kullan&lan yard&mc& aletlerin tmn (kutup ba lama vidas&, para ba lant& klemensi) iyi durumda tutunuz. Para kablosunu ba larken boya veya di er kaplama tabakalar&n&n izolasyon etkisi yapaca &n& gz nnde bulundurunuz.
NK:
Resimlerde gsterilen kelepir alet ve edevata pratikte s&k s&k rastlanmaktad&r. *ekil l, kk bir kaynak
191
i#letmesinde para zerine takmak zere bir kancan&n e ilmesiyle olu#turulmu# bir borudur. Yedek olarak vericin kutup vidalama klemensi ( *ekil 2) k& sa sre sonra vidalama zelli ini kaybetmesi sonucu zelli ini kaybetmi#tir. *ekil 3 ve 4 te gsterilen penseler, para ile iyi bir temas olu#turur, ancak bunun iin do ru zamanda de i#tirilmeleri gerekir. D$KKAT ED$LMEZSE: Kaynak ak&m devresinde gerilim d#m; enerji kayb&: kaynak makinas&n&n ba lant& yerlerinde msaade edilmeyen derecede & s& nma ortaya & kar. De i #en diren nedeniyle MIG/MAG ark& n boyunun de i#mesi s&ras&nda ark&n stabilitesi kaybolur. I latan&n giderilmesi iin paralar dzenli olarak muayene edilmelidir. Hasarl& paralar hemen de i#tirilmelidir D$KKAT: Para kutuplamas& iin manyetik kutup klemensi kullan&yorsan&z, para zerine di er klemenslerin tespiti basitle#tirmek iin para ile kutuplama klemensi aras&ndaki yzeyin temiz olmas&na dikkat ediniz (s&ramalar olmayan yzeyler!). NK: Kaynak ak& n& devresindeki -ayr& ca para ile kaynak makinas& aras& ndaki- yksek diren, sadece enerji sarfiyat&na yol amakla kalmaz, ayn& zamanda ayar de erlerinin de bozulmas&na yol aar. Direncin de i#mesinin ve dzensiz ark olu#mas&n&n para zerinde yol at& & yanm&# blgelere dikkat edilmelidir. Bu durum, o u kez m#teri servisine muhtemel bir ar & za nedeni olarak bildirilebilmektedir. M&knat&sl& para kutup eleman&na yap&#m&# tozlar nedeniyle, koruyucu hal dahi hasar grebilir. D$KKAT ED$LMEZSE: Kt kontak; dzensiz ark meydana gelir. Hatan&n giderilmesi iin m &knat& s&n hem kendi yzeyi hem de tutturuldu u para yzeyi temizlenmelidir. Problem devan& etti i zaman ba#ka trl kutuplama tertibatlar& kullan&lmal&d&r. GSTER$M:
192
5.9. Puntalama
Kaynaktan nce o u kez paralar&n puntalanmas& gerekir. E er son kaynaktan nce puntalama yerleri ta#lanmazsa, yanl&# al&#ma tekniklerinde zerine kaynak yap&lan punta yerlerinde kaynak hatalar& ortaya &kabilir. Puntalamada k&sa ark blgesinin zor pozisyonlara uygunlu undan faydalan&l&r. rne in 1,2 mm apl& tel elektrod, 160 A ve 20 V ile kaynak yap&l&r. Puntalama yerlerinin zerine kaynak yap&lmas& gerekiyorsa, -rne in boru kayna &ndaki gibipunta yerlerinde kaynak metalinin a#&r& ta#mas&n& nlemek gibi zel nlemlerin al&nmas& gerekir. Diki#in grn# ve hatas&z bir iyap& olu#turmak mmkn olmayabilir. Bu nedenle puntalaman&n mmkn mertebe k&sa yap&lmas& gerekir. Puntalama kayna &ndaki kaynaklar& da muayene edilmelidir. Puntalama yerinde doldurmam&# kriterlerin yol at& & atlaklar grlmektedir. Do ru al&#ma tekni iyle rne in ark&n ba#lang& noktas&nda tekrar geri getirilmesi ve bo# kraterin eritilerek tekrar doldurulmas&yla bu hata giderilebilir.
D$KKAT: Kaynak diki#inin bzlmesini nlemek iin do ru aral&kla ve uygun say&da punta noktas&ndan puntalama yap&n&z. NK: Kaynak diki#leri her ynde bzlr. Bzlmelerin l de i#imlerine ve arp&lmalara yol amad& & yerde igerilme olu#ur. Bzlmenin yksekli i, malzeme zelliklerine ve kaynak yntemine ba l&d&r. Bu nedenle yukar&da verilen de erlerin her bir imalat&n&n prati ine uygun olup olmad& & kontrol edilmelidir. Puntalamadan sonra kk aral& &, kkn tamamen kaynak edilebilmesine yeterli byklkte olmal & d& r. Puntalama noktalar &, daha sonraki kaynak i #lemleri ile bozulmayacak derecede sa lam olmal&d&r. D$KKAT ED$LMEZSE: arp&lma, yksek seviyede gerilme ve tan& kaynak edilmemi# kk olu#ur. GSTER$M:
Salar&n al&n kayna &nda puntalama iin tavsiye de erleri:
193
5.10. Yukar#dan A,a #ya ve A,a #dan Yukar#ya Kaynak
Dikey pozisyonda, ince salar daima yukar&dan a#a &ya kaynak yap&l&r. Bu #ekilde yksek bir kaynak h&z&na ula#&l&r ve nfuziyet derinli i ile diki#in grn# daha iyi kontrol edilir. Kal&n salardaki yukar&dan a#a &ya al&n diki#lerinde kk pasonun sal&n&m yapt&r&lmadan yukar&dan a#a &ya kayna & ok nemlidir. Di er pasolar a#a &dan yukar&ya ve sal&n&m hareketi verilerek kaynak yap&lmal&d&r. 1,6 mm kal&nl& &nda tel elektrodlarla a#a &dan yukar&ya kaynak, kal&n salar&n (sa kal&nl& & 25 mm'nin zerinde) kayna &nda ba#ar&yla uygulanmaktad&r. Torcun dikey pozisyondaki kaynakta tutulu# a&s&, kaynak ynne ve gerekli kaynak banyosu kontroluna ba l&d&r. Yukar&dan a#a &ya kaynakta (ince salarda veya kk paso kayna &nda) kaynak banyosunun hafife yukar &ya do ru ynlendirilmi# arkla desteklenmesi gerekti inden, ne kaynak tekni i uygulan&r. A#a &dan yukar&ya diki#ler arkaya kaynak tekni iyle kaynak yap&l&r.. Burada bilgi ve becerisi yksek ve diki# kenarlar&na do ru, uygun tutu# a&s&yla arka sal&n&m hareketleri verebilecek kaynak&ya ihtiya vard&r. Bu nedenle a#a &dan yukar&ya kaynak, daha yksek kaynak& kalifikasyonuna ihtiya gsterir. Yukar&dan a#a &ya kayna a gre a#a &dan yukar&ya kayna &n kalitesinin daha yksek olmas& gerekir. Yukar&dan a#a &ya kaynakta erimi# banyonun ark&n nnde akmas& nedeniyle so uk yap#,ma tehlikesi mevcuttur. A#a &dan yukar&ya diki#lerle kaynak yap&lan ik#e ba lant&lar&, *ekil 5.13'te gsterildi i gibi bir sal&n&m hareketine ihtiya gsterir.
D$KKAT: A#a &dan yukar&ya pozisyonda "bata etkisi" 'ne ve ok byk kaynak banyolar& zerindeki koruyucu gaz rtsnde olu#abilen "termik yukar#ya do ru bas#n"a da dikkat edilmelidir. NK: A#a &dan yukar&ya do ru diki#lerde, &s&nan hava yukar&ya do ru hareket eder ve bu ak&# koruyucu gaz rtsn bozabilir. Yatay kaynak edilen diki#lerin geni# sal&n&ml& kapak pasolar&nda ok byk kaynak banyolar& olu#ur. Bu tr durumlarda koruyucu gaz rts yksek s&cakl&k nedeniyle a#&r& &s&n&r ve sonuta termik olarak yukar&ya do ru bas&n olu#turan trblanslar meydana gelebilir. D$KKAT ED$LMEZSE: Kaynak banyosunun koruyucu gazla korunmas& zay&flar ve gzenek olu#ur. Hatan&n giderilmesi iin hatal&
194
yerler uzakla#t&r&lmal& (rne in ta#lama ile keski ile oyularak, termik yntemlerle oyularak) ve yeniden kaynak edilmelidir. Bu durumda yeniden &s& girdisi etkisine dikkat edilmelidir (rne in i gerilmeler, arp&lma, ITAB'da iyap& de i#meleri). GSTER$M:
195
!ekil 5.13. Pozisyon kayna$ rnekleri a) Sa kal nl $ 3 mm, dikey, tel elektrod ap 0,8 mm, 20 V, 120 A. b) Sa kaimin 3 mm, dikey, tel elektrod ap 0,8 mm, 20 V, 120 A c) Sa kal nl $ 12 mm, dikey, tel elektrod ap 1,6 mm, 20 V, 160 A d) Sa kal nl $ 12 mm, dikey, tel elektrod ap 1,6 mm, 20 V, 160 A e) Sa kal nl $ 12 mm, yatay, tel elektrod ap 1,6 mm, 20 V, 160 A
196
f) Sa kal nl $ 12 mm, tavan, tel elektrod ap , 1,6 mm, 20 V, 140 A
D$KKAT: Yukar& dan a#a &ya ik#e diki#i yap&laca & zaman, yatay pozisyon iin seilmi# ark gerilimini azalt&n&z; tel ilerleme h& z&n& % 30 d#rnz ve bylelikle ak&c& haldeki kaynak banyosunu kltnz. Pasolar& dar ve s&k paso olacak #ekilde ekiniz. NK: Yukar&da a#a &ya kaynakta, kaynak banyosu byk oldu unda, banyonun a#a &ya ak&na tehlikesi mevcuttur. 13u nedenle eritme gc s&n&rlanarak banyonun kk tutulmas& gerekir Ancak ayn& zamanda ok h&zl& kaynak yap&lmal&d&r; bu #ekilde banyo h&zl& kat&la#&r; bir pasonun kal&nl& & a= 3,5 mm ile s&n&rlanmal&d&r. D$KKAT ED$LMEZSE: Kaynak banyosu a#a &ya akar; kkte ve yan kenarlarda yetersiz nfuziyet; baz& durumlarda: yan kenar birle#me hatas& meydana gelir. GSTER$M:
5.11. Tavan ve Korni, (Ufki) Pozisyonunda Kaynak
Salar&n tavan kayna &nda, sal&n&m hareketi olmaks&z&n yksek h&zl& ve k&sa ark boyuyla kaynak yap&lmal&d&r. Bu zor pozisyon iin kaynak ak&m&n&n mmkn olan en d#k de erinde olmas& gerekir. Korni# (ufki) pozisyonda, dar pasolarla kaynak yap&l&r. Nfuziyetin kontrol, k&sa ark blgesinde yatay veya dikey pozisyonda iyi sonular al&nsa da, korni# pozisyonunda ok iyi yap&lamaz (*ekil 5. 14).
197
!ekil 5.14. Altl k kullan lmadan, e'itli kaynak pozisyonlar nda tam nfuziyetli kaynak. Sa kal nl $ : 12 mm, ark gerilimi 20 V, kaynak ak m 150 A. koruyucu gaz: CO2
5.12.
Boru Birle,tirmelerinde Pozisyon Kayna #
*ekil 5.15, a#a &dan yukar&ya ve yukar&dan a#a &ya kaynaktaki problemleri, bir boru birle#tirme rne inde gstermektedir. A#a &dan yukar&ya kaynakta kaynak ak&m &n&n ark& yakma sresi biterken k&sa devre fazlar&ndan sonra, tel elektrodun ucu do rultusundaki kat&la#m&# kaynak banyosunun yzeyi bzlr. Yukar&da a#a &ya kaynakta ise kaynak banyosu yerekimi kuvvetinin etkisi alt&nda, tel elektrodun ucunun aksi ynnde a#a &ya do ru sarkar ve bu #ekilde yeni bir k&sa devre olu#umunu destekler. Boru kayna &nda da genellikle -salar&n dikey pozisyonda al&n kayna &ndaki gibi- kk, yukar&dan a#a &ya ve dolgu (ara) ve kapak pasolar& ise a#a &dan yukar&ya pozisyonda kaynak yap&l&r. Borular&n kayna &nda hatas&z kk olu#turmak iin kk aral& & (kkn paralel yzeyleri aras&ndaki mesafe) ve tel elektrodun ap& en nemli de erlerdir.
5.13.
Tam Mekanize Kaynak
MIG/MAG kayna &, tam mekanizasyona son derece uygundur. Elle ok zor yap&labilen baz& diki#ler (rne in d&# k#e diki#leri), ark&n kaynak yerine ula#t&r&labilmesi #art&yla tam mekanik olarak ok rahat kaynak yap&labilir.
198
A &z kenarlar& ve kk paso, ark taraf&ndan &s&t&l&r. Erimi# metal, daha nce kaynak edilmi# diki#in iyap&s&na destek olur.
Kaynak banyosu ark&n nnde akar a &z kenarlar& sadece &slan&r ve bu birle#me hatalar&na yol aar.
!ekil 5.15. Boru kayna$ nda kk pasoda ve dolgu pasolar nda, yukar dan a'a$ ya ve a'a$ dan yukar ya al 'ma teknikleri. Yksek kaynak h&zlar&n&n ayarlanabilmesi gibi, kaynak #artlar& alan& nemli oranda geni#letilir. 'nce
199
salarda 2,5 m/dak 'l&k kaynak h&zlar&yla kaynak yap&labilir. Daha yksek kaynak h&zlar&nda yanma olu u tehlikesi ortaya &kar. Paran&n e ik tutulmas& ve yukar&dan a#a &ya kaynak ile daha fazla bir iyile#me sa lanabilir. Yksek ak&mla kaynakta oluk pozisyonu, di er pozisyonlara oranla daha avantajl&d&r (*ekil 5.16).
!ekil 5.16. 25 mm kal nl $ ndaki sata ik'e diki'lerinin formu. Ark gerilimi: 42 V, kaynak ak m : 650 A; kaynak h z : 250 mm/dak; koruyucu gaz: CO2. Solda: oluk pozisyonu, sa$da: yatay pozisyon Yuvarlak diki#ler, mmkn oldu unca tam mekanize kaynak edilmelidir. Basit bir dndrme tertibat&, byk bir verim art&#& sa layabilir. Boru ister dnel ister sabit olsun, MAG kayna & yuvarlak diki#lerin tam mekanize kayna & iin en uygun yntemdir. Sabit bir boruda 0,8 - 1,2 mm apl& tel elektrodlarla k&sa ark tekni i kullan&l&r. Yuvarlak diki#, biri saat 12 ve di eri saat 6 konumunda ba#layan iki yar&m paso ile kaynak edilir. Ka paso ekilece i borunun cidar kal&nl& &na ba l&d&r. Boru dnebiliyorsa, ark&n konumu byk nem ta#&r. Saat ibreleri ynnde dnen bir borudaki evresel diki#te, kaynak torcu st l noktan&n nnde, saat 12 ile saat 2 konumu aras&nda bulunur (*ekil 5.17).
200
!ekil 5.17. Tespit edilmi' bir torla yuvarlak diki'lerin kayna$ . *ekil 5.18de ise, boru kayna &nda torcun e#itli konumlar&na gre erimi# banyonun ve kat&la#m&# kaynak diki#inin enkesitleri verilmi#tir.
201
!ekil 5.18. Boru kayna$ nda torcun konumuna ba$l olarak banyo ve diki' enkesitleri
Bu #ekilde daha iyi bir diki# formuna sahip ve tam nfuziyetli yukar&dan a#a &ya bir kaynak olu#ur. K&sa ark blgesinde kaynak yap&ld& & srece, tor boru evresinin ba#ka bir yerinde de bulunabilir ancak bunun aksine, sprey veya uzun ark halinde torcun konumu, hafife yukar&dan a#a &ya pozisyonda dar bir kaynak blgesi ile s&n&rlanm&#t&r; bu halde kaynak banyosu kontrol edilemez. Tam mekanize kaynakta kaynak de erleri elle kaynaktakine k&yasla tam olarak sabitlenebilir. Yksek ak&m #iddetlerinde nfuziyete etkisi daha iyi bilinebilir. 25 mm kal&nl& &ndaki bir levha zerinde kr paso ile kaynakta elde edilen sonular&n zetleri *ekil 5.19'da gsterilmi#tir. Burada verilen de erler CO2 koruyucu gaz& iin elde edilmi#tir; dolay&s&yla grafiklerdeki e rilerin e ilimi tm koruyucu gazlar iin geerlidir.
202
!ekil 5.19. Kaynak de$erlerinin diki'in geni'li$ine ve derinli$ine etkisi
203
Kaynak pasosunun geni#li i, ark gerilimine ve kaynak h&z&na ba l& olup torcun tutulu# a&s&na ve kontak borusu mesafesine (serbest elektrod boyu) daha az ba l&d&r. Nfuziyet esas olarak kaynak ak&m& taraf&ndan belirlenir. 450 A ve 850 A aras&nda (30 - 45 V'luk ark gerilimi ile), ak&m #iddetiyle do ru orant&l&d&r. Daha yksek bir elektrod ilerleme h&z& ve kontak borusu mesafesi gerekti inde, kaynak ak&m& ve dolay&s&yla nfuziyet azal&r. Ayn& zamanda artan diren etkisi (l2 .R-etkisi) sonucu diki# geni#ler; elektrod do rultusundan sapacak #ekilde e ilir.
D$KKAT: Kayna & abuk yap& n& n. Geni # sal& n&ml& pasolardan ka& n& n& z, Kaynak banyosunun yay&lmas&na msaade etmeyiniz. NK: Ark a &z kenarlar&n& ve diki# kkn eritmeli ve ak&c& banyonun /erinde durmamal&d&r Ancak bu durumla, ok dar a &z a&l& bir V-diki#le veya eriline gc yksek seilmi#se veya kaynak h&z& ok yava#sa -zellikle bu hatan&n birlikte olmas& durumunda- kar#&la#&l&r ok byk bir kaynak banyosu, koruyucu gazla yeterli #ekilde korunamaz. D$KKAT ED$LMEZSE: Birle#me hatas& ve gzenek olu#ur. GSTER$M:
5.14. Kal#n Salar#n Kayna #
Kal&n salar&n kayna &nda diki# geni#li ine oranla nfuziyet ok derin oldu undan, diki# ortas&nda kat#la,ma atla # tehlikesi mevcuttur. *ekil 5.20, 75 mm kal&nl& &ndaki levhalarda birka muhtemel a &z haz&rl& &n& gstermektedir. Tm de ba#ar&yla uygulanm&# bu muhtemel a &z haz&rl&klar&nda, uygun ' olmayan tane irile#mesi gsteren dar ve derin kaynak pasolar & olmad& &ndan (diki# ortas&nda boylamas&na bulunan ve o u kez s#cak atlak olarak grlen) kat&la#ma atlaklar& nlenmi#tir. *ekil 5.20-a ve -b 'deki U diki#leri, kk aln&n&n yksekli i bak&m&ndan birbirinden ayr&l&r. Yakla#&k 3
204
mm'lik bir kk aln& yksekli inde ve yakla#&k 2,5 mm'lik bir kk a&kl& &nda dikey pozisyonda k&sa arkla kaynakta iyi bir kk olu#umu elde edilir (#ekil 5.20-a); daha yksek ak&mlarda ise kk al&n yksekli i yakla#&k 5 mm'ye &kar &labilir ve kk a&kl& & verilmez. Byle bir yksek ak&m blgesinde tam mekanize kaynak halinde kk biraz daha bytlebilir; bu sayede 700 AAlik bir kaynak ak&m&na kadar istenen de erlere ula#&l&r (#ekil 5.20-b). E er U a z& mmkn de ilse veya ok masrafl&ysa, #ekil 5.20-c'deki a &z formu uygulanabilir. Bu #ekilde kk blgesindeki diki# uygun geni#liktedir ve kat&la#ma atla & tehlikesi mevcut de ildir; alevle kesilmi# 40 'lik bir a &z a&s&na sahip 6 mm geni#li inde bir kk'e, adet kr paso ekilir. *eklin yan&nda gsterilen makro foto rafta bir tarafta k&sa ark tekni iyle dikey pozisyonda yap&lm&# bir diki# ve di er tarafta da oluk pozisyonunda sprey ark ile yap &lm &# bir diki# gsterilmektedir. *ekil 5.20-d'de gsterilen 75 mm kal&nl& &ndaki levhadaki K-diki#i, ba#ar&yla yap &lm &#t&r: ilk olarak 1,6 mm apl& tel elektrod, 330 A ve 32 V ile 15 paso ekilmi#; daha sonra olu#an kaynak metalinin yzeyine yakla#&k 23'lik bir e im verilmi#tir. Di er pasolarda kaynak banyosunun bu #ekilde tutulmas& mmkn olmam&#t&r; bu nedenle kalan diki# 160 A ve 21 V ile k&sa arkla kaynak edilmi#tir. MAG kayna &, tm kaynak pozisyonlar&nda iy bir nfuziyete sahip yksek nitelikli kaynak ba lant&lar& verir. *ekil 5.20-e'deki K diki#leri, 75 mm kal&nl& &ndaki levhalarda oluk ve dik pozisyonda kaynak edilebilir. Oluk pozisyonunda kaynak edilen K diki#inin yar&s& *ekil 5.20-f'de gsterilmi#tir. Diki#in arka taraf&, kar#& pasonun ekilmesinden nce oyulmu#tur. Tam mekanize kaynakta, MAG kayna &nda diki# formunda bir cruf tehlikesi ve -*ekil 5.16'da gsterildi i gibi- uygun olmayan bir diki# profili olu#abilece inden, oluk pozisyonu tercih edilir.
