Professional Documents
Culture Documents
Modern Kay Nak 2008
Uploaded by
kıvanç_bayramCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Modern Kay Nak 2008
Uploaded by
kıvanç_bayramCopyright:
Available Formats
KARABK NVERSTES TEKNK ETM FAKLTES METAL ETM BLM
MET 342 MODERN KAYNAK TEKNOLOJS DERS NOTLARI
retim Eleman: Do. Dr. Nizamettin KAHRAMAN
Eyll 2007
KARABK
1. GR Kaynak teknii, pek ok bilimsel ve teknik disiplinleri ierisine alan orijinal bir dnce zerine kurulmutur. Gelimesi, uygulayclarn edindikleri yeni bilgileri, karlatklar yeni problemlere uygulamalar sonucu olumutur. Geen yllar srecinde, kaynak tekniinin nasl deitiini gsteren en iyi belirtilerden biri, metal endstrisinin kaynak yntemlerine kar tutumu olmutur. nceleri metaller nasl kaynak edilir veya edilmez diye snflandrlrken, bugn metallerin kaynak kabiliyeti zerinde durulmaktadr. Gnmzde metal ve alamlar piyasaya karlmadan nce, kaynak edilebilme kabiliyetleri gelitirilmektedir. Gnmzdeki kostrksiyonlar i verimi ve gvenliini arttrmaya, boyutlar ve arl kltmeye, ayn zamanda malzeme ve retim masraflarn azaltmaya yneliktir. Buna paralel olarak birletirme teknolojisi de gelimesine ramen srekli bir ekilde yeni problemlerle kar karya kalmaktadr. Gelien gnmz endstrisinde ihtiya duyulan malzeme zelliklerinin ok eitli olmas da farkl zelliklere sahip bu metalsel malzemelerin en uygun biimde nasl birletirilebilecei sorusunu ortaya karmaktadr. Bu soruya, gelimekte olan kaynak teknolojisi en iyi cevab verebilmektedir. Gnmzde kathal kaynak teknikleri farkl metalsel malzemelerin birletirilmesinde baar ile kullanlabilmektedir. Bugn ok sayda birletirme teknii vardr ve gnmzdeki sorun birletirmenin nasl yaplaca deil, en iyi birletirme ynteminin nasl seileceidir. Bronz a insan birletirme yntemi olarak sadece kama kullanma veya deri eritle balama arasnda seim yapmak zorunda iken, gnmzde bir tasarm mhendisi, ayn derecede uygun drt veya be deiik birletirme tekniinin olduu durumlarla kolaylkla karlalabilir. Her yntemin kendine has zellikleri vardr ve en uygun seim iin birok hususun deerlendirilmesi gerekir. Mukavemet, retim kolayl, maliyet, mr, korozyon dayanm ve grn gibi faktrlerin greceli nemi byk lde gz nne alnan uygulamaya baldr. Birletirme teknolojisinin tarihesi, gerekte bir grup insan ktlesinin tarihidir. Bunlarn byk bir ksm ufak tamircilik yapan, bir ksm da hayal kuranlardr desek daha uygun olur. Btn bunlarn hepsi de kendilerine gre bir katkda bulunmulardr. Bu insanlar, sk sk kazanl olmayan aratrmalarla, arkadalarnn alaylarna bile maruz kalmlardr. Fakat btn bunlara ramen neye inanmlar ise, onun iin savaan bu insanlar, ufak katklar ile dnyamza iyi bir metal birletirme usuln armaan etmilerdir. Bunlarn balcalar ise, lehimleme veyahut da demirci kayna ile yaplan birletirmelerdir. Gnmzde demirci kayna, pratikte her ne kadar unutulmu ise de, orijinal bir metal birletirme ilemi olarak nazari itibara alnabilir. Birinci Dnya Savandan sonra kaynak teknolojisi ilerlemelerini salamlatrm ve tamir yntemi olarak kullanlmasnn yannda, retim arac haline de gelmitir. Kaynak endstrisinde nceleri az, sonralar da daha ok bir talep grnmeye baland 1941 ila 1942 yllar arasnda kaynak endstrisi % 350 nispetinde fazla bir kapasiteye eriti. Bu ise, gelecein ancak bir ksm idi. Trkiyede kaynan gelimesi 1950li yllarn ortasndan itibaren olmutur. stanbul Teknik niversitesi eitim planna kayna 1951de almtr. Makine Malzeme ve mal Usulleri Enstits, endstriye ilk kaynak kurslarn 1955 ylnda amtr. Ayrca, Ankarada nceleri Yksek Teknik retmen Okulunda daha sonralar Teknik Eitim Fakltesi bnyesinde kaynak eitimi ile ilgili eitli dersler verilmi ve 2000 ylnda kaynak alanndaki gelimeleri duyurmak ve iletiimi salamak zere Gazi niversitesi Teknik Eitim Fakltesinde Kaynak Teknolojisi Dernei kurulmutur. Endstride kullanlan imalat yntemleri arasnda kaynak, en ok kullanlan birletirme tekniklerinden birisidir. Teknolojinin ilerlemesiyle yeni kaynak yntemleri gelitirilmi ve klasik
kaynak yntemleri ilerletilmitir. Yaplan aratrmalar sonucu elde edilen malzeme gruplarn ileme ve birletirmeye ynelik almalarda buna paralel olarak gelimi ve bu dorultuda metallerin zelliklerini kaybetmeden birbirleriyle birletirme gereksinimi ortaya kmtr. Bilindii gibi, gnmzde metal ve metal olmayan birok malzemenin birletirilmesinde deiik kaynak yntemleri uygulanmaktadr. Ayrca, kaynak teknolojisi konusundaki gelimeler elektronik ve bilgisayar alanndaki gelimelerle daha da hzlanmtr. Bu gnk teknikte kaynak yntemlerinin yaygn uygulanabilmesi, mikro birletirmelerden, yksek nfuziyet derinlii isteklerine kadar ihtiyalar giderebilmesi nedenine dayand gibi, balangta ortaya kan problemlerin byk apta zmlenmi olmasna da borlu bulunmaktadr. Modern Kaynak Yntemleri olarak da tanmlanan bu yeni uygulamalar bir yandan birletirilmelerde n grlen koullara bal olarak seilip kullanlmakta, dier yandan yeni isteklere gre gelimelerini srdrmektedirler. Ancak, bu derece hayati neme sahip kaynak ilemleri iin kaynak yntemi seimi teknik beceri ve bilgisi yeterli olmayan vasfsz kiilerce yaplmakta ve sonuta telafisi olmayan kazalar meydana gelmektedir. Hazrlanan bu notlarda, konstrksiyona uygun kaynak ynteminin seimi ve bu kaynaklarn tantlmas amalanmtr.
2. TIG KAYNAK YNTEM TIG kayna; kaynak iin gerekli s enerjisi bir tungsten elektrod ve i paras arasnda oluturulan ark tarafndan salanan ve kaynak blgesi de elektrodu evreleyen bir nozuldan gnderilen asal gaz tarafndan korunan kaynak yntemidir (ekil 2.1). Koruyucu bir asal gaz atmosferi altnda kaynak yntemi uygulamas ilk defa kinci Dnya savanda uaklarda kullanlan baz magnezyum alaml paralarn birletirilmesiyle balamtr. ok ksa bir sre iinde bu yntemin eitli sahalarda kullanlabilmesi ve dier yntemlerle kaynatlmas zor metal ve alamlarn kayna iin uygunluu anlalm ve bugn en ok aranlan yntemlerden birisi haline gelmitir.
Nozul Koruma gaz Dolgu metali
Ark
Kaynak yn
Esas metal Kaynak metali Kaynak havuzu
ekil 2.1. TIG kaynann prensibi. Bu yntemde kaynak edilen para ile erimeyen elektrod (Tungusten ve / veya alamlar) arasnda oluturulan bir elektrik ark kaynak iin gerekli scakl salar. Atmosferin kaynak blgesine olan olumsuz etkilerine mani olabilmek iin banyo ve elektrod kaynak esnasnda bir asal gaz akm ile rtlr. lave TIG kaynanda balangta helyum daha sonralar ise argon gaz kullanlmaya balamtr. Hafif metal ve alamlarnn kaynanda kullanlan argon gaznn ok saf olmas gerekir. Aksi taktirde gaz ierisinde bulunabilecek su buhar, oksijen ve azot gibi safiyetsizlikler kaynan kalitesini drr. TIG kayna paslanmaz elik, alminyum, magnezyum, bakr ve dier demir d metaller gibi kaynak ilemi zor olan metallerin birletirilmesinde yaygn olarak kullanlmaktadr. Tel kullanld hallerde, tel kaynak blgesine ayn oksi asetilen kaynanda olduu gibi verilir. ekil 2.2de TIG kayna ile elde edilmi bir kaynak dikii grlmektedir.
ekil 2.2 Kaynak dikii fotoraf
TIG Kaynak Donanm Bir TIG kaynak donanm u ksmlardan oluur: Kaynak hamlac diye de adlandrlan bir kaynak torcu. Kaynak akm ve kumanda alter kablosunu, gaz hortumunu ve gerektiinde soutma suyu giri ve k hortumlarn bir arada tutan metal spiral takviyeli, tor balant paketi. Kaynak akmnn, gaz aknn ve gerektiinde soutma suyunun devreye giri ve kn, arkn tutumasn ve alternatif akm ile alma halinde arkn srekliliini salayan devreleri de bnyesinde toplayan kumanda dolab. Kaynak akm reteci. zerinde basn drme ventili ve gaz debisi lme tertibat bulunan koruyucu gaz tp. TIG Kaynak Torcu TIG kaynak ynteminde tor, i paras ile ucundaki tungsten elektrot arasnda kaynak iin gerekli olan elektrik arkn oluturabilmek iin, akm kablosundan ald akm elektroda iletmek, koruyucu gaz kaynak banyosunun zerini rtecek biimde sevk etmek grevlerini yerine getirmek iin gelitirilmi bir elemandr.
(a)
Kaynak yn Elektrikli dme Gaz geii Dolgu metali Tungsten elektrod Koruma gaz Ark Katlam kaynak metali
(b)
Soutma su girii Dolgu metali paras Ayak pedal (semeli) Tor Atk su
Koruyucu gaz tp
AC veya DC Akm reteci
Ergimi kaynak metali
ekil 2.3.(a) TIG kaynak torcu ematik, (b) TIG kaynak donanm Bir TIG torcunun ekirdek ksmn erimeyen tungsten elektrodun tutucusu oluturur. Bu para genel olarak zerinde boylamasna yarklar bulunan ve bir taraf konik bir kovandr ve elektrod yks ad ile de anlr. Her byklk ve trdeki torlar iin kullanlan eitli boyutlardaki tungsten elektrodlarn boyutlarna uygun farkl i delik aplarnda, d boyutlar ayn olan elektrod tutucular retilmitir, dier bir anlatmla her aptaki elektrod iin ayr bir elektrot tutucusu vardr. Elektrot tutucusu, elektrot tutucusu kovan diye adlandrlan bir parann iine girer ve bu para da zel bir somun ile tor gvdesine tespit edilir. Tor gvdesinin u ksmna taklan koruyucu gaz nozulu eitli aplarda retilir, ayn torca gaz gereksinimine ve kaynak ilemine gre eitli byklklerde gaz nozulu taklabilir. Genel olarak koruyucu gaz debisi arttka, gaz nozulu ap da byr. Uygulama yerine ve kullanlan akm iddetine gre eitli tip torlar gelitirilmitir; su ve hava ile soutulan tipleri mevcuttur, genellikle 100 A kadar olanlar hava, daha yksek akm iddetine alanlar ise su ile soutulurlar.
TIG Kayna Akm reteleri Gnmzde TIG kaynak ynteminde akm reteci olarak transformatr ve redressr trleri jeneratr ve alternatrlere nazaran ok daha yaygn bir kullanma alanna sahiptir. Redresrler, akm kaynak gerilimine ayarlayan bir transformatr ve bu akm dorultan bir redresrden olumulardr, bu neden ile hem doru akm hem de alternatif akm reten bu tr reteler ile her tr metal ve alamn kaynan yapmak mmkn olabilmektedir. Cihaz zerindeki bir alter yardm ile kaynak akm ister transformatr kndan, istenir ise de redresr kndan alnabilir; redresr kndan akm ekme halinde, bir baka alter yardm ile dz kutuplama (tor negatif kutupta) veya ters kutuplama (tor pozitif kutupta) balantlarndan bir tanesi seilebilir; bu seimi kaynak kaynak yapaca metal ve alamn trne gre belirler. Gnmzde gelimi TIG kaynak redresrleri bir de darbeli akm retecek biimde dizayn edilmilerdir. Darbeli akm doru akmn iddetinin iki snr deer arsnda ngrlen frekansta deimesidir. Bu ekilde akmn st snr deerinin nfuziyeti ele edilebilmekte ve ayn zamanda ortalama akm iddetinin s girdisi paraya uygulanmaktadr bu bakmdan daha ok D.A.E.N. ile almada tercih edilen darbeli akm pozisyon kaynaklarnda ok iyi sonular vermektedir. Kural olarak TIG kaynak usulnde alminyum, magnezyum gibi alamlarn kaynanda alternatif akm (AC), bakrn kaynanda ise sadece doru akm (DC) kullanlr, dier malzemelerin kaynanda akm cinsinin hissedilir bir tesiri olmamakla birlikte genelde DC akm kullanlr. Negatif kutup souk kutuptur ve bu nedenle kaynak srasnda tunsten elektrodun akm yklenebilirlii ve dayankl pozitif kutuplamasna gre negatif kutuplanmas halinde ok daha yksektir. Alternatif akmda kullanm halinde tungsten elektrodun akm yklenebilirlii, doru akmda negatif kutuplamadaki deerine eriemez ancak pozitif kutuplamaya gre birka kat daha yksektir. Yksek scaklkta ergiyen oksit tabakas ieren malzemelerde kat oksit tabakas, kaynak banyosunun akmasn ve damlalarn zerine dt paso ile birlemesini engeller. Yaklak 2050 oClik ergime scaklyla alminyumoksit, ergitme kaynanda ok zor paralanan oksitlerden biridir. TIG kaynanda bu oksit tabakasnn uzaklatrlmas arktaki yk tayclarla salanr. Yk tayclar, elektronlardan ve elektronlarn ayrlmasyla oluan pozitif ykl gaz iyonlarndan oluur. Elektronlar byk bir hzla hareket eder ancak, ktlelerinin kkl nedeniyle kinetik enerjileri azdr. Bu nedenle sadece iyonlar, esas malzeme yzeyine arptklarnda oksit tabakasn paralamak iin yeterli enerjiye sahiptir.
DA elektrod negatif
El ek
DA elektrod pozitif
AA (dengeli)
El
El
ek
ek
yo
yo
tro
tro
tro
yo
n
Kaynak havuzu
Derin ve dar nfuziyet Yzeydeki oksit temizlenmez
S ve geni nfuziyet Yzeydeki oksit temizlenir
Orta nfuziyet Yzeydeki oksit temizlenir
ekil 2. 4. TIG kaynanda arkta yk tayclarn farkl hareketi
ekil 2.4de arktaki yk tayclarn hareketleri ematik olarak verilmitir. Elektronlar katottan anoda doru yer deitirir ve burada arpma sonucu s retilir. yonlar ise ters ynde hareket eder. Ancak iyonlarn kinetik enerjisi, sadece elektrod anod ve para da katod olduunda kaynak banyosunun yzeyi zerine uygulanabilir. Fakat bu ekilde temizleme etkisi nemli oranda dk olur. nk pozitif kutuplanm elektrodun kuvvetli bir ekilde snmas, akm iddetini zayflatr. Alternatif akm kullanlmas ile bu durumun iyi bir ortalamas elde edilebilir. TIG Kaynak Ynteminde Kullanlan Kaynak Makineleri Tm ark kaynak yntemlerinde, kaliteli bir kaynak dikii eldesi ancak kararl bir ark ile gerekleebildiinden, kaynak makinesinin seimine zen gstermek gereklidir, TIG kaynak ynteminde, arkn kararll, kutuplama ve akm tr dier ark kaynak yntemlerinden daha etkin bir biimde kaynak dikiinin kalitesini etkilediinden bu konuda daha byk zen gstermek gereklidir. TIG kaynak ynteminde, kaynatlan malzemenin trne gre hem alternatif akm hem de doru akm kullanldndan, modern kaynak makineleri her iki tr akm da gerektiinde salayabilecek trde tasarlanmlardr. TIG kaynanda kullanlan redresrler, akm kaynak gerilimine ayarlayan bir transformatr ve bu akm dorultan bir dorultmatan olumulardr. Son yllarda inverterler TIG kaynak ynteminde yaygn bir uygulama alan bulmutur; bu akm reteleri daha hafif oluklar gibi daha stabil bir ark oluturduklarndan pek ok kullanc tarafndan tercih edilmektedirler. TIG Kaynanda Yardmc Elektrik Donanmlar: 1-Yksek Frekans niteleri: Yksek frekans cihazlarnn TIG kaynak usulnde u faydalar vardr: a) Alternatif akmda, bilhassa pozitif yarm saykllarn balangcnda, sfr peryodlarnda arkn atelenmesine yardm eder ve bu suretle yksek bota alma gerilimi ihtiyacn ortadan kaldrr. b) Tungsten elektrod ile para arasnda fiziksel temasa lzum kalmadan arkn atelenmesini salar. 2) Kaynak Kontaktrleri: Kontaktrler kaynak yaplmad anlarda torda bota alma gerilimi bulunmasn nleyerek operatr kaynak akmna kar tedric ederler. 3) Otomatik Argon Ekomsr: Bu cihazlar bir otomatik zaman rlesi gibidir; Kzl derecede tavl tungsten elektrodun havada oksitlenmesini nlemek iin kaynaktan sonra asal gaz gnderme sresin hassas olarak ayarlamaya yararlar. TIG Kaynak Elektrodlar TIG kaynak yntemi ile dier elektrik ark kayna yntemleri arasndaki en nemli fark, ek kaynak metalinin elektrod tarafndan salanmamas ve elektrodun sadece ark oluturma grevini stlenmi olmasdr; bu bakmdan burada, erime scakl 3500C civarnda olan Tungsten, elektrod malzemesi olarak seilmitir. Yksek erime scaklnn yan sra tungsten ok kuvvetli bir elektron yaycdr ve yaynan elektronlar ark stunu iinde kuvvetli bir elektron akm oluturur ve ark stunundaki atomlar iyonize ederek, arkn kararlln salar. Gnmz endstrisinde ticari saflktaki tungsten (% 99.5 W) ile toryum, zirkonyum ve lantanyum ile alamlandrlm elektrodlar kullanlmaktadr. Uygulamada karlalan TIG kaynak
elektrodlarn, saf tungsten elektrodlar, alaml elektrodlar ve izgili elektrodlar olmak zere grup altnda toplamak mmkndr. TIG kaynak elektrodlar, AWS A5.12 ile DIN 32528'de bileimlerine gre snflandrlm ve bunlar birbirlerinden kolaylkla ayrt edebilmek iin de renk kodlar kullanlmtr. izelge 2.1. Tungsten elektrodlarn kimyasal bileimleri ve renk kodlar (DIN 32528)
areti Malzeme No. W WT 10 WT 20 WT 30 WT 40 WZ 4 WZ 8 WL 10 2.6005 2.6022 2.6026 2.6030 2.6036 2.6050 2.6062 2.6010 Oksit erii 0.901.20 ThO2 1.802.20 ThO2 2.803.20 ThO2 3.804.20 ThO2 0.300.50 ZrO2 0.700.90 ZrO2 0.901.20 LaO2 Katklar % <0.20 <0.20 <0.20 <0.20 <0.20 <0.20 <0.20 <0.20 Renk Kodu Yeil Sar Krmz Leylak Portakal Kahverengi Beyaz Siyah
DIN 32528 de TIG kaynak elektrodlarnn aplar 0.5, 1.0, 1.6, (2.0), 2.4, (3.0), 3.2, 4.0, (5.0), (6.0), 6.4 ve 8.0 mm boylar ise 50, 75, 150, 175 mm olarak belirlenmitir. AWS A5.12 de ise elektrodlarn aplan 0.01, 0.02, 0.04, 1/16, 3/32, 1/8, 5/32, 3/16, 1/4 in boylar ise 3, 6, 7, 12, 18 ve 24 in olarak saptanmtr, 7 inten daha uzun olanlar sadece mekanize ve otomatik kaynak yntemlerinde kullanlrlar. Uygulamada elektrod ap, elektrodun maksimum akm yklenebilme kapasitesi gz nne alnarak seilmelidir, bu deere yaklaldnda arkn s younluu artmakta, daha stabil bir ark ile nfuziyeti fazla, diki ykseklii az bir diki elde edilebilmektedir. TIG kaynak ynteminde kullanlan elektrodlarn akm yklenebilme kapasitesi ok saydaki etkene bal olarak olduka geni bir aralk iinde deimektedir. Bu etkenleri u ekilde sralayabiliriz; Elektrodun bileimi, Koruyucu gazn tr, Elektrodun, elektrod tutucusunun d ksmnda kalan boyu, Elektroda uygulanan soutma sisteminin etkinlii, Akm tr ve kutuplama, Kaynak pozisyonu.