205
206
!ekil 5.20. 75 mm kal nl $ ndaki levhalarda a$ z haz rl klar
a) elle kaynak edilen al n diki'i; U-a$z haz rlanm '; kaynak ak m dikeyde 150 A. Yatayda 350 A. elle kaynak edilmi' al n diki'i; kenarlar alevle kesilmi', kk aln na kr paso/ar kaynak edilmi', dikey elle kaynak edilmi' al n diki' i; kaynak pozisyonu korni' pozisyonu, kenarlar alevle kesilmi', ilk paso elle kaynak edilen K-diki' i; kenarlar alevle kesilmi', kaynak pozisyonu dikeyde 150 Amperle (solda) elle kaynak edilen yar m K diki'i; kenarlar alevle kesilmi', oluk pozisyonunda 350 A ile
b) tam mekanize kaynak edilen al n diki'i; U a$z haz rlanm ', kaynak ak m yatayda 700
c) d) e) f) 150 Amper'le kaynak edilmi' (resimdeki alt diki'), yatay 350 A'/e kaynak edilmi' (resimdeki st diki') 350 Amperle, kalan pasolar 150 /A'/e. ve oluk pozisyonunda 150 Amperle (sa$da
207
5.15. Banyo Emniyeti ve Para Kenarlar#n#n Birbirine Uyumu
X a &zlar&nda ilk pasolar sprey veya uzun arkla kaynak edilmek zorundaysa veya borular&n kayna &ndaki gibi kaynak diki#ine tek taraftan ula#&labiliyorsa, kaynak edilen kenarlar&n birbirine tam uyumuna dikkat edilmelidir. Ark bas&nc&n&n yol aabildi i, kaynak diki#inin kkten sarkmas&, banyo emniyeti sa lamak iin altl&k kullan&m&yla nlenebilir. Bu altl&klar ya paradan ayr&lmaz (para malzemesi ile ayn& veya benzer malzemeden imal edilmi#tir) veya sadece geici amala konulur (burada genellikle bak&rdan mamul altl&klar kullan&l&r). Sabit h&zl& ve ayn& nfuziyetli tam mekanize kaynakta, a &zlar&n haz&rl& & -zellikle kk aral& & ve kenar kaymas&- dar s&n&rlar ierisinde tespit edilmi#se ve bu s&n&rlar iinde tutulacaksa, bazen banyo emniyeti iin zel nlemlerden ka&n&labilir. X diki#lerinde zel dar toleranslar gerekir: 10 mm kal&nl& &nda 0,5 mm kk aral& &; 25 mm kal&nl& &nda levhalarda 1,5 mm kk aral& &. *antiyede bulunan 20 mm et kal&nl& &ndaki borular&n pozisyon kayna &nda iyi bir kk olu#umuna ve tatminkr bir nfuziyete, sadece 2,5 mm 0,8 mm'lik bir kk aral& &nda emniyetle ula#&labilir. Kk aral& &n&n 1,5 mm 'ye d#rlmesi halinde kkte tam nfuziyet elde edilemez. Tersine olarak 3,5 mm 'ye ykseltilmesi durumunda ise, diki# ok geni# olur ve bu nedenle kkte a#&r& sark&nt&lar meydana gelir. Seramikten veya seramik madde kapl& elikten altl&klar bu amala ba#ar&yla kullan&lmaktad&r. Bu altl&klar kkn sark&kl& &na kar#& kaynak diki#ini emniyete al&rlar ve kaynaktan sonra kolayca uzakla#t&r&labilirler. Deneyler gstermi#tir ki, e er iyi bir kk olu#turmak zere ortas& oyuk seramik altl&klar&n kullan&ld& &, 12 mm kal&nl& &ndaki kal&n salarda X-a &zlar&nda 300 A ve 30 V ile uzun arkla kaynak yapt&ktan sonra, kar#& pasonun kayna &ndan nce herhangi bir oyuk amak gerekmemektedir. Bu numuneler *ekil 5.21'de gsterilmi#tir.
!ekil 5.21. Seramik altl k kullan lmas yla diki' kknn olu'umu
208
a) sa kal nl $ : 6 mm; kk aral $ 3 mm; kenar kaymas : 3 mm kaynak 'artlar : 21 V, 140 A, tel elektrod 1,2 mm apl .
b) sa kal nl $ : 25 mm; kk aral $ : 3 mm; kaynak 'artlar : 34 V, 300 A, tel elektrod ap :1,2 mm
Kt uyum, ala#&ml& eliklerin ITAB'&nda hidrojenin yol at& & atlama tehlikesini de artt&rmaktad&r. 0,5 mm'den daha byk kk aral& & olan ik#e diki#lerinde, daha kk olanlar&na gre ITAB'da daha fazla atlama tehlikesi gzlenmi#tir.
D$KKAT: Bu ipucu, tm metaller ve zellikle krom-nikel elikleri iin geerlidir. Kkn kayna & s&ras&nda pasonun alt k&sm&na dikkat ediniz. Mmkn olan her durumda, bir altl&k veya yap&#kan band (CrNi-eliklerinde cam takviyeli alminyum folye) kullanarak bir koruyucu gaz beslemesi sa lay& n&z. Boru veya bas& nl& kab& uygun bir gazla (Argon veya #ekillendirici gaz) doldurunuz. Kritik durumlarda diki#in ait taral&ndan da koruyucu gaz veriniz (rne in titanyumun kayna &nda). NK: Boru kayna & gibi pek ok uygulamada, alt taraf&na iyi ula#&lamayan diki#lerde, bir sre sonra koro/yon ba#lar. Di er baz& durumlarda, mukavemet bak&m&ndan dz veya hafife sarkm&# d&#bkey bir kk paso olu#ur. Bir somunlu k&zak yard&m&yla (yuvarlak diki#lerde bir destek ekici ile) oksitlenmenin nlendi i ve ayn& zamanda sarkman&n s&n&rland& & bir kk paso sa layan koruyucu gaz beslemesi yap&l&r. Bas&nl& kaplarda ve boru hatlar&nda argon veya #ekillendirici gazla doldurma tavsiye edilir (bu halde gaz, d#k debiyle gnderilmeli ve kaptaki veya borudaki tm a&kl&klar ve aral&klar geici olarak kapat&lmal&d&r. D$KKAT ED$LMEZSE: CrNi-eliklerinde: diki# ali yzeyinin yanmas&, korozyon; Di er melallerde: kolu olu#mu# kk paso grlr. Halan&n giderilmesi iin sonradan bir i#lem, o unlukla mmkn de ildir. Diki# kk taraf&ndan kaynak edilmeli veya kke ula#&lam&yorsa diki# yeniden kaynak edilmelidir. GSTER$M:
209
D$KKAT: Gazalt& kayna &yla zerine kaynak yap&laca &ndan, puntalama yerlerindeki elle elektrik ark kayna &ndan kalan cruf kal&nt&lar&n& zenle uzakla#t&r&n&z.
NK:
rtl ubuk elektrodlarla puntalama yap&ld& & zaman, zenle uzakla#t&r&lamayan cruf kal&nt&lar&n&n zerinde kaynak yap&lmas& halinde bu cruf kal&nt&lar& gzenek olu#turur. Bu durumla, puntalama yerleri crufla rtl oldu u z.aman da kar#&la#&l&r. Cruf kal& nt&lar& uzakla#t&r&lam&yorsa, puntalaman&n gazalt& kayna &yla yap&lmas& ok daha iyidir.
D$KKAT ED$LMEZSE:
Gzenek olu#ur. Hatan&n giderilmesi iin cruf kal&nt&lar& uzakla#t&r&lmal&d&r. Cruf rtlerinden ka&n&lmal&d&r. Hatal& yerler uzakla#t&r&lmal& (rne in ta#lama ile keski ile oyularak, termik yntemlerle oyularak) ve yeniden kaynak edilmelidir. Bu durumda yeniden &s& girdisi etkisine dikkat edilmelidir (rne in i gerilmeler, arp&lma, ITAB'da iyap& de i#meleri).
GSTER$M:
5.16. MIG/MAG Kayna #nda Kaynak Diki,lerinde Grlen Hatalar
Tm kaynak yntemlerinde oldu u gibi, MIG/MAG kayna &nda da al&#ma kurallar&na uyulmamas& nedeniyle kaynak diki#lerinde hatalara rastlanabilir. Cruf kal&nt&lar& veya yanl&# al&#ma tekni in nedeniyle olu#an hatalar gibi baz& hatalar MIG/MAG kayna &nda nadiren ortaya &kar. Bunun nedeni, MIG/MAG kayna &ndaki dzeneklerin elle elektrik ark kayna &na oranla daha kompleks olmas&d&r. Kaynak makinas& belirli bir kaynak i#lemi iin do ru #ekilde ayarland& &nda, kaynak&n&n birka byk karakteristi e dikkat etmesi gerekir. Kaynak #artlar&n&n do ru seilmesinin temel kurallar&, bu blmde a&klanm&#t&r. A#a &daki alt ba#l&klarda, MIG/MAG kayna &nda rastlanan tipik hatalar zerine genel bir bilgi verilmi#tir. Yap&lacak en iyi #ey, bir hatan&n tan&nmas& ve bir daha
210
tekrarlanmamas& iin kaynak&ya ve kaynak #artlar&na ba l& faktrlerin ortadan kald&r&lmas&d&r. Ancak #uras& da unutulmamal&d&r ki, pratikte o u zaman ideal #artlar olu#turulamamaktad&r.
5.16.1. Gzenek Olu,umu
Gazlar&n s&v& metal iindeki znrl , metal so uduka azal&r -ve metalin s&v& halden kat& hale gei#i s&ras&nda znrlk byk bir oranda d#er. Kaynak banyosu kat&la#&rken s&v& metalde znm# haldeki art&k gaz d&#ar& &kamaz ve gaz kabarc&klar& olu#turur. Kaynak banyosunun kat&la#ma h&z& ok fazla ise, bu gaz kabarc&klar& banyo yzeyinden atmosfere ula#amaz ve diki# iinde gzenek olarak hapsolur. MAG kayna &nda genel olarak azot (N2), hidrojen (H2) ve karbonmonooksit (CO) gzene e yol aar. Bu gazdan azot, e er evredeki hava atmosferinden emilmi#se, MAG kayna &nda gzenek olu#umunun en kuvvetli nedenidir. Hidrojen, yzeydeki nemli tabakalardan veya boya tabakalar&ndan a& a &kar ve yeterli miktarda oldu unda gzenek olu#turur. Karbonmonooksit gzene i, ilave teldeki dezoksidasyon elemanlar & (silisyum, mangan, alminyum, titanyum veya zirkonyum) gerekenden d#k miktarda oldu unda, elikteki karbonun oksijenle reaksiyonu sonucu a& a &kar.
5.16.1.1. Azot Nedeniyle Gzenek Olu,umu
Koruyucu gaz olarak CO2 kullan&ld& &nda gzenek olu#umu iin s&n&r de er % 3 N2 olmas&d&r. Azot nedeniyle gzenek, daha ok kaynak makinas&nda kaynak&n&n yanl&# al&#ma tekni iyle al&#mas&ndan do maktad&r. Kaynak #artlar&, s&v& kaynak banyosunun azotu absorbe etme kabiliyeti ve dolay&s&yla gzenek olu#turmas& zerine byk etkisi vard&r. Kaynak h&z& da gzenek olu#umuna byk bir etki yapar. Yksek kaynak h&zlar&nda gzenek e ilimi azal&r. Azotun absorbsiyonu asl&nda kaynak ak&m&ndan veya kaynak h&z&ndan ba &ms&zd&r ancak bu iki de erin yksekli i, kaynak banyosu iinde, azot ieri i d#k olan esas metal eriyen miktar&n&n bymesine yolaar. Dolay&s&yla kaynak banyosu iindeki azot konsantrasyonu ve buna ba l& olarak gzenek olu#ma e ilimi d#er. Ayn& gerekeyle derin nfuziyet olu#turacak #ekilde yap&lan ok pasolu teknikte, azot ieri i d#k koruyucu gaz kullan&lmas& halinde gzenek olu#turma e ilimi yine d#er. Bu teknikte, nceki pasolar yksek azot ierse bile sonraki paso etkisiyle yeniden eridi inden gaz &k&#& sa lan&r. Paso say&s&n&n artmas&, azot ieri ini de d#rr. En st pasoda gzenek olu#umu tehlikesi ortaya &ksa da, koruyucu gazdaki azot ieri i % 3'ten az oldu unda bu tehlike ortadan kald&r&l&r. Koruyucu gaz&n havan&n azotundan korunmas&n&n sa lanmas&nda torcun girdaps&z bir ak&# sa lamas& da nemlidir. Bu kapsamda, torcun konstrksiyonu, ayr&ca gaz memesinin s&ramalardan dzenli olarak temizlenmesi, gaz ak&#&n&n dzgn olmas&n& sa lar. Koruyucu gaz ak&#&n&n girdapl& olmas&, kontak borusunun gaz memesi iinde eksantrik olmas&n&n
211
sonucu da olabilir.
5.16.1.2. Hidrojen Nedeniyle Gzenek Olu,umu
Koruyucu gaz olarak CO2'nin iindeki ok az bir hidrojen miktar& bile gzene e yol amaktad&r. Kaynak metalindeki hidrojenin en nemli nedenleri, para veya tel elektrod yzeyindeki su veya nemdir. Ayr&ca hidrojenin nemli bir menba& da tel elektrod yzeyindeki bak&r kaplaman&n gerekenden ince olmas& ve dolay&s&yla bak&r kaplamas& kt tellerde kaplaman&n alt&ndaki telin paslanmas&d&r. Boya ve di er koruyucu kaplamalar & da hidrojen ierdiklerinden gzenek olu#turacak miktarda hidrojenin a& a &kmas&na yol aarlar. Ya l& veya gresli yzeylerin kaynaktan nce buharla temizlenmesi gerekir.
5.16.1.3. Karbonmonooksit Nedeniyle Gzenek Olu,umu
Daha nce de a&kland& & gibi, tel elektrodun kimyasal bile#imindeki silisyum ve mangan gibi dezoksidasyon elemanlar&, CO-gzene inden ka&nmak iin nemlidir. Silisyumun bir k&sm& kaynak metalinde kal&rken gerisi dezoksidasyon rn olarak bir "cruf olu#turur. % 0,3'ten fazla Si ieren kaynak metali halinde sakinle,tirilmi, bir kaynak metali elde edilir. Artan ark gerilimiyle dezoksidasyon elemanlar&n&n byk bir oranda kaybolmas&, gzenek olu#umuna neden olur (*ekil 5.22).
!ekil 5.22. Artan ark gerilimiyle gzenek olu'umunun art ' n gsteren rntgen filmleri, a) 30 V; b) 34 V (% 0,3 Si); c) 38 V (%0,2 Si); d) 42 V: kaynak ak m 510 A; kaynak h z 30cm/sdak; koruyucu gaz: CO2.
Gzenek olu#umuna yol aan kritik durumlar a#a &da verilmi#tir: a) tel elektrodun, koruyucu gaz&n ve esas metalin uygun olmayan kimyasal bile#imi b) kaynak #artlar&n&n yanl&# seimi
212
c) gaz korumas&n&n nemden, havadan veya pas, ya ve boya gibi gaz yap &c& maddelerden temizlenememesi
5.16.2.
atlak Olu,umu
MIG/MAG kayna &nda farkl& tipte atlaklara rastlanabilir. Bir atla &n bulundu u yer, olu#ma nedenini de ortaya koyar. Kaynak metalinde s&cak atlaklar olu#abilir. Bunlar genel olarak boylamas&na do rultudad&r. Baz& d#k ala#&ml& eliklerin ITAB'&nda yksek hidrojen konsantrasyonunda, zellikle d#k s&cakl&klarda ve gerilme etkisi alt&nda mikroatlaklar grlebilir.
5.16.2.1. Kaynak Metalindeki atlaklar
Bu atlak tipi, genel olarak sadece kal&n salarda grlr. zellikle koruyucu gaz olarak CO2'nin kullan&lmas& nedeniyle olu#an derin nfuziyet, kaynak metalinin form faktrnn (diki# geni#li inin diki# derinli ine oran&) uygun olmamas&na yoalabilir. Bu durumda banyo kat&la#&rken kaynak diki#inde enlemesine ynde #iddetli gerilmeler olu#ur ve bunlar kaynak metalinin ortas&nda boylamas&na ynde atla a yolaar. Bu trden atlaklar genellikle sadece oluk pozisyonunda yksek ak&m #iddetiyle yap&lan kaynakta meydana gelir. Kaynak gerilimi ve kaynak ak&m #iddeti o #ekilde ayarlanmal&d&r ki, uygun bir form faktr meydana gelsin. Ayr&ca ok pasolu teknik de uygulanabilir. Uygun olmayan diki# formlar&, a &z a&s&n&n ok dar olmas& halinde de olu#ur.
5.16.2.2. Is#n#n Tesiri Alt#ndaki Blgedeki (ITAB'daki) atlaklar
Kaynak diki#ine biti#ik &s&n&n tesiri alt&ndaki blge, h&zl& &s&nmaya ve sonras&nda da h&zl& so umaya maruzdur. D#k ala#&ml& eliklerde kaynak diki#inin yan&nda bulunan ve ostenit alan&na kadar &s&nan malzeme blgesi, uygun h&zda so udu u takdirde sertle#ir. Kaynak metalinde absorbsiyon sonucu hidrojen bulunabilir ve bu hidrojen, ITAB'a yaymabilir. Daha sonra, kaynak i gerilmeleri ve hidrojen gevrekli i, diki#e biti#ik blgede "so uk atlak" lara yolaabilir. Bu tip atlama tehlikesi MAG kayna &nda hidrojen ieri inin d#k tutulmas&yla nlenebilir. D#k karbon ierikli (% 0,1 C) d#k ala#&ml& elikler, hidrojen gevrekle#mesine fazla e ilimli de ildir. MAG kayna &nda ITAB'da atlak grld nde bunun en byk nedeni uygun olmayan n tavlamad&r. Esas metalin kimyasal bile#imi ve kal&nl& &, n tavlama s&cakl& &n&n belirlenmesi iin en nemli iki kriterdir. ok d#k enerjiyle kaynak yap&lmas&, mikro atla a e ilimli bir sert iyap&ya yolaabilir. MAG kayna &nda izgisel enerjinin bytlmesi iin her zaman tel ap&n&n byk seilmesi gerekmez; ayn& tel ap&nda kaynak metaline geni# bir blgede de i#ebilen farkl& &s& girdileri uygulanabilir. Ancak k&sa arkla pozisyon kayna &nda 1,6 mm'lik bir tel elektrod, 0,8 mmlik bir tel elektroda oranla ok daha fazla bir &s& girdisi sa lad& &ndan, ala#&ml& eliklerden kal&n salar&n kayna &nda bu nedenle geekti inde kal&n apl& elektrodlar kullan&l&r.
213
5.16.3.
Yetersiz Nfuziyet
Gerekenden daha d#k bir kaynak ak&m&, yetersiz nfuziyete yolaabilir. *ekil 5.23, bunun bir rne ini gstermektedir. Artan kaynak ak&m &n&n nfuziyet derinli ini artt&rd& &, artan kaynak h&z&n&n ise daha s& bir nfuziyet sa lad& & gz nnde bulundurulmal&d&r. Dar bir a &z a&s&, yeterli nfuziyeti engeller. Bu nedenle a &z a&s&n&n 40'den daha az olmamas&na dikkat edilmelidir. Ayr&ca torcun tutulu# a&s&n&n da nfuziyet derinli ine etki yapt& & hat&rlanmal&d&r.
!ekil 5.23. 12 mm kal nl $ ndaki bir sata l-diki'i. 300 A'lik bir kaynak ak m nda, 32 V'luk bir ark geriliminde ve 35 cm/dak'l k bir kaynak h z nda tam nfuziyet elde edilememi'tir. 350A'le hatas z nfuziyete ula' lm 't r. Nfuziyet derinli ine en byk etkiyi yapan parametre kaynak ak&m &d&r. Bu nedenle kontak borusu mesafesinin (serbest elektrod boyunun) uzun olmas&, kaynak ak&m &n& ve dolay&s&yla nfuziyeti d#rr. Uzun bir diki#in kayna & s&ras&nda elektrod ilerleme h&z&n&n de i#mesi, nfuziyeti de de i#tirir. Bu nedenle kontak borusunun a#&nmam&# ve do ru apta seilmi# olmas&na da ayr&ca dikkat edilmelidir. Gerekenden daha byk apl& bir kontak borusu, boru iindeki ak&m gei#
214
noktas& n& geriye ataca &ndan ve dolay&s& yla serbest tel boyunu bytece inden yetersiz nfuziyete yolaacakt&r. Borulardaki al&n diki#lerinin kayna &nda her durumda uygun olan ancak d#k bir nfuziyet veren k&sa ark kullan&l&r. Bunedenle 2,5 mm kk a&kl& & ve 60'lik a &z a&s& olan V-a &z a&l&r. Aral&k sadece 1,5 mm oldu unda ve 0,8 mm apl& tel elektrod kullan&ld& &nda yine yetersiz nfuziyet olu#maktad&r (*ekil 5.24-a). 1,2 mm ve 1,6 mm apl& tel elektrodlarda k&sa devre ak&m&n&n fonksiyonu olan yksek ark kuvvetleri nedeniyle nfuziyet iyile#mektedir.
!ekil 5,24. Hatal birle'tirmelerin makro grn'leri. Cidar kal nl $ 9,5 m: tel elektrod ap 0,8 mm. a) yetersiz nfuziyet; b) kkte birle'me hatas ; c) gzenek ve birle'me hatas
5.16.4. Birle,me Hatas#
Birle#me hatas&, MIG/MAG kaynak ynteminden kaynaklanan bir hata de ildir. Nedeni, kaynak&n&n al&#ma tekni indeki yanl&#l&klard&r. Bir birle#me hatas&, s&v& haldeki kaynak banyosunun ark&n alt&ndan akmas&ndan ve ark&n direkt eritme gcnn a &z kenarlar&na ula#amamas&ndan do ar. Dolay&s&yla erimi# metal, a &z kenarlar&n& tam olarak &slatamaz. Birle#me hatalar&na yol aabilen farkl& kaynak #artlar& mevcuttur: Kaynak banyosunun akmas&na yol aan byk a &z kesitlerinde geni# sal&n&ml& pasolar ok yksek eritme gleri veya ok yava# tor h&z& Gerekenden daha yksek kaynak gleriyle al&n diki#lerinde gerekenden daha kk a &z a&lar&. ok ince tel elektrodlarla k&sa ark ile kal&n salar&n pozisyon kayna &. Geni# arkla kal&n bir
215
tel elektrod, akmaya e ilimli kaynak banyosunun daha iyi hakimiyetini sa lar. Yukar&dan a#a &ya kayna &n h&z&n&n ykseltildi i, yerine 0,8 mm apl& tel elektrod kullan&lmaktad&r). MAG kaynak donan&m&nda, endktans&n yanl&# ayarlanmas& (dolay&s&yla "so uk yap&#ma" ya yol a&lmas&). Gerekenden daha d#k ark gerilimi. MIG/MAG kayna &nda birle#me hatalar&, rntgen muayenesiyle her zaman tespit edilemez, nk -rtl ubuk elektrodlarla elektrik ark kayna &n&n aksine- hatal& birle#me yerleri crufla kaplanm&# olabilir. Pozisyon kayna &nda cruf kal&nt&lar&, her pasodan sonra f&ralanmazsa birle#me hatalar&yla btnle#ebilir. (*ekil 5.25). boru hatlar&nda pozisyon kayna & (gnmzde #antiye kaynaklar&nda birle#me hatalar&ndan ka&nmak iin 1 mm apl& tel elektrod
!ekil 5.25. 12 mm kal nl $ ndaki bir sata pozisyon kayna$ nda cruf kal nt lar yla btnle'mi' birle'me hatas . Makrokesit, b rntgen filminin ortas ndaki blgeden al nm 't r.