TIG kaynanda kullanlan tungsten elektrodlar kural olarak boylamasna talanmaldr (ekil 2.5). Aksi halde dnel talama izleri arkn sapmasna ve akmn snrlanmasna neden olur. Gerekli durumlarda talama tozlarnn parlatlarak uzaklatrlmas gereklidir. TIG kaynak elektrodunun u formunu uzun sre koruyabilmek iin kaynak parametrelerinin uygun seilmesi gereklidir. Kaynak esnasnda (elektrod ularn koruyabilmek iin) akmn doru ayarland elektrod ucunun ald ekilden kolayca anlalabilir. ekil 2. 6da alternatif akmda elektrod aplarna gre elektrod u formlar grlmektedir.
D ~30o
ekil 2.5 TIG kaynak elektrodlarnn talanmas (Doru akmla kaynakta elektrod ucu)
~2D
~90o
D < 1,6 mm
D 1,6 mm
ekil 2.6. Elektrod apna gre elektrod ular (Alternatif akmla kaynakta elektrod ucu) Elektrod Tutucular Elektrod tutucular, TIG kaynak ynteminde elektrodu torca balayan ve ayn zamanda da elektroda kaynak akmn ileten bir paradr. Bunlar genellikle bakrdan yaplr ve i delikleri kullanlan elektrodun apna uygun olarak hassas bir ekilde ilenmitir. Otomatik kaynak uygulamalarnda scakla dayankl olabilmeleri asndan nikel-krom alamlar da kullanlmaktadr. Elektrod tutucular yarkl veya srmeli trde retilmektedir ve elektrod ile temas eden i ksm elektrod ile tam temas salayacak bir yzey dzgnlne sahiptir d ksm da elektrod tutucu yz diye adlandrlan parann i ksmna yerletiinden hassas bir ekilde ilenmitir. Elektrod tutucularnn her kullanmdan nce zellikle i ksmlar kontrol edilmeli, kir, ya artklar temizlenmeli, i ksm derin bir biimde izilmi veya tungsten elektrodun uygun apta olmamas nedeni ile ark olumas sonucu iinde kraterler olumular kullanlmamaldr. Tor Balant Paketi TIG kaynak donanmlarn byk bir ksmnda, tor kaynak akm retecine, iinde akm kablosunu, koruyucu gaz hortumunu, kumanda kablolarn ve gerektiinde de soutma suyu geli ve gidi hortumlarn bir arada tutan, tor balant paketi diye adlandrlan bir metal spiral takviyeli kaln bir hortum ile balanmtr. Burada saf bakrdan yaplm olan akm kablosu makina veya torcun en st akm deerini tayabilecek bir kesite sahiptir. Bu kesiti mmkn olduu kadar ufaltabilmek amac ile su soutmann var olduu hallerde akm kablosu su hortumu iinden geirilerek snmamas salanr. Koruyucu gaz olarak helyum'un kullanlmas halinde, kauuk helyumun diffzyonuna mani olamadndan zel bir plastikten imal edilirler.
Koruyucu Gaz Donanm TIG kaynak ynteminde koruyucu gaz olarak sadece asal gazlar kullanlmaktadr, bu yntemde koruyucu gaz iinde az miktarda dahi aktif bir gazn varlna msaade edilemez, zira kaynak srasnda kzgn durumda bulunan tungsten elektrod bu olaydan etkilenir. Koruyucu gaz basnl tplerden veya stasyoner bir byk basnl kaptan borular yardm ile datlarak kullanm alanna sevkedilir. lkemizde TIG kayna iin gerekli gaz basnl tplerden salanr, iletme ii merkezi gaz datm ebekeleri henz uygulama alan bulamamtr. Koruyucu Gazlar TIG kaynak ynteminde koruyucu gaz kullanmann tek amac kaynak srasnda, kaynak banyosunu ve erimeyen tungsten elektrodu havann olumsuz etkilerinden korumaktr. TIG kaynak ynteminde kullanlan koruyucu gazlar, Helyum ve argon veya bunlarn karm gibi asal gazlar olup, kimyasal bakmdan ntr karakterde, kokusuz ve renksiz monoatomik gazlardr. Kaynak srasnda koruyucu gazlar kaynak blgesine bir s katksnda bulunmasalar da, s girdisini bir dereceye kadar etkilerler. TIG kaynak ynteminde koruyucu gaz olarak kullanlan asal gazlar veya bunlarn karm kaynak srasnda kzgn durumda bulunan tungsten elektrod ve erimi kaynak banyosu ile bir reaksiyon oluturmazlar, kaynak metalinin kalitesine olumsuz bir etkide bulunmamalarna karn, kaynak hzna ve kaynakl balantnn kalitesine nemli etkide bulunurlar. Argon ve helyumun kaynak karakteristiklerinin farkll bu gazlar ile yaplan uygulamalarda, baz metal ve alamlar iin biri dierine nazaran daha iyi sonular vermektedir. Argon sat fiyatnn daha ucuz olmas ve kolay tedarik edilebilmesinin de etkisi ile TIG ynteminde en ok kullanlan gazdr. Helyum doada hidrojenden sonra en hafif gaz olup, zgl arl 0,179 kg/m3 olup havadan yaklak 7 kat daha hafiftir; argonun zgl arl ise 1,784 kg/m3 tr ve havadan 1,4 kere daha ardr. Bu farkllk her iki gazn kaynakta kullanmnda gaz sarfiyatn etkilemektedir, tavan kaynak pozisyonu haricinde, kaynak ilemende ayn korumay gerekletirebilmek iin daha fazla helyuma gerek vardr. Ayrca kapal yerlerde yaplan kaynak ilerinde, rnei bir kazan veya basnl kap iinde, havadan ar olan argonun yere kmesine karn, helyum st ksmlarda biriktiinden gerekli nlemin alnmad hallerde kaynaknn boulmasna neden olabilmektedir. Ayn akm iddetinde helyum atmosferi iinde oluan ark, argon atmosferinde oluandan daha yksek bir ark gerilimine sahiptir bu da kaynak s girdisini ve dolays ile de nfuziyeti arttrmaktadr. Bu olay zellikle ince kesitli paralarda argonun, kaln kesitli ve s iletkenlii yksek olan malzemelerin kayna ile otomatik kaynak uygulamalarnda helyumun tercih edilmesine neden olmaktadr. Argon atmosferinde oluturulan kaynak ark, helyuma nazaran daha yumuak ve daha sakindir, arkn sakinlii ve s girdisinin da kaynaky rahatsz etmeyecek mertebede olmasndan tr manuel kaynak uygulamalarnda argon gaz tercih edilir.
10
izelge 2.2. Argon ve Helyum gazlarnn TIG ynteminde davranlarnn karlatrlmas
Argon
Dk ark gerilimi sonucu s girdisinin azalmas, 1.5 mm'den ince paralarn el ile kaynanda byk bir stnlk salar. Alminyum ve alamlar gibi yzeyleri refrakter bir oksit tabakas ile kapl malzemelerin kaynanda temizleme etkisi daha iddetlidir. Arkn tutumas daha kolaydr. Ark daha sakin ve daha stabil yanar. Havadan ar olmas nedeni ile daha az koruyucu gaz ile daha etkin bir koruma salar. Dik ve tavan kaynaklarnda, gaz sarfiyatnn fazla olmasna karn, s girdisinin azl sonucu oluan, daha ufak kaynak banyosuna kaynaknn kolaylkla hakim olabilmesine olanak salar. Otomatik kaynak ilerinde hzn ykselmesi, gzenek oluumuna neden olur. Farkl metallerin kaynanda daha iyi sonular alnr.
Helyum
Yksek ark gerimi sonucu oluan daha scak ark, s iletkenlii yksek malzemeler ile kaln paralarn kaynanda daha stn sonular verir. Yksek s girdisi ve yksek kaynak hz daha dar bir ITAB oluturur ve bunun sonucu kaynak balantsnn mekanik zelikleri iyileir ve arplmas ve kendini ekmeler azalr. Havadan ok daha hafif olmas sonucu koruyucu gaz sarfiyat yksektir ve torcun memesinden kan gaz akm hava hareketlerine hassastr. Otomatik kaynak ilemlerinde yksek kaynak hzlarnda karlalan gzenek ve yanma entikleri oluumu kontrol altna alnabilir. Havadan daha hafif olmas sonucu tavan kaynaklarnda daha iyi koruma salar.
izelge 2.3. eitli metallerin TIG kayna iin nerilen koruyucu gazlar ve elektrodlar
Metalin tr Alminyum Bakr ve Bakr Alamlar Magnezyum Alamlar Nikel ve alamlar Yaln karbonlu ve az alaml elik Paslanmaz elik Titanyum Kalnl Tm Kalnlklar Kaln Paralar nce Paralar Tm Kalnlklar nce Paralar Tm Kalnlklar nce Paralar Tm Kalnlklar Tm kalnlklar l klar Tm Kalnl nce Paralar Tm Kalnlklar Akm Tr AA DAEN DAEP DAEN. AA AA DAEP DAEN DAEN AA DAEN AA DAEN Elektrod Tr W veya WT WT WT veya WZ WT W veya WZ W veya WZ WZ veya WT WT WT W veya WZ WT W veya WZ WT Koruyucu Gaz Ar veya Ar-He Ar-He veya Ar Ar Ar veya Ar-He Ar Ar Ar Ar Ar veya Ar-He Ar Ar veya Ar-He Ar Ar
TIG Kaynak Ynteminin Uygulama Alanlar Bu yntem genellikle hafif metallerin birletirilmesinde kullanlr. eitli byklkteki torlarla 15 mm ye kadar kalnlktaki paralar kaynatmak mmkndr. Bu yntemde yukardan aaya doru dikey ve tavan kaynaklarnn da uygulanmas mmkndr. Yksek miktarda inko ihtiva eden bronzlar, titanyum alamlar, zirkonyum, uranyum gibi kaynak kabiliyetleri zayf metaller de bu yntemle gzeneksiz olarak kaynatlabilir.
11
TIG kaynak ynteminin kullanld nemli alanlar unlardr: 1. Her eit alminyum konstrksiyonlar; Mutfak takmlar, st gmleri, bira flar, boru tesisatlar tanklar, tat imalat, hayal hatlar, teleferik kabinleri, gemi inaat v.s. 2. Dme magnezyum paralar. 3. Paslanmaz elikler; Kimya ve gda sanayiinde kullanlan cihazlar, buzdolab, boru tesisat, tbbi aletler, s eanjrleri, tanklar, gaz ve buhar trbinleri, meme donanmlar, uak motorlar, kaynatma kazanlar, amar makineleri v.s. 4. Dezokside edilmi bakr ve alamlar; Kimya endstrisinde ve elektro-teknikte kullanlan bakr donanmlar v.s. 5. Sert tabaka doldurma kayna; Supaplarn oturma yzeyleri, anan paralarn doldurulmas v.s. 6. DKP elik saclar; karoseri ileri, ok ince saclarla yaplan konstrksiyonlar, uak inaat v.s. 7. zel iler; transformatr saclar, inko kapl saclar, atom reaktrlerini inasnda kullanlan eitli paralarn imalat v.s. TIG kaynak usul memleketimizde son senelerde paslanmaz elik eya reticileri tarafndan kullanlmaya balanm ve argon kayna ad altnda tannmtr. TIG Kaynak Makinelerinde ve Yntemin Uygulanmasnda Ortaya kan Problemler Ar Tunsten elektrod tketimi Doru akmda ark gezinmesi Alternatif akmda ark gezinmesi Doru akmda ark balamyor veya zor balayabilir. Doru akmda kararl olmayan ark oluumu Alternatif akmda kararl olmayan ark oluumu paras zerinde Tunsten kalnts Kaynak dikiinde gzeneklilik
TIG Kaynak Ynteminin Avantajlar 1. Btn metal ve alamlar kaynatlabilir. Paslanmaz elikler, sya mukavim elikler dkme demir ve elik, alminyum, magnezyum bakr ve alamlar, titanyum, nikel, molibden, niobyum, tungsten gibi. Bu yntemle yaplan kaynaklarda mukavemet ve kalite bakmndan mkemmel dikiler elde edilir. Dekapana ihtiya yoktur. Kaynak dikileri genellikle kaynaktan sonra olduu gibi kullanlr. ok kk alann stlmas ve snn srekli transferi dolaysyla dier yntemlere gre arplmalar daha azdr. Tungsten elektrodla dikite ok az bir karbr ayrmas meydana gelir. Her eit birletirme ekli uygulanabilir; yatay, dik ve tavan pozisyonlarnda kaynak yaplabilir. Kaynak torcu hafiftir ve dolaysyla rahat bir alma olana salar. Bu yntem sayesinde ayr cins metalleri ve alamlar birbirleriyle kaynatmak mmkndr. TIG kaynak ynteminde genellikle koruyucu gaz olarak Argon kullanlr.
2. 3. 4. 5. 6. 7. 8. 9. 10.
12
3. MIG-MAG ARK KAYNAI Gazalt kaynanda kaynak iin gerekli s eriyen ve srekli beslenen bir tel elektrodla, i paras arasnda oluturulan ark yoluyla ve elektroddan geen kaynak akmnn elektrodda oluturduu diren ile stmas yoluyla retilir. Kaynak yaplacak blge havann olumsuz etkilerinden bir gaz ortam ile korunduundan bu yntem Gazalt ark kaynak yntemi olarak adlandrlr.
Tel elektrod Tel Elektrod Ak m kablosu Akm Kablosu
Kaynak Kaynak Yn yn Koruyucu Koruyucu Gaz gaz girii Girii
Kat la m Kat la m Kaynak kaynak metali Metali Ark Ark
Tel klavuzu ve Tel Klavuzu Ve temas tp Temas Tp
Gazmemesi Memesi Gaz
Koruyucu gaz Koruyucu Gaz paras Paras Ergimi kaynak Ergimi Kaynak metali Metali
ekil 3.1 Gazalt Kaynann Prensibi. Bu kaynak usul, koruyucu gazn zelliine bal olarak iki ayr isimle adlandrlr. Kaynak ileminde asal gaz kullanlyor ise MIG (Metal Inert Gas), aktif gaz kullanlyor ise MAG (Metal Aktif Gas) olarak adlandrlr. Sonu itibariyle iki ayr isimle adlandrlan kaynak eitlerinde ekipmanlar ayndr. Sadece CO2 korumal kaynakta tp kna bir stc eklenir. MIG MAG kaynak tekniklerinin ok geni bir uygulama alanna sahiptir. Bu yntem ile ok ince levhalar dahil olmamakla beraber, her kalnlkta demir esasl ve demir d metallerin veya alamlarnn kaynak ilemi mmkndr. MIG MAG kaynak ynteminin uygulanmas, kolay olduundan kaynak hibir glkle karlamaz, toprak kablosunu kaynatlacak malzemeye balayp torcun ucundaki elektrodu da i parasna dedirmesi yeterli olacaktr. Kaynak tarafndan ilk ayarlar yapldktan sonra arkn elektriksel karakteristiinin kendi kendine ayarn otomatik olarak kaynak makinas salar. Bu nedenle yar otomatik kaynakta kaynaknn gerekletirdii elle kontroller, kaynak hz, dorultusu ve torcun pozisyonundan ibarettir. Uygun donanm seilip, uygun ayarlar yapldnda ark boyu ve akm iddeti (elektrod besleme hz) kaynak makinas tarafndan otomatik olarak sabit deerde tutulur. Gazalt kayna iin gerekli donanm ekil 3. 2de verilmitir. Kaynak donanm 4 temel gruptan olumutur: a) b) c) d) Kaynak torcu ve kablo grubu Elektrod besleme nitesi G nitesi Koruyucu gaz nitesi
13
Tor ve kablo grubu grevi yerine getirir. Koruyucu gaz ark blgesine tar. Elektrodu temas tpne iletir ve g nitesinden gelen akm kablosunu temas tpne iletir. Kaynak torcunun tetiine basld zaman, i parasnn ayn anda gaz, g ve elektrod iletir ve bir ark oluur. Ark boyunu kendi kendisini ayarlamasn salamak iin tel besleme nitesi ile g nitesi arasnda iliki salayan iki trl zm mevcuttur. Bunlardan en fazla bilineninde sabit gerilimli bir g nitesi (yatay gerilim-akm karakteristii salayan g nitesi) ile sabit hzl elektrod besleme nitesi kullanmaktadr. kinci zm ise azalan bir gerilim-akm karakteristii salar ve elektrod besleme nitesinin besleme hz ark gerilimi yoluyla kontrol edilir. Sabit gerilim / sabit besleme hz zmnde torcun pozisyonundaki deime kaynak akmnda deimeye neden olur. Kaynak akmndaki deime ise derhal serbest elektrod uzunluunu deitirerek (elektrod erime hz deitiinden) ark boyunun sabit kalmasn salar. Torcu i parasndan uzaklatrma nedeniyle serbest elektrod uzunluunda meydana gelen artma kaynak akmnda azalmaya neden olarak elektrodda diren stmasnn da ayn deerde kalmasn salar. Dier zmde ise, ark geriliminde meydana gelen deimeler elektrod besleme sisteminin kontrol devrelerini yeniden ayarlar ve bu sayede elektrod besleme hz uygun bir ekilde deitirilir.
Tel srme kontrol nitesi Tel elektrod bobini
Gaz tp Kaynak torcu
Toprak hatt paras
Akm reteci
ekil 3. 2 MIG - MAG kaynak donanm emas. MIG MAG kaynak tekniinde kullanlan elektrotlarn aplarnn ince olmas nedeniyle akm younluu yksektir (100 300 A/mm2). Akm younluunun ykseklii; metal transfer formunu, kaynak hzn ve nfuziyet profilini olumlu ynde etkilemektedir. MIG MAG kayna akm reteleri Kaynak g niteleri ark oluturmak iin elektrik gcn elektroda ve i parasna iletilir. Gazalt kaynann byk bir ksmnda elektrodun pozitif kutupta olduu doru akm kullanlr. Bu nedenle g nitelerinin pozitif ucu torca, negatif ucu ise i parasna balanr. Doru akm g nitelerinin balca tipleri motor tahrikli jeneratrler (dnen ve hareketli tip) ve transformatr redresrlerdir (statik veya hareketsizdir). Bir g kaynann yatay karakteristii sahip olup olmadna u ekilde karar verilir; akm retecinin karakteristiinin eimi her 100 amperde 1 5 volt arasnda bir deiim gsteriyor ise
14
bu makine yatay karakteristie sahiptir. ekil 3.3de grld zere gerilimdeki kk deimelere karlk akmdaki deimeler olduka byktr.
40
Volt
30 20 10 0 0 50
100
150 Amper
200
250
300
ekil 3. 3. Yatay karakteristie sahip bir makinenin I - V ilikisi. MIG MAG kayna akm retelerinde iten ayar diye adlandrlan ark boyu ayar vardr. Bu makinelerde ark gerilimi, tel ilerleme hz ve buna bal olarak da akm iddeti ayarlanr. Tel ilerleme motorunun hz seilen bir devirde dneceinden tel ilerleme hz sabittir. Kaynak ilemi esnasnda herhangi bir sebeple ark boyu uzad zaman akm iddeti byk miktarda azalr. Bu olay ematik olarak ekil 3.4de gsterilmitir. Ark boyunun artmas akm iddetinin dmesine, dolaysyla tel ergime miktarnn azalmasna neden olur. Bu srada sabit hzla gelen tel, ark normal konumuna dndrr. Ark boyu ksaldnda akm iddeti ykselir, tel ergime miktar artar, sabit gelen tel hz ark normal boyuna dndrd iinde akm ve gerilim deerleri uygun deerlere seyreder.
5 4
4 5
DDET
AKIM
SRE
GER LM
2 2
5 5 1 1
4 4
SRE
ekil 3.4 Ark uzunluunu iten ayar yardm ile ayarlanmas.
15
nverter tr kaynak makineleri Kaynak teknolojisindeki en son gelimelerden bir tanesi hatta en nemlisi inverter tr akm retelerinin uygulamaya girmi olmasdr. nverterler daha nceleri uak endstrisinde, kontrol devrelerinde doru akm retiminde kullanlmaya balanm ve kazanlan deneyimler bunlarn kaynak endstrisinde de g kayna olarak kullanlmasna olanak salamtr. Allm kaynak akm retelerinde, ebekeden ekilen alternatif akm (A.A) direkt olarak bir transformatre girer, burada akmn frekans deimez sadece gerilimi ayarlanr ve bu akm redresrde dorultulur ve filtre edilerek kaynak iin gerekli koullarda doru akm elde edilir ve kontrol devreleri de k akmndan aldklar sinyalleri (akm rete deerleri) ile karlatrarak redresr kn ayar eder. nverterler de ise, ebekeden ekilen A.A. nce bir redresre girer ve doru akm haline dntrlr ve bu akm Chooper diye adlandrlan zel bir cihazda yksek frekansl A.A. haline dntrlr. Kaynak ilerinde kullanlan inverterlerde bu frekans 20.000 Hz mertebesindedir. Bu yksek frekansl A.A. transformatr gerilimi kaynak iin uygun deere indirilir ve buradan kan akm aynen allm redresrlerde olduu gibi bir redresrde dorultulur ve bir filtreden geirilerek kaynak iin gerekli koullarda doru akm elde edilir. Sonu olarak, gerek allm akm retelerinde ve gerekse de inverterlerde ebeke akm kaynak iin gerekli koullardaki doru akma dntrlm olur, ama burada inverterin salad ok nemli stnlkler vardr. Transformatrlerin bykl A.A.n frekans ile ters oranldr; frekans byke transformatr klr. Ayn akm gcndeki bir normal redresr ile inverter karlatrldnda, inverterin arlk olarak % 25 ve boyut olarak ta % 33 daha kk olduu grlr. nverterler daha yksek bir verim ve daha kk bir g faktrne sahiptirler ve dolays ile inverter kullanm halinde elektrik giderlerin nemli bir azalma ortaya kmaktadr ve zellikle 200 Ain altndaki akm iddetleri ile alma halinde bu verimlilik daha da bymektedir. nverterlerin en nemli avantaj kaynak arknn stabilizesinin, performansnn ve kontrol kabiliyetinin artmasdr. Kontrol devresi inverterin kn saniyede 20.000 kez deitirebilme ve ark kontrolnn ok hassas bir biimde gereklemesine yardmc olmaktadr. Kk transformatrler deiimlere alm makinelerde kullanlan byk transformatrlerden daha az diren gstermekte ve daha hzl bir uyum salayabilmektedir. Bu iki husus inverterlerin en nemli stnldr. nverterlerin, endktans (akmn inme ve kma hz ) zerinde daha etkin bir kontrol salamas kaynakya kaynak arkn ok yumuak bir ark halinden daha delici ve derin nufuziyet salayan bir ark haline kadar ayarlama olana salar. Bu olay ise, ksa ark ile alma halinde karlalan yanma oluu, souk kalm blgeler oluumu tehlikesini ortadan kaldrd gibi bu tr almada grlen byk miktarda sramann azalmasn da salar. nventerlerin bu stnlkleri darbeli ark sistemiyle birletirildiinde, saf CO2nin koruyucu gaz olarak kullanlmas halinde bile srama grlmez. Darbeli akm ile alan inverterlerin stnlkleri u ekilde sralanabilir: Is girdisinin daha etkin bir biimde kontrol, Ksa ark boyu ortalama akm iddetlerinde dahi her pozisyonda sprey transfer uygulamasna olanak salar ve srama yok denecek kadar azalr, Ayn akm iddetinde bir byk boy tel elektrod kullanabilme olana salar.
16
Tel srme tertibat Tel elektrod srme tertibat, teli makaradan sap, ergiyen tel miktarn karlayacak bir hzla ark blgesine sevk eden bir mekanizmadr. Elektrod besleme nitesi (tel besleyici) bir elektrik motoru, elektrod makaralar ve elektrod dorultusunu ve basnc ayarlayan aksesuarlardan meydana gelmitir. Elektrod besleme motoru genellikle doru akmla alr. Elektrodu tor yoluyla i parasna doru iter. Motor hzn geni bir aralkta deitiren bir kontrol devresinin mevcut olmas gerekir. Sabit hzl elektrod besleyicileri normal olarak sabit gerilimli g niteleri ile birlikte kullanlrlar. Bunlar, gerekli devreler eklendii takdirde sabit akml g nitelerinde de kullanlabilir. Sabit akml g nitesi kullanldnda, bir otomatik gerilim alglama kontrolu gereklidir. Bu kontrol ark gerilimindeki deimeleri alglar ve ark boyunu sabit tutmak iin elektrod besleme hzn deitirir. Deiken hzl elektrod besleme tertibat ve sabit akml g nitesinden meydana gelen bu sistem, besleme hzlarnn dk olduu byk apl elektrodlarda (1.6 mmden byk) kullanlabilir. Yksek besleme hzlarnda, motor hznn ayar arkn kararlln salamaya yetecek kadar hzl bir ekilde yaplamaz. Beseleme motoru elektrod besleme makaralarn tahrik eder. Bu makaralar, elektrod menbandan elektrodu ekme ve kaynak torcu iinde itme yoluyla elektroda kuvvet iletir. Tel besleme nitelerinde iki makaral veya drt makaral dzenler kullanlabilir. Tipik bir drt makaral elektrod besleme nitesi ekil 3.5de gsterilmitir.
3 4 3
1- Tel giri memesi 2- Tahrikli tel srme makaralar 3- Tahrikli basn ayarlama makaralar 4&5- Tel klavuz memeleri
1 2 2
ekil 3.5. Tm tahrikli drt makaral bir tel srme tertibat (ematik) MIG MAG kaynanda kullanlan koruyucu gazlar Btn gazalt kaynak yntemlerinde olduu gibi MIGMAG ynteminde de koruyucu gazn ark blgesini tamamen rtmesi ve kaynak metalini atmosferik artlardan korumas gerekmektedir. MIGMAG kaynanda inert ve aktif gazlar veya bunlarn eitli oranlarda karmlar kullanlr. Genel olarak asal gazlar reaksiyona girmediklerinden dolay demird metallerin kaynanda, aktif gazlar veya aktif asal gaz karmlar da eitli tr eliklerin kaynanda kullanlmaktadr. MIG MAG kaynanda ticari olarak kullanlan gazlar veya gaz karmlarndan asal olanlar argon ve helyum, aktif olanlar ise karbondioksit, azot, oksijen ve hidrojen gazlardr.
17
Karbondioksit Gazalt kaynanda kullanlan Karbondioksit gaz renksiz, kokusuz ve havadan takriben 1.5 kat daha ar bir gazdr. CO2 gaznn zgl arl 1.997 Kg/cm3tr ve her CO2 molekl bir Karbon (C) atomu ile iki Oksijen (O2) atomunun birlemesinden meydana gelmektedir. Koruyucu gazlardan olan Argon ve Helyum gibi asal gazlarn pahal ve temin edilmelerinin zor olmas nedeniyle bunlara gre daha kolay bulunan ve ucuz olan CO2 gaznn koruyucu gaz olarak kullanm artmtr. CO2 gaz zellikle alamsz ve dk alaml elik malzemelerin kaynanda ucuzluk, derin nfuziyet, yksek kaynak hz ve iyi mekanik zellikler vermesi nedeniyle lkemizde geni bir kullanm alan bulmaktadr. Karbondioksit i yerlerine genellikle tp ierisinde getirilir. Tpn iindeki Karbondioksitin byk bir blm sv haldedir ve bu svnn st ksmnda, buharlam Karbondioksit gaz halinde bulunur. Kaynak ilemi annda karbondioksit gaz kullanldka bu gazn basnc der ve sv halden buharlaarak basnc normal hale dnr. Bu buharlama esnasnda Karbondioksit tp srekli olarak buharlama ssna ihtiya gsterir, bu bakmdan bir tpten srekli olarak ok fazla gaz ekme imkan yoktur. Buharlama ssnn ekilmesi sonucunda scaklk der ve tp iindeki sv Karbondioksit zerrecikleri Karbondioksit karna dnp, tpn k borusunu ve dedantr tkar. Bu sebepten dolay, bir tpten devaml olarak 12 lt/dak.dan daha yksek debilerde ekilmemesi gerekmektedir, devaml olmamak kouluyla bu deer 17 lt/dak.ya kadar kabilir. Bu debiden daha fazla gazn gerekli olduu durumlarda birden fazla Karbondioksit tp manifolt yardm ile balanarak kullanlmas gerekmektedir. Souk ortamlarda ise Karbondioksit gaz k yerine bir elektrikli stc ilave edilmesi tavsiye edilir. Karbondiksit gaz ile ksa devre ya da kresel gei salanabilir. Ancak Karbondioksit tek bana Sprey Ark Geii salayamaz. Kresel geite, ark oluumu sert, ypratc ve yksek apak oluumu sz konusudur. apak oluumunu azaltmak iin, torcun ucu alma yzeyinden bir miktar derine gmlmesi gereklidir. Eer Argonca zengin bir karmla Karbondioksit karlatrlrsa;
ekil 3.6 Karbondioksit gaznn metal gei formuna etkisi Karbondioksit, daha yksek nfuziyet salar. Ancak kaynak dikii yzeyi son derece kaba bir grnme sahip olur. Karbondioksit kaynanda yksek metal yma oran elde edilir. Ancak gazn oksitleyici zelliklerinden dolay, oluan kaynak dikiinin mekanik zellikleri Argonca zengin karma oranla dktr. Yksek apak oluumu nedeni ile dk hz elde edilir.
18
Argon ve Helyum Argon ve Helyum, asal gazlar olup kaynak ilemi srasnda kaynak banyosu ile reaksiyona girmezler. Bu gazlar alamsz, yaln karbonlu, paslanmaz elik ve demir d metallerin kaynak ilemlerinde kullanlr. Bu iki gaz arasndaki temel farklar, younluk, sl iletkenlik ve ark karakteristikleridir. Argon, havadan yaklak olarak 1.4 defa youndur, buna karlk helyum ise, havann younluunun 0.14 katdr. Helyuma ve havaya oranla daha youn olan Argon dz kaynak pozisyonlarnda en etkili, ark sabitleyen ve rtc etkisi olan gazdr. Helyum, tek bana kullanld zaman ayn oranda koruma yapabilmesi iin Argona oranla 2-3 kat fazla debi gerektirir. Helyum, Argona oranla ok daha yksek sl iletkenlie sahiptir ve ark enerjisi ok daha homojen dalml ark plazmas oluturur. Argon plazmas ise, merkezde ok yksek, d konisinde ise daha az enerjiye sahiptir. Bu fark, kaynak diki profilini gl bir ekilde etkiler. Helyum, kaynak srasnda daha derin ve geni bir diki oluturur. Argon ise "arap kadehi" eklinde bir penetrasyon yaratr. Balca Argon, Helyum, Argon-Helyum karmlar ve Karbondioksit gazlar diki profilleri aadaki ekilde gsterilmitir. Helyum, Argona gre daha yksek bir iyonlama potansiyeli ve dolays ile daha yksek ark voltaj oluturur. Ancak saf Helyum, ark balangcnda problem gsterebilir. Saf Helyumla oluturulan Ark rts dk voltajlarda Sprey Transfer etkisi gstermez. Bunun sonucu olarak, saf helyum, koruyucu gaz olarak kullanld zaman Argona gre daha yksek apak ve przl kaynak dikii elde edilir. Argon ise, akm gei snrnn zerinde (Kresel-Sprey Ark) olduu zaman Sprey Ark etkisi gsterir. Argon-helyum karmlar saf argon, elik ve demir d malzemelerin kaynanda yaygn olarak kullanlr. Helyumun saf olarak kullanlmas ise yukarda anlatlan nedenlerden dolay snrldr. Ancak, daha derin ve daha geni kaynak dikii istendii zaman, Argon ve Helyum belli oranlarda karm oluturularak kullanlrlar. Sonu ekil 3.7 de grld gibi, daha gelimi kaynak dikii zellikleri ve sprey ark transferi salanr. Ksa devre geiinde, argon ve helyum gazlar, %60 - %90 helyum oranna kadar eitli oranlarda kartrlarak kullanlrlar. Paslanmaz, dk alaml elik kaynaklarnda Argona Karbondioksit eklemek yerine Helyum eklenir ve Karbondioksitin kaynak dikiindeki olumsuz mekanik etkileri minimuma indirilir. Argona %50 ve %75 orannda Helyum eklenmesi, saf Argonun oluturduu ark voltajndan daha yksek ark voltaj oluturur. Bu karmlar, Aluminyum, Magnezyum ve bakrn kaynanda kullanlrlar. nk karmn verdii yksek s, bu malzemelerin yksek s iletkenliklerinden dolay istenen s miktarn karlar (Helishield 2 : %75 He+ %25 Ar).
Argon
Argon-Helyum
Helyum
ekil 3.7 Argon ve helyum gazlarnn kaynak diki ekilleri.
19
Argon-Helyum-Karbondioksit- Oksijen Karmlar Bu karm, 4' l (quadropole mix) karm adn alr ve MIG kaynanda, yksek amper/yksek metal yma oran iin optimum artlar salar. Karm, optimum mekanik zellikler ve geni yma orannda allabilme asndan avantajlar salar. Ana kullanm alan, dk alaml ve yksek dayanml malzemelerdir. Ancak, yksek retim istenen dk alaml eliklerin kaynaklarnda da kullanlr. Saf Argona eklenen Helyum, demir-d malzemelerin kaynanda mkemmel sonu verir. Saf Argon ise demir-d malzemelerin kaynanda (undercut) (diki alt atla) hatasna neden olabilir. Saf argona %1-%5 orannda eklenen Oksijen ya da %3 ten %25' e kadar oranlarda eklenen karbondioksit, ark kararllnda belirgin bir dzelme salar. Asal gazlara eklenecek optimum karbondioksit ya da oksijen miktar, yzey artlar (pasl vb.) diki geometrisi, kaynak teknii ve ana metal kompozisyonuna baldr. Genellikle, %2 oksijen ya da %8-10 orannda karbondioksit eklenmesi optimum sonular oluturur. Argona karbondioksit eklenmesi, kaynak dikii profilini "eftali ekli" oluturarak iyiletirir. Argona %1 ile %9 oksijen eklenmesi, kaynak banyosunun akkanln, nfuziyeti ve ark kararlln artrr. Oksijen ayn zamanda gei akmn azaltc etki gsterir. Yedirme eilimi azalr, ancak, manganez ve silisyum kaybndan dolay kaynak metalinde yksek oksitlenme eilimi belirir (Silisyum ve Manganez, kaynak ileminde deoksidan malzeme olarak kullanlrlar). Yaln, dk alaml ve paslanmaz eliklerde, az da olsa, argon-karbondioksit karm kullanlr. %25 Oranna kadar eklenen karbondioksit en az gei akmn drr, apak oluumunu azaltr, nfuziyeti artrr ve ark kararlln azaltr. Argon-karbondioksit karmlar genellikle ksa devre kaynaklarnda kullanlr. Ancak, sprey ark ve darbeli ark kaynanda da kullanlr. Argon %5 karbondioksit karm, darbeli ark kaynanda kullanlr. Argon-helyum ve karbondioksit karm, darbeli ark kaynanda da yaygn olarak kullanlr. Paslanmaz elik kaynanda %85 helyum + %13,5 Argon + %1,5 CO2 ieren (HELISHIELD/1) karm ksa devre geii ve korozyon direnci salar. Gnmzde gelitirilen bir baka karm %60 Argon + %38 helyum + %2 CO2 ierir (HELISHIELD/101) ve paslanmaz elik kayna iin kullanlr. Bu karm ergimi metale optimum akkanlk, iyi yzey slatma, iyi bir ark kararll ve dk apak oluumu salar. Buna ilaveten, hidrojen atla ve birikme yoktur. Ayn zamanda bu karm darbeli ark kayna ve sprey ark geii iin kullanlr. Argon-Oksijen Karmlar Argona kk oranlarda eklenen (% 1-2) oksijen apa optimize eder ve sprey ark geiinde ark kararlln arttrr. Oksijen, daha geni nfuziyet salar ve yedirme etkisini azaltr. Ar+%1 ya da Ar+%2 oksijen eklenmesi paslanmaz eliklerin kaynaklar iin uygundur. Oksijeni alnm bakr, dk karbonlu ve alaml eliklerde kullanlr. Argon-Oksijen-Karbondioksit Karmlar Argona eklenen %3-%5 orannda oksijen ve %20 ye kadar karbondioksit, metal sektrnde yaygn olarak kullanlr. Bu gazlar, optimum koruma ve sprey ark, ksa devre ve darbeli ark geii iin uygun ark karakteristii salar.