Oluk pozisyonundaki kaynakta birle#me hatalar&, kaynak banyosunun akmas& mmkn
216
oldu undan, zellikle tam mekanize kaynakta grlr. Bu duruma kar#& bir nlem, torcu uygun e imde tutarak ark kuvvetlerinin kaynak banyosunun akmas&n& nlemesini sa lamak veya tam mekanize evresel boru kaynaklar&nda torcu st konumunun birka derece d&#&nda tutmakt&r.
5.16.5. Cruf Kal#nt#lar#
MIG/MAG kayna &nda genel olarak cruf olu#mamas&na ra men, tel elektrodda bulunan dezoksidasyon elemanlar&n&n, cruf olarak tan&mlanmas& gereken, kk miktarda dezoksidasyon rnler olu#turmas&d&r (*ekil 5.26).
!ekil 5.26. CO2 alt nda k sa arkla kaynakta c uf u f olu'umu a) Si-Mn ile dezokside edilmi' tel elektrod b) Si-Mn-AI ile dezokside edilmi' tel elektrod
Yksek ak&mla sprey ark blgesinde kaynak yap&ld& &nda, e er kaynaktan sonra bir galvaniz kaplama veya boyama i#lemi yap&lmayacaksa, genel olarak cams& cruflar&n uzakla#t&r&lmas& gerekmez. K&sa ark blgesinde d#k ak&mla kaynak yaparken, cruf birikintileri bir aparat veya tel f&ra ile uzakla#t&r&lmal&d&r. Tel elektrod, mangan ve silisyum d&#&nda byk miktarda alminyum da ieriyorsa, cruf siyah ve cams& olur ve kkn dikey pozisyonundaki kayna &ndan sonra temizlenmezse, cruf kal&nt&lar& ortaya &kabilir.
D$KKAT: Cruf kal&nt&lar&ndan ka&nmak iin: - kaynak blgesi temizlenmelidir; - torcun meme k&sm& s&k s&k temizlenmelidir - torcun tutulu#u uygun olmal&d&r, rne in tor mesafesi k&salt&lmal&, tor e imi uygun olmal&d&r; sonraki pasolar&n kayna &na gemeden nce, mevcut pasolar&n yzeyindeki veya birle#me blgesindeki cruflar temizlenmelidir NK: Cruf kal&nt&lar& a#a &daki durumlarda olu#ur:.
217
- cruflar (rne in s&cak hadde ile retilmi# salar&n yzeyinde bulunan hadde cruflar&) kaynak banyosuna kar&#&rsa - tor memesindeki s&ramalar kaynak banyosuna d#erse - tor yanl&# sevk edilirse - mevcut pasolardaki cruflar hi veya yeterli #ekilde uzakla#t&r&lmazsa D$KKAT ED$LMEZSE: Cruf kal&nt&s& olu#ur. Bu hatan&n giderilmesi iin gerekti inde ta#lan&p yeniden kaynak edilmelidir. GSTER$M:
5.16.6. Yanma Oluklar# (Yanma entikleri)
Kaynak ak&m& iin gerekenden daha h&zl& kaynak yap&ld& &nda, kaynak diki#inin yan&nda oluk #eklinde derinle#me meydana gelir. Bunlar yanma olu u olarak adland&r&l&r (*ekil 5.27).
!ekil 5.27. (a) Yksek kaynak h z yla 1,5 mm kal nl $ nda salarda yanma oluklar : (b) Kaynak h z n n d'rlmesiyle iyile'tirilmi' diki' formu. nlenmesi iin mmkn olan bir nlem, kaynak h&z&n&n d#rlmesidir. Tam mekanize kaynakta her kaynak ak&m& iin kaynak h&z& tam olarak belirlenmi#tir. Al&n diki#leri iin kaynak h&z&n&n s&n&r& yakla#&k 1,5 m/dak'd&r. Daha yksek kaynak h&zlar &na, evresel diki#lerde zellikle de bindirme ve ik#e diki#lerinde ula#&labilir; nk bu durumda torcun do ru yerle#tirilmesi sayesinde kaynak banyosuna, herhangi bir yanma olu u olu#mayacak #ekilde kumanda edilebilir.
218
D$KKAT: Yanma oluklar&ndan ka&nmak iin: - sal&n&m hareketi do ru yap&lmal&d&r - kaynak gerilimi d#rlmelidir - kal&n ik#e kaynaklan ok pasolu yap&lmal&d&r - paran&n birle#tirme blgesindeki paslar temizlenmelidir - torcun tutulu#u uygun olmal&d&r - eritme gc ve kaynak h&z& birbirine uygun olmal&d&r. NK: Yanma oluklar& a#a &daki durumlarda olu#ur: - uygun sal&n&m geni#li i verilmemi#se veya birle#tirme kenarlar& ok k&sa ise - kaynak gerilimi ok yksek ve dolay&s&yla ark boyu ok uzunsa - kaynak banyosu kecek #ekilde tek pasoda ekilen ik#e diki#leri ok kal&nsa - para as&n (avlanm &# veya pasl& ise - torcun tutulu# a&s& yanl&# seilmi#se - (dar pasolarda9 eritme gc ok yksekse ve kaynak h&z& ok yksek ayarlanm &#sa Di er durumlarda: Yanma olu unun nedeni bir ark flemesi ise, para kutup ba lant&s&n&n yeri de i#tirilmelidir; rne in para kutup kablosu her iki taraftan ba lanmal&d&r ("cilt ba lant&"); torcun uygun #ekilde tutulmas& ile ark flemesi bertaraf edilmelidir; kaynak s&ras& de i#tirilmelidir. D$KKAT ED$LMEZSE: Yanma olu u meydana gelir. Bu hatan& n giderilmesi iin yanma olu u sonradan kaynak edilerek doldurulmal&d&r. Gsterim: Kaynak halalar&n&n EN 26520"ye gre tan&mlanmas& ve gsterilmesi:
5.16.7. S#rama
Kayna &n yap&l&#& s&ras&nda olu#an blgenin d&#&na &kan - s#rama olarak adland&r&lan- kk metal parac&klar& f&rlar ve para, gaz memesi veya kontak borusu zerine d#er. S&ramalar gzenek
219
olu#umuna ve yetersiz nfuziyete yol aabilir: sonular&, kaynak evriminin arzu edilmeyen bir #ekilde kesintiye u ramas& ve kaynak ilave metalinin ziyan olmas&d&r ( CO2 gaz&n&n kullan&lmas& halinde ilave telin verimi, al&n diki#lerinde yakla#&k % 92 ve ik#e diki#lerinde de yakla#&k % 95 olarak hesaplanmal&d&r). S&rama olu#umunun farkl& nedenleri, s&raman&n kesitine gre analiz edilebilir. Para zerinde kalan ve sonuta uzakla#t&r&lmas& gereken byk s&ramalar, MAG kayna &nda CO2 alt&nda da- olu#maz. Bu tip s&ramalar, CO2 alt&nda, tel elektrod ap&na gre kaynak ak&m&n&n ok d#k olmas& halinde veya gerekenden uzun bir ark boyu (gerekenden yksek ark gerilimi) ayarlanm &#sa ve ilave telin damlac&klar&n&n eksenel olmayan #ekilde gemesi sonucu meydana gelir. Uzun ark blgesinde CO2 alt&ndaki kaynakta byk s&ramalardan, tel elektroda gre kaynak ak&m&n&n ykseltilmesi veya ayn& kaynak ak&m&nda daha d#k apl& tel elektrod kullan&lmas& ve ancak ark geriliminin daha d#k tutulmas& halinde ka&n&labilir. Gaz memesindeki ve kontak borusundaki s&ramalar, genel olarak eksenel olmayan malzeme gei#i sonucu olu#an s&ramalara gre daha ince tanelidir ve h&zl& uarlar. Bunlar genel olarak rastlanan s&rama trndendir. Koruyucu gaz ak&#&nda bu s&ramalar nedeniyle girdap olu#ur; koruyucu gaz rts hava ile kar&#&r ve bu da gzene e yol aar. Bu s&ramalar&n &k&#*noktas&, d#k ak&m #iddetli ve d#k gerilimli k&sa arkkal kaynakta k&sa devre kprsnn kesilmesidir. K&sa devre kprsnn patlama #eklindeki serbest yan&#&ndan &kan parac&klar, s&v& haldeki kaynak banyosundan sa&l&r. Bu durumda kaynak makinas&n&n dinamik karakteristikleri ve makina iindeki endktans bobininin ayar& byk nem ta#&r. Koruyucu gaz ak&#&n&n girdap olu#umu yoluyla bozulmas& tehlikesine ek olarak, tel elektrodun beslenmesinde de zorluklar ortaya &kar. S&ramalar, silindirik gaz memesi i cidar&nda bir s&rama halkas& meydana getirebilir. Bunlar uzun diki#lerin ekilmesi s&ras&nda znp kaynak banyosunun iine d#er ve orada birle#me hatalar&na ve oksit kal&nt&lar&na yol aar. Tm bu zorluklar, CO2 yerine argon esasl& bir kar&#&m gaz kullan&lmas&yla nemli oranda azalt&labilir veya tamamen ortadan kald&r&labilir. % 80 Ar ve % 20 CO2 kullan&ld& &nda son derece d#k s&rama olu#umu elde edilmektedir (*ekil 5.28).
220
!ekil 5.28. Meme zerindeki s rama olu'umu ile para ve meme aras ndaki mesafenin ili'kisi. Bunun nedeni, daha nce de anlat&ld& & gibi argon esasl& bir kar&#&m gaz alt&nda malzeme gei#inin daha dzgn olmas&d&r. Bu nedenle uzun kaynak diki#lerinin kesintisiz #ekilde kaynak yap&labilmesi iin kar&#&m gazlar&n kullan&lmas& gerekir. Bu #ekilde d#k s&rama olu#umu da sa lan&r. Uygun kaynak #artlar&n&n ayarlanmas&, yanal bir koruyucu gaz ak&#& iin kaynak i#lemine uygun bir dzene in haz&rlanmas& ve bir Argon-CO2 kar&#&m gaz&n&n kullan&lmas& yoluyla s&rama olu#umu nemli oranda azalt&labilir. Bu nlem, benzer #artlardaki tm uygulamalarda ba#ar&l& sonular vermektedir. Suyla so utulan gaz memeleri, s&ramalar&n yap&#mamas&na byk miktarda yard&mc& olur. Bu amala sprey tp #eklinde sat&lan ay&r&c& maddeler (silisyum esasl& veya silisyumsuz) kullan&labilir. En d#k boyutlu ve yakla#&k 40 m/s h&zla uan s&ramalar, dar bir birikme blgesi olu#turur. Bunlardan kaynak makinas&n&n do ru de erlere ayarlanmas&yla ka&n&labilir; byklkleri ve miktarlar&, koruyucu gaz&n trnden etkilenir. Bu bak&mdan kar&#&m gazlar en iyi sonucu verir. Bu s&ramalar genel olarak k&sa devre olu#umundan do ar; ancak baz& s&ramalar sakin bir ark periyodunda da olu#abilir. S&ramalar, tel elektroddan bir damla eridi inde ve bu damlan&n tel elektrodla olan zay&f ba lant&s&n&n - s&v& halindeki ba lant& - kopmas& an&nda olu#ur. Bu olay, serbest elektrod boyu (kontak borusu mesafesi) uzunsa, zellikle tel elektrodun ince olmas& durumunda ve bu ince tel elektrodun diren &s&s& nedeniyle plastik hale geldi inde daha da kuvvetli #ekilde meydana gelir. Serbest elektrod boyu normal #artlarda 25 mm'yi gememelidir. 0,8 mm apl& tel elektrod halinde ise bu boy 6 mm ile s&n&rl&d&r.
221
5.16.8. Dzensiz Diki, Profili
Do ru #ekilde ayarlanm&# bir MIG/MAG kaynak donan&m&yla, tm pozisyonlarda yzeyi dzgn iyi diki#ler olu#turulabilir. Yanl&# ayarlar, kt diki# profiline ve dolay&s&yla yerel gerilme y& &lma noktalar&na (entiklere) ve sonuta yorulma dayan&m&n&n d#mesine yol aar. Uzun ve sprey ark halinde, yatay ik#e kaynaklar&nda, kaynak banyosunun akmas& nedeniyle bir entik etkisi ortaya &kar (*ekil 5.16). Bu nedenle yksek ak&mla yap&lan ik#e kaynaklar&, daima oluk pozisyonunda yap&lmal&d&r. Ark geriliminin de i#tirilmesiyle, ik#e diki#lerinde diki# profili dzgnle#tirilebilir. Yksek ak&m #iddetinde yksek ark gerilimlerinin etkileri *ekil 5.29'de gsterilmi#tir. Ancak ark geriliminin artmas&, s&rama olu#umunu da artt&rd& &ndan bir optimum de er seilmelidir.
!ekil 5.29. Yksek ak mla (630 A) CO2 alt nda elde edilen kaynak pasolar n n makro grn'leri. A) ark gerilimi 32 V - gerekenden az; b) ark gerilimi 40 V- do$ru; kaynak h z 30 cm/dak; tel elektrod ap 2,4 mm. Gerekenden uzun serbest elektrod boyunda, artan diren &s&s& nedeniyle plastik hale gelen telin do rultusu bozulur. zellikle tam mekanize kaynakta bu durum birle#me hatalar&na yol aar (*ekil 5.30). Ayr&ca tel dzene i olmadan kaynak yap&lan ve bu nedenle tel memesinden &kt&ktan sonra burkulan sert teller de bu tip hatalar& olu#turabilmektedir.
!ekil 5.30. Diki'in do$rultusunun bozulmas na yol aan, gerekenden daha uzun serbest tel boyu.
222
D$KKAT: Diki#in a#&r& d&#bkey olmas&ndan ka&nmak iin: diki# mmkn oldu u kadar oluk pozisyonunda ve gerekti inde ok pasolu olarak kaynak edilmelidir - kaynak h&z& ve eritme gc birbiriyle uyumlu olmal&d&r - torcun e imi uygun de erinde olmal&d&r kaynak gerilimi yksek olmal&; tel ilerlemesi d#k olmal&; gerekti inde hafife sal&m&n yap&lmal&d&r. NK: A#&r& yksek bir diki# ta#k&nl& & ile a#a &daki durumlarda kar#&la#&l&r: - kaynak pozisyonu ok dikey seildi inde - kaynak h&z& ok yava# veya eritme gc ok yksek ayarland& &nda - diki#, tor e imi ne do ru ok fazla oldu u halde yap&ld& &nda, - kaynak gerilimi ok d#k ve / veya tel ilerleme h&z& ok yksek ayarland& &nda. D$KKAT ED$LMEZSE: A#&r& diki# ta#k&nl& & meydana gelir. Hatan&n giderilmesi iin fazla diki#lerin ta#lanmas& gerekir - bu durumda zaman kayb& ve ta#lama maliyeti ortaya &kar!
Gsterim:
Kaynak hatalar&n&n EN 26520'ye gre tan&mlanmas& ve gsterilmesi:
D$KKAT: Kapak pasosunun kkl nden ka&nmak iin: - geni# sal&n&m hareketi verilmelidir; - diki# ok tabakal& veya pasolu kaynak edilmelidir; mmkn oldu u kadar oluk pozisyonunda kaynak edilmelidir; bununla birlikte, biraz a#a &ya do ru olmas&, yukar&ya do ru olmas&ndan daha iyidir (hafife yukar&ya do ru kaynak edilmesi halinde, kuvvetli #ekilde diki# ta#k&nl& & olu#ur), ancak kaynak banyosunun akmas&na msaade edilmemelidir. NK: Bir kapak pasosu kkl ile a#a &daki durumlarda kar#&la#&l&r: - sal&n&m harekeli gerekti inde kaynak a z& ok geni#lemi#se; kaynak banyosu so uksa veya tek pasolu bir diki# ok geni# ekiliyorsa;
223
- kapak pasosunun enkesiti ok bykse - yksek eritme gcnde kaynak pozisyonu aniden a#a &ya do ru oluyorsa.
D$KKAT ED$LMEZSE:
Kapak pasosunun kkl hatas& olu#ur. Bu hatan&n giderilmesi iin sonradan kaynakla doldurulmal&d&r (msaade ediliyorsa).
GSTER$M:
Kaynak hatalar&n&n EN 26520'yc gre tan&mlanmas& ve gsterilmesi: Kapak pasosunun kkl
D$KKAT:
U kraterinden ka&nmak iin: krater yava#a ne ve arkaya kaynakla doldurulmal&d&r veya ark, kaynak banyosu dz #ekilde kat& la#t&ktan ve krater "lam kaynak" edildikten sonra gerekti inde diki# sonunda ek bir "uzatma paras&" kullan&lmal&d&r.
sndrlmelidir.
NK:
U krateri, ark&n ok uzun veya ok h&zl& oldu u ve dolay&s&yla kaynak banyosunun ok byk oldu u durumlarda olu#ur. Ayr&ca koruyucu gaz ak&#&n&n diki# ucu kat&la#ana kadar srmesi sa lanmal&d&r.
D$KKAT ED$LMEZSE:
U krateri olu#ur. Bu hatan&n giderilmesi iin krater tekrar kaynak edilerek doldurulmal&d&r.
GSTER$M:
224
5.16.8. Diki,in Grn,
Farkl& gazlar halinde diki#in grn# *ekil 5.31'de verilmi#tir. Ark'&n para yzeyindeki dokunma noktas& de i#ti inde, oksit tabakas& paraland& &ndan sa&n &slanmas& iyile#ir.
*ekil 5.31. Farkl& gazlar halinde diki#lerin grn# a) CO2; b) Ar-CO2; c) Ar *ekil 5.31-b'de bu etki, kaynak pasosunun yan& ndaki dar blgeden tan&nabilmektedir. zellikle ince salarda, burada oksit tabakas& zerindeki skme etkisi gz nne al&namad& &ndan, Argon-CO2 gaz kar&#&mlar&yla CO2'ye oranla biraz daha yksek kaynak h&zlar&na ula#&l&r (*ekil 5.31-a). *ekil 5.31-c, saf argon kullan&m& halinde karars&z ark&n etki alan&n&n geni#ledi ini gstermektedir. Ala#&ms&z eliklerde argona O2 veya CO2 ilavesi halinde tatminkr kaynak diki#leri olu#turulabilir.
5.17. e,itli Malzemelerin Gazalt# Kayna # 5.17.1. $nce Taneli Yap# eliklerinin Kayna #
'nce taneli yap& eliklerinin kayna &nda temel kurar; malzemeye zg zelliklere yani malzemenin "'nce taneli" oldu una dikkat edilmesidir, ince taneli elikler, mikro ala#&ml& ve/veya belirli so utma i#lemleriyle imal edilerek ince taneli yap&lar& sayesinde salar&n akma s&n&rlar&n&n ykseltilmesidir. Bunun anlam&, St 37 gibi normal bir yap& eli i veya H2 gibi bir kazan sac& yerine daha ince bir sa kullan&lmas& dolay&s&yla daha hafif bir konstrksiyon olu#turulabilmesidir. elik retimi s&ras&nda kontroll &s& girdisi yoluyla ince tanelilik elde edildi inde, eli in daha sonraki kullan&m & s&ras &nda kontrolsz bir &s & girdisine maruz kalmamas& gerekir. Bu bak&mdan "izgisel enerji" ifadesinin a&klanmas& gerekir. 5.17.1.1. Is#n#n Tesiri Alt#ndaki Blge - ITAB *ekil 5.32'de gsterilen kaynak i#leminde, V diki#inin kenarlar&nda, &s& girdisinin bykl nn ve etkime sresinin, istenen ince taneli bir yap&dan istenmeyen bir iri taneli yap&ya kadar de i#ik iyap&lar olu#turabilece i gsterilmektedir.
225
!ekil 5.32. izgisel enerjinin Is n n Tesiri Alt ndaki Blge'nin iyap s na etkisi. Yukar &daki #ekilde sa da gsterilen durumda geni# sal&n&ml& kaynak #eklindeki yanl&# al&#ma tekni inin iri taneli bir iyap &ya yol at& & gsterilmi#tir. Soldaki #ekilde ise, dar paso tekni i ile ITAB'daki so uma sresinin, ince taneli yap & eliklerinin mevcut ince taneli iyap&s&na zarar vermeyecek derecede tutuldu u grlmektedir. Uygun bir &s& girdisiyle, belirli bir izgisel Enerji "E" sa lanabilir. 5.17.1.2. izgisel Enerji E (J/cm) izgisel enerji, a#a &daki formlle hesaplan&r. Volt x Amper x 60 E (J/cm) =----------------------------------------------------------------------Kaynak h#z# Ynteme ba l& olarak kaynak h&z&ndaki de i#ikliklerin izgisel enerji zerine ve dolay&s&yla &s& girdisine byk etki yapt& &na dikkat edilmesi gerekir. V a z& a&lm&# bir ince taneli yap& eli inin kk pasodan kapak pasoya kadar kaynak yap&ld& & varsay&l&rsa, her durumda izgisel enerji *ekil 5.33'teki gibi hesaplanabilir:
226
!ekil 5.33. Kaynak h z n n izgisel enerjiye etkisi (E=J/cm) 19 V/140 Amper'de k&sa ark ile kkn kayna &nda kaynak h&z& 14 cm/dak'd&r ve istenen izgisel enerji E = 11400 J/cm'dir. 29 V/300 Amperde sprey arkla dar paso tekni iyle dolgu pasolar&n&n yap&lmas&nda kaynak h&z& 46 cm/dak'd&r. Bu durumda kkn kayna &ndaki ile hemen hemen ayn& izgisel enerji elde edilir E = 11350 J/cm. D'KKAT: Sprey arkta kaynak h&z&n& yar&ya d#ren geni# sal&n&ml& pasolar, izgisel enerjiyi iki kat&na &kar&r: E = 22700 J/cm. Dolay&s&yla &s& girdisi ok miktarda artm&# olur. ITAB'daki so uma sresi uzar ve tane irile#mesi zerine olumsuz etki yapar. Dolay&s&yla ince taneli yap& eliklerinin kayna &nda a#a &daki kural ortaya &kar: 'stenen izgisel enerji iin, en iyi ayarlama etkeni kaynak h&z&d&r.
D$KKAT:
'nce taneli yap& eliklerinin kayna &nda belirtilen izgisel enerjiyi uygulay&n&z. NK: 'nce taneli yap& eliklerinde toklu un d#mesinden (gerekenden yksek izgisel enerji verilmesi halinde) veya atlak olu#umundan (gerekenden d#k izgisel enerji verilmesi halinde) ka&nmak iin do ru & s& girdisi sa lanmal& d&r. "izgisel enerji" de eri, kaynak ark gerilimi ile kaynak ak&m&n&n arp&lmas& ile bulunan de erin kaynak h&z&na blnmesi ile elde edilir, msaade edilen izgisel enerjiler, cidar kal&nl& &na ba l&d&r ve elik reticisinin tavsiye etti i so uma h&z& ile hesaplan&r.
227
D$KKAT ED$LMEZSE: Toklu un azalmas& veya atlak olu#umu grlr. D$KKAT Kaynak ilave metallerinin (masif veya zl tel elektrodlar) seiminde elik reticisi firman&n tavsiyeleri gz nnde bulundurunuz. NK: 'nce taneli yap& eliklerinin kayna &nda, esas metal ile ilave metal aras&ndaki uyuma /.ellikle dikkat edilmelidir, Esas metalle kar&#&m sonucunda kaynak metalinin kkteki mukavemeti ykselir. Bu nedenle ince taneli yap& eliklerinin kk kayna &nda, ara ve kapak pasolar&na gre kaynak metaline daha d#k mukavemet veren ilave teller kullan&labilir. GENEL OLARAK: dar pasolar ekilmeli, ok pasolu teknik uygulanmal#d#r. GSTER$M:
D$KKAT: EN 10025'c gre yap# elikleri, ince taneli yap# elikleri, kazan salar#, elik dkmlerin MAG kayna #: Kal&n saclar& n (10 mmnin zerinde) kayna &nda, cihaz&n ayarlanmas&, a &z haz&rl& & ve al&#ma teknikleri bak&m&ndan standartlar gz nne al&nmal&d&r. NK: Kal&n salar&n kayna &nda kaynak makinan&z&n, tutu#turma sresi noktas&na kadar bir "yava#a yakla#ma h&z&"na, ayr&ca diki# sonu iin ayarlanabilir bir geri yanma sresine ve ayr&ca koruyucu gaz iin n ve art ak&# sresine ayarlanm&# olmas& gerekir. n tavlama s&cakl& &na dikkat edilmelidir (rne in St 52 malzemede DVS-Merkblatt 1703 'e gre 50C ile 80"C aras&.) Yeterli uzunlukta (en az 60 mm) ve kal&nl&kta (en az 4 mm) punta kaynaklan yap&lmal&d&r - n tavlamadan ok nce. atlam&# punta diki#lerinin zerine kaynak yap&lmamal&d&r, tam tersine bu blgeler ta#lanmal&d&r. Kk ve kapak pasolar& dar pasolar #eklinde ekilmelidir. Masif tel elektrodlar halimle tor. dikey veya diki# ynnde dikeye 10 a& yapacak #ekilde, zl tel elektrodlarda ise dikey veya dikisin aks& ynde hallice e ik sekide tutulmal&d&r.
228
Kapak pasosunun do ru lde doldurulmas&na dikkat edilmelidir (st #ekil). Ortadaki son paso "&slah pasosu" olarak adland&r&l&r. T-birle#tirmelerde pasolar&n ekili#inde kaynak pozisyonunda da dikkat edilmelidir (alttaki #ekil). $KKAT ED$LMEZSE: Birle#me hatas&, gzenek olu#ur.
GSTER$M:
5.17.2. Paslanmaz ve Yksek Ala,# ml# eliklerin MIG/MAG Kayna #
Paslanmaz ve yksek ala#&ml& eliklerin MIG/MAG kayna &, gen# bir sa kal&nl& & alan& iin mmkndr. A#a &da paslanmaz ve.yksek ala#&ml& eliklerin MIG/MAG kayna & iin al&#ma kurallar& verilmi#tir: Paslanmaz elikler kaynak yap&lmak istendi inde, uygun ilave malzemenin seimi ok nemlidir. Bu durumda a#a &daki hususlara dikkat edilmelidir: a. bu malzemelerin &s&l iletkenlikleri, ala#&ms&z eliklerinkinin yakla#&k sadece te biri kadard&r. b. &s&l uzama katsay&lar& ise ala#&ms&z eliklerinkinin yakla#&k te biri kadar daha yksektir. A#a &da paslanmaz eliklerin kayna & iin e#itli ipular& verilmi#tir:
D$KKAT:
CrNi-eliklerinin i#lendi i al&#ma ortam &n&, ala#&ms&z eliklerin i#lendi i ortamdan ay&r&n& z.
NK:
Ala#&ms& z eliklerin i#lendi i bir al&#ma ortam &nda, arpma veya srtnme nedeniyle demir parac& klar& ile temas edebileceklerinden dolay& CrNi-eliklerinin yzeyleri daima tehlikededir. Byle bir ortamda CrNieliklerinin kimyasal olarak direnli yzey tabakalar& hasar grr. CrNi-eliklerinin yzeyleri zerine ta#lama tozlar&n&n gelmesi de, atmosferik paslanmaya neden olur ve korozyon dayan&m& tehlikeye girer.
D$KKAT ED$LMEZSE:
CrNi-eliklerinin yzeyleri daha sonradan yap&lacak bir kimyasal i #lemle korozyon dayan&m & n&
229
srdremez. Hatan& n giderilmesi iin gerekti inde birka kez da lay& c&yla da lay& n& z. Her da lamadan sonra y&kay&n&z, gerekti inde uygun bir pasivasyon zeltisiyle pasivasyon yap&n&z. GSTER$M:
al&#ma ortam& CrNi-elikleri
al&#ma ortam& Ala#&ms&z elikler
D$KKAT:
Paralar& biti#tirmekten ka&n&n&z- diki#in alt taraf&nda da.
NK:
0,05 ila 0,20 mm'lik aral&klarda CrNi eliklerinin kimyasal olarak dayan&kl& yzey tabakalar& srekli olarak olu#amaz. Korozyon olu#turucu maddelerin etkimesi halinde aral&k korozyonu meydana gelir. Bu tip aral&klar, rne in borularda, diki#in alt taraf&na ula#&lamamas& gibi durumlarda, kkn tam olarak kaynak edilmemesi durumunda olu#ur.
D$KKAT ED$LMEZSE:
Aral& a korozyon etkisi olu#ur. Hatan&n giderilmesi iin konstrksiyonun de i#tirilmesi yoluyla konstrklif olarak s&n&rlanm&# aral&klardan ka&n&lmal&d&r. Kk tam olarak kaynak edilmelidir (koruyucu gaz giri#ine izin veren bak&r altl&klarla veya boru ve kab&n iinin #ekillendirici gazla doldurulmas&yla bu i#lem ba#ar&labilir).
GSTER$M:
Yanl&#
Do ru
230
D$KKAT:
Kaynak diki#i zerindeki ve yan&ndaki tav rengini uzakla#t&r&n&z.
NK:
Tav rengi, (avlanma s&ras&nda hava ile temas eden CrN'-eliklerinin yzeyinde olu#an ince bir oksit tabakas&d&r. Kimyasal olarak dayan&kl& pasif yzey oksit tabakas&n&n olu#abilmesi iin bunun uzakla#t&r&lmas& gerekir. Bu tabakan&n uzakla#t&r&labilmesi iin da lama, &#&n verme, ta#lama veya yerel olarak bir da lama pastas& veya f&ra ile i#lemek gerekir. Da lama pastas& bir boya f&ras& ile uygulan&r; etkisi genellikle f&ralamadan daha kuvvetlidir. Kalan da lay&c&, temiz su ve bez ile stp veya yumu#ak bir boya f&ras& ile uzakla#t&r&l&r.
D$KKAT ED$LMEZSE:
Tav rengi ile kaplanan yzeyden korozif etki ba#lar. Korozyon olu#tuktan sonra bir daha ortadan kald&r&lamaz, bu nedenle olumsuz al&#ma #artlar& nlenmeli ve tav rengi uzakla#t&r&lmal&d&r. GSTER$M:
D$KKAT:
CrNi-eli i zerinde sadece paslanmaz elik tellerden imal edilmi# zel elik f&ralar& kullan& n& z -yayg&n olarak kullan&lan elik tellerden yap&lm &# f&ralar& kullanmay& n& z. Bu f&ralan kolayca anla#&l & r ve de i #tirilemez bir #ekilde i #aretleyiniz ve bunlar & ala#&ms&z elikler iin asla kullanmay&n&z. NK: CrNi-elikleri, sadece yzeylerinde bir koruyucu tabaka (pasif tabaka) mevcutsa korozyona dayan& kl&d&r. Byle tabakalar standart bir elik tel f&ra ile f&raland& &nda, koruyucu tabakay& zay&flatan ve korozyon ve paslanman&n ba#lang& noktalar&n& olu#turabilen ince demir parac&klar& yzey zerine gelir.
D$KKAT ED$LMEZSE:
Standart bir elik tel f&ra ile f&ralanm&# yzeylerde korozif etki ba#lar. Korozyon olu#tuktan sonra bir daha ortadan kald&r &lamaz; elik tel f &ra ile hasar grm# olan yzeyler, da lay& c& ile tekrar problemsiz hale getirilmelidir.
231
GSTER$M.
D$KKAT:
Kaynak ilave malzemesinin seiminde, her #eyden nce ayn& tr bir ilave malzeme seciniz ve ilk olarak bu prensipten bir sapma olup olmad& &n& zenle kontrol ediniz. NK: CrNi elikleri (rne in VA) molibdenli veya molibdensiz, stabilizasyon elemanl& veya elemans&z ve zellikle de d#k karbon ierikli (KLC-tipi)'dir. Belirli amalarla kullan&c& bu malzemelerden birini seer; daha sonra kural olarak kaynak diki#inin de esas malzeme ile ayn& korozyon dayan&m&n& sa lamas& gerekir. Sadece baz& durumlarda -bazen maliyet a&s&ndan- bu kuraldan sapmalar olabilir. Bu karar& sadece malzeme seici teknik personelin vermesi gerekir.
D$KKAT ED$LMEZSE:
Yanl&# kaynak ilave teli kullan&m& sonucu kaynak diki#inin korozyon dayan&m& d#er. Hatan&n uzakla#t&r&lmas& iin tm kaynak diki#lerinin ta#lanmas& ve do ru ilave telle yeniden kaynak edilmesi gerekir. Bu yap&lmad& & takdirde tm kaynakl& konstrksiyon hurda olarak kullan&labilir (bu riski gze alabilir misiniz?)
GSTER$M:
232
D$KKAT:
Kaynak banyosunun a#&r& &s&nmas&n& nleyiniz, &s&y& mmkn oldu unca d#k seviyede tutunuz. Dar pasolarla kaynak yap&n&z; geni# sal&n&ml& pasolardan ka&n&n&z, ince tel elektrodlar& seiniz. K&sa ark boyuyla kaynak yap&n&z, pasolar aras& s&cakl& & d#k tutunuz. NK: CrNi eliklerinde s&cak atlama e ilimi hesaba kat&lmal&d&r. Bu eliklerde kk kaynak banyosu, byk banyodan her zaman daha iyidir. Bundan ba#ka, kk kaynak banyosuyla, so uma s&ras&nda dn#m diyagram&ndaki kritik s&cakl&k blgesi daha h&zl& geilir. Uzun bir sprey ark yerine d#k gerilimli bir k&sa ark ayarlanmal&d&r; bu #ekilde malzeme de a#&r& &s&nmam&# olur.
D$KKAT ED$LMEZSE:
S&cak atlaklar (tam ostenitik ala#&mlarda); tane s&n&rlar&nda krom karbr olu#umu; taneler aras& korozyona e ilim (stabilize edilmemi# ala#&mlarda) olu#ur. Hatan&n giderilmesi iin atlak yerleri ta#lanmal& ve yeniden kaynak edilmelidir. Krom karbr olu#umu, sadece kombine bir &s&l i#lemle giderilebilir (zelti tav& ve h&zl& so utma) ancak bu i#lem kaynakl& paraya o u kez uygulanamaz.
GSTER$M:
233
5.17.3. Alminyum ve Ala,#mlar#n#n TIG - MIG Kayna #
TIG kayna &n&n uygulamas&, her #eyden nce d#k eritme gc ve ekonomiklik bak&m &ndan s&n&rlanmaktad&r. Bu yntemde metallerin kayna a uygunlu u bak&m&ndan iki kural geerlidir: Kural-1: E er bir malzeme genel olarak eritme kayna &na uygun ise, TIG kayna &na da uygundur. Kural-2: Bir malzeme di er bir eritme ark kaynak yntemiyle (elektrik ark, MIG/MAG, tozalt&) s&n&rl& #ekilde kaynak edilebiliyorsa, ekonomik bak&mdan, TIG yntemiyle kaynak edilmeye uygun de ildir. Alminyum ve ala#&mlar& kaynak edilece i zaman malzemenin baz& karakteristik zellikleri gz nnde bulundurulmal&d&r: Alminyumun erime s&cakl& & olduka d#ktr (658C). e#itli ala#&mlar&n&n kat&la#ma aral& & 500C ila 650C aras&ndad&r. Alminyumun &s&l iletkenli i eli in yakla#&k drt kat&d&r. Ala#&m ilavesi bu zelli i zay&flat&r. rne in magnezyumlu ala#&m grubunda ve bak&r ve inko ieren sertle#tirilebilir ala#&m gruplar&nda &s&l iletkenlik de er, ala#&ms&z eliklerinkinin veya iki buuk kat&na d#er. Alminyumun &s&l uzamas&, ala#&m grubundan ba &ms&zd&r ve ala#&ms&z eliklerin yakla#&k iki kat&d&r. Alminyumun korozyona dayan&kl&l& &, yzeyinde oda s&cakl& &nda olu#an, son derece ince ancak ok yo un ve kararl& oksit tabakas&ndan kaynaklan&r. Ancak bu tabaka, yksek erime s&cakl& &yla (yakla#&k 2050C) alminyumun kaynak kabiliyetini d#ren ba#l&ca etkendir. Bu nedenle kaynak s&ras&nda paralanmas& ve bu #ekilde kaynak a z&ndan uzakla#t&r&lmas& gerekir. Alminyum ve ala#&mlar&n&n kayna &nda a#a &daki kurallara dikkat edilmelidir: a) Do ru ilave teli seiniz. 'lave malzeme esas malzeme ile uyumlu olmad& & zaman kaynak diki#inde uygun olmayan bir ala#&m elemanlar& kimyasal bile#imi olu#abilir. Bu durum atlamaya yol aar. 'lave tel olarak esas malzemeden kesilmi# #eritleri kullanmay&n&z.
234
b) Kaynak ilave malzemelerini kuru bir yerde depolay#n#z. TIG ubuklar& ve tel elektrodlar, kullan&mdan k&sa bir sre ncesine kadar orijinal paketlerinde saklanmal&d&r. Y&rt&k paketlere ve bu paketlerde kalan ilave malzemeye dikkat ediniz. c) Kaynak a z#n# ve ilave telleri temiz tutunuz. Ya , nem ve kir, ark iinde paralan&r ve hidrojen, kaynak metaline geerek gzenek olu#turur. Klorlu hidrokarbonlar & (trikloretilen, tetrakloretilen, tetraklorkarbon) gibi klorlu maddeleri tamamen uzakla#t&r&n&z. Bunlar&n ark &s&s&na maruz kalmalar& halinde zehirleyici fosgen gaz& a& a &kar. d) Zararl# oksit tabakalar#n# uzakla,t#r#n#z Kaynak&n&n al&#ma ortam&nda bulunan elik teller ya paslanmaz elikten veya alminyumdan yap&lm&# olmal&d&r. Oksit tabakas&n& uzakla#t&rmak iin da lay&c& maddeler kullan&ld&ysa, daha sonradan paslanmaz elik malzemelerin ntralize edilmeleri gerekir. Oksit tabakas&n& ta#layarak uzakla#t&rmak iin, seramik esasl& malzemeler kullan&lmal&d&r. Plastik ba lay&c&l& ta#lama maddeleri, plastik parac&klar&n&n kaynak a z&nda kalarak ark &s&s& ile gzenek olu#turma tehlikesi ta#&rlar. e) Oksit entiklerinden ka#n#n#z. l-al&n birle#tirmelerin kayna &nda kk taraf&ndaki sa kenarlar&nda hafife pah k&r&lmal&d&r. Bu #ekilde alt yzeydeki oksit tabakas&n&n kaynak metali iinde da &lmas& sa lan&r. f) Tungsten elektroda zen gsteriniz. TIG kayna &nda tungsten elektroda zellikle dikkat edilmelidir. Paslanmaz eliklerin do ru ak&mla kayna &n&n aksine, elektrod ucunda bir yar&m kre olu#abilmesi iin elektrod ap&n&n ak&m #iddetine uygun olmas& gerekir. E er elektrod ap& ayarlanan kaynak ak&m&na gre ok ince ise, bu durumda eriyebilir. E er ok kal&n ise, yzey zerinde ark karars&zla#&r ve kaynak s&ras&nda hasar grr. Ark boyu k&sa tutulmal&d&r. Ancak tungsten elektrod ve ilave metal, erimi# banyoya de dirilmemelidir. Ancak de dirildi inde de, kayna a devam edilmemeli ve tungsten elektrodun ucu hemen ta#lanarak safiyetsizliklerden temizlenmelidir. Ta#lama s&ras&nda elektrodun ucu sivrilirse hemen yeniden yuvarlakla#t&r&lmal&d&r. g) Gzenek tehlikesine dikkat edilmelidir. Alminyumun MIG kayna &nda di er malzemelere k&yasla hatal& al&#malar, kaynak diki#inde gzenek olu#turmaya daha ok e ilimlidir. Bu nedenle koruyucu gaz rtsnn zay&flamas&, ark&n karars&zla#mas&, torcun s&zd&rmas&, nemli veya ya l& malzeme yzeyi gibi durumlar engellenmelidir. h) Uygun s#kl#kta puntalama yap#n#z. Alminyumun &s&l iletkenli i ve &s&l uzamas& ok byktr. Puntalama yerlerini gerekenden s&k yap&lmamal&d&r. Aksi takdirde gerilmeler byk mertebelere ula#abilir.
235
D$KKAT: rne in alminyum ekstrzyon profillerindeki kaynak diki#leri sonradan anodik oksidasyon (eloxal) i#lemine tabi tutulacaksa, kaynak i#lemi mmkn oldu u kadar d#k &s& girdisiyle mmkn oldu u kadar h&zl& yap&lmal& ve nceden denenmi# kaynak ubuktan kullan&lmal&d&r. NK: Kaynak diki#inin ve &s&n&n tesiri alt&ndaki blgenin (TTAB) iyap&lar&, esas metalinkinden farkl&d&r; bu durum da lay&c& uygulanarak grlebilir. Bu nedenle eloxal i#leminden sonra kaynak diki#i ile esas metal aras&nda renk farkl&l& & meydana gelir. Ayr&ca ITAB da daha farkl& bir renk tonu olu#turur. Do al renkli eloxal i#leminde, kaynak teli olarak AlMg3n kullan&lmas& halinde en d#k renk fark& sa lanabilmektedir. Dikkat edilmedi i takdirde eloxal i#leminden sonra kaynak diki#i ve ITAB, renk fark& bak&m&ndan a&ka ayr&labilir. HATANIN G$DER$LMES$: Renk farkl&l& &ndan kaynak tekni i a&s&ndan ka&n&lamaz veya giderilemez.. Bu nedenle renk farkl&l& &na msaade edilip edilmeyece i, kaynak ustas& ile imalat& aras&nda kararla#t&r&lmal&d&r. Renk farkl&l& &, bir laklama i#lemi ile rtlebilir. GSTER$M:
Burada kaynak diki#lerinin ba#ka bir renk tonu vermesinden ka&n&lm&#t&r.
Bu yntemde kaynak edilebilen malzeme kal&nl&klar&n&n alt s&n&rlar&, elikler iin yakla#&k 0,3 mm ve alminyum, bak&r iin yakla#&k 0,5 mm'dir. TIG kayna & pratikte o unlukla kk pasonun kayna &nda kullan&lmaktad&r. Kk pasonun tek taraftan kayna & iin hibir yntem TIG ynteminden daha uygun de ildir. TIG kayna & esas olarak kazan, bas&nl& kap, aparat, boru hatt&, ayr&ca hava ve uzay ta#&t ve cihaz yap&m &nda, tam mekanize olarak da paslanmaz elik veya alminyumdan boylamas&na veya helisel kaynakl& boru imalat&nda da uygulanmaktad&r. TIG yntemleri, borular&n tam mekanik kayna & iin orbital dzenekti birle#tirme tekni i olarak gittike yayg&n #ekilde kullan&lmaktad&r.
D$KKAT:
Alminyum ve ala#&mlar&n&n kayna &nda, kaynaktan k&sa bir sre nce kaynak diki# blgesindeki oksit tabakas&n& uzakla#t&r&n&z. Bunun iin standart elik telli f&ralar& asla kullanmay&n&z, yerine paslanmaz elikten
236
f&ralan kullan&n&z.
NK:
Oksit tabakas&n&n kimyasal olarak uzakla#t&r&lmas&, kimyasal maddelerin s&rayla uygulanmas&n& gerektirir (bu hususun malzeme sat&c&s&ndan renilmesi gerekir). Hu i#lem daha ok oksit tabakas&n&n metal f&ralarla uzakla#t&r&lmas& #eklinde gerekle#tirilmektedir. Geleneksel elik f&ralar, malzeme yzeyindeki bo#luklara demir parac&klar& ta#&r. Dikkat edilmezse oksit tabakas&n&n tam olarak uzakla#t&r&lamamas& halinde: Kaynak diki#inde oksit kal&nt&lar&, birle#me hatalar&, sonuta gzenek olu#ur. Geleneksel elik tel f&ralar&n kullan&m& halinde: demir kal&nt&lar&, pas tozlar& olu#ur. Hatal& blgeler (rne in ta#lanarak, keski ile oyularak) uzakla#t&r&lmal& ve yeniden kaynak edilmelidir. 13u durumda yeniden &s& girdisi etkisine dikkat edilmelidir (rne in kaynak diki#inin ve esas metalin &s&nan blgelerinin mukavemeti bak&m&ndan).
GSTER$M:
D$KKAT:
Kal&n paralan n tavlay&n&z. Bu durumda ntavlama flecini ntr aleve ayarlay&n&z. Bu kural, saf alminyum iin 10 mm'ye ve alminyum ala#&mlar& iin 15 mm'ye kadar geerlidir (sa kal&nl&klar& belirleyicidir).