20
Ar-O2
Ar-CO2
CO2
ekil 3. 8 Argon, Oksijen ve Karbondioksit Gazlarnn Kaynak Dikiine Etkileri. Argon-Hidrojen Karmlar Argon ve Hidrojen karmlar, paslanmaz elikten retilmi boru ve ince plaka kaynaklarnda kullanlr. Karmn kullanm iin en nemli art, paslanmaz eliin Hidrojen krlganlna duyarl olmamas gerektiidir. stenitik Paslanmaz elikler (3xx serisi) rahatlkla kaynak yaplabilir. Ancak martensitik (4xx serisi ) elikler hidrojene kar duyarl olduu iin kullanlmas sakncaldr. Uygulanan kaynak hz, Argona eklenen Hidrojen miktarna gre deiir; nk ark voltaj hidrojen miktar arttka artar. Ancak eklenecek Hidrojen miktar, malzeme kalnlna ve diki trne gre deiir. Kullanlan Hidrojen miktar 1% ile 5% arasndadr. Argon-Hidrojen karmlar, TIG kayna ileminde kullanlr. Koruyucu gazn grevleri Koruyucu gazn grevi en ok bilinen ekli ile sadece kaynak banyosunu korumak deildir. Endstri uygulamalarnda veya maliyet hesaplamalarnda genellikle en son dnlen koruyucu gaz seimi olmaktadr. Halbuki bilinenin aksine koruyucu gazlar sadece kaynak banyosunu korumakla kalmayp bunun yannda arkn kararllna, dikiin mekanik zelliklerine, dolgu biimine, ilemin verimliliine, duman oluumuna ve bunun gibi birok kaynak parametrelerine de etki etmektedirler. Koruyucu gazlarn kaynak ilemlerindeki etkileri balca u ekilde sralanabilir. a) Kaynak banyosunu atmosferden koruma b) Arkn kararll c) Metal transfer formu d) Nfuziyet, slatma ve kaynak diki geometrisi e) Is girdisi f) Kaynak ilerleme hz g) Kaynak metali kimyasal bileimi h) Duman oluumu ) Kaynak metalinin mekanik zellikleri Maddeler halinde verilen koruyucu gazn etkileri ksaca u ekilde aklanabilir. Kaynak banyosunu atmosferden koruma: kaynak esnasnda dikii, atmosferin olumsuz etkilerinden korumak gereklidir. Koruyucu gaz, erimi kaynak banyosu ile onu evreleyen atmosfer arasndaki istenmeyen reaksiyonlar engeller. Arkn kararll: MIG-MAG kaynanda arkn kararll geni lde metal transferinin gei ekli ile kontrol edilir. Bu olay da koruyucu gazn bileimine baldr. Koruyucu gazn bileimi, transferde yer alan yzey gerilimi glerini deitirir ve ark kk davrann etkileyebilir. elik
21
malzemelerin kaynanda Ar + O2 ve Ar + CO2 karmlar dzgn bir pskrtme transferi elde edilmesini salarlar. Koruyucu gaz olarak CO2 gaz kullanldnda yalnzca damla transferi sz konusu olur. Metal transfer formu: kaynak ilemi esnasnda ergiyen telden kaynak banyosuna aktarlan metalin davrandr. Metal transferinin ekli geni bir oranda koruyucu gazn terkibine, kaynak telinin bileimine ve dier kaynak parametrelerine baldr. Nufuziyet, slatma ve kaynak diki geometrisi: bir kaynak dikiinin kalitesi yeterli nufuziyet, yksek slatma oran ve dzgn bir kaynak profili ile belirlenir. Koruyucu gazn kaynak dikii zerindeki etkisi byktr. Saf argon atmosferi altnda kaynak dikiinin ekli arap kadehi tipinde bir nufuziyettir ve karbondioksit atmosferi altnda ise yksek derecede nufuziyetin yannda olduka ikin bir diki elde edilir. Buna sebep olarak Karbondioksit arknn dzensiz oluu gsterilir. Is girdisi: birim uzunluktaki kayna gerekletirmek iin harcanan sy gstermektedir. Is girdisi deeri dk olursa az enerji harcanm olur. Is girdisini etkileyen faktrlerden nemli birisi de gaz bileimidir. Ark tarafndan oluturulan s, gaz tarafndan en iyi ekilde iletilmelidir. Her gazn kendine zg bir termal iletkenlii vardr. Is girdisinin etkilerine kaynak metali blmnde ayrntl bir ekilde yer verilecektir. Kaynak ilerleme hz: arkn kaynak ynnde ald yolun zamana bal olarak ifadesidir. Kaynak ilemlerinde btn parametreler sabitlendiinde, maksimum nufuziyet orta ilerleme hzndadr. Koruyucu gazn s girdisi de kaynak hzna etkileyen faktrler arasndadr. Kaynak metali kimyasal bileimi: Alam elemanlarnn telden banyoya maksimum verimle tanm koruyucu gazn oksitlenme gcne baldr. Oksitlenme potansiyeli ayarlanm gazlarla yaplan kaynak ilemlerinde oksit kalntlar mikroyapya en az biimde aktarlr. Duman oluumu: kaynak ileminde arkla birlikte, alma evresini etkileyen duman ve gazlar oluur. Arktan kan ultraviyole radyasyonu, ozon (O3) gaznn ortaya kmasna sebep olur. Ozon gzlerde, burunda ve boazda yanma gibi salk problemleri oluturur. Mekanik zellikler: gazalt kaynanda gazn oksitlenme durumuna gre bir miktar alam elementi kayb olur. Bu kayplar, temel bileenler olan Mn ve Si gibi elementler olduundan kaynak telinde bu elementlerin yksek derecede olmas gerekir. Koruyucu gazn kaynak metalinin mekanik zelliklere etkisi, gzeneklilik ve oksitlenme eklinde olmaktadr. Damla letim Mekanizmalar Gazalt kaynanda metal damlalar elektroddan i parasna temel iletim mekanizmasyla geer: a) Ksa devre iletimi (ksa ark) b) ri damla iletimi (uzun ark) c) Sprey iletimi
22
Damla iletim tipi ok sayda faktr tarafndan etkilenir. Bunlar iinde en etkili olanlar unlardr: a) Kaynak akmnn tipi ve iddeti b) Elektrod ap c) Elektrodun bileimi d) Serbest elektrod uzunluu e) Koruyucu gaz Ksa devre iletim (ksa ark) Ksa devre iletimi, gazalt kaynandaki en dk kaynak akm aralnda ve en kk elektrod aplarnda gerekletirilir. Bu tip bir iletim ince kesitlerin birletirilmesi iin, pozisyon kayna iin ve byk kk aklklarn birletirmeye uygun olan kk ve hzla katlaan bir kaynak banyosu oluturmak iin kullanlr. Metal, elektroddan i parasna, sadece elektrod kaynak banyosu ile temas halinde olduu srada iletilir. Ark aral boyunca herhangi bir metal iletimi olmaz. Elektrod i parasna saniyede 20 ila 200 kez temas eder. ri damla iletimi (uzun ark) Doru akm elektrod pozitif kutuplamada kaynak akm greceli olarak dk ise koruyucu gazn cinsine bal olmakszn iri damla iletimi meydana gelir. Ancak CO2 ve helyumla bu tip iletim tm kullanlabilen kaynak akm deerlerinde oluur. ri damla iletiminin en nemli zellii damla apnn elektrod apndan daha byk oluudur. ri damla yerekimi etkisiyle kolaylkla hareket eder. Bu nedenle iri damla iletimi baarl bir biimde ancak oluk pozisyonunda gerekleir. Ksa devre damla iletiminde kullanlan akmlardan biraz daha yksek akm deerlerinde, tam asal gaz korumas altnda eksenel olarak ynlenmi iri damla iletimi elde edilebilir. Eer ark boyu ok ksa (dk gerilim) ise tel ucunda byyen damla i parasna temas edip ar snabilir ve paralanarak ar sramaya neden olabilir. Bu nedenle ark, damla kaynak banyosuna demeden nce elektroddan ayrlma imkan bulacak kadar uzun olmaldr. Ancak daha yksek gerilim kullanarak yaplan kaynaklarn yetersiz erime, yetersiz nfuziyet ve ar diki tamas nedeniyle reddedilme olasl yksektir. Bu ise iri damla iletiminin kullanmn byk lde snrlar. Kaynak akm ksa devre iletimi iin kullanlan akm aralndan olduka yksekse, karbondioksitle koruma tesadf ekilde ynlenmi iri damla iletimine neden olur. Sprey iletimi Argonca zengin gaz korumasnda kararl, sramasz "eksenel sprey" tipi bir iletim elde etmek mmkndr. Bunun iin elektrod pozitif kutupta doru akm kullanlmas ve akm iddetinin gei akm ad verilen kritik bir deerinin zerinde olmas gerekir. Bu akmn altnda iletim daha nce aklanan iri damla iletimi yoluyla olur ve damla iletiminin hz saniyede birka damladr. Gei akmnn zerindeki deerlerde ise iletim, kk apl (elektrod apndan daha kk apa sahip) damlalarn oluumu ve bunlarn saniyede yzlerce damla iletim hznda ayrlmasyla oluur. Bunlar ark aral boyunca eksenel olarak hzlanrlar. Sv metalin yzey gerilimine bal olan metal "gei akm" elektrod apyla ve bir dereceye kadar da serbest elektrod uzunluu ile ters orantl olarak deiir. Elektrodun erime scakl ve koruyucu gazn bileimi de gei akmn etkiler.
23
Sprey damla iletimi kuvvetle ynlenmi damlalar demetinden ibaret olup damlalar ark kuvvetleri tarafndan ivmelendirilerek yerekimi etkisini yenen hzlara ularlar. Bu nedenle belirli artlar altnda yntem her pozisyonda kullanlr. Damlalarn ap ark boyundan daha kk olduu iin ksa devre meydana gelmez ve bu nedenle de srama, tamamen yok olmasa bile ihmal edilecek mertebeye der. MIG-MAG kayna tel elektrodlar Tel elektrodlar, kaynak esnasnda zerinden akm geerek ergiyen, otomatik olarak beslenen (MIG-MAG, tozalt) ark kayna yntemlerinde ilave kaynak metali olarak kullanlan ve bir kangala sarl halde bulunan tellerdir. MIG - MAG kaynanda tel elektrodlardan baka zl elektrodlar da kullanlr, bu elektrodlarn orta ksmnda rutil veya bazik zler bulunur. zsz olarak kullanlan tel elektrodlar bileimlerine gre SG1, SG2 ve SG3 olmak zere gruba ayrlrlar. MIG-MAG kaynanda kullanlan tel elektrodlarn yzeyi przsz ve gayet hassas olmaldr. Kaynak ilemi esnasnda tel elektrodda, ark kabiliyetini engelleyecek apak, ukurluk, katmer gibi yzey kusurlar veya yabanc maddeler bulunmamaldr. Ergiyen elektrod ile ark kaynanda en nemli problemlerden bir tanesi de tel elektrodun seimidir. Bu kaynak ynteminde tel ve gaz kombinasyonu sonucunda ortaya kan kaynak metalinin bileimi, gereken mekanik ve fiziksel zellikleri karlamak zorundadr, bu bakmdan elektrod seimi aada belirtilmi olan kriterler gz nnde bulundurularak yaplr. Esas metalin mekanik zellikleri Esas metalin kimyasal bileimi Koruyucu gazn tr Esas metalin kalnl ve geometrisi alma ortamnn koullar MIG-MAG kayna kaynak parametreleri Kaynak parametreleri kaynak ileminin ve daha sonra oluan kaynakl balantnn kalitesini belirleyen nemli unsurlardan birisidir. Kaynak parametreleri; kaynaklanan metal veya alam ile kaynak metalinin tr, kalnl, kaynak az tr ve geometrisi, kaynak pozisyonu ve kaynakl balantdan beklenen mekanik zellikler gz nnde bulundurularak belirlenir. Bu parametrelerin seimi, kaynaknn alma artlarn da kolaylatrr. Kaynaknn, kaynak arknn ve parametrelerinin kaynak banyosunu nasl etkilediini ve hangi parametrelerin hangi artlarda deitirileceini ok iyi bilmesi gerekmektedir. Kaynak ilemi iin seilen parametreler, birbirlerine uyum gsterdikleri zaman yumuak, kararl ve olduka rahat bir ark meydana getirirler. Kaynak parametreleri, kaynak ncesi belirlenen ve kaynak sresince deitirilmesi mmkn olmayan parametreler, birinci dereceden ayarlanabilir ve ikinci derecede ayarlanabilir parametreler olmak zere ayr grupta incelenir. lk gruba giren parametreler kaynan uygulanmasndan nce belirlenen koruyucu gaz tr, elektrod ap ve tr gibi etmenlerdir. Bu ilk gruba giren etmenlerin kaynak ilemi esnasnda deitirilmesi mmkn deildir. Bu parametreler, kaynaklarda kullanlan malzemelerin tr, kalnl, kaynak pozisyonu ve balantdan beklenen mekanik zelliklere gre belirlenir.
24
kinci gruba giren ve birinci derecede ayarlanabilen kaynak parametreleri, kaynak dikiini kontrol altnda tutan akm iddeti (tel hz), ark gerilimi ve kaynak hz gibi etkenlerdir. Bu parametreler arasndaki uyum iyi bir kaynak ile zayf bir kaynak arasndaki fark belirgin bir ekilde ortaya koyar. nc gruba giren ikinci derecede ayarlanabilir kaynak parametreleri, kaynak ilemi sresince srekli deien ve kaynak dikiinin biimini olduka etkili bir ekilde deitiren parametrelerdir. Bu gruba giren parametrelerin nceden seilip deerlendirilmeleri bir hayli zordur ve baz durumlarda ak bir ekilde grlemez. Kaynak dikiinin biimini etkileyen bu parametreler tor eimi, serbest tel uzunluu, nozul mesafesi, kaynak yn, koruyucu gaz miktar ve kaynak pozisyonu olarak sralanabilir. Yntemin stnlkleri Yntemin yaygn olarak kullanlma nedeni, doal olarak salad stnlklerden kaynaklanmaktadr. Bu stnlkler aada sralanmtr: a) Ticari metal ve alamlarnn tmnn kaynanda kullanlabilen yegane eriyen elektrodla kaynak yntemidir. b) Elektrik ark kaynanda karlalan snrl uzunlukta elektrod kullanma problemini ortadan kaldrmtr. c) Kaynak her pozisyonda yaplabilir. Bu tozalt kaynanda mmkn deildir. d) Metal yma hz elektrik ark kaynana nazaran olduka yksektir. e) Srekli elektrodla beslenmesi ve yksek metal yma hz nedeniyle, kaynak hzlar elektrik ark kaynana nazaran yksektir. f) Elektrod beslenmesinin srekli olmas nedeniyle hi durmadan uzun kaynak dikileri ekilebilir. g) Sprey iletim kullanldnda, ark kaynana nazaran daha derin nfuziyet elde edilir. Bylece i ke kaynaklarnda ayn mukavemeti salayan daha kk kaynak dikii ekmek mmkn olur. h) Youn bir crufun mevcut olmay nedeniyle pasolar aras temizlik iin sarf edilen zaman ok azdr. Bu stnlkleri yntemi yksek retime ve otomatik kaynak uygulamalarna zellikle uygun hale getirilmitir. Yntemin snrlamalar Dier kaynak yntemlerinde olduu gibi gazalt kaynann kullanlmasn zorlatran baz snrlamalar da mevcuttur. Bu snrlamalar aada sralanmtr: a) Kaynak donanm, elektrik ark kaynana nazaran, daha karmak, daha pahal ve bir yerden baka bir yere tanmas daha zordur. b) Kaynak torcunun elektrik ark kayna pensesinden daha byk olmas nedeniyle ve kaynak metalinin koruyucu gazla etkin bir ekilde korunmas amacyla torcun balantya 10 ila 19 mm. arasnda deiken yakn bir mesafeden tutulmas gerektii iin, bu yntemin ulalmas g olan yerlerde kullanlmas pek mmkn deildir. c) Kaynak ark koruyucu gaz bulunduu yerden uzaklatran hava akmlarndan korunmaldr. Bu nedenle, kaynak alannn etraf hava akmna kar muhafaza altna alnmadka, yntemin ak alanlarda kullanlmas mmkn deildir. d) Greceli olarak yksek iddete s yaylmas ve ark younluu nedeniyle, kaynaklar bu yntemi kullanmaktan kanmaldr.
25
4. TOZALTI ARK KAYNAI Tozalt ark kayna yntemi ilk olarak Mc Keesport, Pensilvanyada kurulan bir boru fabrikas iin National Tube firmas tarafndan gelitirilmitir. Bu yntem borulardaki boyuna dikilerin kaynan yapmak amacyla tasarlanmtr. Bu yntemin patenti 1930da Robinoff tarafndan alnm ve daha sonra Linde Air Products firmasna satlmtr. Tozalt ark kayna yntemi l930larn sonlarnda ve 1940larn balarnda savunma yaplanmas sresince tersanelerde ve savunma sanayinde kullanlmtr. Bu yntem en verimli kaynak yntemlerinden birisidir ve gnmzde gncelliini korumaktadr. Tozalt kayna, 1933 ylndan itibaren Amerikada yaylmaya balam. 1937den itibaren de Avrupada uygulama alan bulmu ve zellikle kinci Dnya Savandan sonra gelierek endstride byk nem kazanmtr. Trkiyede ise likit (svlatrlm) petrol gazlarnn kullanlmaya balanmasyla ok miktardaki LPG tpn imal etmek iin 1960 yllarnda uygulanmaya balanmtr. Tozalt kayna, kaynak iin gerekli snn, tkenen elektrod (veya elektrodlar) ile i paras arasnda oluan ark (veya arklar) sayesinde ortaya kt bir ark kaynak yntemidir. Ark blgesi kaynak tozu tabakas ile kaynak metali ve kaynaa yakn ana metal de ergiyen kaynak tozu (cruf) ve kaynak dikii tarafndan korunur. Tozalt kaynanda elektrik arktan ve ergimi metal ile ergimi cruftan oluan kaynak banyosundan geer. Ark ss elektrodu, kaynak tozunu ve ana metali ergiterek kaynak azn dolduran kaynak banyosunu oluturur. Koruyucu grevi yapan kaynak tozu ayrca kaynak banyosu ile reaksiyona girerek kaynak metalini deokside eder. Alaml elikleri kaynak yaparken kullanlan kaynak tozlarnda, kaynak metalinin kimyasal kompozisyonunu dengeleyen alam elementleri bulunabilir. Tozalt kayna otomatik bir kaynak yntemidir. Baz tozalt kaynak uygulamalarnda iki veya daha fazla elektrod ayn anda kaynak azna srlebilir. Elektrodlar yan yana (twin arc) kaynak banyosuna srlebilir veya kaynak banyolarnn birbirinden bamsz katlamasn salayacak kadar uzaklkta, arka arkaya srlerek yksek kaynak hz ve yksek metal yma hzna ulalabilir. Bu kaynak eidi temel olarak, bir elektrik ark kayna eididir. Bu kaynak trnde ark, bir mekanizma tarafndan otomatik olarak kaynak blgesine gnderilen plak tel ile i paras arasnda kaynak blgesine devaml gelen toz yn altnda oluur. Bu sebepten dolay bu kaynak eidine tozalt ark kayna denilmitir. ekil 4.1de tozalt kaynak donanm grlmektedir.