NK: Yksek & s&l iletkenlik, kaynak banyosundan h& zla & s& ekilmesine yol aar. Banyo h& zl& so ur. Kat&la#ma cephesinde bulunan ve eriyikle znm# haldeki hidrojen, ayn& h&zla banyo yzeyine ula#amaz ve kat&la#m&# kaynak banyosunda gzenek olu#turur. MIG kayna &nda ilave tel ark&n &s& girdisine ayn& anda maruz kald& &ndan ntavlama zellikle nemlidir. D$KKAT ED$LMEZSE: Gzenek olu#ur. MIG kayna &nda: kt birle#me ve diki# ba#lang&c&nda ve bazen diki#in ilerleyen blmlerinde kt yanma meydana gelir. GSTER$M:
237
5.17.4. Titanyum esasl# malzemelerin TIG kayna #
D$KKAT: Titanyum esasl& malzemelerin TIG kayna & nda ilave nlemlerle havan&n sadece kaynak yerine giri#ini de il, &s&dan etkilenen malzeme blgesine giri#ini de nleyiniz. Kaynak koruyucu gaz& ve kk koruyucu gaz& olarak piyasada sat&lan kaynak argonunu de il, yksek safl&ktaki "Argon 4.8" I kullan&n&z. NK: Titanyum'un, oksijen, azot ve hidrojene afinitesi zellikle ok yksektir. Kaynak banyosuna gaz giri#i, tam bir gevrekle#meye yol aabilir. Bundan ba#ka, titanyum kat& halde yakla#&k 250 oC'nin zerine kadar oksijenle reaksiyona birer. Kaynak diki#inin yan&nda uzanan blgenin rtlmesinde yerel koruyucu gaz rtleri (yukar&daki #ekle bak&n&z) veya koruyucu gaz kamaras& kullan&l&r. Kaynak a z&n&n hassas #ekilde haz&rlanmas& (yans&zla#t&rma, temizleme, bazen da lama) mutlaka gerekir. D$KKAT ED$LMEZSE: Gevrekle#me, atlak ve tav rengi olu#ur. Hata olu#tuktan sonra malzeme hasar&n& gidermek mmkn de ildir.
GSTER$M:
238
6. BLM
ZL TEL ELEKTRODLA ARK KAYNA'I
6.1. Giri,
zl tel elektrodla ark kayna &, her #eyden nce bir ark kaynak yntemidir ve srekli bir ilave metal elektrod ile kaynak banyosu aras&nda ark olu#turulmas& esas&na dayan&r. Yntem, ayr&ca sevk edilen bir koruyucu gaz rts alt&nda (baz& uygulamalarda gaz kullan&lmaz), ve tp #eklindeki elektrodun iindeki tozdan (z) olu#an bir rt korumas&yla birlikte uygulan&r. zl tel elektrod, iinde e#itli toz malzeme bulunan metal bir tp formunda kompozit bir ilave metaldir. Kaynak s&ras&nda kaynak metalinin yzeyini yo un bir cruf tabakas& kaplar. zl tel elektrodla ark kayna &n& di er ark kaynak yntemlerinden ay&ran zellik, cruf yapan maddelerin, srekli beslenen bir tel elektrodun iinde olmas&d&r. Dikkat ekici i#lem karakteristikleri ve olu#an diki#in zellikleri, bu yntemin geli#tirilmesine yol am&#t&r. Bu yntem, kendisini ark'&n ve kaynak banyosunun atmosferik kirlenmelerden (oksijen ve azot) korunmas& hususunda di er yntemlerden farkl& k&lan iki temel zelli e sahiptir. Bir tanesi, kendinden korumal& zl telle ark kayna &d&r. Bu yntemde erimi# metal, toz zn ark &s&s& taraf &ndan ayr &#t&r &lmas& ve buharla#t&r&lmas&yla korunur. Di er tip olan ilave gaz korumal& zl telle ark kayna & ise, toz zn etkisine ek olarak d&# bir koruyucu gaz kullan&r. Her iki yntemde de, elektrodun z maddesi, kat&la#makta olan kaynak metalini korumak zere bir cruf olu#turur. zl telle ark kayna &, normalde bir yar& mekanize kaynak yntemidir. Yntem ayr&ca makinayla ve tam mekanize olarak da uygulanabilir.
6.2.
Yntemin Temel Prensipleri
zl telle ark kayna &n&n stnl , genel zelli i birle#tirmesinde yatmaktad&r: (a) srekli telle kayna &n verimlili i (b) bir crufun varl& &yla elde edilen metalurjik stnlkler (dezoksidasyon, ala#&mlama vs.) (c) kaynak banyosunu koruyan ve #ekillendiren bir cruf. zl telle ark kayna &, elektrik ark kayna &n&n, gazalt& kayna &n&n ve tozalt& kayna &n&n bir kombinasyonudur. *ekil 6.1, ilave gaz korumal& zl telle ark kayna &n&, *ekil 6.2 ise kendinden gaz korumal& zl telle ark kayna &n& gstermektedir
239
!ekil 6.1. )lave gaz korumal zl telle ark kayna$
!ekil 6.2. Kendinden gaz korumal zl telle ark kayna$ Her iki #ekil de ilave metal ve toz zn, kaynak metalini ve bunu rten crufu olu#turmak zere birlikte erimesini ve kat&la#mas&n& gstermektedir. 'lave gaz korumal& zl telle ark kayna &nda (*ekil 6.1) koruyucu gaz (genellikle karbondioksit veya argon-karbondioksit kar&#&m&), erimi# metali havan&n azot ve oksijeninden korumak zere ark&n ve kaynak banyosunun zerinde bir rt olu#turmaktad&r. Azot havadan kaynak metaline ula#amad& &ndan, kaynak metalinden azotun uzakla#t&r&lmas&na pek gerek yoktur. Ancak karbondioksitin ayr&#mas& s&ras&nda oksijen a& a &kt& &ndan koruyucu gaz rtsnde bir miktar oksijen bulunmaktad&r. Elektrodlar&n bile#imleri, gaz rtsnden gelen oksijenle birle#erek dezoksidasyon yap&c& #ekilde ayarlan&r.
240
Kendinden gaz korumal& zl telle ark kayna &nda ise (*ekil 6.2), koruma etkisi, buharla#an z bile#enlerinden olu#ur ve kaynak s&ras&nda eriyerek hem evredeki havan&n kaynak metaline ula#mas&n& engeller ve hem de cruf olu#turarak eriyen damlalar & ve erimi# kaynak metalini korur. zn CO2 olu# turmas& ve dezoksidasyon bile#enleri iermesi, kendinden gaz korumal& zl tel elektrodlar&n, di er tip zl tel elektrodlara gre neden daha yksek kaynak ak&mlar& ile yklenebildi ini a&klamaktad&r. Kendinden gaz korumal& zl tel elektrodlardan baz&lar&n&n karakteristi i, serbest elektrod boyunun (kontak borusu mesafesinin) daha uzun olabilmesidir. Bu boy, uygulama trne ba l& olarak 19 mm'den 95 mm'ye kadar uzanabilir. Serbest elektrod boyunun art&#&, elektrodun diren &s&s&n&n artmas&na neden olur. Bu &s&, elektroda bir n tavlama uygular ve ark iindeki gerilim d#mn azalt&r. Ayn& zamanda kaynak ak&m& da d#rlm# olur. Bu d##, esas metalin erimesi iin gerekli &s&y& da azalt&r. Sonuta olu#an kaynak metali dar ve s& d&r. Bu zellik, hafif metallerin kaynak yap&labilmesini ve kkte aral&k doldurma kabiliyetinin artmas&n& sa lar. E er ark boyu (gerilim) ve kaynak ak&m& (kaynak makinas&nda daha yksek ark gerilimi ayarlayarak ve tef besleme h&z&n& artt&rarak) korunabilirse, daha byk serbest elektrod boyu, kaynak metali y& ma miktar&n& da artt&r&r. Kendinden gaz korumal& zl elektrodlar&n baz& belirli tiplerinde kutuplama #ekli, do ru ak#mda dz kutuplama olmal&d&r. Bu kutuplama durumu, esas metale nfuziyeti azalt&r. Sonuta kk apl& elektrodlar (0,8 mm, 1,0 mm ve 1,2 mm) ince salar&n kayna &nda ba#ar &yla kullan&labilir. Baz& zel, kendinden gaz korumal& zl teller, otomotiv sanayinde kullan&lan galvanizli ve alminyum kapl& eliklerin kayna &nda kullan&lmak zere geli#tirilmi#tir. Bunun aksine, ilave gaz korumal& zl telle ark kayna & yntemi, dar ve derin diki#ler verir. Tm aplar iin k&sa serbest elektrod boyu ve d#k ak&m #iddeti uygulan&r. 'k#e kaynaklan, elektrik ark kayna &yla k&yasland& &nda daha dar ve daha derin nfuziyetli diki#lerdir. Serbest elektrod boyu, gaz korumal& yntemde ayn& #ekilde uygulanamaz nk bu halde koruma etkisi ters etkir.
6.3. Kaynak Donan#m#
zl telle ark kayna &nda kullan&lan kaynak donan&m&, yan mekanize ve tam mekanize kaynak i#lemlerinde birbirinden farkl&l&k gsterir.
6.3.1. Yar# Mekanize Kaynak Donan#m#
*ekil 6.3'te gsterildi i gibi, kendinden gaz korumal& zl telle ark kayna &nda ve ilave gaz korumal& zl telle ark kayna &nda kullan&lan kaynak donan&mlar& esas olarak birbirine benzemektedir. Tek fark, ilave gaz korumal& yntemde bir koruyucu gaz tp ve tp zerinde bas&n d#rme manometresinin ve debimetrenin kullan&lmas&d&r. Tavsiye edilen kaynak
241
makinas&, MIG/MAG kayna &nda kullan&lan makinalara benzeyen, sabit gerilimli do ru ak&m kaynak makinas&d&r. Bu makinalar, zel uygulamalarda gerekli olabilen, maksimum ak&mda al&#ma kapasitesinde olmal&d&r. o u yan mekanize uygulamalarda 500 A'den daha d#k ak&m #iddeti kullan&l&r. Gerilim kontrol, 1 Volt'luk veya daha az art&rma veya eksiltmeye uygun olmal&d&r. Ayn& kapasitede ve uygun kontrollere ve tel besleyicilere sahip sabit ak&ml& do ru ak &m kaynak makinalar & da kullan&lmaktad&r ancak uygulama alan& dard&r.
NOT: Gaz korumas&, sadece buna gerek gsteren zl tellerle kullan&l&r.
!ekil 6.3 Tipik, zl telle ark kaynak donan m Tel ilerletme kontrolnn amac&, kaynak ark&na belirli bir sabit h&zda tel elektrodu sa lamakt&r. Elektrodun ark iine beslenme h&z&, sabit gerilimli bir kaynak makinas&n&n sa layaca & kaynak ak&m&n& tespit eder. E er elektrod besleme h&z& herhangi bir nedenle de i#irse, kaynak makinas& nceden belirlenmi# ark gerilimini korumak zere kendi kendini ayarlar. Elektrod besleme h&z&, mekanik veya elektronik cihazlarla yap&labilir. Bu i#lem, dz olmayan ilerletme rulolar&n& gerektirir. Rulolar&n dz olmas& halinde tp elektrod deforme olabilir. Elektrodu ilerletmek iin ok e#itli yivli rulolar bulunmaktad&r. Bunlarda ilerletme
242
rulolar &n&n durum ve say&s& de i#ik olabilmektedir. Baz&lar&nda bir ift rulo bulunur. Ancak iki ift rulo bulunan ilerletme nitelerinde telin daha d#k bas&n uygulanarak ilerletilmesi mmkn olmaktad&r. Yar& mekanize yntemlerde kullan&lan, tipik bir kendinden gaz korumal& tel elektrod torcu, *ekil 6.4'te, ilave gaz korumal& tel elektrod torlar& ise *ekil 6.5'te gsterilmi#tir.
!ekil 6.4. Yar mekanize, kendinden gaz korumal zl telle ark kayna$ torcu
243
!ekil 6.5. Tipik ilave gaz korumal zl telle kaynak torlar Bu torlar rahat bir kullan&m, kolay sal&n&m hareketi ve dayan&kl&l&k prensiplerine uygun #ekilde tasarlanm&#lard&r. Ayr&ca elektroda elektrik ak&m&n&n aktar&labilmesi iin i kontak borusuyla donat&lm&#lard&r. Kaynak ak&m& ve elektrod beslemesi, tor zerine monte edilmi# bir anahtarla gerekle#tirilmektedir. Kaynak torlar& (kaynak tabancalar&) hava so utmal& veya su so utmal& olabilirler. Hava so utmal& torlar, su beslemesine ihtiya gstermediklerinden daha kullan&#l&d&r. Ancak su so utmal& torlar, daha kompakt, daha hafiftir ve hava so utmal& torlara oranla daha az bak&m gerektirirler. Su so utmal& torlar genellikle daha yksek ak&mlarda kullan&labilir. Kapasiteleri 600 A'e kadar ula#&r. Dz veya e imli lleye sahip olabilirler. E imli llelerin e im a&lar& 40 ila 60 'dir. Baz& uygulamalarda e imli torlar daha esnektir ve elektrod hareketlerini daha kolay gerekle#tirebilirler. Baz& kendinden gaz korumal& zl tel elektrodlar, uygun bir koruma sa layabilmek iin zel bir minimum serbest elektrod boyuna gerek duyabilir. Bu tip elektrodlar iin kullan&lan kaynak tabancalar & nda, genellikle elektrodu desteklemek ve minimum bir serbest elektrod boyunu sa lamak iin izole bir uzatma k&lavuzlu k&lavuz borusu bulunur. Bu tip bir lle *ekil 6.6'da gsterilmi#tir.
244
*ekil 6.6. Kendinden gaz korumal& elektrod llesi.
6.3.2. Tam Mekanize Kaynak Donan#m# *ekil 6.7, tam mekanize zl telle ark kaynak donan&m &n& gstermektedir. Tam mekanize i#letmede, % 100 i# evrimine gre tasarlanm &# bir de sabit gerilimli ak&m reteci tavsiye edilir. Ak&m retecinin boyutu, yap&lacak i#ini gerektirdi i ak&m taraf&ndan saptan&r.
245
!ekil 6.7, Tipik bir tam mekanize zl telle ark kaynak donan m Byk elektrodlar, yksek elektrod besleme h&zlar& ve uzun kaynak sreleri gerece inden, elektrod besleme nitelerinde yksek kapasiteli tahrik motorlar& ve yan mekanize i#lemdekiyle ayn& donan&ma gre daha a &r al&#ma elemanlar& olmal&d&r. *ekil 6.8, tam mekanize ilave gaz korumal& zl telle ark kayna &nda kullan&labilen iki tipik meme (lle) grubunu gstermektedir. Memeler, yandan korumaya veya elektrodla e#eksenli korumaya gre tasarlanm&# olabilirler. Yandan koruma, kayna &n dar ve derin a &zlarda yap&labilmesini ve meme iinde s&rama birikintisini en aza indirilmesini sa lar. Meme gruplar& havayla veya suyla so utulabilir. Genel olarak havayla so utulan lleler 600 A'e kadar i#lemler iin tavsiye edilir. Suyla so utulan lleler ise 600 A'n zerindeki i#lemler iin tavsiye edilir. Yksek y& ma h&zlar& iin torlar tandem olarak da dzenlenebilir.
!ekil 6.8. Kendinden gaz korumal elektrod lleleri (memeleri)
Yksek miktarda yzey kaplama iin otomatik oklu elektrod titre#im ekipman&n&n kullan&m&yla verimlilik bir hayli artt&r&labilmektedir.
246
6.4. Koruyucu Gazlar 6.4.1. Karbondioksit
Karbondioksit (CO2), zl telle ark kayna &nda en yayg&n #ekilde kullan&lan koruyucu gazd&r. Bu gaz&n iki avantaj&, d#k maliyet ve yksek kaynak nfuziyetidir. 'ri taneli bir damla gei#i sa lamas&na ra men, baz& z formlasyonlar&yla CO2 atmosferi alt&nda da sprey gei# elde edilebilmektedir. Karbondioksit, oda s&cakl& &nda nispeten aktif olmayan bir gazd&r. Kaynak ark& taraf & ndan yksek s & cakl & a & s & t & ld & & nda a # a & da gsterildi i gibi karbonmonoksit'e (CO) ve oksijen'e (O) ayr&#&r:
Bylelikle ark atmosferinde erimi# metaldeki elemanlarla reaksiyona girebilecek, byk miktarda oksijen bulunur. CO2 koruyucu gaz&n&n oksitleme e ilimi, zl tel elektrodlar&n geli#tirilmesi s&ras&nda fark edilmi#tir. CO2'nin oksitleyici etkisini bertaraf etmek iin z'e dezoksidasyon elemanlar& kat&l&r. Ek olarak CO2 erimi# demirle reaksiyona girer ve demiroksit ile karbonmonoksitin tersinir reaksiyonu olu#ur:
K&z&l s&cakl&kta karbonmonoksitin bir k&sm& da karbon ve oksijene ayr&#&r:
CO2 koruyucu gaz&n&n ala#&ms&z ve d#k ala#&ml& elikler zerindeki etkisi ayn&d&r. Esas metalin ve elektrodun ba#lang&taki karbon ieri ine ba l& olarak CO2 atmosferi ya karbrleyici veya dekarbrleyici bir ortam olarak davran&r. Kaynak metalinin karbon ieri inin art&p artmayaca &, elektrodun ve esas metalin karbon ieri ine ba l&d&r. E er kaynak metalinin karbon ieri i yakla#&k % 0,05'in alt&ndaysa, erimi# kaynak banyosu, CO2 koruyucu atmosferinden karbon kapma e iliminde olur. Di er taraftan kaynak metalinin karbon ieri i yakla#&k % 0,1'den bykse, bu durumda erimi# kaynak banyosu karbon kaybedebilir. Karbon kayb&, CO2'nin yksek s&cakl&klardaki oksitleyici karakteri nedeniyle yol at& & karbonmonooksit olu#umuna ba lanmaktad&r. Bu reaksiyon oldu unda, karbonmonooksit kaynak metalinde gzenek halinde hapsolabilir. Bu e ilim, elektrodun znde yeterli seviyede dezoksidan elemanlar&n bulunmas&yla en aza indirilebilir. Oksijen, elikteki karbona k&yasla dezoksidan maddelerle daha byk istekle reaksiyona girer. Bu reaksiyon, erimi# kaynak banyosunun zerinde yzen crufun bir k&sm&n& meydana getiren kat& oksit
247
bile#iklerinin olu#umuyla sonulan&r.
6.4.2.
Kar#,#m Gazlar
zl telle ark kayna &nda kullan&lan kar&#&m gazlar, iki ayr& gaz&n ayr& avantajlar&n& bir araya getirmek amac&yla kar&#t&r&larak elde edilir. CO2 veya oksijenle kar&#an inerg gaz yzdesi ne kadar yksekse, zdeki dezoksidanlar&n transfer etkinlikleri de o derece fazla olur. Argon, tm kaynak s&cakl&klar&nda kaynak banyosunu koruma kapasitesine sahiptir. Bir koruyucu gaz kar&#&m &nda yeterli miktarda varl& &, % 100 CO2 korumas&nda olu#an oksidasyona gre daha d#k oksidasyon olu#mas&n& sa lar. 'lave gaz korumal& zl telle ark kayna &nda en yayg&n kullan&lan gaz kar&#&mlar& % 75 Argon, % 25 Helyum'dur. Bu kar&#&m alt&nda y& &lan kaynak metali, % 100 CO2 korumas&nda olu#an kaynak metalinden daha yksek akma ve ekme dayan&m&na sahiptir. Bu gaz kar&#&m&yla kaynak yap&ld& &nda damla gei#i sprey ark trnde gerekle#ir. Ar-CO2 kar&#&mlar&, ncelikle pozisyon kayna &nda kullan&l&r; saf CO2'ye oranla kaynak&n&n al&#mas&n& kolayla#t&r&r ve ark karakteristiklerini iyile#tirir. CO2 korumas& alt&nda kaynak edilmek zere retilmi# zl tellerin kar&#&m gaz alt&nda kaynak edilmesi durumunda, a#&r & bir mangan, silisyum ve di e dezoksidasyon elemanlar& kayb&na yolaar. Bu ala#&m elemanlar&n&n kaynak metalinde eksikli i, mekanik zellikleri de i#tirir. Bu nedenle elektrod reticileri elektrodun hangi zel koruyucu gazla kullan&lmas& gerekti ini sylemek zorundad&r. Byle bir bilginin elde edilememesi durumunda, n testler yap&larak zl tel elektrodun hangi tip gaz korumas& alt&nda kullan&labilece i saptanmal&d&r. Yksek oranda argon ieren gaz kar&#&mlar& -rne in % 95 argon ve % 5 oksijen-, cruf kayboldu undan, zl telle ark kayna &nda kullan&lmazlar.
6.5.
Kaynak Yap#labilen Malzemeler
Elektrik ark kayna &yla, MIG/MAG kayna &yla ve tozalt& kayna &yla kaynak yap&labilen eliklerin o u zl telle ark kayna &yla da kaynak yap&labilir. Bu eliklerden baz&lar&, ala#&ms&z ve d#k ala#&ml& yap& elikleri, yksek dayan&ml& su verilmi# ve temperlenmi# ayr&ca normalize edilmi# ince taneli yap& elikleri, yksek s&cakl& a dayan&kl& krom molibden elikleri, korozyona dayan&kl& hadde rn paslanmaz elikler, nikelli elikler, a#&nmaya direnli eliklerdir.
6.6.
zl Tel Elektrodlar
zl tel elektrodun cazibesi, iindeki zn ok de i#ik #ekilde olu#turulabilmesinde yatmaktad&r. Genellikle elektrodlar, ala#&ml& veya ala#&ms&z bir elik k&l&f iindeki cruf ve ala#&m yap&c& malzemelerden olu#ur. zn kimyasal bile#imi, elektrodun s&n&f&na ve retici firmas&na gre de i#ir.
248
Bir zl tel elektrodun z'nn yerine getirmesi gereken hususlar #unlard&r: (a) kimyasal bile#imini ayarlayarak kaynak metalinin mekanik, metalrjik ve korozyona dayan&kl&l&k zelliklerini sa lamak (b) erimi# metali havan&n oksijeninden ve azotundan koruyarak kaynak metalinin hatas&z olmas&n& sa lamak (c) kaynak metalindeki yabanc& maddeleri cruf yap&c& reaksiyonlarla bertaraf etmek.
(d) kat& la#makta olan metali havadan korumak ve farkl& kaynak posizyonlar& nda diki#in grn#n ve #eklini kontrol etmek zere bir cruf rts olu#turmak. (e) s& ramalar& azaltmak ve niform olarak y& & lm &#, uygun boyutlarda diki #ler olu#turmak zere, etmek. Tablo 6.1, bir z'de yayg& n olarak bulunan elemanlar& , bunlar& n menbalar& n& ve kullan&lma amalar&n& vermektedir. ark& dzgn bir elektriksel hat sa layacak #ekilde stabilize
249
Tablo 6.1. zl tel elektrodlardaki z elemanlar&
Elem an Alminyu m Kalsiyum Bulunu # # ekli Metal tozu Kalsiyumflorr (CaF2) ve kireta#& (CaCO3) Karbon Ferromangan gibi ferroala#&m #eklinde eleman Krom tozu Demir tozu Mangan Ferromangan gibi Ferroala#&m veya demir Ferroala#&m veya metal Srnme direncini, sertli i, dayan&m & ve korozyon direncini artt& rmak zere ala#&mlamak Demir esasl& kaynak metalinde ala#&m matrisi; nikel esasl& ve di er demird&#& kaynak metallerinde ala#&m Dezoksidan; kkrtle MnS olu#turarak s&cak y&rt&lmay& engeller; sertlik ve dayan&m & ykseltir; cruf olu#turur Sertlik ve dayan&m & artt&ran ala#&m eleman&; ostenitik paslanmaz eliklerde kar&ncalanma korozyonuna direnci ykseltmek iin Nikel Metal tozu Sertlik, dayan&m, tokluk ve korozyon direncini ykseltmek iin ala#&mlama Potasyum Potasyum feldspat Silisyum ve silikat veya ieren gibi silikaDezoksidasyon ve cruf yapmak Ark& stabilize etmek ve cruf yapmak Sertli i ve dayan&m & artt&rmak Kaynaktaki am ac & Dezoksidasyon ve denitrrasyon olu#turmak. Gaz ve cruf yapmak.
ferroala#&m veya metal tozu Molibden Ferroala#&m
mineraller Ferrosilis mangan gibi
ferroala#&m; Ark& stabilize etmek ve cruf olu#turmak
Sodyum
feldspat gibi mineral silikatlar Sodyum ieren feldspat ve frit #eklinde silikatlar gibi
Titanyum
mineraller Ferrotitanyum ferroala#&m; rutil mineral
gibi
Dezoksidasyon ve denitrrasyon yapmak; cruf yapmak;
olarak baz& paslanmaz eliklerde stabilizasyon olu#turmak. Dezoksidasyon olu#turmak ve denitrrasyon yapmak; cruf
Zirkonyu m Vanadyu m
Oksitler veya metal tozu
Oksitler veya metal tozu
Dayan&m & ykseltmek.
6.7. Yntem Karakteristikleri 6.7.1. Kaynak Ak#m#
Kaynak ak&m&, belirli bir elektrod ap&, bile#imi ve serbest elektrod boyu (kontak borusu mesafesi) iin elektrod ilerleme h&z& ile orant&l&d&r. Uygun lde bir sabit gerilimli ak&m reteci, belirli bir ark geriliminde (ark boyunda) elektrodu belirli bir h&zda eritir. Belirli bir elektrod ap& iin di er kaynak parametreleri sabitse, kaynak ak&m&n&n de i#tirilmesi a#a &daki temel etkileri yapar: (a) kaynak ak&m&n&n artt&r&lmas& elektrod y& ma h&z&n& artt&r&r (b) kaynak ak&m&n&n artt&r&lmas& nfuziyeti artt&r&r (c) a#&n kaynak ak&m&, s& nfuziyetli d&#bkey kaynak diki#leri olu#turur
250
(d) yetersiz kaynak ak&m&, ok byk damla transferi ve a#&r& s&ramaya yolaar. (e) kendinden gaz korumal& zl tel elektrodla kaynak yaparken yetersiz kaynak ak&m&, kaynak metalinin a#&r& azot kapmas&na ve gzenekli olmas&na yolaar. Serbest elektrod boyu uzad&ka kaynak ak&m& d#er; k&sald&ka artar.
6.7.1.
Ark Gerilimi
Ark gerilimi ve ark boyu, birbiriyle yak&ndan ilgilidir. Kaynak makinas&n&n zerinden okunan ark gerilimi, kaynak devresindeki gerilim d##lerinin toplam&d&r. Bu de er, kaynak kablosundaki, serbest elektrod boyundaki, arktaki, paradaki ve para dn# klemensindeki d##lerin toplam&d&r. Bu nedenle ark gerilimi, ancak di er devre elemanlar& (ve bunlar&n s&cakl&klar& da) sabit kald& &nda makinada okunan de erle orant&l&d&r. zl tel elektrodla olu#turulan kaynak diki#inin grnm, sa laml& & ve zellikleri, ark geriliminden etkilenebilir. Ark geriliminin ok yksek olmas& (ark boyunun ok byk olmas&), a#&r& s&ramaya ve geni#, dzensiz #ekilli kaynak diki#lerine yolaar. Ala#&ms&z elik elektrodlar&n kullan&lmas& halinde gzene e yolaabilir. Paslanmaz elik elektrodlar halinde ise kaynak metalinin ferrit yzdesini d#rr; bu ise atlamaya yolaabilir. Ark geriliminin ok d#k olmas&, ok fazla s&rama olu#mu# ve nfuziyeti azalm&# dar ve d&#bkey diki#lere neden olur.
6.7.2.
Serbest Elektrod Boyu (Kontak Borusu Mesafesi)
Kaynak s&ras&nda kontak borusunun d&#&nda bulunan erimemi# elektrod (serbest elektrod boyu), di er tm de i#kenlerin sabit kalmas& halinde, boyu uzad&ka diren etkisi nedeniyle daha fazla &s&n&r. Daha nce de a&kland& & gibi elektrod s&cakl& & ark enerjisini, elektrod y& ma h&z&n& ve nfuziyeti etkiler. Ayr&ca kayna &n sa laml& &n& (hatas&zl& &n&) ve ark&n kararl&l& &n& da etkileyebilir. zl telle ark kayna &nda bir i#letme faktr olarak serbest elektrod boyunun etkisi, koruyucu gazla ve ilgili di er kaynak de i#kenleriyle dengede tutulmal&d&r. Di er etkenler sabitken serbest elektrod boyunun ok uzun olmas&, karars&z bir ark'a ve a#&r& s&ramaya yolaar. ok k&sa olmas& ise belirli bir gerilim ayar& iin ark boyunun ok uzun olmas&na neden olur. Gaz korumal& elektrodlar halinde gaz ak&#&n& bozacak tarzda, gaz memesinin iinde s&rama birikimine yolaar. Gaz korumas&n&n bozulmas& ise kaynak metalinin gzenekli olmas&na ve a#&r& oksitlenmeye neden olabilir. o u retici firma, uygulamaya ba l& olarak, ilave gaz korumal& zl tel elektrodlar iin 19 ila 3Q mm'lik bir serbest elektrod boyunu, kendinden gaz korumal& olanlar iin ise 19 ila 95 mm'lik bir boy nermektedir.
6.7.3.
Kaynak H#z#
Kaynak h&z&, kaynak diki#inin nfuziyetini ve enkesit formunu belirler. Di er faktrler sabitken
251
d#k tuzlardaki nfuziyet, yksek h&zlara gre daha fazlad&r. Yksek kaynak ak&m&nda d#k h&zla kaynak yapmak, kaynak metalinin a#&r& &s&nmas&na neden olur. Bu da cruflar&n kaynak metali iinde hapsolmas&ndan dolay& diki#in grn#nn bozulmas&na veya esas metalin a#&r& erimesine yolaar. Yksek kaynak h&zlar& ise dzensiz diki#lere neden olmaktad&r.
6.7.4.
Koruyucu Gaz Ak#,#
'lave gaz korumal& elektrodlarda gaz ak&# h&z&, kaynak kalitesini etkileyen bir de i#kendir. Yetersiz gaz ak&#&, erimi# banyonun yetersiz korunmas&na dolay&s&yla gzeneklili e ve oksitlenmeye neden olur. A#&r& yksek gaz ak&#& ise trblansa ve koruyucu gaz&n hava ile kar&#mas&na yolaar. Kaynak kalitesi yetersiz ak&# ile ayn& olur. Do ru gaz ak&#& miktar&, torcun gaz memesinin tipine ve ap&na, para ile meme aras&ndaki mesafeye ve kaynak i#leminin yap&ld& & blgedeki ani hava hareketlerine ba l&d&r.
6.7.5.
Elektrod A#s#
Kaynak s&ras&nda elektrodun tutuldu u a&, ark kuvvetinin erimi# kaynak banyosuna uyguland& & yn belirler. Belirli bir uygulamada kaynak de i#kenleri uygun #ekilde ayarlanm &#sa, ark kuvveti, yerekimi etkisini z&t ynnde kullan&labilir. zl telle ark kayna &nda ve elektrik ark kayna &nda ark kuvveti sadece banyonun istenen #ekli almas&na yard&mc& olmakla kalmaz, ayn& zamanda crufun banyonun nnden akmas&na ve banyo iinde hapsolmas&na engel olur. Yatay pozisyonda al&n ve ik#e kaynaklan yap&l&yorken yerekimi kuvveti, erimi# kaynak banyosunu kayna &n nne do ru itmeye al&#&r. Bunu kar#&lamak ve yenmek iin elektrod, ucunun gsterdi i diki# gerisine do ru dik a&yla, yani kaynak ynnden uzakla#acak #ekilde tutulur. Bu kaynak a&s& srkleme a#s# olarak adland&r&l&r ve kaynak ekseninin dzlemine dik bir izgiden llr (*ekil 6.9-a). Bu #ekilde yap&lan kaynak t&pk& MIG/MAG kayna &nda oldu u gibi arkaya kaynak olarak adland&r&l&r. Srkleme a&s&n&n alaca & uygun de erler, kullan&lan zl telle ark kaynak yntemine, esas metalin kal&nl& &na ve kaynak pozisyonuna ba l&d&r. Kendinden gaz korumal& zl telle kaynak ynteminde, srkleme a&s& rtl elektrodla yap&lan kaynaktaki ile ayn& olmal&d&r. Yatay al&n ve yatay ik#e pozisyonlar& iin srkteme a&s&n&n de eri 20 ila 45 aras&nda de i#ir. Daha byk a&lar, daha kal&n kesitlerde kullan&l&r. Malzemenin kal&nl& & artt&ka, nfuziyeti artt&rmak iin srkleme a&s& kltlr. Dikey kaynakta srkleme a&s&n&n de eri 5 ila 10 olmal&d&r. 'lave gaz korumal& zl telle kaynak ynteminde ise srkleme a&s& genellikle kk tutulmal& ve 2 ila 15 civar&nda olmal& ancak 25 den byk olmamal&d&r. E er srkleme a&s& ok byrse gaz korumas&n&n etkinli i kaybolur. Yatay pozisyonda ik#e kayna & yap&ld& &nda kaynak banyosu, hem kaynak ynnde ve hem de buna dik ynde akma e ilimindedir. Bu yana akmay& nlemek iin elektrodun, alttaki sa&n ba lant&n&n k#e noktas&na yak&n noktas&na do rultulmas& gerekir. Srkleme a&s&na ek olarak
252
elektroda dikey saa gre 40 ila 50 lik bir al#,ma a#s# daha vermek gerekir. *ekil 6.9-b).
!ekil 6.9. Kaynak elektrodunun pozisyonlar : a) srkleme a s ; b) al 'ma a s Dikey kaynakta daha kk ekme a#lar# (sola kaynak) kullan&lmal&d&r. 6.8. Ba lant# Tasar#m# ve Kaynak Prosedr zl telle ark kayna &na uygun ba lant& tasar&mlar& ve kaynak prosedrleri, gaz korumal& elektrodun mu yoksa gaz korumas&z elektrodun mu kullan&ld& &na ba l& olarak de i#ir. Ancak tm ba lant& tipleri her iki elektrod yntemiyle de kaynak yap&labilir. rtl elektrodla ark kayna &nda kullan&lan tm kaynak a &zlar&, zl telle ark kayna &nda da kullan&labilir. zl telle kaynak ve rtl elektrodla kaynak yntemleri aras&nda belirli bir ba lant& iin zel kaynak a &z boyutlar&nda baz& farklar bulunabilir. zl elektrodlar&n s&n&fland&r&lmas&, boyutlar&, amalar& ve i#letme karakteristikleri farkl& oldu undan bunlar iin kullan&lan kaynak prosedrleri de farkl& olacakt&r. Kaynak a &zlar&n&n olu#turulmas&nda a#a &daki iki temel kural gz nnde bulundurulmal&d&r: (a) ba lant&n&n tasar&m&, tm kaynak i#lemi boyunca serbest elektrod boyu sabit kalacak #ekilde
253
olu#turulmal&d&r (b) ba lant&, kk k&sm &nda kolayca ula#&labilecek ve gerekli elektrod sal&n&m hareketleri kolayca yap&labilecek tarzda #ekillendirilmelidir. Tablo 6.2'de ala#&ms&z ve d#k ala#&ml& eliklerin ilave gaz korumal& zl telle ark kaynak a &zlan verilmi#tir. Tablo 6.3te ise kendinden gaz korumal& elektrodlar iin kaynak a &zlan s&ralanm&#t&r. Paslanmaz elikler iin baz& kaynak a &zlan ise Tablo 6.4te verilmi#tir. Tablo 6.2. Ala' ms z ve d'k ala' ml eliklerin ilave gaz korumal zl telle ark kayna$ nda kullan lan kaynak a$ zlar
254
Tablo 6.3. Ala' ms z ve d'k ala' ml eliklerin kendinden gaz korumal zl telle ark kayna$ nda kullan lan kaynak a$ zlar
255
Tablo 6.3. (Devam)
256
Tablo 6.4. Paslanmaz eliklerin ayn tr elektrod malzemeli ve kendinden gaz korumal zl telle ark kayna$ nda kullan lan kaynak a$ zlar
6.9. Kaynak Hatalar# ve Nedenleri
Tablo 6.5'te zl telle ark kayna &nda grlen hatalar ve muhtemel nedenleri ile dzeltmek iin yap&lmas& gereken i#lemler verilmi#tir.
257
Tablo 6.5. zl telle ark kayna &nda problem zm listesi
6.10. zl Telle Ark Kayna #n#n Avantaj ve Dezavantajlar#
zl telle ark kayna & rtl elektrodlarla ark kayna &na gre pekok avantaja sahiptir. Ayr&ca tozalt& ve gazalt& ark kayna &na gre de baz& bak&mlardan daha stndr. Gazalt& ark kayna &na gre daha esnek ve tozalt& ark kayna &na gre de daha adaptiftir. Bu avantajlar a#a &da verilmi#tir.
258
(1) yksek kaliteli kaynak metali (2) mkemmel diki# grn# -dzgn ve przsz diki#ler (3) yatay ik#e kaynaklar&nda mkemmel d&# profil (4) geni# bir kal&nl&k blgesinde pekok elik kaynak yap&labilir (5) yksek i#letme faktr - kolayca mekanize edilebilir (6) yksek y& ma h&z& - yksek ak&m yo unlu u (7) nisbeten yksek elektrod y& ma verimi (8) ekonomik mhendislik ba lant& tasar&m& (9) grlebilen ark - kullan&m& kolay (10) gazalt& ark kayna &na gre dan az n temizleme gere i (11) rtl elektrodla ark kayna &na gre daha az arp&lma ve igerilme (12) rtl elektrodla ark kayna &na oranla drt kata kadar daha fazla y& ma (13) kendinden gaz korumal& elektrodlar&n kullan&m&, ayr&ca toz ta#&nmas&n& ve gaz tp ile di er aparatlara gereksinimi ortadan kald&r&r ve #antiye uygulamalar&nda rzgar etkilerine kar#& daha toleransl&d&r (14) kaynak diki#inin atlamas&na yol aan kirliliklere daha yksek tolerans (15) diki#alt& atlamas&na daha yksek diren zl telle ark kayna &n&n dezavantajlar& ise #unlard&r: (1) bu yntem demir esasl& ve nikel esasl& malzemelerle siniridir (2) yntem, uzakla#t&r&lmas& gereken bir cruf olu#turur (3) zl elektrodlar, daha pahal&d&r. (4) ekipman, rtl elektrodla ark kayna &nda kullan&lana gre daha karma#&k ve daha pahal&d&r; ancak artan verimlilik bunu dengeler. (5) tel besleme nitesi ve kaynak makinas&n&n kaynak noktas&na ok yak&n olmas& gerekir 'lave gaz korumal& olan tr bak&m&ndan, d&# koruma hava ak&mlar& taraf&ndan etkisiz hale getirilebilir; kendinden gaz korumal& elektrodlarda bu bir problem de ildir nk gaz korumas&, tam gerek duyulan yerde yani elektrodun ucunda olu#ur. (6) ekipman rtl elektrodlarda kullan&lanlara gre daha karma#&k oldu undan daha fazla bak&m gerektirir. (7) gazalt& ve tozalt& ark kaynak yntemlerine gre daha fazla kaynak duman& olu#ur. baz& hafif ala#&ml& elikler hari ayn& a &rl&ktaki masif elektrodlara k&yasla
259
7. BLM
MIG/MAG KAYNA'INDA EKONOM$KL$K
7.1. Giri,
Kaynak tekni iyle u ra#an ki#iler aras&nda, kaynak yntemlerinin uygulanabilirli i zerine yap&lan tart&#malarda "EKONOM'KL'K" ve "VER'ML'L'K" byk bir yer tutar. Ekonomiklik ve verimlilik Tablo 7.1 'de a&klanm&#t&r. Tablo 7.1 Verimlilik ve Ekonomiklik
MIG/MAG kayna &nda ekonomikli in ele al&nabilmesi iin bu yntemin stnlklerinin belirtilmesi gerekir.
7.2. Tam Mekanizasyona ve Otomatizasyona Uygunluk
MIG/MAG kayna &n&n en nemli stnlklerinden biri, kaynak tesisinin tam mekanizasyona veya
260
Otomatizasyona uygunlu udur. Bu durum, usuz tel elektrodla al&#&labilmesi, ak&m retecinin ak&mgerilim karakteristi i arac&l& &yla ok k&sa dzelme sresinde de ark&n problemsiz #ekilde ayarlanmas&, crufsuz kaynak banyosu olu#turmas&ndan ileri gelir.
7.3. Eritme Gc
Bir yntemin ekonomikli inin en nemli karakteristi i eritme gcdr. Ancak bu karakteristik bazen tam olarak tan&mlanamaz. Eritme gc kaynak ak&m&n&n bir fonksiyonu olarak yorumland& &nda, rtl ubuk elektrodlarda da &l&m blgesi hakk&nda yeterli bir bilgi mevcut de ildir. Ancak literatrde MIG/MAG kayna &n&n eritme gcnn ok geni# bir da &l&m blgesi mevcuttur. *ekil 7.1'de rtl ubuk elektrodlarla k&yaslamal& olarak MAG kayna &n&n eritme gc ile ilgili olarak, s&n&rlar& kesin olarak belirli bir da &l&m blgesi verilmi#tir. Bu #ekilden, belirli kaynak ak&mlar&nda en yksek eritme gcnn en d#k eritme gcnn iki kat& oldu u grlmektedir.
!ekil 7.1 Eritme glen
7.4. Yan Sreler ve Devrede Kalma Sresi
Saf kaynak sresinin hesaplanmas&nda yan srelerin &kar&lmas& ok nemlidir. Tecrbeler gstermektedir ki, rtl elektrodlarla ark kayna &nda cruflar&n uzakla#t&r&lmas& iin gerekli srelerin do ru #ekilde hesaplanmas& ok problemlidir. Diki# tr, elektrod tipi ve kaynak #artlar&, bu sreyi nemli oranda etkilemektedir. MIG/MAG kaynakl& diki#lerin temizlenmesi iin geen gerek srelerin hesaplanmas& da benzer #ekilde problemlidir. o u zaman dikkat edilmeyen nokta, diki#in st yzeyindeki dezoksidasyon rnlerinin
261
olu#turdu u kk adac&klar&n uzakla#t&r&lmas&n&n gerekti idir. Bunlar&n miktar&, esas metal, tel elektrod ve koruyucu gaz&n tr gibi pek ok faktrden etkilenir. S&rama olu#umu da ka&n&lmaz bir durumdur. Burada kaynak makinas& n& n zellikleri ne kadar etkiliyse, kaynak& n& n kaynak de erlerini ayarlamas& da o derece etkilidir. Koruyucu gazlar&n s&rama olu#umuna etkisi daha nceki blmlerde a&klanm&#t&r. MIG/MAG kayna &na gei#in, esas olarak yksek bir devrede kalma sresine yol amad& & *ekil 7.2'den grlmektedir.
!ekil 7.2. MAG kayna$ nda devrede kalma sresinin de$i'imi Bu #ekilden:
saf eritme sresinin 1:3 oran&nda azalt&ld& &, ynteme ba l& yard&mc& srelerin yakla#&k 1:6 oran&nda azalt&ld& &, yap& eleman&na ba l& yard&mc& srelerin ise sadece 1:1,7 oran&nda azalt&ld& & ve toplam olarak devrede kalma sresinin % 50'den % 44'e d#t grlmektedir.
7.5. Distorsiyon (ekme ve arp#lma)
MIG/MAG kayna &n& n di er bir zelli i, baz& durumlarda yan srelerin k&salt&lmas&na yard&mc& olmas&d&r: rne in daha d#k distorsiyon yoluyla. Tm ara#t&rmalar, MIG/MAG kayna &nda paraya nemli oranda daha az enerji uyguland& &n& gstermektedir. D#k &s& girdisinin do al
262
sonucu olarak daha az distorsiyon olu#mas&, nemli bir stnlktr. *ekil 7.2'de gsterilen rnekteki 6,4 m uzunlu undaki kiri#te MAG kayna &ndan sonra, tm kiri# uzunlu unda sadece 2 mm'lik bir arp&lma meydana gelmi#tir. Bu de er elle elektrik ark kayna &na oranla nemli oranda daha d#ktr. Ve bu d#k distorsiyona, elle elektrik ark kayna &na gre MAG kayna &nda ok fazla evirme i#lemi kullan&lmamas&na ra men ula#&lm&#t&r. Ark&n enerji tketimi zerine veriler a#a &daki gibidir: Elle elektrik ark kayna & MAG kayna & yakla#&k 27 KWh. yakla#&k 12,5 KWh.
10 mm kal&nl& &ndaki St 52 malzemeden kaynakl& levhalardaki igerilme da &l&m& zerine yap&lan bir ara#t&rma, elle elektrik ark kayna &na k&yasla MAG kayna &nda i gerilmelerin nemli oranda daha d#k oldu unu gstermi#tir.