Tel Elektrod Tel Srme Mekanizmas Toz haznesi
Tel Elektrod Bobini . Tel Srme Motoru Kumanda Dolab
.Akm reteci Tor Kaynak
Kaynak yn paras
ekil 4.1. Tozalt ark kayna
26
Tozalt ark kayna teknii ancak yatay durumdaki kaynak dikileri iin uygundur. Her ne kadar gnmzde bir takm zel tedbirler alnarak dik kaynak yapabilme imkan elde edildiyse de bu metod ile tavan kayna yapma ihtimali yoktur. Tozalt ark kayna metodunun esas uygulama alanlar yap elikleri, basnl kap elikleri ve paslanmaz elikler zerinde younluk kazanmaktadr. Bu metodun temel zelliklerini u maddeler halinde sralayabiliriz. a) Yksek kaynak hz ve kaynak gc b) Yksek metal yma oran c) Derin nufuziyet d) Yksek kaliteli ve dzgn kaynak dikii e) Kolay temizlenebilir curuf f) Kaln malzemelere uygulanabilirlik g) zel koruyucu emniyet tedbirlerine gereksinim olmamas Kaynak metodunda birleme yzeyleri iyi temizlenir, kaynak malzemeleri ve parametreler uygun seilirse kaliteli bir kaynak metali elde edilir. Bu kaynak metodunda genellikle yksek akm deerleri kullanldndan n stmaya ihtiya duyulmaz. Tozalt ark kaynann prensibi Toz alt ark kaynak ynteminde, rtsz ve srekli bir tel elektrod ve ark kaynak ile ergimi metal banyosunun havann olumsuz etkilerinde koruyan bir kaynak tozu (Flux) kullanlr. Ark kaynak teli i paras arasnda meydana gelir ve bir toz rts ile korunduundan grlmez. Kaynak tozu, kaynak balna tutturulmu bir toz nitesi ierisinde i paras zerine kaynak hatt boyunca dklr. Toz miktar ark rterek atmosferik etkilerden kayna koruyacak ve srama oluturmayacak ekilde ayarlanmaldr. Kaynak teli besleme nitesi araclyla ark blgesine sevk edilir. Tel besleme hz sabit tutularak ark boyunun kararll salanr. Kaynak ark, teli ve kaynak tozunun belli bir miktarn ergitir. Ergimi kaynak tozu curuf oluturmak zere sv metal banyosunun zerine ykselir ve onu tmyle rterek havann olumsuz etkilerden korur. Kaynak ilerledike katlaan curuf kendiliinden kaynak metalinin zerinden ayrlr. Ergimi olan kaynak tozu ise tekrar kullanlmak zere toz toplama nitesi iine aktarlr. Toz alt ark kaynak yntemi ile yzey kaplama ilerinde zaman zaman zl tellerden de yararlanlmaktadr. Toz alt ark kayna otomatik ve yar-otomatik olmak zere iki ekilde uygulanr. Bu sistemlerde tel besleme makaralar ve kaynak bal ark kaynak bal ark blgesi yaknlarnda birlikte altklarndan byk apl teller ile kaynak yapmak mmkndr. Yar-otomatik toz alt ark kaynak sistemlerinde ise MIG sistemlerinde olduu gibi tel besleme makaralar ile kaynak bal arasnda byk bir mesafe bulunduundan tel ap nispeten daha dk tutularak esneklik salanr. Hem otomatik hem de yar-otomatik toz alt ark kaynak sistemlerinde ark kaynak tozu ile rtl olduundan ergimi metal banyosuna kaynak esnasnda grmek olanakszdr. Otomatik sistemlerde birden daha fazla ( genellikle iki ve baz durumlarda ) tel elektrodu bir hat zerinde ard arda sralayarak almak mmkndr.(Tandem sistemleri)
27
Toz alt ark kaynanda kaynak tozunun fonksiyonu, rtl elektrodlarla yaplan kaynakta elektrod rtsnn stlendii fonksiyondur. Arkn atmosferik etkilerden korunmas diki eklinin dzenlenmesi, kontroll soumann temini ve kaynak metaline gerekli baz alam elemanlarnn kazandrlmas vb. Toz alt ark kaynanda ark tmyle kaynak tozunun altnda gml olduundan ok yksek kaynak akmlarnn uygulanmas sramaya neden olmaz. Kaynak azlar zenle hazrlanmal ve eer azn iki yan arasnda boluk bulunacaksa bunun deeri 1 mm.yi amamaldr. Yntemin btn ekonomik avantajlarnn kullanlabilmesi iin kaynak azlar uygun ekilde seilmeli ve hassas olarak hazrlanmaldr. Bu yapld takdirde kk hatalar ve yanklar iermeyen dzgn ve kaliteli dikiler ede edilir. Toz alt ark kayna, elekrod kaynana oranla ok daha yksek az hazrlama masraf gerektirir. Ancak kaynak hzlarnn yksek oluu bu masraflar fazlasyla kompanse eder. Kaynaa balamadan nce kaynak azlarnn temizliinden iyice emin olunmaldr. Su, ya, boya ve pas kalntlar kaynak dikilerinin gzenekli olu riskini artrr. Toz alt ark kayna genellikle 500-1500 amper akm blgesinde ve ou zaman 1000 amperlik akmla gerekletirilmesine karn 150 ampere kadar den ya da 4000 ampere kadar kan akm deerlerinin kullanld durumlarda vardr. ok yksek akm deerleri kullanldnda geni ve yava souyan ergimi metal banyolar elde edilir. Hem kaynak metalinin hem de s tesiri altndaki blgenin entik darbe tokluu dk olacandan diki atlama eilimi gsterir. Bu nedenle ok yksek akm deerlerinin kullanld durumlarda olduka azdr. Genel olarak telin her mm ap iin 100/120 amper akm kullanlr. Yani 5 mm apnda teli akm deeri 500/600 amperdir. Toz alt ark kaynanda hem alternatif akm (AC) hem de doru akm (DC Pozitif yada negatif kutup DCEP-DCEN) elde edilir. Alternatif akm (AC) ile ulalan yma oranlar da doru akm pozitif kutupta elde edilenlere oranla daha yksektir. Yksek akm deerlerinin kullanlmas neticesinde ark flemesi olay belirginlik kazanr. Topraklama balantlarn i parasnn bir ucundan dier ucuna doru yaplan kaynak esnasnda ark flemesinin nne geilebilir.
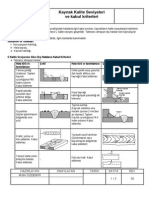
Tozalt kaynanda dikiin formuna tesir eden faktrler Kaynak diki formu denilince, diki genilii, diki ykseklii ve derinlii anlalr. Diki formu incelendiinde i ve d diki formu olmak zere iki form gzlenir ( ekil 4.2 ). Her diki formu nfuziyet derinlii, erime genilii ve diki ykseklii olmak zere ekilde karakterize edilir.
b b h b=Diki genilii h=Diki ykseklii t=Diki derinlii t
ekil 4.2. ve d diki formunun ematik gsterilii
28
Diki formu, kaynakl balantdan beklenen zellikler bakmndan olduka nemlidir. Diki formuna etki eden faktrler u ekilde sralanabilir. a) Akm iddeti: Akm iddetinin artmasyla beraber zellikle i diki formu deimekte ve nfuziyet artmaktadr. b) Akm younluu: Akm younluunun artmasyla (amper/mm2) nfuziyet ve diki ykseklii artmaktadr. c) Kaynak hz: Kaynak hznn optimum deerinde nfuziyet en fazladr. Kaynak hz arttka nfuziyet ve diki genilii azalr. d) Kaynak az ekli: Kaynak az asndaki deimelere gre diki formu etkilenmektedir. Az as arttka nfuziyet artmakta, diki ykseklii azalmaktadr. e) Ark gerilimi: Ark geriliminin artmasyla beraber diki genilii artarken diki ykseklii ve nfuziyeti azalr. f) parasnn bulunduu dzlemdeki eimi: paras, bulunduu yatay dzlemde 6oye kadar bir eime sahip olmas pek nemli deildir. Bu eim artar ise nufuziyette ve diki yksekliinde deimeler sz konusudur. g) Akm cinsi ve kutup durumu: Doru akm ile yaplan kaynakta elektrodun negatif kutba balanmas durumunda, pozitif kutba balanmaya nazaran daha yksek erime ve nufuziyet derinlii salanmaktadr. Alternatif akm kullanlarak yaplan kaynakta ise nfuziyet ve erime, doru akmda her iki kutupta yaplan kaynaktakinin ortalamasdr. h) Koruyucu kaynak tozunun tane bykl: Koruyucu kaynak tozu iriletike nufuziyet ve diki yksekliinde dme, diki geniliinde de artma grlr. ) Serbest tel uzunluu: Kaynak telinin memeden darda kalan ksmnn artmasyla diki ykseklii artarken nfuziyette azalma grlr. izelge 4.1de gazalt ve tozalt kaynanda kaynak diki formunu etkileyen faktrler verilmitir. izelge 4.1. Kaynak diki formunu etkileyen faktrler
TOZALTI KAYNAI GAZALTI KAYNAI Diki Ykseklii h (mm) artar artar azalr artar azalr azalr artar artar azalr
Nfuziyet t (mm)
Diki Genilii b (mm)
Toz Tketimi
Akm iddeti I (A) Tel Srme Hz v (m/dak) Ark Gerilimi U (V) Elektrod ap (mm) Kaynak Hz (m/dak) Akm Cinsi/Kutuplama Serbest tel boyu (mm) Toz tane boyu
arttka arttka arttka arttka arttka D.C. (+) D.C. (-) arttka arttka
artar artar azalr azalr azalr artar azalr azalr azalr
artar artar artar artar azalr azalr artar artar artar
deimez deimez artar artar azalr azalr artar artar artar
29
Tozalt ark kaynanda ark tututurma yntemleri Tozalt ark kaynanda kaynaa balandnda kaynak makinesi reticisinin ngrd bir yntem ile arkn tutumas salanr. Arkn daha kolay ve etkin bir biimde tutumasn salayan baz tertibatlar retici tarafndan makine zerine monte edilmi olabildii gibi bunlar sonradan kullanc tarafndan da elde edilerek makinelere eklenebilir. Uygulamada arkn tutumasn nleyen en nemli etken; durup kalkmalarda tel elektrodun u ksmnda ergimi ve kre biiminde katlam curuf olumasdr; bu curuf yeterli derecede iletken olmadndan arkn tutumasna engel olur. Gnmz endstrisinde tozalt ark kaynak tekniinde arkn tutumasn salamak iin eitli yntem ve dzenekler gelitirilmitir, bunlarn en nemlileri unlardr: Elektrod ucunun sivriltilmesi ile arkn balatlmas: Kaynak elektrodunun ucu sivriltilerek i paras ile temas ettiinde bu noktadaki akm younluu ok yksek olduundan ark kolay oluur. elik yn ile arkn balatlmas: 10-12 mm apnda elik ynden (bulak teli) yaplm ufak krecikler elektrod ucu ile i paras arasna yerletirilir. Akm devresi kapannca akm bu topu kat ederek krecik hemen ergir ve ark oluur. Srtme ile arkn balatlmas: Tel elektrodun ucu i parasna deecek kadar indirilir ve bu arada kaynak ilemi hareket mekanizmas hareketlendirilir ve hemen kaynak akm devreye verilir. paras ve elektrod ucu arasndaki hareket nedeni ile elektrodun ucu paraya srtnr ve devre kapandnda ark oluur. zel tel srme tertibat ile arkn oluturulmas: Bu sistemde zel olarak gelitirilmi bir tel srme tertibatna gerek vardr. Tel srme tertibat teli i parasna deecek kadar ilerletir ve bu anda kaynak akm devresi kapanr ve ksa devreden kumanda alan tel ergimeye balamadan tel srme tertibat teli hafife geri eker ve ark oluur. Bundan sonra tel srme tekrar normal ilevini srdrmeye devam eder. Yksek frekans jeneratr yardm ile arkn balatlmas: Bu yntemde TIG kaynak ynteminde olduu gibi, kaynaa balandnda otomatik olarak bir yksek frekans akm devreye girer ve kaynak ark oluunca yksek frekans akm devreden kar. Sabit gerilimli akm reteci halinde arkn balatlmas: 600 A akm iddeti ve 3,2 mm tel apnn altndaki alma koullar iin nerilen sabit gerilimli akm reteleri ve yatay karakteristikli kaynak makinesi ile arkn balamas hi problem oluturmaz. Yksek akm iddeti ve kaln tel elektrodlar durumunda uygulamada kullanlan sabit akm karakteristikli akm reteleri zellikle arkn tutumasnda baz durumlarda, yani kaynan balangcnda problem karmaktadr. Tel srme tertibatnn komutlara cevap sresinin daha uzun olmas dikite daha fazla elektrod ergimesini ve sonuta dikiin ikin olumasn salamaktadr. Gnmzde, baz tozalt kaynak makinesi reticileri g elektronii yardm ile sabit gerilimli karakteristie sahip akm retelerinin snrlarn geniletmeye, bazlar da tel srme tertibatlarn ve ark tututurma sistemlerini gelitirme ynnde almalarn srdrmektedir.
30
Tozalt kaynanda kullanlan kaynak telleri Tozalt ark kaynanda kaynak metali ierisine katlacak olan alam elemanlar kaynak telinden veya kaynak tozundan alnabilir. Ancak kaynak metali bileiminin kontrolnn salanabilmesi amacyla alam elemanlarnn kaynak telinden alnmas tercih edilir. Tozalt kaynanda kullanlan kaynak telleri yksek kaliteli elik tellerdir. Bu tellerin aplar 1.2 ile 12 mm arasnda deiir. Tozalt kaynak tellerinin yzeyleri tamamen dz, ya, pislik ve pastan temizlenmi olmalar gerekmektedir. Tellerin paslanmasn nlemek ve kaynak esnasnda kontakt lle sinden tele akm geiini kolaylatrmak iin bu teller, zerleri bakr veya bronz kapl olarak piyasaya arzedilir. Tozalt ark kaynanda kullanlan kaynak telleri ierdikleri manganez miktarlarna gre snflandrlrlar. Kaynak tellerindeki manganez oranlar aadaki miktarlardadr. Dk manganezli % 0.30 - 0.60 Mn Orta manganezli % 0.90 - 1.25 Mn Yksek manganezli % 1.75 - 2.25 Mn Tozalt kaynanda kullanlan kaynak tozlar Tozalt kaynanda kullanlan kaynak tozlar, rtl elektrodlardaki rtnn fonksiyonunu yerine getirir. Kaynak ilemine fiziksel ve metalurjik bakmdan tesir eder. Kaynak tozlar fiziksel olarak kaynak banyosunu atmosferden korur, kaynak dikiine uygun bir form verir ve abuk soumasna mani olur. Kaynak tozlar, tozalt ark kaynanda kaynak metalinin alamlandrlmasna, dikiin gzeneksiz olmasna ve kaynak metalinin i yapsnn hatalardan arndrlm olmasna etki eder. Kaynak tozu tanelerinin boyutu tozun performansn etkiler. Tozalt ark kaynandaki kaynak tozu, kaynak esnasnda oluan gazlarn dikii terk etmesine izin verecek nitelikte olmaldr. Tozu oluturan tanelerin boyutu kldke, oluan gazlarn dar kmas zorlamaktadr. Kaynak hzlarnn yksek olduu durumlarda orta ve iri taneli tozlarn, yksek akm iddetleri ile alrken ince taneli tozlarn kullanlmas yararldr. Toz rts yksekliinin fazla olmas gazlarn dar kamayarak gzenek oluturmasna neden olur. rt yksekliinin gerektiinden az olmas da tozun koruyuculuk grevini yerine getirememesine sebep olur. Kaynak tozlarnn snflandrlmas Tozalt kaynanda kullanlan tozlar muhtelif ekillerde snflandrlabilir. Bu snflandrma aadaki ekilde yaplabilir. A - Kaynan amacna gre a) Hzl kaynak tozlar b) Derin nfuziyet kaynak tozlar c) nce sac kayna tozlar d) Aralk doldurma kaynak tozlar B - mal ekline gre a) Erimi kaynak tozlar b) Sinterlenmi kaynak tozlar c) Aglomere kaynak tozalar C - Kimyasal karakterine gre a) Asit karakterli tozlar b) Bazik karakterli tozlar c) Ntr karakterli tozlar D - Manganez miktarna gre a) Yksek manganezli tozlar b) Orta manganezli tozlar c) Manganezsiz tozlar
31
Kaynak tozundan beklenen zellikler yi bir kaynak tozunun bir takm zelliklere sahip olmas gerekmektedir. Bu zellikler u ekilde sralanabilmektedir. a) b) c) d) e) f) Kaynak ilemi srasnda arkn kararlln salamaldr. Bilhassa alternatif akm ile kaynak yaplrken, akmn yn deitirmesi annda arkn snmesini nlemelidir. stenilen kimyasal bileim ve mekanik zelliklere sahip bir kaynak dikii salamaldr. Kaynak dikiinde, herhangi bir gzenek ve atlak oluumuna sebep olmamaldr. Kk pasolarn ve dar aralklarn kaynanda curufu kolay temizlenebilmelidir. Tozlar, eitli kaynak hatalarna sebep olabilecek organik maddeleri ihtiva etmemelidir. Tozlarn nem ekme miktar mmkn mertebe dk olmaldr.
Tozalt kaynann balca uygulama alanlar Toz alt ark kayna dk karbonlu elik (< % 0.3 C) varil ve pervazlarn kayna iin ok uygundur. n stma ve kaynak sonras sl ilem uygulamalar ile orta karbonlu elikler, alaml elikler, baz dkme demirler, bakr alamlar ve nikel alamlar kaynaklanabilirler. Bu proses yksek karbonlu elikler, takm elikleri, alminyum, magnezyum, titanyum, kurun veya inko kayna iin uygun deildir. Yntemin kullanld baz alanlar; elik konstrksiyonlar Gemi inaat Kazan, depo, tank (iten ve dtan kaynaklar) imalat Ak ve kapal profillerin imalat Ar makine imalat Boru kaynaklar (yuvarlak, boyuna, iten, dtan, spiral boru kaynaklar) Kpr ve vin imalat Metal kaplama ilemleri Dolgu kaynaklar
Tozalt kaynann avantajlar: 1. Dz ve silindirik paralarn kaynanda, her kalnlk ve boyuttaki borularn kaynaklarnda kullanlabilen yksek kaynak hzna ve yksek metal yma hzna sahip bir yntemdir. 2. Hatasz ve yksek mekanik dayanml kaynak dikileri verir. 3. Kaynak esnasnda srama olmaz ve ark snlar grnmez bu nedenle kaynak operatr iin gereken koruma daha azdr. 4. Dier yntemlere gre kk kaynak az alarn kaynak yapmak mmkndr. 5. Tozalt kayna kapal ve ak alanlarda uygulanabilir. 6. Sert yzey dolgu kaynaklarnda rahatlkla kullanlabilir. 7. Dzgn ve apaksz bir kaynak dikii elde edilir. 8. Kaynan yapmnda el becerisinin nemli bir fonksiyonu yoktur. 9. rtl elektrod ile yaplan elektrik ark kaynanda, elektrik enerjisinin % 25inden, tozalt kaynanda ise % 68inden dorudan kaynak iin yararlanlmaktadr. Bu da enerjinin ekonomik kullanldn gsterir.
32
Tozalt kaynann Dezavantajlar: 1. Yntemin ilk yatrm maliyeti yksektir. 2. Tozalt kaynak tozlar havadan nem almaya eilimlidir, bu da kaynakta gzenee neden olur. 3. Yksek kalitede kaynaklar elde edebilmek iin ana metal dzgn olmal, yzeyinde ya, pas ve dier kirlilikler olmamaldr. 4. Cruf kaynak dikii zerinden temizlenmelidir, bu baz uygulamalarda zor bir ilem olabilir. ok pasolu kaynaklarda, kaynak dikiine crf kalnts olmamas iin cruf her paso sonras temizlenmelidir. 5. Tozalt kayna 5 mmden ince malzemelerde yanma yapabilecei iin genellikle uygun deildir. 6. Yntem zel baz uygulamalar hari, dz, yatay pozisyondaki aln kaynaklar ve ke kaynaklar iin uygundur. 7. Her metal ve alam iin uygulanabilen bir yntem deildir.