7.6. G Kar,#la,t#rmas#
Kar#&la#t&rma kaynaklar& zerine son y&llarda yap&lm&# ara#t&rmalardan elde edilen sonular Tablo 7.2'de verilmi#tir. Tablo 7.2. MAG Kayna$ ile elle elektrik ark kayna$ n n glerinin kar' la't r lmas
Kaynakl& yap& Diki# tr ve kal&nl& & Saf kaynak Tavlama tezgah& Bilyal& di#li kutusu Ta#&y&c& raylar Toz &zgaras& Boru #eklinde paralar Sa yap&lar (boyuna elik merdiven Makina paralar& Yuvarlak elik paralar Aparat platolar& Ta#&y&c& tezgahlar Havaland&rma kanallar& Kren yolu konsolu 'k#e diki#i a= 8mm Ik#e diki#i a= 7 mm V-diki#leri 12 mm 'k#e diki#leri a= 3,5mm 'k#e diki#leri a= 5... 14 sa diki#i 1,5 mm 'k#e diki#i a= 2,5mm 'k#e diki#i a= 6 mm d = 4. ..6 mm 'k#e ve V-diki#leri Kiri# IPB 100 Sa kal&nl& & 4 mm 'k#e diki#leri, sa kal&nl& & 20 mm 1:2,2 1:2 1:1 1:2,8 1:2,4 1:2 1:3,2 1:2,3 1:2,5 1:1,9 1:2,25 1:2,85 1:3 1:1,7 srelerinin i# Toplam sresinin oran& 1:3 1:2,1 1:2,7 1:2,5 1:3,75
263
7.7. Kaynak Metali Miktar#
Mevcut hesaplamalar, bu blmde kar#&la#t&r&lan her iki yntemin de doldurma (kaplama, z&rhlama vs.) kayna &nda ayn& kaynak metali y& ma gcnde oldu unu gstermi#tir. Ancak birle#tirme kayna &nda durum ayn& de ildir. Tek tek ara#t&rmalar &n sonular&, elle elektrik ark kayna &na gre MAG kayna &nda V-diki#lerinde a &z a&s&n&n kltlebilece ini gstermi#tir. A &z a&s&n&n kltlmesiyle hangi miktarda kaynak metali tasarrufu sa lanabilece i, teorik olarak *ekil 7.3'te GtH e risiyle gsterilmi#tir. Do ald&r ki, gerek kaynak diki# yksekli inde bu hesaplama tam olarak yap&lamaz. Deneyler gstermi#tir ki, dikey pozisyonda kaynak yap&lan diki#lerde teorik de er k&smen gerekle#tirilmi#tir, ancak yatay kaynak edilen diki#lerde k&smen byk sapmalar olmaktad&r (*ekil 7.4).
(Kk aral& &, kk aln& ve stte diki# ta#k&nl& & yok) !ekil 7.3. MAG kayna$ nda V-diki'lerinde kaynak metali tketimi
264
!ekil 7.4. MAG kayna$ nda kaynak metalinin gerek tketimi MIG/MAG kayna &nda a &z a&s&n&n kltlebilece i sorusu, olduka zor yan&tlanabilecek bir sorudur. Kaynakla u ra#anlar, 15 mm'ye kadar sa kal&nl&klar&nda 40 'lik a &z a&lar&n&n ve daha kal&n olanlarda da 50'lik a &z a&lar&n&n a#&lmamas& gerekti ini tavsiye etmektedir. Daha dar a &z a&lar& halinde, birle#me hatalar&n&n olu#mas& ve gaz &k&#&n&n zorla#mas& tehlikesi mevcuttur.
7.8. Malzeme Maliyetleri
Gemi# y&llarda yap&lan tm maliyet kar#&la#t&rmalar&, MIG/MAG kayna &na gei#le i#ilik giderlerinde ve yan i#ilik giderlerinde fark edilir bir azalma oldu unu gstermi#tir. Ancak malzeme giderlerinde a &rl&ktaki gibi #iddetli bir d#me olu#mam&#t&r. Pek ok endstri lkesinde geerli yksek i#ilik maliyeti seviyesi ve ilave malzemelerin fiyat seviyesi gz nne al&nd& &nda, gaz maliyetleri de hesaba kat&l&rsa, i#ilik cretleri bak&m &ndan yap&lacak tasarrufa gre kaynak ilave malzemesi maliyetlerinde ok daha nemli bir tasarruf sa lanmaktad&r. 'lave malzemelerin her ikisinde de, hem rtl ubuk elektrodlarda hem de tel elektrodlarda artan apla fiyatlar d #mektedir. Ancak yap &lacak bir kar#&la#t&rman&n anlaml& olmas& gerekir. rne in her ikisi de pratikte birbirine rakip olmad& &ndan 0,8 mm apl& tel elektrodla 5 mm apl& rtl ubuk elektrodun birbiriyle k&yaslanmas& anlams&zd&r. Her bir kg kaynak metalinin malzeme maliyetinin yksekli i zerine bir ipucu *ekil 7.5'te verilmi#tir
265
!ekil 7.5. Her bir kg kaynak metalinin malzeme olarak maliyeti. S&ramalar, nemli bir ilave malzeme kayb&d&r ve tel elektrodun a &rl& &n&n de erlendirilmesinde gz nnde bulundurulmal&d&r. Bu a#amada ala#&m elemanlar&n&n yanmadan dolay& kayb& ihmal edilebilir. S&rama kay&plar&n&n yksekli i, koruyucu gaza ve kaynak makinas&n&n ayarlanmas&na ba l&d&r. Bu nedenle do ru de erin tespiti ok gtr. A#a &daki sonular, bir ipucu olarak kabul edilebilir:
tel elektrod 1,2 mm apl &; 28-30 V ve 275-290 A'de sprey ark veya uzun arkla kaynak edilmi#; a#a &daki s&rama kay&plar& bulunmu#tur: % 88 Ar, % 12 O2 'den olu#an kar&#&m gazla yakla#&k % 2,5
% 89 Ar, % 5 CO2, % 6 O2 'den olu#an kar&#&m gazla yakla#&k % 3
% 84 Ar, % 13 CO2, % 3 O2 'den olu#an kar&#&m gazla yakla#&k % 3,5 % 85 Ar, % 15 CO2 'den olu#an kar&#&m gazla yakla#&k % 4 CO2 ile yakla#&k % 7,5. Tel elektrod ap& 1,2 mm; e#itli ark gerilimlerinde 270 A'de kaynak edilmi#: 29 ila 32 V'ta % 82 Ar, % 18 CO2, 'den olu#an kar&#&m gazla % 2-3 26 ila 28 V'ta % 82 Ar, % 18 CO2, 'den olu#an kar&#&m gazla % 4-5 25 ila 33 V'ta CO2 ile % 6-7 CO2 ile do ru de erler: Al&n diki#lerinde yakla#&k % 8 'k#e diki#lerinde yakla#&k % 5
266
7.9. Uygulanabilirlik
Bir kaynak ynteminin ekonomikli inin de erlendirilmesinde, uygulanabilirli inin de mutlaka gz nne al&nmas& gerekir. Yap&lan ara#t&rmalar, elle elektrik ark kayna &na gre MIG/MAG kayna &n&n yap&l&#&n&n daha kolay renilebildi ini gstermi#tir. Kaynak hatalar & her yntemde olu#abilir ve MAG kayna &nda gzenek ve birle#me hatalar&na tesadf sebep olma e ilimi, yntemin kendine zg bir karakteristi i de ildir. Bu hatalar o unlukla kaynak&n&n yntemin zelliklerini yeteri kadar bilmemesinden ileri gelmektedir. MIG/MAG kayna &nda da al&#ma kurallar&na dikkat edilmesi gerekir. Bu sadece torcun uygun #ekilde hareket ettirilmesi anlam &na gelmez; ayr&ca kaynak cihaz&n&n ayarlar&yla da ilgili bir husustur. Bir ba#ka nokta, yntemin uygulanmas&n&n zorluk derecesidir. Bir yntemin uygulanmas& ne derece zorsa, hata olu#ma ihtimali de o derece yksek olmaktad&r. MIG/MAG kaynak torcunu ilk defa kullanarak kaynak yapan pek ok kaynak&, bunun elle elektrik ark kayna & yapmaktan ok daha kolay oldu unu sylemektedir. Elle kaynak yapan kaynak&ya etkiyen evre faktrleri ok de i#iktir. MIG/MAG kayna &nda &#&ma daha fazlad&r; eli elektrik ark kayna &nda daha fazla duman olu#ur; benzeri faktrler o alt&labilir (paran&n tr, kaynak a z&n&n yzey durumu, havaland&rma olana &, elektrod ap&, koruyucu gaz tr, elektrod rtsnn tr vs.). o u kaynak& MIG/MAG kayna &n& tercih etmektedir. Bunun nedenleri ok fazlad&r: rne in puntalama i#lemi MIG/MAG kayna &yla ok daha basittir ve "#im#ek akmas&" tehlikesi olmadan i#lem tamamlanabilmektedir. Kaynak& torcun gaz memesini para zerine e ik olarak yerle#tirir; serbest elektrodun ucunu punta yap&lacak yere do rultur ve tortaki anahtara basar. Punta kayna & tam gereken yerde yap&lm&# olur. Puntalama i#leminden sonra kaynak& cruf temizlemek zorunda olmad& &ndan MIG/MAG kayna &na ba#lar. Cruf temizleme i#lemi, bir bo# vakit de erlendirme u ra#&s& de il, normal al&#ma sresinin ayr&lmaz bir paras&d&r. Puntalama i#lemi olmadan (rne in fikstr kullan&larak yap&lan seri imalatta) veya uygun kaynak #artlar& nedeniyle crufun kendi kendine kalkt& & durumlarda MIG/MAG kayna &n&n bu stnl ortadan kalkm &# say&lmaz. MIG/MAG kaynak&s&n&n rahatl& &, kal&n tel elektrodlarla, st g blgesinde (yksek ak&m #iddeti de erinde) kaynak yaparken ve bu #ekilde yksek bir eritme gc elde etti inden -belki biraz da devrede kalma sresinin yksekli i sayesinde- devam eder. Elle elektrik ark kayna &na gre kaynak makinas&n&n ayarlanmas& biraz daha bilgi gerektirir; cihaz&n ta#&nmas& daha fazla dikkat ister ve biraz daha a &rl&k kald&rmay& zorunlu k&lar.
267
7.10. MIG/MAG Kayna #nda Maliyet Hesab#
Tablo 7.3, MIG/MAG kayna &nda hangi esaslar&n gz nne al&nmas& ve hangi zelliklere dikkat edilmesi gerekti ini gstermekte ve btn bunlara gre bir hesaplaman&n nas&l yap&labilece ini vermektedir. Tablo 7.3 MIG/MAG kayna$ iin bir hesaplama yap s
Maliyet tr 1. $malat maddeleri 1.1.Tel elektrodlar Yap& eleman&nda kaynak deneyiyle diki# a &rl& &n&n hesab& ile (burada gerek 1 .2. Koruyucu gaz kk aral& &na, gerek diki# ta#k&nl& &na, Yap& eleman&nda kaynak deneyiyle, De i#kendir; do rudan De i#kendir; do rudan Hesaba kat #lma yntemi Maliyetin davran#,#
veya mesleki literatrdeki tablolardan veya hesaplanabilir
mesleki literatrdeki tablolardan veya l/dak hesaplanabilir cinsinden 1 .3. Kaynak ak&m& A&klama: tketimden ve kaynak Tketim de i#kendir.
sresinden hesaplanarak veya l/dak Ark sresinden, kaynak geriliminden, katsay&s&ndan
kaynak kaynak ak&m&ndan, kaynak makinas&n&n Tarifeye gre temel maliyet tahmini olarak olarak hesaplan&r.
ak&m& genellikle atlyedeki verim enerji olarak dikkate al&n&r; ancak aras&na 1.4. maddeleri; imalat dhil Di er
veya makina maliyetindeki hesaplanabilir. Ekonomiklik hesab& zerine zay&f etki nedeniyle o u kez ihmal De i#kendir, hesaplanabilir 1.1 ... 1 .4 maddelerindeki olarak De i#ken ve Yzde sabit olarak maddeleri yapmas&
edilmesi edilebilse bile, toplam maliyet hesab&nda tketim gaz ok gerekli ise, tahmini olarak kat&l&r do rudan
rne in
memesini temizleme 1 .5. Malzeme genel maliyetleri (sat&n
alma, maliyetlerin
yzdesi
kat&l&r. kar&#&m&d&r.
2. $,ilik creti maliyetleri 2.1. maliyetleri i#ilik creti Yap& eleman&nda kaynak deneyiyle a &rl& &ndan De i#kendir; do rudan (Baz&
veya literatrdeki tablolardan veya diki# hesaplanabilir. veya eritme hesaplayarak kat&l&r.
gcnden durumlarda geici olarak kesin sabit maliyet karakterinde
2.2 Yan i#ilik creti maliyetleri
Yan sreler, dinlenme sreleri ve davran&r) 2.1 'deki miktar&n yzdesi olarak % 55 2.1. 'deki gibi
(Sosyal ... 60 aras&nda.
sigortalar, lojman, sendika 3. Makina maliyetleri 3.1. amortisman Hesaplanan Yerine koyma de eri olarak, y&llar cinsinden hesaplanan kullanma sresi ve Sabit veya kademeli sabit
268
Maliyet tr
Hesaba kat #lma yntemi
Maliyetin davran#,#
3.2. Hesaplanan kiralar
Kullanma sresine ba l& olarak sabit sermayenin yzdesi cinsinden (= 1/2 yerine koyma de eri) ve faiz oranlar&na gre (sermaye piyasas&n&n durumuna gre %8... Gerekti inde makinalar&n kaplad& & yzey, al&#ma ortam&, Paralar iin yerle#tirme yeri ve i#letmenin idari Kaynak ak&m& 3.1 'deki #ekilde hesaba kat&ld&ysa, bu blm ihmal edilebilir ('stisna: tam mekanize kaynakta enerji da &t&m A#&nan paralar&n de i#tirilmesi (nceki ihtiyac&
3.1. 'deki gibi
3.3 Bina maliyetleri
3.1. 'deki gibi
3.4. Enerji maliyetleri
De i#ken ve sabit
3.5. maliyetleri
Bak&m
onar&m
De i#ken
(donan&mdan
tecrbeler dikkate al&narak hesaba kat&labilir). ba &ms&z Toptan yedek para al&nmal&d&r; Bak&m iin al&#ma maliyetleri
de erlendirilebilen
dikkate mutlak sabit maliyetler)
3.6.
Di er
makina
(yabanc& veya kendi personeli) rnek: Tak&mlar makinaya ba l& hurda
maliyetleri maliyetleri Yukar&da verilen maliyet trleri, MIG/MAG kayna &n&n di er yntemlerle ekonomiklik hesab& erevesinde kar#&la#t&r&lmas&na izin vermektedir. Toplam maliyet hesab&nda (rne in yard&mc& i#ilik cretleri, imalat&n gzlenmesi iin gerekli i#ilik cretleri ve maa#lar, yard&mc& ve i#letme maddeleri, risk
269
8. BLM
GAZALTI ARK KAYNA'INDA SA'LIK VE GVENL$K
8.1. Giri,
Gazalt& ark kayna &nda i#i sa l& & ve i# gvenli i ile ilgili prati e ynelik bilgiler a#a &da verilmi#tir.
D$KKAT: Kaynak s&ras&nda her zaman iki elinize de kuru, hasars&z eldiven giyiniz. Deri, eldiven iin en uygun malzemedir. Kaynak eldivenlerini metal paralarla al&#&rken (kerpeten, pense veya perin aleti) giymeyiniz. NK: Pek ok koruyucu gaz kaynak&s&, al&#ma s&ras&nda kendilerini s&n&rlad& & gerekesiyle eldiven giymemektedir. Bu davran&#, i# gvenli i tzklerine ayk&r&d&r. Bu dunun, &#&ma s&ras&nda tenin zarar grmesi, s&ramalarla yanma, gerilim ta#&yan paralarla temas halindeyken zay&flam&# izolasyon nedeniyle ak&ma maruz kalma gibi, tehlikelere kar#& son derece a&k bir davran&#t&r. Koruyucu gaz kaynak& lar& iin zel beyaz ve ince, be# parmakl& nappa deriden eldivenler mevcuttur. D$KKAT ED$LMEZSE: Kaynak&n&n ki#isel korunmas& zay&flar. GSTER$M:
D$KKAT:
al&#ma s&ras&nda nlk ve ba#l&k giyerek, tm vcudunuzu &#&malardan ve yanma tehlikesinden koruyunuz. NK: Vcudu korurken, ac&k kollan, boynu, gerekti inde enseyi (yans&yan &#&nlar&n da hesaba kat&lmas& gereken
270
durumlarda) koruma da unutulmamal&d&r. Kuvvetli &#&mada, tekstil dokumalar zarar grece inden, deriden mamul zel koruyucu giysiler (boyun ve enseyi de koruyan) giyilmelidir.
GSTER$M:
Do ru I#&maya kar#& iyi koruma sa lanm&#
D$KKAT:
Koruyucu gzlk iin uygun koruma seviyesini seiniz. A&k renk gzlkleri asla kullanmay&n&z.
NK:
Gerekli koruma seviyesi, her #eyden nce kaynak ak&m&n&n yksekli ine, ancak ayn& zamanda esas melale ve kaynak& n&n ki#isel gz hassasiyetine de ba l&d&r. Bu nedenle tavsiye edilen kullan&m &n st veya alt&ndaki koruma kademesine sapmalara msaade edilir. Uzun ark boyuyla kaynakta daha yksek koruma kademesi uygulanmal&d&r. Ayna gibi s&rlanm&# koruyucu gzlkler, &s&nmay& s&n&rlar. Bu tip gzlkler zellikle yksek ak&mlarla yap&lan MIG/MAG kayna &nda uygundurlar.
D$KKAT ED$LMEZSE:
"Kama#m&#" gzler; grme bozukluklar& olu#ur.
GSTER$M:
D$KKAT:
Kaynak yerini, ask&larla veya hareketli panolarla kapat&n&z. Kayna a yard&m edenlerin veya kren operatrlerinin de koruyucu gzlklerle &#&malara kar#& korunmas&n& sa lay&n&z. Yans&yan &#&nlan da hesaba
271
kat&n&z. A&k renkli, parlak duvarlardan ka&n&n&z.
NK:
Koruyucu gaz kayna & ndaki ark&n yayd& & yo un &#&ma, sadece kaynak& n& n kendisi iin de il, kaynak istasyonunun civar& iin de tehlikelidir. Bu nedenle kaynak yap&lan noktan&n etraf&n& n kapat&lmas& gerekir. Kaynak yap&lan noktan&n etraf&nda al&#an personelin de koruyucu gzlkleri takmas& gerekir. Kaynak& yard&mc&lar& iin koruma kademeleri 1.2, 1.4 veya 1.7 'dir.
D$KKAT ED$LMEZSE:
"Kama#m&#" gzler; grme bozukluklar& olu#ur.
GSTER$M:
D$KKAT:
Yksek elektrik tehlikesine dikkat ediniz. Bu durumda uygun zel gvenlik nlemlerini almaya zen gsteriniz. NK: Yksek elektri in yol at& & tehlikeler #unlard&r: dar hacimlerde elektri i ileten cidarlar (hacmin bir boyutu 2 metreden kkse) zorunlu olarak al&#ma s&ras&nda, insan vcudunun elektri i ileten paralarla temas&n&n nlenemedi i
yerlerde, elektri i ileten paralar aras& nda hareketin k&s&tlanmas& durumunda - elektri i ileten paralar zerinde k&s&tlanm &# hareket kabiliyeti halinde - &slak veya s&cak hacimlerde (i# elbisesinin &slanarak veya ter emerek elektrik iletkenli i kazand& & durumlarda)
D$KKAT ED$LMEZSE:
Elektrik ak&m& tehlikesine kar#& kaynak&n&n korunmas& zay&flar.
GSTER$M:
272
Dar hacimler
D$KKAT:
ka&n&lamayan vcut temaslar&
'lave iz,ole altl&klarla veya ara panolarla, yksek elektrik tehlikesine kar#& kendinizi koruyunuz. NK: Kauuk veya lastik gibi izole altl&klar veya ara panolar, &slak gvdeler veya &slak duvarlar gibi elektri i ileten paralarla temasa kar#& ilave bir nlem sa larlar. 'letken zeminlere kar#& lastik veya kauuk tabanl& kuru ayakkab&lar ok uygundur. Bu tr ilave nlemler uygulanam&yorsa, en az&nd&m i# elbiselerinin kuru ve hasars&z olmas& sa lanmal&d&r.
D$KKAT ED$LMEZSE:
Elektrik ak&m& tehlikesine kar#& kaynak&n&n konulmas&n&n zay&flamas&
GSTER$M:
Emniyetle oturuyor
273
D$KKAT: Kaynak makinas&n& duvarlar& elektrik ileten dar hacimlere yerle#tirmeyiniz. NK: "Dar" kelimesi ile kar#&l&kl& olarak elektrik ileten paralar&n (cidarlar, gvdeler, borular vs.) av&n anda birbirine temas edebilece i veya ayakta durman& n mmkn olmad& & hacimler kastedilmektedir. Bu durum, hacmin bir boyutunun (uzunluk, geni#lik, ykseklik veya ap) 2 metreden daha az oldu u zaman geerlidir. D$KKAT ED$LMEZSE: Elektrik ak&m& tehlikesine kar#& kaynak&n&n korunmas& zay&flar. GSTER$M:
D$KKAT: Dar hacimlerde al&#&rken hayatta kalmak istiyorsan&z, srekli taze hava sa lay&n&z. NK: Kk bodrumlar&n, madenlerin, boru hatlar&n&n, kuyular&n, tanklar&n, kazanlar&n, kaplar&n, cifi cidarl& kabinlerin veya kimyasal aparatlar&n iinde taze hava giri#i gerekir. Ancak hava yerine oksijen sevk edilirse, kendi kendine zor yanan dokuma giysiler kolayca tutu#abilir. Bir k&v&lc&mla tutu#tu unda hemen alev alabilir. Bu tr durumlarda hayatta kalma #ans& son derece zay&ft&r. D$KKAT ED$LMEZSE: Teneffs havas& azal&r. GSTER$M:
274
D$KKAT: Kaynak al&#mas& s&ras&nda yang&n ve patlama tehlikesi ieren hacimlerde yang&ndan korunman&n Be,Parmak-Kural#'n& akl&n&zda bulundurunuz. AIKLAMA: 1. Tm hareketli yanabilir maddeleri, tehlike blgesinden uzakla,t#r#n 2. Hareket ettirilemeyen yanabilir maddelerin zerini rtn 3. Di er hacimlere a&lan pencereleri, menfezleri, boru &k&#lar&n& s#zd#rmaz hale getirin 4. Tehlike blgesinde yanabilir maddeler varsa sndrme aralar#n# haz&r tutun. 5. Gerekti inde yang#n gzetleme kulesinde durarak birka saat gzetleyin. HATA: Yang&ndan korunma zay&flar. Bu durumda sadece $TFA$YE yard&m edebilir. GSTER$M:
D$KKAT: Metallerde ya NK: Temizleme maddesi olarak kullan&lan klorlu hidrokarbonlar&n buharlar&, ark&n ultraviyole &#&nlar& ile ayr&#arak zehirli bir gaz olan FOSGEN olu#turur. Bu nedenle kaynak yap&lan ortam, klorlu hidrokarbonlardan tamamen ar&nd&r&lm&# olmal&d&r (bu maddelerin kullan&ld& & bir ya giderme tesisi olmamal&d& r). Kaynak yap& lacak ii giderme iin kullan&lmas& halinde, klorlu hidrokarbonlar&n buharlar&n& (trikloretilen, perkloretilen, tetraklorkarbon gibi) ark&n &#&ma blgesinden uzak tutunuz.
275
bo# paralar (boru vs.), bu zc maddelerin art&klar&ndan temizlenmeden kaynak yap&lmamal&d&r. GSTER$M:
D$KKAT:
Karoseri salar&n&n tamiri amac&yla kaynak yap&lacaksa, kaynaktan nce ta#&ttaki tm yan&c& paralar& ve malzemeleri kaynak yerinin d&#&na &kar&n&z. Gerekli durumlarda kullanmak zere bir yang&n sndrc bulundurunuz. NK: 1983'te bir otomobilin d#eme salar& n&n kayna & s&ras& nda alt salar& n muhafazas& yanmaya ba#lad&. Yak&t borusu uzakta de ildi ve bir patlamayla paraland&. Sonuta oto yand&, tamirhane nemli #ekilde hasar grd ve kaynak&n&n elleri a &r #ekilde yaraland&.
D$KKAT ED$LMEZSE:
Yaralanma ve yan&k olu#ur, hatalara nceden engel olunmal&d&r nk sonradan giderilemezler.
GSTER$M:
D$KKAT:
Kaynak yaparken teneffs edilen atmosferi sa l& a zararl& maddelerden ar&nd&r&n&z. Bunun iin, ortam& havaland&r&n&z veya uygun cihazlarla zararl& atmosferi uzakla#t&r&n&z.
276
GSTER$M:
A#a &da bir duman emme cihaz& gsterilmi#tir.
277
AIKLAMA: A#a &da gerekli nlemler verilmi#tir:
'lave malzeme ile
Yntem
Ala#&ms&z ve d#k ala#&ml& elik, Alminyum esasl& malzemeler K&sa sreli Uzun sreli T F
Yksek
ala#&ml&
elik, Demird&#& metaller (alminyum esasl& malzemeler hari) K&sa sreli F F Uzun sreli T T
Kapl& elik
K&sa sreli F F
Uzun sreli T T
TIG kayna & (yerel) TIG kayna & (genci) MIG/MAG (yerel) MIG/MAG (genel) Plazma kesme (yerel) Plazma
F F
kesme (genel) F: serbest havaland&rma (bas&n veya s&cakl&k fark& ile do al havaland&rma); T: teknik havaland&rma (makinayla hacim havaland&rmas&, rne in vantilatrle); A: sa l& a zararl& maddelerin ortamdan emilmesi; yerel: dz hacim (kaynak kabini, kaynak masas&, para hari yakla#&k 10 m2); uzun sreli: gnde yar&m saatten fazla, haftada 2 saatten fazla anlam&ndad&r.
278
9. BLM GAZALTI ARK KAYNA'I $$N AYAR DE'ERLER$
Bu blmde gazalt& ark kayna &n&n tm yntemleri iin a &z haz&rl&klar&, geerli ayar de erleri ve tketim miktarlar& verilmi#tir. De erlerin tayininde "Ekonomiklik" kriteri n planda tutulmu#tur. Bu de erlerin kullan&m&nda, bunlar&n zel bir kaynakl& i#lem iin veya zel kalite taleplerini yerine getirmesi gereken bir ynteme uygun olmad& & gz nnde bulundurulmal&d&r.
279
280
281
282
283
284
285
286
287
288
289
290
291
292
293
294
295
296
297
298
FAYDALANILAN ESERLER
[I] ANIK, S., ANIK, E.S., VURAL, M., "1000 Soruda Kaynak Teknolojisi El Kitab&-Cilt 1-Kaynak Yntemleri ve Donan&mlar&", Birsen Yay&nevi, 1993, 'stanbul [2] ANIK, S., 'Kaynak Tekni i- Cilt 2- Tozalt & ve Koruyucu Gazla Kaynak", ' .T.. Ktphanesi Yay&n&, Yay&n No: 1217, 1982, 'stanbul [3] ANIK, S., "Koruyucu Gazla Kaynak", ' .T.. Ktphanesi Yay&n&,Yay& n No: 486, 1962, istanbul [4] ANIK, S., DORN, L., "Scweisseignung metallischer Werkstoffe", Fachbuchreihe Schweisstechnik Band 122, DVS-Verlag, 1995, Dsseldorf, [5] ANIK, S., ANIK, E.S., VURAL, M., "Malzeme Bilgisi ve Muayenesi" (W.weissbach'tan tercme), Birsen Yay&nevi, 5.Bask&, 1996, [6] TLBENT', K., "MIG-MAG Eriyen Elektrodla Gazalt & Kayna & ", Gedik Holding Yay&n&, 1991 [7] AICHELE, G., SMITH, A.A., "MAG-Schweissen", DVS-Verlag, Fachbuchreihe Schweiss technik Band 67, 1975, Dsseldorf, Almanya, [8] AICHELE, G., "Schutzgazschweissen - Verfahren - Anwendung Wirtschaflichkeit", Messer Griesheim, 1982, Frankfurt, Almanya, [9] N.N., "Welding Handbook-Vol.2-Welding Processes", AWS 1991, USA, [10] KRUGER, J, "Orbitalschweissen von Rohr-Rohr und Rohr-Boden-Verbindung", Jahrbuch Schweisstechnik '95, DVS-Verlag, 1995 Dsseldorf, Almanya, [II] LAHNSTEINER, R., "T.I.M.E. Prozess-Was ist Das?", Jahrbuch Schweisstechnik '95, DVS-Verlag, 1995 Dsseldorf, Almanya, [12] LAHNSTEINER, R., "T.I.M.E.: A Process Whose Time has come",Uluslararas& Kaynak Teknolojisi'96 Sempozyumu, Gedik E itim Vakf&, 1996, Bildiriler Kitab&, s. 126-136 [13] POMASKA, H.U., "MAG-Schweissen-Kein Buch mit sieben Siegeln", Linde Technische Gase, 1989, Mnchen, Almanya, [14] AICHELE, G., "116 Arbeitsregeln fr das Schutzgasschweissen", DVS-Verlag, Die Schweisstechnische Praxis Band 14, 1993, Dsseldorf, Almanya, [15] BAUM, L, FICHTER, V., "Der Schutzgasschweisser", DVS-Verlag, Die Schweisstechnische Praxis Band 12, 1982, Dsseldorf, Almanya [16] KILLING, R., "Handbuch der Schweissverfahren-Teil 1: Lichtbogenschweissverfahren", DVS-Verlag, Fachbuchreihe Schweisstechnik, Band 76, 1991, Dsseldorf, Almanya [17] AICHELE, G., "Leistungskennwerte fr Schweissen und Schneiden", DVS-Verlag, Fachbuchreihe Schweisstechnik Band 72, 1993, Dsseldorf, Almanya [18] ANIK, S., D'K'C'O/LU, A., VURAL, M., "Birle#tirme Yntemleri Aras&nda Kaynak Tekni inin Yeri", Meta 44, Haziran 1992, Say& 15, s. 18-20 [19] ANIK, S., "MIG-MAG Kayna & nda Diki # Formunu Etkileyen Faktrler", Metal ve Kaynak, Y&l:2, Say&:9, 1989, s.16-21 [20] ANIK, S., "Gazalt & Kayna &nda Helyum mu, Argon mu?", Gedik Kaynak Dnyas&, Haziran 1989, s. 11-
299
14 [21] ANIK, S., KUR * UNGZ, N., VURAL, M., CEYHUN, V., "Alminyum ve Ala#&mlar&n&n Kayna &nda Nokta ve TIG-MIG Kayna &", 2.Rayl& Ta#&t Sempozyumu, 24-26 Kas&m 1991, Eski#ehir, Bildiriler Kitab&, s.141-149 [22] ANIK, S., VURAL, M., MEM'K, A., AKBA*, C., "Alminyum ve Ala#&mlar&n&n TIG Kayna &nda Olu#an Hatalar", Metal ve Kaynak, Nisan 1992, Y&l 3, Say& 32, s.27-34, [23] ANIK, S., "Kaynak Hatalar& ve Giderilmesi", Trk Kaynak Cemiyeti Yay& n& , No:2, 1960 [24] ANIK, S., D' K' C' O/ LU, A., VURAL, M., "Kaynakl & Alminyum ve Ala#&mlar & n& n Alevle Dzeltme Esaslar&", Metal ve Kaynak, A ustos 1992, Say& 36, s.31-34, [25] ANIK, S., / R, A., CEYHUN, V., "Gazalt & Kaynak Yntemlerinde Kullan& lan Gazlar ve Uygulamadaki Yeri", 2.Bal&kesir Mhendislik Sempozyumu, 30-31 May&s 1991, Bildiriler Kitab&, s. 17-27, [26] RUGE, J., "Handbuch der Schweisstechnik-Band 1-2", Springer Verlag, Berlin, 1980, [27] ANIK, S., TLBENT ' , K., ZGKTU / , T., "Soru ve Cevaplarla Kaynak Teknolojisi, E itim Yay&nlar&, 1976, 'stanbul, [28] GLTEK'N, N., "Kaynak Tekni i, YT Yay&n&, Say&: 184, 1983, 'stanbul [29] ANIK, S., TLBENT', K, "Argonark Kayna & ", Trk Kaynak Cemiyeti Yay&n&, No: 18, 1968, 'stanbul [30] ANIK, S., D' K' C'O/LU, A., VURAL, M., "imal Usulleri", Birsen Yay& nevi, 2.Bask&, 1996, istanbul [31] KARADEN' Z, S., "Kaynak Makinalar & ", SEGEM Yay& n& , No:108, May& s 1985, Ankara, [32] KRAUME, G., ZOBER, A., "Arbeitsicherheit und Gesundheitschutz in der Schweisstechnik", Fachbuchreihe Schweisstechnik, Band 105, DVS-Verlag, 1989, Dsseldorf [33] AICHELE, G., "Kalkulation and Wirtschaftlichkeit in der Schweisstechnik", Fachbuchreihe Schweisstechnik, Band 83, DVS-Verlag, 1985, Dsseldorf, [34] KNOCH,R., "Schweisskennwerte fr das MAG-Schweissen", DVS-Berichte Band 91, DVS-Verlag, 1985, Dsseldorf, [35] ESSER, D., "Rechnergesttzte Verfahren zur prozessorientierten Schweisskopffhrung insbesondere beim MAGM-Dnnblechschweissen", Schweisstechnische Forschungsberichte Band 17, DVS-Verlag, 1987, Dsseldorf, [36] MATZNER, H.R:, "Qualitaetsteigerung beim spritzerarmen MAGM-Impuls-lichtbogenschweissen durch Regelung der Prozessgrssen", Schweisstechnische Forschungsberichte Band 40, DVS-Verlag, 1991, Dsseldorf, [37] ERTRK, L, TLBENT', K., "MAG Kaynak Ynteminde Kaynak Ak&m & ve Ark Geriliminin S&rama Kay&plar&na Etkisi", Uluslararas& Kaynak Teknolojisi'96 Sempozyumu, Gedik E itim Vakf&, 1996, Bildiriler Kitab&, s.71-84 [38] ANIK, S., VURAL, M., KIYICI, H.K, "MIG/MAG Kayna &nda Bilgisayar Yard&m &yla Kaynak Diki#i Maliyet Hesab& ", Uluslararas& Kaynak Teknolojisi'96 Sempozyumu, Gedik E itim Vakf&, 1996, Bildiriler Kitab& , s. 168-177 [39] ANIK, S., /R, A., KO AB l AK, ., ASLANLAR, S., VURAL, M., ZG' RG 'N, C., "MAG Kayna &ndaki e#itli Kaynak Pozisyon Verilerinin Programlanmas& ve Bilgisayar Destekli Tasar&m &", Uluslararas& Kaynak Teknolojisi'96 Sempozyumu, Gedik E itim Vakf&, 1996, Bildiriler Kitab&, s.145-152
300
[40] Konu ile ilgili TS, DN, ANSI-AWS ve EN standartlar&
You might also like
- Paslanmaz CeliklerDocument83 pagesPaslanmaz CeliklerEymen KulNo ratings yet
- 6-Çelikler Sınıflandırma Ve Standartlar PDFDocument29 pages6-Çelikler Sınıflandırma Ve Standartlar PDFmehran yyu100% (1)
- GAZALTI ARK KAYNAĞI TIG MIG MAGlibrary - 1Document308 pagesGAZALTI ARK KAYNAĞI TIG MIG MAGlibrary - 1Metin GünüşenNo ratings yet
- Kaynak ParametreleriDocument161 pagesKaynak ParametreleriUğur ErkenNo ratings yet
- Bölüm 4 Kaynak HatalarıDocument74 pagesBölüm 4 Kaynak Hatalarıfilozof6100% (3)
- Kaynak Perçin CivataDocument46 pagesKaynak Perçin CivataMüslüm KOÇNo ratings yet
- Gazalti Kaynak Yöntemleri̇ Gi̇ri̇ş Ve DonanimlariDocument76 pagesGazalti Kaynak Yöntemleri̇ Gi̇ri̇ş Ve DonanimlariMurat CKNo ratings yet
- Kaynakcinin El Ki̇tabiDocument250 pagesKaynakcinin El Ki̇tabiMahmut CanNo ratings yet
- Kaynak Hataları - Nedenleri Ve Çözümleri - by Weld Wolf - MediumDocument10 pagesKaynak Hataları - Nedenleri Ve Çözümleri - by Weld Wolf - Mediumunalal17No ratings yet
- Kaynak TeknigiDocument36 pagesKaynak Teknigicengizarda1979No ratings yet
- Carpilma Ve Sekil Degistirmelerin DuzeltilmesiDocument11 pagesCarpilma Ve Sekil Degistirmelerin DuzeltilmesipcstorecenterNo ratings yet
- Kaynak Mukavemet HesaplarıDocument14 pagesKaynak Mukavemet HesaplarıMehmet ısıkNo ratings yet
- Kaynak Teknolojisi 020202 002 PDFDocument272 pagesKaynak Teknolojisi 020202 002 PDFSalih BalcıNo ratings yet
- ÇELİK YAPILAR DERS NOTU 4-BİRL ARAÇLARI KaynakDocument73 pagesÇELİK YAPILAR DERS NOTU 4-BİRL ARAÇLARI KaynakVeysel YUSUFOĞLUNo ratings yet
- Yüksek Mukavemetli Düşük Alaşımlı Celiklerin Kaynagi Ozlem Karaman PDFDocument36 pagesYüksek Mukavemetli Düşük Alaşımlı Celiklerin Kaynagi Ozlem Karaman PDFAhmetNo ratings yet
- Çeliklerin İsimlendirilmesiDocument21 pagesÇeliklerin İsimlendirilmesiEsat Kostak100% (1)
- Paslanmaz Çeliklerde Kaynak Problemleri-8Document21 pagesPaslanmaz Çeliklerde Kaynak Problemleri-8Samet BelliNo ratings yet
- Yuksek Alasimli Surunme Ve Isiya Dayancli Celikler - 2017Document17 pagesYuksek Alasimli Surunme Ve Isiya Dayancli Celikler - 2017iyigunNo ratings yet
- Kaynak Çeşitleri HTTPTR - Wikipedia.orgwikikaynak - (Imalat)Document28 pagesKaynak Çeşitleri HTTPTR - Wikipedia.orgwikikaynak - (Imalat)Alpar DalgicNo ratings yet
- Kaynak 6Document56 pagesKaynak 6Erdem AkçayNo ratings yet
- Isil İşlemlerDocument179 pagesIsil İşlemlerMuhittin100% (1)
- Kaynak Agizlarinin Hazirlanmasi-2Document18 pagesKaynak Agizlarinin Hazirlanmasi-2Ömer TAŞNo ratings yet
- Kaynak Telleri Ve Koruyucu GazlarDocument12 pagesKaynak Telleri Ve Koruyucu GazlarbulentuygullNo ratings yet
- Kaynak ElektrotlariDocument14 pagesKaynak ElektrotlariasturemNo ratings yet
- Mig Mag Gazalti KaynağiDocument93 pagesMig Mag Gazalti KaynağiAnonymous nKOyHb100% (2)
- Kaynak Kalite SeviyeleriDocument3 pagesKaynak Kalite SeviyelerierenbasaraNo ratings yet
- Isıl İşlemlerDocument29 pagesIsıl İşlemlerahmat Sa50% (2)
- Kaynak MetalurjisiDocument23 pagesKaynak Metalurjisinolofinwe85No ratings yet
- Çeli̇klere Uygulanan Isil İşlemlerDocument114 pagesÇeli̇klere Uygulanan Isil İşlemlercoldfirex41175% (4)
- KM Gaz Altı Ark YurtisikDocument36 pagesKM Gaz Altı Ark YurtisikErsin AydınNo ratings yet
- Celik Yapi Uygulamalarinda Kullanilacak Kaynak YontemleriDocument10 pagesCelik Yapi Uygulamalarinda Kullanilacak Kaynak YontemleriyusamengNo ratings yet
- Tozaltı Kaynağı-Submerged Arc WeldingDocument37 pagesTozaltı Kaynağı-Submerged Arc WeldingOrhan BAYLAN100% (3)
- TS en Iso 5817Document30 pagesTS en Iso 5817Ahmet ÖZTAŞÇINo ratings yet
- Çelik Malzemeler Standart Eslestirme CetveliDocument8 pagesÇelik Malzemeler Standart Eslestirme CetveliMahmut CanNo ratings yet
- Gazalti Kaynak YontemleriDocument78 pagesGazalti Kaynak YontemleriYiğit ÇolakNo ratings yet
- Kaynak Türleri Kaynak Bağlantıları PDFDocument89 pagesKaynak Türleri Kaynak Bağlantıları PDFKadirOzturkNo ratings yet
- Ark Üflemesi PDFDocument9 pagesArk Üflemesi PDFFeratNo ratings yet
- Kaynak Yapımında Hatalar PDFDocument28 pagesKaynak Yapımında Hatalar PDFali akayNo ratings yet
- Kaynak Tekni I Ders NotlarDocument71 pagesKaynak Tekni I Ders NotlarMarian Gabriel VasilescuNo ratings yet
- Demir Karbon Denge DiyagramiDocument20 pagesDemir Karbon Denge Diyagramiberatkuralay100% (1)
- Tozaltı Kaynak Yönteminde Altlık Olarak Kullanılan Kaynak Yöntemlerinin Kaynak Yeterliliklerinin Ve PDFDocument150 pagesTozaltı Kaynak Yönteminde Altlık Olarak Kullanılan Kaynak Yöntemlerinin Kaynak Yeterliliklerinin Ve PDFHakanNo ratings yet
- Gerilim Giderme Normalizasyon Ve TavlamaDocument4 pagesGerilim Giderme Normalizasyon Ve TavlamaMurat ÖzdilNo ratings yet
- Kaynak Ders NotuDocument11 pagesKaynak Ders NotuUgur SenNo ratings yet
- Meme KanseriDocument18 pagesMeme KanseriMetin GünüşenNo ratings yet
- Gazaltı Ark KaynağıDocument74 pagesGazaltı Ark KaynağıCemal NergizNo ratings yet
- Modern Kay Nak 2008Document106 pagesModern Kay Nak 2008kıvanç_bayramNo ratings yet
- Kaynak YöntemleriDocument197 pagesKaynak YöntemleriKaan CanNo ratings yet
- 9606-2 SunumDocument51 pages9606-2 SunumNehir TürkgeldiNo ratings yet
- Kaynak SembolleriDocument7 pagesKaynak Sembolleriwelding163893No ratings yet
- Mig-Mag Ile Yatayda Küt Ek KaynağıDocument42 pagesMig-Mag Ile Yatayda Küt Ek KaynağıasmankaNo ratings yet
- Üretim Asamasinda Makine Parçalarinin Yorulma Dayanimini Arti..Document4 pagesÜretim Asamasinda Makine Parçalarinin Yorulma Dayanimini Arti..Hakan MuralNo ratings yet
- Tig Kaynağı PDFDocument41 pagesTig Kaynağı PDFBurak KüçükkeleşNo ratings yet
- Celik Olmayan Metallerin KaynagiDocument37 pagesCelik Olmayan Metallerin KaynagiMartin TuningNo ratings yet
- ÜLKEMİZDE KAYNAK TEKNOLOJİSİNİN DURUMU Ülkemizde Alışılmış OksiDocument3 pagesÜLKEMİZDE KAYNAK TEKNOLOJİSİNİN DURUMU Ülkemizde Alışılmış OksiSemih KardaşNo ratings yet
- Dokme Demir KaynagiDocument28 pagesDokme Demir KaynagiMartin TuningNo ratings yet
- Şekil 2 Kaynak YonuDocument2 pagesŞekil 2 Kaynak YonuSemih KardaşNo ratings yet
- Termik Santral UygulamalarndakullanlaneliklerinkaynakedilebilirlikilavemetalvekaynaksonrasslilemartlarnnincelenmesiDocument6 pagesTermik Santral Uygulamalarndakullanlaneliklerinkaynakedilebilirlikilavemetalvekaynaksonrasslilemartlarnnincelenmesibiko56No ratings yet
- Ozlu Telle Ark KaynagiDocument24 pagesOzlu Telle Ark KaynagiSuphi YükselNo ratings yet
- Saplamakaynakyoninc 718Document8 pagesSaplamakaynakyoninc 718Salih HASNo ratings yet
- Metal Mahfazali (Metal Clad) Hava Ve SF6 İzoleli̇ Orta Geri̇li̇m Şalt Dolap TasarimiDocument35 pagesMetal Mahfazali (Metal Clad) Hava Ve SF6 İzoleli̇ Orta Geri̇li̇m Şalt Dolap TasarimiEnes UluNo ratings yet
- Türk Loydu Yeni İnşa SörveyleriDocument110 pagesTürk Loydu Yeni İnşa SörveyleriMehmetNo ratings yet
- YL-t1379 Masif Tel Ile Özlü Teller Arasındaki Fark TeziDocument88 pagesYL-t1379 Masif Tel Ile Özlü Teller Arasındaki Fark TezimustafagoresNo ratings yet
- 342PR0036 PDFDocument66 pages342PR0036 PDFMetin GünüşenNo ratings yet
- Daha Önce Tanışmısmıydık Yekta KopanDocument56 pagesDaha Önce Tanışmısmıydık Yekta Kopanapi-3755137No ratings yet
- Excel PufleriDocument32 pagesExcel Pufleriapi-3753609100% (2)
- Siklus Apoptozis KanserDocument10 pagesSiklus Apoptozis KanserMetin GünüşenNo ratings yet
- Chip Mayis 2002Document147 pagesChip Mayis 2002Metin GünüşenNo ratings yet
- PCilkyardim 3Document430 pagesPCilkyardim 3Metin GünüşenNo ratings yet
- Chip Mayis 2002Document147 pagesChip Mayis 2002Metin GünüşenNo ratings yet