33
Ark Kaynaklarnn Karlatrlmas Yntem Avantaj
MANUEL rtl Elektrik Ark Kayna -Kirlilie hassas deildir -lk yatrm maliyeti dk -Ak havada kullanlabilir -Geni bir seim alan -Kimyasal dzenleme mmkn -Gaz sarfiyat yok -Curuf yok -Yksek kaynak kabiliyeti -Her pozisyonda uygulanr -Btn metallere uygulanr -nce paralar mkemmel kaynatr -lave gerekmeyebilir -Is kontrol edilebilir -Curuf yok -Hareket hz yksek -Her pozisyonda kullanm -Az deformasyon -Az sratma -Yeniden tutuma kolayl -Etkin koruma -Dk s girdisi -Depozito yksek (16 kg/h) -Yksek ilerleme -Kullanm rahat -Derin nfuziyet -Mkemmel diki grnm -Duman k yok -Sratma yok -Deformasyon kk -Kimyasal bileim deiebilir -Depozito yksek (60 kg/h)
Dezavantaj
-Srama -Curuf kalnts -Tecrbeli eleman -Balama ve bitirmede hata ihtimali -Snrl amperaj (mm2 basna) -Son ilem gerekir -Depozite dk -Koruyucu gaz gerekir -Kirlilie hassas (yzey temizlii) -Yma hz dk -Ak havada zor kullanlr -Is girdisi yksek -Kimyasal yap dzeltilemez -Depozite dk (2-3 kg/h) -Tanabilirliin snrl olmas -Ak havada ilem zor -Gaz ihtiyac -Temiz yzey gerekir -Kimyasal yap dzelmez -Azami dikkat gerekir -lk yatrm fazladr
MIG-MAG Kayna
TIG Kayna
Tozalt Ark Kayna
-Elektrod deiim zaman uzun -lk yatrm yksek -Yalnz yatay pozisyonda kullanlabilir -yi bir kaynak az hazrl -Artk toz toplanmas -Yalnz kaln paralarda avantajl -Banyo grlmez
34
5. SRTNME KAYNAI Srtnme kayna, yaklak 50 yldan daha fazla sreden beridir bilinmesine ramen imalat sektr tarafndan yeterli destei alamamtr. Pek ok teknik eleman ya srtnme kayna hakknda haberdar deil ya da imalat sektrnde kullanlabilirlii ispatlanmam yeni bir teknoloji olarak bilmektedir. Son yllarda metal ve malzeme biliminde byk gelimelerin salanmas ile birlikte, metalik malzemelerin birletirilmesi byk nem kazanmtr. zellikle yeni ve zellikleri gelitirilmi malzemelerin retilmesi ve bu malzemelerin mevcut ergitme kaynak yntemleri ile kaynatlmasndan doan problemler, srtnme kayna iin geni bir uygulama alan salamtr. Dolaysyla, bu malzemeler iin atlama riskini ortadan kaldracak ve iyapda en az deiiklie yol aacak birletirme yntemleri kullanlmas zorunludur. Ayn veya farkl bileimdeki malzemelerin birletirilmesinde eer boyutlar ve ekilleri uygun ise, ergitme olaynn olmamas ya da snrl oluu, ok daha az kaynak hatas iermesi ve kaynak sonras minimum i gerilmeler oluturmas nedeniyle kat hal kaynak yntemlerinden biri olan srtnme kayna iin byk bir avantaj salamaktadr. Srtnme kayna, elektrik enerjisi veya dier kaynaklardan s enerjisi uygulamadan malzeme yzeyleri arasndaki mekanik dnme hareketinin s enerjisine dnmesi ile kaynak iin gerekli snn elde edilerek yapld bir kat hal kaynak ilemidir. Srtnme kaynaklar, ara yzey kaynak scaklna ulaana kadar sabit bir i parasyla dnen bir i parasnn sabit veya belirli olarak artan basn altnda yaplr ve sonunda dnme durdurularak ilem tamamlanr. Birbirinin ters ynne dnen her iki parada hareketli olan srtnme kayna sistemleri de bulunmaktadr. Srtnme ss i parasnn ara yzey scakln hzla artrarak ergime derecesinin altnda belli bir deere getirir ve plastik scaklk aralnda snan blgeye uygulanan basncn etkisi altnda birleme meydana gelir Yakn zamana kadar geerliliini koruyan srtnme kaynann sadece dnel simetriye sahip kesitler iin kullanlma snrll gnmzde ortadan kalkmtr. Dnen torna aynasnn istenilen pozisyonda frenlenebilmesi ile yuvarlak kesitli olmayan paralarn da kayna imkan bulmutur. Bu durumda merkezlenme problemi ortaya kmaktadr. Lineer titreim hareketinde de paralardan biri uygulanan basnla birlikte geri titreim hareketi yaparak gerekli s salanmaktadr. Genel Prensipler Srtnme kayna temelde dnen paralarn kaynanda kullanlan otomatik bir birletirme ilemidir. Yntemin temel admlar ekil.5.1.'de verilmitir. Burada birinci para dnmekte dieri ise sabit bir ekilde durmaktadr (ekil.5.1.a.). Daha sonra iki paraya birleme yzeyleri bir araya gelsin diye eksenel basma kuvveti uygulanmaktadr (ekil.5.1.b.). Temas yzeylerinin srtnmesi ile i paralarnda blgesel snma balar ve boyca deiiklik olur (ekil.5.1.c.). Dnen i paralarndan biri durduunda ilem tamamlanr (ekil.5.1.d.)
(a)
(b)
(c)
(d)
ekil.5.1. Srtnme kaynanda temel admlar
35
Kat hal kaynak tekniklerinden olan srtnme kaynanda birletirme ergimeye bal olmadan ara yzeyde ergimeye yakn yksek scaklkta meydana gelir. Srtnme kayna aamada incelenebilir. Birinci aamada numuneler dk yk altnda temas haline getirilir ve deformasyon ilemi srtnme anmas ile ynlendirilir. kinci aamada uygulanan ykler yavaa artrlr, snr izgisinde temas yzeylerinde nemli oranda srtnme ss oluur ve gerinim sertlemesi ve yumuamas ilemlerinin bir deerine ulalr. nc aamada ise srtnme s iletimi biter, temas yzeylerinin her iki tarafnda snan malzemeyi ymak iin uygulanan yk biraz artrlr ve oluan apaklar temizlenir. Yntemin balangcndan bitimine kadar ara yzey basn altndadr. Kaynak srasnda uygulanan basn sabit para, hareketli para veya dnen her iki para tarafndan salanr. Srtnme kayna ile birletirilen kaynak blgelerinde ergimesiz bir blge, sdan etkilenmi dar bir blge ve kaynak etrafnda plastik olarak deforme edilmi malzeme gzlenir (ekil 5.6). Kaynak kalitesinin, uygun seilmi malzeme, birletirme tasarm, kaynak deikenleri ve kaynak sonras ilemlere bal olduu grlr. Kabul edilebilir kaynaklar geni kaynak parametreleri aralnda (hz, kuvvet ve zaman) birok malzemeye uygulanabilir (rnek ekil 5.7). Srtnme Kaynak eitleri Mhendislik malzemelerin ounluunda basit ve etkili bir ekilde kullanlabilen srtnme kayna ilemleri hareket ve enerji trne gre isimlendirilebilir. Bunlar srekli tahrikli srtnme kayna, volan tahrikli srtnme kayna ve kombine srtnme kaynak yntemidir. Srekli tahrikli srtnme kayna Direk srtnme kayna olarak da bilinen bu teknikte, gerekli olan enerji srekli bir tahrik grubu tarafndan salanr. Paralardan biri enerji kayna olan motor nitesine bal iken nceden belirlenen sabit bir hzda dndrlr, dier para eksenel bir basnla temas ettirilir. Yeterli derecede s girdisi salandnda dnme frenleme ile mmkn olan en ksa srede durdurulur. Uygulanan kaynak kuvveti yma yapmak amacyla artrlr ve daha sonra numune soumaya braklr. Srekli tahrikli srtnme kayna Avrupa'da yaygn olarak kullanlmaktadr. Srekli tahrikli srtnme kayna zellikleri ekil.5.2. de verilmitir. Burada dnme hz ve eksenel basn zamann fonksiyonu olarak grlmektedir. Durdurma iin gerekli zaman nemli bir deikendir. nk kaynak scaklnn ve yma kuvvetinin zamanlamasn (timing) etkiler. Yma aamas kaynak ilemi esnasnda daha yksek basn uygulanmas ile balar. Ancak birok zaman durdurma aamasnda da yma aamas balar. Genelde durdurma aamasnda hzn azalmasyla byk yma kuvveti uygulanabilir veya durdurma aamas tamamlandktan sonra byk yma kuvveti uygulanabilir.
Kaynak Hz
Kaynak Hz
Yma kuvveti
Kaynak ba
anm
H z l
H z
Srtnme kuvveti
Toplam apak ykseklii
la n
ma
Kaynak kuvveti Toplam apak Kaynak sonu ykseklii ZAMAN
Kaynak ba
Kaynak sonu ZAMAN
ekil. 5.2. Srekli tahrikli srtnme kayna zellikleri
ekil. 5.3. Volan tahrikli srtnme kaynak zellikleri
36
Volan tahrikli srtnme kayna Volan tahrikli (atalet) srtnme kaynanda paralardan biri volana balanr ve dier para sabit tutulur. Kaynak blgesine enerji giriini volan kontrol eder. Burada volann atalet momenti nemli bir deikendir. Volanda biriktirilen enerji miktar volann hz ile kontrol edilir. Volan nceden belirlenen dnme hznda dndrlr ve gerekli enerji volan zerinde depolanr. Motor serbest braklarak dnen volan ktlesi ayrlr ve eksenel olarak uygulanan srtnme kaynak kuvveti ile paralar bir araya getirilir. Bu arada paralarn birbirlerini frenlemesiyle yk i paralarna iletilmi olur. Numuneler basn altnda srtnmeye balar. Dnen volandaki depo edilmi kinetik enerji, kaynak ara yzeylerinde srtnme vastasyla s olarak dalr ve volann hz der. Dnme ya durdurulduktan veya ksmen yavaladktan sonra yma kuvveti uygulanr. Yma kuvveti nceden belirlenen bir sre boyunca uygulanr. Bu teknik zellikle A.B.D. de uzay ve uak sanayiinde kullanlmtr. Volan tahrikli srtnme kaynak zellikleri ekil. 5.3. de verilmitir. Volan tahrikli srtnme kaynann srekli tahrikli srtnme kaynandan mekanizma fark olarak fener miline bal olan volan grlmektedir. Srtnme ve yma gibi iki aamasyla da srekli tahrikli srtnme kaynana benzemektedir. Ancak ekil 5.3. de grld gibi bu aamalarda her iki kaynak yntemi arasnda farkllk vardr. Ayrca atalet kaynanda srtnme hz srtnme aamasnda srekli dmesine ramen srekli tahrikli srtnme kaynanda sabit kalmaktadr. Kombine srtnme kaynak yntemi Kombine kaynak yntemi direk srtnme kayna ile atalet kaynann ortaklaa kullanld bir metottur. Byk boyutlu paralarn birletirilmesinde kullanlr. Kombine kaynak ilemiyle mkemmel kalitede kat hal birletirmeleri elde edilir. Ayrca yeni gelimelerle bilgisayarla kumanda edilebilen radyal, yrngesel titreimli, keli karlkl hareket eden, dorusal karlkl hareket eden srtnme kayna ve srtnerek yzey ileme yntemleri gze arpmaktadr. Srtnme Kaynak Makineleri Srtnme kaynak makineleri yatay ve dey olabilen sabit, torna veya matkap gibi dnen ksmlar bulunan temel talal retim makinelerine benzemektedir. Makine zerinde ayna ve pens gibi numunelerin balanabilecei elemanlarla fren ve yk uygulamalar iin hidrolik ve benzeri niteler bulunur. Bunlara ilaveten kontrol ve kumanda elemanlar mevcuttur. Ayrca yeni teknolojiyle bilgisayar kontrol ve kumanda elemanlar bulunmaktadr. Makinenin bykl kullanlan yma basnc miktarna gre deimektedir. Bu makineler tam mekanize olduundan paralarn balanmas, boaltlmas ve apaklarn kaynaktan sonra hemen alnmas otomatik bir ekilde yaplabilir. Byk srtnme kaynak makineleri (200 ton) uak motorlar paralar iin retilmektedir. Ayrca otomotiv sektr, traktr paralar, i makineleri paralar srtnme kaynak makineleri ile baar ekilde kaynaklanmaktadr. Deniz ve hava kuvvetleri iin gerekli retimler iin de benzeri byk kapasiteli makineler tasarlanmaktadr. Subaplar, aratrma lboratuar ve benzeri paralar iin ise kk kapasiteli makine tasarmlar yaplmaktadr.
37
8 1
7 6
11 12 13
ekil 5.4. Srekli tahrikli srtnme kayna makinas ematik resmi
1. Tahrik Motoru 4. Denge Plakas 7. Pistonlu Yatak 10. Ya Tank
ekil 5.5. Srekli Tahrikli Srtnme Kaynak Makinesi Fotoraf
3. Hareketli Ayna 6. ift Etkili Hidrolik Silindir 9. Motor ve Dili Pompa 12. Hz Kontrol Valf
2. Kavrama 5. Sabit Ayna 8. Hz Kontrol nitesi 11. Yn Kontrol Valfleri
Dier kaynak tekniklerinde olduu gibi srtnme kaynanda temizlik ynnden zel bir uygulama gerekmez. Genellikle alevle kesilmi yzeyler, gres boya ve dier bulaklar kaynan yaplmasn engellemez. Ayrca yzeyde bulunan pas ve kaplama kaynak ileminde problem oluturmaz. Fakat kaln oksit tabakalarndan, yzeyde bulunan derin izik ve deliklerden kanlmaldr. zellikle oksit tabakalarnn sorun olduu Al-elik gibi farkl metallerin kaynanda yzey temizlii nemlidir. Kaynak Parametreleri Btn kaynak yntemlerinde olduu gibi bu ynteminde kaynak parametrelerinin optimum dzeyde kontrol kaynak kalitesi zerinde etkili olmaktadr. Srtnme kaynak parametreleri; dnme hz, srtnme basnc, yma basnc, srtnme sresi, frenleme sresi ve yma sresidir. Kaynak parametreleri malzeme cinsine gre deimektedir. Dnme hz genellikle s tesiri altnda kalan blgelerin geniliinde etkili olmaktadr. Yksek evresel hzlar nispeten dk bir deformasyon hz salamaktadr. Bu nedenle kaynak evrimi uzamakta, kaynak ve evresindeki blge ar snmakta, buna bal olarak metalurjik dnmler meydana gelebilmektedir. Yksek hzlarda eksenel itme ve stma sresi, kaynak blgesinin ar snmasna sebep olduundan kontrol altnda tutulmaldr. Srekli tahrikli srtnme kaynanda elikler iin evresel hz 1.2-1.8 m/s arasnda nerilmektedir. Volan tahrikli srtnme kaynak ynteminde kaynak, yksek basn ve srtnme hz altnda kuru srtnme-anma olay ile meydana gelmektedir. Ani teetsel hz yarap ve dn hz ile dorudan ilikilidir. Srtnme basnc ara yzeydeki oksit filmlerini elimine edebilecek, yzeylerin atmosfer ile ilikilerini kesebilecek ve arayzeyde dzenli bir stmay salayabilecek biimde seilmelidir. Yma basnc ise malzemelerin akma snrna baldr. Yksek yma basnlarnda ar scak ekillenmeye, dk yma basnlarnda ise yetersiz kaynaklanmaya neden olur. Farkl malzemelerde yma basnc daha dk mukavemetli olana gre seilir. Srtnme ve yma sresi malzemeye gre deiir. Bu sre, srtnen yzeylerdeki kalnt ve pislikleri uzaklatrabilecek ve ayn zamanda kaynak blgesinin gerekli kaynak scaklna en
38
ksa srede ulamasn salayacak biimde ayarlanmaldr. Zamann az veya ok olmas malzemenin snmasn etkileyeceinden kaynak kalitesine de tesir edecektir. Kullanma Alanlar ve Uygulanan Malzemeler Srtnme kayna geni oranda ayn ve farkl metallerin birletirilmelerinde kullanlmaktadr. Birok demir ve demir d malzemeler srtnme kayna ile birletirilebilir. Ayrca srtnme kayna farkl termik ve mekanik zelliklere sahip metallerin birletirilmesinde kullanlabilir. Bu yntemle dvlebilen ve kuru srtnme zellikleri iyi olmayan btn malzemeler kolaylkla birletirilebilirler. Demir bazl malzemeler, dk karbonlu elikten, yksek alaml eliklere kadar bu yntemle birletirilebilirler. Paslanmaz elikler ve sinterlenmi baz dier elik malzemeler de uygun kaynak parametrelerinde rahatlkla kaynaklanabilirler. Uzay sanayii malzemeleri; sper alamlar, bimetalikler, paslanmaz elikler ve alminyum malzemelerden olumaktadr. Bu malzemelerin bazlarnn allm yntemlerle kabul edilebilir kaynaklar zor veya ou zaman imkanszdr. Fakat srtnme kayna ile kaynaklar mmkndr. Otomotiv sanayiinde srtnme kaynak uygulamalar dengeleyici yaylar, motor valfleri, tork konventer kaplar, fren kalibretrleri, su pompalar, kumanda paralar, dingiller, eksantrik milleri, havalandrma akmlatrleri, U- birletirmeleri ve benzeri almalar kapsamaktadr. Yine bu alanda nemli bir alma da hava yast paralar iin yaplmaktadr. Srtnme kayna hava yast patlayclar retiminde anahtar bir kaynak teknii olmutur. izelge.5.1. Benzer ve farkl metallerin srtnme kaynak kabiliyetleri
Sinterlenmi elik alaml Otomotiv valfler Magnezyum Al Otomat elikleri Paslanmaz elik Maraging elii Zirkonyum Al Karbonlu elik Titanyum Al Demir (sinterli) Bakr Nikel Al Alminyum Al Takm elii Gm Al Alminyum
Titanyum
Molibden
Nikel Al
Kurun
Sementit
Kobalt
Gm
Bronz
Dk
Alminyum Alminyum Al. Pirin Bronz Sementit- karbr Kobalt Bakr Bakr-Nikel Al. Demir (sinterli) Kurun Magnezyum Al. Molibden Nikel Nikel Al. Gm Gm Al Dk Al elik Karbonlu elik Otomat elikleri Maraging elii Sinterlenmielik Paslanmaz elik Takm elii Titanyum Titanyum Al Otomotiv Valfler Zirkonyum Al
Nikel
Bakr
O O
O O O O
O O
O O
O O O
: Tam uygun O : Uygulamada tam bir balanma olmayabilir : Deneyimler yetersiz veya hi yok
Pirin
39
Srtnme kaynann avantajlar; a- ilemede ve iilikten tasarruf, b- yksek retim oranlar, c- malzeme tasarrufu, d- dk bakm masraflar, e- birleme mukavemetinin ana malzemeye eit veya daha fazla olmas, f- kaynak srasnda kendi kendini temizleme ve yzey hazrlama zaman ve maliyetinin dkl, g- gvenilir kaynakl birletirme btnl, yksek kalite ve tekrarlanabilir ilemler, h- kaynak sonras toleransn iyi olmas, i- retim boyunca kaynak parametrelerinin kontrol, j- metal - metal birletirmelerinde ana metalle ayn akma mukavemetinin salanmas, k- farkl metal kombinasyonlarnn birletirilebilmesi, l- dk kaynak gerilmesi, m- dk enerji tketimi, n- yanma olmadan retim, o- oksit ve yabanc maddelerin kaynak yzeyinden ilem srasnda uzaklatrlabilmesi, p- basit para tasarm, ilave metal, toz ve koruyucu gaza ihtiya olmamas, r- tecrbeli iiye gerek duyulmamas, s- elle veya otomatik olarak ykleme yaplabilmesi olarak sralanabilir Srtnme kaynann dezavantajlar ise yle sralanabilir: Genelde kaynatlan paralar silindirik ve ekseni etrafnda dnebilen paralardan olumaktadr. Kaynak sonunda birletirilen ebatlar eksenel ksalmaya uradklar iin malzeme sarfiyatna sebep olur. Byk paralarda stmann homojen olmamasndan kaynaklanabilme zordur. Kesit alannn artmas motor gc ve yma basnc deerlerinin artmasna neden olur. Srtnme kayna makine ve donanmlarnn maliyeti yksektir.
Tanelerin ynlenmesi AISI 1010 elik 430 Paslanmaz elik
Ylma
ekil 5.6. Birleme blgesinde meydana gelen yapsal bozunumu gsteren ematik resim
ekil 5.7. Srtnme kaynayla birletirilen bir numune
40
6. SRTNME-KARITIRMA KAYNAI Srtnme kartrma kayna (SKK) Amerika ve baz Avrupa lkelerinde kullanlmaya balanlm olan ileri bir kaynakl birletirme yntemidir. Sz konusu yntem, geleneksel ergitme kaynana alternatif olarak gelitirilmi olduka ekonomik kat hal kaynak yntemidir. Bu yntemde koruyucu gaz, ilave kaynak metali ve kaynak edilecek paralarda kaynak az hazrlamaya gerek duyulmamaktadr. Srtnme kartrma kayna ile yaplan kaynaklarda elde edilen kaynak kalitesi, paradan paraya deimemektedir. Yntemin Uygulanmas Srtnme kartrma kayna, srtnme kaynak ynteminin gelitirilmi bir baka yntemidir. Bilindii gibi srtnme kayna genellikle silindirik kesitli malzemelere uygulanan ergitmesiz kaynak yntemidir. Srtnme-kartrma kayna, kaynak yntemleri ierisinde en son kefedilmi ve gelitirilmi bir kat hal kaynak tekniidir. Herhangi bir boluk, atlak veya deformasyon meydana gelmeksizin gvenli bir kaynak yapmann ok zor olduu bir ok malzemeyi kaynaklamay basitletirmitir. Srtnme-kartrma kayna teknii (ngiltere, Cambridgede TWI tarafndan kefedilen ve patenti alnan) klasik srtnme kaynann bir trevi olup, kaynak sonras ok az deformasyonlu, uzunluuna birletirilen veya bindirme paralarnn imalatna uygulanacak kat- hal kaynann avantajlarna imkan vermektedir. zellikle kaynak yaplmas ou zaman zor olan alminyum alamlarn birletirilmesinde, srtnme-kartrma kayna baarl bir performans gstermitir. Srtnme kartrma kayna dz ve bindirmeli alminyum alam kaynaklar iin yeni ve baarl bir kaynak tekniidir. Srtnme kartrma kayna iyi kalitede birleme ve bindirmeler veren bir kat hal birletirme ilemidir. Bu ilemin temel ilkesi ekil 6.1de gsterilmitir. Srtnen eleman ile kaynak yntemi, srtnme kaynandan tretilmitir. Kaynak edilen paralar ergimezler bu yzden yntem kat faz kayna olarak adlandrlr. Bu kaynak yntemi aln alna sabitlenmi iki levhaya yksek devirde dnen omuzlu bir pimin (probe) daldrlarak kaynak yaplmak istenen uzunluk boyunca belirli bir hzda ilerletilmesinden ibarettir. ekil 6.2de yntem iin kullanlan ve zel olarak tasarlanm pim grlmektedir.
Pimin batma derinliini sabit tutacak kuvvet
Kaynak Yn
Omuz Birletirme izgisi
Pim (levhaya batan u)
ekil 6.1. Srtnen Eleman ile Birletirme Kaynak Ynteminin Prensibi.
41
Kaynak edilecek paralar ncelikle sabit bir yzey zerine yerletirilir. Yntemin uygulama aamas iki farkl ekilde olabilir. Paralarn hareketi sz konusu olabilecei gibi, takmn dnme ve ilerleme hareketi de mmkn olmaktadr. Pim, malzemelere temas ettiinde srtnme kaynandaki duruma benzer bir durum oluarak temas noktasnda s, srtnmenin de etkisiyle hzla artar ve malzemelerin plastik deiimine neden olur. Bu deiim malzemelerin akn salar ve birleme olay gerekleir.
20
4O 5,8 M5
6,5
ekil 6.2. Srtnen eleman ile kaynak ynteminde zel olarak tasarlanm pim Srtnen eleman ile kaynak ynteminde pahal ekipmana, ilave tel kullanmna, koruyucu gaza ihtiya duyulmamas, temiz ve evreci bir kaynak yntemi olmas yntemin uygulama alann geniletmektedir. lem radyasyon, toksik gazlar gibi olumsuz sonular yaratmamaktadr. Kartrc ular ekil 6.3de srtnme-kartrma kaynak ileminde kullanlmakta olan srtnme aparatlarnn deiik tasarmlar verilmitir. Srtnme aparatlarnn kaynak ilemi esnasnda metal ierisinde kalan u ksmlar daha iyi bir kartrma ilemi salayacak tarzda ekillendirilmektedirler. Aparatn kaynak esnasnda metal ierisinde kalan u ksmnn h boyu, tek tarafl aln birletirme uygulamalarnda yaklak olarak kaynak edilen levhalarn kalnlklar kadardr. ki tarafl yaplan aln birletirmelerde ise malzeme kalnlnn yars kadardr.
Adm ve ada kademeli art
ki ynl kanal
ynl kanal
apta deiim
ekil 6.3. Kaynak ilemlerinde kullanlan srtnme kartrma aparatlar (h: kartrc u boyu)
42
Birletirme Trleri Srtnen eleman ile kaynak ynteminde en nemli konu, yksek kaynak kalitesi ve gvenirliliidir. Kaynak operasyonu hassastr ve oluacak hatalar mekanik olarak saptanabildii iin daha duyarldr. Bu balamda, kaynak parametrelerinin seimi ok nemli olmaktadr. Kaynak parametreleri; kaynak diki kalitesine, metal alamn trne, para boyutlarna, evresel mil hzna baldr. Bunun yannda ortam artlar da kaynaa etki eden bir faktrdr. ekil 6.4de srtnen eleman ile birletirme kayna uygulanarak gerekletirilen birletirmeler grlmektedir.
ekil 6.4. a) Kt aln Birletirme b) Birletirilmi Ek ve Bindirme Birletirme c) Bindirme birletirme d) oklu bindirme birletirme, e) ki pasolu T- ke birletirme f) Tek pasolu T- ke birletirme g) D ke birletirme h) ke birletirme Kaynak iyaps Srtnme-kartrma kaynak ynteminde kaynak blgesinde oluan i yap ekil 6.5de ematik olarak gsterilmitir.
B A B C A
ekil 6.5. Srtnme kartrma kaynanda kaynak blgesinde oluan i yapnn ematik grnm.
A: snn tesiri altndaki blge (ITAB), B: termomekanik olarak yeniden kristalleen blge (TEB), C:
dinamik olarak yeniden kristalleen blge (DKB).
43
Kaynak blgesi farkl blgeden olumaktadr. Bu blgeler dinamik olarak yeniden kristalleen blge (DKB) termomekanik olarak etkilenen blge (TEB) ve sv hal kaynak yntemlerinde olduu gibi snn tesiri altndaki blge (ITAB) olarak adlandrlmaktadr. Yntemin stnlkleri Uygun maliyet: Kaynak operasyonu, enerji tasarrufu salayan basit bir ilemdir. Yksek kaynak enerjisine sahiptir. 3 KWlk toplam gle 6XXX alamnda 12,5 mm derinliinde kaynak yaplabilir. Kaynak ilemi; dolgu telleri ve gazdan korunan kaynak banyosu gerektirmez. deal olarak teknik otomasyona uygundur. Btn pozisyonlara uygundur. Al alamlar durumunda, atlatmaya duyarllklarndan dolay ergitme kayna yaplamayan alamlar kaynak yaplabilir. Gzenek olumaz. Farkl yapdaki malzemelerin kaynan mmkn klar. Normalde pratikte mmkn olmayan veya karma veya dkmde maliyeti arttran uzun, geni, hac eklinde, kutu eklinde ve retimden geldii ekildeki gibi birok bileimin kayna mmkndr. Hassas kaynak az hazrlna gerek yoktur. Azlarda ergime olumaz dolays ile ITAB hemen hemen yoktur. Koruyucu gaz ve ek metale gerek yoktur. Srama olmakszn dz yzey elde edilebilir. Kaynak, ark olmakszn yapld iin manyetik fleme yoktur. Verimi yksektir. ok az bakm ister. Kaynaktan hemen sonra oksit tabakasnn kaldrlmasna gerek yoktur. Ergitme kaynak yntemleri ile birletirmede atlama hassasiyeti yksek olan alamlara rahatlkla uygulanabilir. Yksek balant mukavemetleri sl ilem yaplarak elde edilir. Kat-faz kayna oluumu alamn metalurjik zelliklerini saklamasna olanak tanr. Farkl koullarda metaller birletirilebilir. Ekstrzyon rn veya dkm olan ou paralar bu yntemle kaynatlabilir. Yntemin Snrlamalar Baz alaml saclarda tek pasolu kaynak hz, dier mekaniklemi ark kayna tekniinden daha yavatr. Her kaynak sonunda takmn piminin girdii delik kapatlmaldr. Bunun iin alternatif kaynak tekniklerinden olan konik tapa srtnme kayna kullanlmaldr. Levhann bir ucundan dierine kaynak isteniyor ise, ileri geri hareket eden tablalara gereksinim vardr. paralar tablaya balandndan dolay ekipmanlarn tanmas zordur. %100 nfuziyet isteniyorsa paralar ters evrilip arka tarafndan da kaynak yaplmaldr. Kaynak ncesi yzey hazrlama kritik olup, bu hususta zen gsterilmesi gerekmektedir.
44
ekil 6.6. Kaynak yzey grnmleri: a) Ark Kayna ve b) Srtnme Kartrma Kayna.
ekil 6.7. Kaynak Blgesi Kesitleri: a) Ark Kayna ve b) Srtnme Kartrma Kayna.
ekil 6.8. 75mm Kalnlndaki AA6082T6 Alamnn Kaynanda Whorl Takmnn Kullanlmas, Kaynan Bitmi Hali ve Kaynak Dikiinin Grnts
45
7. PATLAMA KAYNAI Patlamal kaynak ilk olarak I. Dnya Sava srasnda bombalardan kopan kk paralarn evresindeki metal yaplara yapmasyla fark edilmitir. Ancak bu konuda 1962 ylna kadar herhangi bir pratik almann olmad belirtilmektedir. Bu yllarda patlamal kaynak ynteminin ticari olarak kullanmyla ilgili olarak ilk patent bavurusu Philipchuk ve Bois tarafndan olmutur. Daha sonra, DuPont firmas patlamal kaynak yntemi ile ilgili almalar yapm ve 1964 ylnda patent almtr. Patlamal kaynak yntemi 1950lerde metal levhalarn kaplanmasnda ve kaynaklanmasnda kullanm alan bulmutur. Bu yllarda glkle patlamal kaynak yntemi ile srekli diki kayna (Explosion seam welding) denemeleri yaplm ve baz glklerle karlalmtr. Ancak, daha sonralar bu glkleri zmek iin yeni yaklamlar gelitirilmi ve alminyum ve bakr alamlar, titanyum ve alamlar ile belirli uzunluklarda baarl bir ekilde birletirilmitir. Bu yntem ilk olarak standart kaynak malzemelerinin konfigrasyonlarnda doabilecek zorluklar amak iin kullanlabilecek bir retim arac olarak ve uzak konumlardaki kaynaklar iin geleneksel kaynak yntemlerine alternatif bir yntem olarak grlmtr. Bununla beraber, ok farkl ergime noktalarna, farkl sertliklere sahip ve sl genlemeleri byk farkllklar gsteren metal kombinasyonlaryla alldnda arzu edilen dayanma sahip kaynaklarn elde edilmesiyle endstrinin bu kaynak yntemine olan ilgisinin artt grlmtr. 1970lerede yaplan literatr taramasna gre ayn yada farkl zelliklerdeki metallerin 260dan fazla kombinasyonunun bu yntemle baarl bir ekilde birletirildii grlmtr. Bu konuda yaplan ilk almalar sadece dz levha kaplamalarn kapsamasna ramen daha sonraki ticari gelimeler tplerin ve eimli yzeylerin kaplanmas ile borularn u kaynaklarn ve gei balantlarnn kaynan iermektedir. Patlamal Kaynak lemi ve Mekanizmas Patlamal kaynak veya kaplama, dier geleneksel kaynak yntemleri ile birletirilemeyen hem benzer hem de farkl metallerin kontrol edilen koullar altda bir metalik ktlenin dier bir metalik ktle zerinde patlamal bir etki ile bir ba oluturma ilemidir. Bu kaynak ynteminde arayzeyde hi veya en az seviyede ergime meydana gelip iki para arasnda metalurjik bir ba oluur. Patlamal kaynak teknii benzer veya benzer olmayan metal ve alamlarnn birletirilmesinin yannda ok katl (multilayered) ve tel ile glendirilmi (wire-reinforced) kompozit malzemeler retmek iin de kullanlabilmektedir. Patlamal kaynak ileminin temel eleman vardr. Bunlar; taban malzemesi, st para ve patlaycdr. Kaynak ilemi esnasnda taban malzemesi sabit olarak durur ve st para buna kaynaklanr. Bu taban malzemesi byk bir altlk yardmyla desteklenmelidir. st para ise kaynak esnasnda patlayc yardmyla taban malzemesi zerine doru hareket ettirilir. Bu st para genellikle taban malzemesine paralel konumdadr. Bununla birlikte baz zel uygulamalarda her para iin deiik alar oluturularak yaplan ilemler vardr. Burada bir altlk zerine srasyla: ana malzeme (taban malzemesi), belirli bir boluk, ana metale gre eimli veya paralel yerletirilmi kaplama malzemesi (st para), malzemelerin kaplama srasnda hasara uramasn nleyen tampon tabaka, patlayc malzeme ve patlatc yerletirilmektedir. ekil 7. 1de patlamal kaynan paralel dzlemlerde yapl eklini ve ekil 7.2 eik dzlemlerde yapl eklini ematik olarak gstermektedir.
46
Patlatc Patlatc
Patlay c c Patlay Tampon Tampon malzeme malzeme
Ara boluk
Patlat Patlatc c
Patlayc Tampon Tampon malzeme malzeme
arpma a arpma as s
Ana malzeme
Kaplama Kaplama metali metali
Kaplama Kaplama metali metali
Ana malzeme
Altlk
Patlay c Patlat c
arp ma ma noktas noktas arp
Altlk
Tampon Tampon malzeme malzeme Kaplama Kaplama metali metali
Tampon Tampon malzeme malzeme
arpma noktas
Patlay Patlayc c Kaplama metali metali
Ana malzeme
Ana malzeme
Altlk
Altlk
patlamal ekil 7.2. Eik dzlemde patlamal kaynan ematik gsterilimi
ekil 7.1. Paralel dzlemde kaynan ematik gsterimi
Patlamal kaynak, iki metali birletirmek iin patlayclarn, patlama enerjisinden yararlanlarak yaplan bir tr kaynak ilemidir. Patlama, paralarn yksek bir hza ulaarak arpmalar esnasnda metalik birlemeyle, ekillenmelerini salar. Bu ilem, birletirilecek paralara herhangi bir s uygulanmakszn yaplr. Kaynak esnasnda oluan temas basnc olduka yksektir ve st tabakann kinetik enerjisi dalgal bir arayzey oluturur. Bu darbe iki yzeyi birbirine mekanik olarak kilitler. Burada, plastik deformasyon sonucu souk basn kayna oluur. Gerekli yksek basn, ilem gren paralardan patlayc madde ile ykl birinin patlamas ile dierine kar 2 ila 250 lik bir a altnda ve 100 ila 1000 m/sn hza kadar hzlandrlmas suretiyle ortaya kar. Bu srada arpma basnc 10 ila 100 K bara kadar kar. ekil 7.1de grld gibi hzlandrma mesafesi iin nceden ayarlanm bir mesafe gereklidir. arpma yzeyinde metalde bir plastik deformasyon meydana gelir ve karlkl yma ile dalgal bir birleme arayzeyi elde edilir. Patlamal kaynak teknii kompozit malzemeleri retmek iin her geen gn artla kullanlmaktadr. Kaplama iin snrlandrmalar klasik metotlarla kuatlmadklar iin, krlgan intermetalik bileikler oluturmak ya da yaygn mekanik zellikler sahip metal iftlerini kaplamak mmkn olmaktadr. Yksek hz eilimindeki arpma, yksek basn, yksek scaklk ve ok ksa bir sre iinde arpma noktas yannda yksek kesme gerilmesine sahip blge retecektir. Bu kaynak ynteminde arpmann etkisiyle meydana gelen scakla ramen normal olarak arayzeyde ou zaman difzyon meydana gelmez. Ancak blgesel olarak ok kk miktarlarda ergimeler olabilir. Difzyon olmamasnn sebebi; scakln ok dar bir alanda ok ksa bir srede meydana gelmesinden dolaydr. Kaynak sonras birletirilen malzemeler scak
47
olmayp souk bir durum sergiler. Ancak baz durumlarda kaynak esnasnda 0.1 m difzyon olduu baz aratrmaclar tarafndan belirtilmitir. Patlama, paralarn yksek bir hza ulaarak arpmalar esnasnda metalik birlemeyle ekillenmelerini salar. Bu ilem birletirilecek paralara herhangi bir s uygulanmadan yaplr. Kaynak yzeyleri, arpmann verdii s sayesinde bir miktar snrlar ve kaynak metalin yzeyindeki plastik ak sayesinde tamamlanr. Kaynak ilemi patlama ve bu bask ile gerekleir. Patlama ve basknn neden olduu ilerlemeyle paralardan biri dierine kaynaklanr. Kaynak ilemi ak havada, vakumda ve dier atmosfer artlarnda da gerekletirilebilir.
Patlay c Patlay c
Kaplama Kaplama metali metali
Kaynak Kaynak
Ana metal Ana metal
F rma F kk rma
ekil 7.3. Patlamal kaynak esnasnda paralar arasndaki birleme ekli
ekil 7.4. Patlamal kaynak ile elde edilen arayzey fotoraf
Metal yzeylerin yksek hzda arpmas srasnda, yksek hzla ilerleme, eer arpma as ve arpma hz kaplama iin gerekli deerler arasnda ise metal yzeyler arasnda kolayca oluturulur. Metaller zerindeki yzey tabakalar, oksit filmlerinin metalik bir ba kurmak iin zarar verdii metalik olmayan filmler fkrma ile uzaklatrlr. ekil 7. 3de paralar arasnda fkrma oluumu grlmektedir. Jet arpmas ile yzey filmlerinin temizlenen metal plakalarn kendisi arpma blgesinin yannda elde edilen ok yksek basncn etkisi altndaki bir noktada birletirilir. Bu yksek basn ayrca birleme blgesi alan iindeki metallerin yerel plastik deformasyona uramasna da sebep olur. Bundan dolay, iyi bir balanma daima bu ilemin karakteristik ls olan arayzeydeki dzenli dalga oluumu ile ilgilidir. Bu doru ekil, sk dalga oluumu ve dalga genlii zel metal kombinasyonunun, kaplama ieriinin kalnl ve arpma artlarnn bir fonksiyonudur. Patlamal kaynak ileminde btn kaynak parametreleri uygun biimde seilip kontrol edildiinde ekil 7.4de grld gibi bir kaynak arayzeyi elde edilir. Patlamal kaynak arayzeyinin dalgal grnts bu kaynak ynteminin en belirgin zelliidir. Kaynak yzeyinin bu ilgin grnts patlamal kaynaa olan ilgiyi tevik eder. Dalga yapsnn geliimi fkrma oluumuna bal olarak deiiklik gsterir.
48
Patlamal Kaynak lem Parametreleri Her kaynak ynteminde olduu gibi patlamal kaynak ynteminde de birletirmeye etki eden kaynak parametreleri vardr. Bunlar; Patlayc ktlesinin, giydirilen malzeme Vd ve tampon malzeme ktleleri toplamna oran olan patlama yk R, t A Patlayclarn patlama hz Vd, st levhann hz Vp, Vp A Ara boluk mesafesi s, S Vw arpma as , Kaynak hz Vw, Altlk Eik dzlemlerde arpma as , Birletirilecek marzemelerin zellikleridir .
ekil 7.5. Patlamal kaynak ilem parametrelerinin ematik gsterimi
t
Patlamal kaynak ileminde kabul edilebilir nitelikte kaliteli kaynaklar elde edebilmek iin kaynak ilemini kontrol altnda tutabilecek parametrelerin belirlenmesi gerekir. Patlamal kaynak ilem parametreleri nal ve Zimmerlye gre baml ve bamsz kaynak parametreleri olmak zere iki gruba ayrlabilirler. ekil 7.5de gsterilen bu parametrelerden araboluk mesafesi s veya d, eimli dzlemlerde balang as (paralel dzlemler iin bu deer =0dr), patlaycnn patlama hz Vd ve st levha arpma hz Vp bamsz kaynak parametreleridir. Baml kaynak parametreleri ise; arpma as , kaynak hz Vw ve arpma noktas Sye gre st levha hz Vfdir. Patlama kaynanda arpma asnn deiiminden dolay, kaynak arayzey deiimi meydana gelmektedir. arpma as arttnda, dalga yzeyinin genlii maksimuma doru artar. arpma as daha fazla arttnda bu genlik sfra doru azalr. Pratikte, patlayc yklemesini minimize etmek, malzeme maliyetini drmek ve grlt seviyesini azaltmak arzu edilirken, zellikle ticari kaplama ilerinde, deiik yzey ilemleriyle kaynan kararllnn salanmas istenir. 2 mm ve daha st kalnlklarda eitli kaplama malzemeleri iin genellikle elik alt levha olarak kullanlr. Genelde yksek patlama hzl patlayclarn kullanlmasndan saknlmaldr. nk st levhalardan oluan ok yksek basn, yansyan bir gerilme dalgas retebilir. Bu da dnte st levhann kalnlnn yaprak yaprak dklmesiyle azalmasna yol aabilir. Ayrca ok hzl patlayclarn kullanlmas, birletirilen paralarda istenmeyen hacim deiikliklerine neden olabilir. Patlamal kaynak ileminde kaynatlacak/kaplanacak st levhann kalnlnn artmasyla patlayc miktar, dolaysyla patlama enerjisi arttrlmaldr. Ancak bu art artan st levha kalnlyla orantl olarak lineer bir ekilde deiim gstermez. Metalurjik zellikler Metallerin patlamal kayna sonrasnda elde edilen ban metalurjik zellikleri kaynak parametreleriyle yakndan ilgilidir. zellikle yksek hzl patlayclarn kullanlmas, birleme yzeyinde yksek slarn olumasna ve yerel ergimelere neden olmaktadr. Metallerin yerel olarak da olsa ergimeleri bu blgelerde metalleraras bileiklerin, birincil kristallemi bir dkm mikroyapsnn, ekme boluklarnn ve kararsz fazlarn ortaya kmas sonucunu dourmaktadr.
49
Patlamann hemen sonrasnda arayzeyde oluan yksek hzdaki metal jeti, birleme yzeylerini ovalayarak ba oluumunu engelleyen oksit, pislik gibi maddeleri temizlemektedir. Bu jet ayn zamanda birleen metallerin birleme yzeylerinde yaklak 10 m kalnlnda plastik ekil deiimine uram blge oluturmaktadr. Yaklak 150 ayla yaplan birletirmelerde metal jeti yzeylerle herhangi bir fiziksel etkileime girmemekte, 50 ve daha dk al birletirmelerde ise arayzeyde birleen metalleri ieren ve 200-300 m kalnlnda olan girdap eklinde cepler olumaktadr. Bu blgelerde metal ksmen ergimi olduundan, iyap hem ergiyerek hem de kat halde olumu balarn zelliklerini tamaktadr. Baz durumlarda ergimi blge srekli dahi olabilmektedir. Ar miktarda metalleraras bileikler veya srekli dkm iyaps iermeyen patlamal kaynak birletirmeleri zerinde yaplan ekme, kesme ve syrma gibi deneyler, bu ban dayanmnn birletirilen metallerin en dk dayanml olannki ile ayn dzeyde olduunu gstermitir. Dinamik zorlamalar altnda yorulma atlann arayzeyden balamasna ramen yksek yorulma dayanmlar elde edilebilmektedir. Birleme blgesinin krlma tokluu ise sneklie paralel olarak dmekte ve daha sonra uygulanacak sl ilemler ile iyiletirilememektedir. Genel kural olarak, patlamal kaynak yntemi ile birletirilecek metallerin kopma uzamasnn en az % 5 ve Charpy darbe deerinin ise 15 Jun zerinde olmas istenmektedir. Patlamal kaynak ile birletirilmi malzemeler, genellikle dalgal birleim blgesi arayzeyi sergiler. yi bir patlamal birletirmenin elde edilmesi dorudan dalgal birleme ile ilgilidir. Oluan bu dalgal birleme arayzeyini, patlama hz (Vd), yklenen patlayc miktar, yzeyler arasndaki boluk gibi nemli parametre belirlemektedir. Kaynak ilemi boyunca bu parametre dalga modelinin periyodunu ve geniliini kontrol eder. ou zaman birleme blgesindeki bu dalga modeli, bir engel etrafnda akan bir akkana benzetilmitir. Burada bahsedilen engel, patlamal birletirme iin arpma blgesindeki en yksek basn noktasdr. ki metal, reaksiyon blgesinde laminar veya trblans akkan olarak dnlebilir. Ak hz dk olduunda, akkan engel etrafnda daha dzgn akar. Hz arttnda ak bir dalga modeli gsterir. Hz kesin bir deere ulatnda, ak modeli trblans bir hal alr. ekil 7.6. patlama hzna bal olarak birlemenin ak modelini gstermektedir.
Vd=1800 m/s
Vd = Patlama hz
Vd=2100 m/s
Vd=2500 m/s
Vd=2800 m/s
ekil 7.6. Patlama hzna bal olarak oluan ak modeli
Patlamal Kaynakta Kullanlan Patlayclar Patlamal kaynak ileminde patlayclar st levhann (kaplama malzemesi) zerine yerletirilmektedir. Bu ilemde kullanlan patlayclar genelde tanesel veya sv olmak zere ve st levhann eklinin verildii kutular ierisinde olabilmektedir. Patlamal kaynak ilemi iin gerekli patlayclar ou ticari irket tarafndan (amonyum nitrat, dinamit gibi) retilmektedir.
50
Endstriyel uygulamalarda patlayc olarak TNT, amonyum nitrat, nitroguanidin gibi maddeler kullanlmakta ve bunlarn seiminde ise i emniyeti, patlama hz, maliyet ve kullanm kolayl gibi faktrler nemli rol oynamaktadr. Patlayclar st tabakaya yerletirilen esnek plastik tabaka zerine, bklm ince uzun eritler, toz, sv veya gaz halinde yerletirilebilir. ekil 7.7de altlk zerine patlayc ve birletirilecek malzemelerin yerletirilmesi ve ekil 7.8de de patlama anndan bir fotoraf grlmektedir.
Patlayc Kaynak yaplacak paralar
A l t l k
ekil 7.7. Altlk zerine patlayc ve malzemelerin yerletirilmesi Patlamal Kaynan Avantaj ve Dezavantajlar
ekil7.8. Patlama anndan bir fotoraf
Patlamal kaynak yntemi birka alan haricinde ok fazla kullanm alanna sahip deildir. En ok kullanld alanlar ince bir zellikteki metali dier bir malzemeye kaplamak, s deitiricilerinde kullanlan borular birbirine kaynaklamak, birbirine birletirilmi borularn sznt yapan ksmlarnn tamirinde ve ek bilezikli borularn birletirilmesinde kullanlmaktadr. Bu gibi yerlerde dier kaynak yntelerinin kullanlmas snrl olduundan bu yntemin gelecekte kullanm daha da artacaktr. Bu yntemin avantajlar;
Geleneksel kaynak yntemleri ile birletirilemeyen ak farkl kombinasyonlardaki metal ve
alamlar bu yntemle kolayca birletirilebilmektedirler.
Kaynak birletirmenin dayanm en az ana malzemenin dayanm kadardr ve alma
esnasndaki gerilmelere kar olduka iyi dayanm sergiler.
Patlama kayna iin gerekli patlayclar dk maliyete temin edilebilir. Bu yntem tamir ve bakm masraflarn azaltc bir birleme sunar. Bu yntemle birletirilen s deitiriciler herhangi bir sznt olmakszn en zor koullarda
bile alabilme yeteneine sahiptirler.
nsan salna zararl (nkleer reaktrler gibi) ala ortamlarnda uzaktan ilem kontrol
ile birleme gerekletirilebilir.
Patlamal
kaynak ytemi, souk bir ilem olduu iin birletirilen malzemelerin zelliklerinde herhangi bir deiim olmaz.
51
Souk ilem olduu iin karbonun difzyonu olmakszn metalurjik bir snr form elde
edilebilir.
Dier birletirme yntemlerinde olduu gibi zel ekipmanlara gerek yoktur. Farkl ergime scaklklarna sahip malzemeler bu yntemle kolayca birletirilebilirler. Patlamal kaynak ilemi birletirilecek malzeme ebatlar bakmndan snrl deildir. 0.5
mm2 ebatlarndaki paralar birletirilebildii gibi 90-120 m2 gibi byk ebatlardaki malzemeler de birletirilebilir.
Bu yntemde 0.02-63.5 mm kalnlktaki kaplama malzemeleri ile alt levha kalnlklar ok
inceden 450 mm kalnla kadar deiebilir.
Bu yntemde birleme esnasnda fkrma meydana geldiinden yzeylerinde oksit tabakas
bulunan metallerin birletirilmesi mmkndr. Patlamal kaynak yntemi yukarda sralanan olumlu zellikleri yannda baz olumsuz zellikler de sahiptir.
Patlamal kaynak ileminin hassasiyetinden dolay retim hatlarnda kullanm uygun
deildir.
Bu yntemde gevrek metaller birletirilemez . Bu yntemde gvenlik ok nemlidir. Kaynak ilemleri ya gvenlik emberi iinde yada
ak alanda yaplabilir. ok az kullanm alan olmakla beraber su altnda da gvenli bir birletirme yaplabilir.
Kaynak ilemi esnasnda kullanlan patlayclardan dolay gvenlik elbisesi ve kulaklk gibi
detaylar dnlmelidir .
Patlamal kaynak ytemi dz yzeylerin kaynaklanmas ve/veya kaplanmas ve de i ie
silindirik yzeylerin kaynaklanmas ile snrldr .
52
Patlamal Kaynak Yntemi ile Birletirilebilen Malzemeler Genel olarak % 5den fazla genleen metal ve alamlar patlamal kaynak yntemi ile kaynak edilebilirler. Patlamal kaynak yaplabilen ticari nemdeki metal ve alamlar izelge 7.1de verilitir. izelge 7.1. Patlamal kaynak yaplabilen metal ve alamlar
Alminyum alamlar
Karbonlu elik Alaml elikler Paslanmaz elik Alminyum alamlar Bakr alamlar Nikel alamlar Titanyum Tantal Kolombiyum Gm Altn Platin Kobalt alamlar Magnezyum Zirkonyum
Karbonlu elikler
Kobalt alamlar
Alaml elikler
Paslanmaz elik
Nikel alamlar
Bakr alamlar
Kolombiyum
Magnezyum
Zirkonyum
Titanyum
Gm
Tantal
Platin
Altn
53
8. DFZYON KAYNAI Gnmz endstrisinde kullanlan malzeme eitlerinin artmas, farkl zellikler gerektiren yerlerde farkl metal balantlarnn gereklilii ve zellikle son yllarda ekonomik faktrlerin giderek nem kazanmas farkl zelliklere sahip malzemelerin birbirleriyle birletirilmesi zorunluluunu dourmaktadr. Daha ok uzay ve uak sanayinde kullanlan gelimi malzemelerin birletirilmeleri kat hal kaynak teknikleri olarak bilinen ve de difzyon kaynan da kapsayan yntemlerle mmkndr. Bugn farkl metallerin birletirilmesinde % 40 bu yntem kullanlrken, bu yntemle birletirilmi malzemelerin yaklak % 20'sini de titanyum ve alamlar oluturmaktadr. Difzyon kayna: birletirmek zere elemi iki yzeyin, malzemelerin ergime noktalar altndaki bir scaklkta malzemelerde tespit edilebilir plastik akmaya sebep olmayan bir basnta kat hal difzyonu yoluyla malzemeler arasnda metalurjik bir ba oluuncaya kadar, malzemelerin zelliklerini nemli lde etkilemeyecek bir sre tutulmasyla uygulanan bir kat hal kaynak yntemidir. Malzemelerin arayzeyinde uygulanan scaklkla ergiyen bir aratabaka kullanld taktirde buna sv faz difzyon kayna denir. Difzyon kayna benzer olmayan metal ve alamlarnda, kaynak sonras birleme blgesinde krlgan metaller aras faz oluumu nedeniyle malzemelerin dayanmlarnn azalmas durumunda tercih edilmektedir. Dk scaklklarda uygulanabilmesi, farkl malzemeleri birletirebilmesi ve salad dier stnlklerle, allm kaynak yntemleri ile elde edilemeyecek, kyas kabul etmeyecek stnlkler gsteren difzyon kaynak yntemi, gn getike gelitirilmekte ve gelecekte ok daha geni uygulama alan bulacak bir birletirme yntemidir. Difzyon kaynann uygulanmasnda, zellikle farkl metal ve alamlarnn birletirilmesinde genellikle bir ara tabaka kullanlr. Ara tabakalar kaynak alanndaki heterojenlii minimuma indirir ve birletirmenin oluumunu kolaylatrr. Ara tabakalar folyo eklinde, elektrolitik kaplama ve pskrtme tarznda olabilir. Ara tabakann grevleri u ekilde sralanabilir; a) fiziksel zellikleri, rnein sl genleme oranlar farkl olan paralar dengeler, b) krlgan, sert metaller aras faz oluumunu engeller, c) plastik deformasyonla yzey yaknlamasn iyiletirir, d) birletirilecek paralarn hazrlama aamalarn azaltr ve e) alma scakln drrler. Kristal yapl malzemelerde atomlar aras ekimden dolay kohezyon kuvvetleri meydana gelir. Normal olarak atomlarn denge art, zerlerine tesir eden kuvvetin sfr olduu durumdur. Ancak kat malzeme, d kuvvetlerin tesiri ile gerildii zaman atomlar denge durumlarn terk ederek kristal iinde d kuvvet tarafndan dengelenen bir gerilme meydana getirirler. Atomlar arasndaki ekim kuvveti, birbirlerinden uzaklama dereceleri ile orantl olarak artar, bir maksimumdan getikten sonra tekrar azalr. Farkl iki kat malzemenin yzeyleri arasndaki ekim ise adhezyon olarak tanmlanr. Ayn cins kat yzeyleri arasnda kohezyon kuvvetlerinden dolay kohezyon oluurken, farkl kat yzeyleri arasnda da adhezyon kuvvetlerinden dolay adhezyon ii yaplm olur. Gerek kohezyon ve gerekse adhezyon olay, yzeyin serbest enerjisinin bir fonksiyondudur. Ayrca iki gevrek malzeme ya da bir gevrek bir snek malzemeden oluan bir balant iin (metal-seramik) adhezyon olay, balant mukavemetinin bir lsdr. Malzeme yzeyleri arasnda birlemenin salanmas, yani adhezyon ve kohezyon kuvvetlerinin teekkl iin, malzeme yzeylerinin atomlar aras ban oluabilecei yaknlkta temasn salamak gerekir. ki malzemenin difzyonla birletirilmesinde, birlemenin davrann nemli derecede etkileyen dier bir kuvvet ise malzemelerin kimyasal yapsna bal, olarak molekller arasda etki eden Van Der Walls kuvvetleridir. Bu kuvvetler, gres, su buhar, ya gibi metal
54
yzeyindeki molekllerin adsorbsiyonunun ba sebebidir. Dier yandan metalik malzemelerin yzeyleri temas ettirildiinde Van der Walls kuvvetleri birlemeyi salayan nemli unsurlardan birisidir. Difzyon Kayna Mekanizmas Difzyon kayna ile ilgili ilk teori 1944 de Knzel tarafndan sunulmutur. Daha sonra Gerken ve Owezakski 1965'de safhal bir mekanizma ileri srmlerdir. Sonraki yllarda Shwartz, King ve Owezarski birbirlerininkiyle ayn olan bir model sunarak kendi modellerinin son safhalar ile Gerken ve Owezarski modelinin ilk safhasn birletirmilerdir. Bu modele gre ilk safhay, birleme yzeylerinin basn altnda ilk temas srnme meydana getirmektedir. kinci safhaya, birinci safhada yok edilemeyen arakesit boluklar difzyon yolu ile yok edilmekte ve arakesit tane snrlar daha dk bir enerji seviyesine, yani arakesit dzlemi dna g etmektedirler. Buradaki hakim mekanizma tane snr difzyonudur. Son safhay oluturan nc safhada ise tane iindeki boluklarn hacim difzyonu ile doldurulmasdr. Bortle, Hrivnak ve Hauser ilk safhada birlemeye yardm eden balca faktrn deformasyon mekanizmas olduunu ileri sren bir model sunmulardr. Hauser byk deformasyonlarn var olduu yerde, birleme mekanizmas bir enerji engeli teorisinin izah etmesi gerektiini dnmtr. Artan scaklk, basn ve balangtaki plastik deformasyon bu enerji engelini amaya yardm etmektedir. Daha sonraki safhalarda difzyon ilemleri yani srnme ve boluklarn doldurulmas hakim faktrler olmaktadr. Saf titanyum ve bakr zerinde kendi ierisindeki difzyon kaynan inceleyen Mckeag alt safhal bir model sunmutur. Bu modele gre birinci safhada scaklk tesiri ile yzey przlerinin temas srasnda metal oksitleri znmekte ve arakesitin her iki tarafnda yeniden kristallemi ince bir tabaka meydana gelmektedir. Enerji engelini kran bu tabakadr. kinci safhada daha kaln bir tabaka yeniden kristallemektedir. nc safhada ana metal yeniden kristalleirken, daha alt tabaka kristalleri yok edilir. Drdnc safhada ara kesitleri daha nce kristalleen taneler yok olurken, kk fakat grlebilen boluklar oluur. Beinci safhada arakesitteki boluklarn saylan azalrken boyutlar byr. Altnc safhada arakesit dzlemine tane snr g ve tane bymesi balar. Derby ve Wallach difzyon kaynan, basn altnda sinterlemeye benzer bir ilem olarak incelemiler ve aadaki mekanizmalar ileri srmlerdir. 1. Yzeyden kaynaklanan mekanizmadr. Bunlar arakesitteki boluk yzeyinden boluk uzunluu boyunca yzey difzyonu ve hacim difzyonudur. Burada tahrik edici kuvvet, bir ara yzey boluunun yzeyindeki erilik farkdr. 2. Arakesitteki yzeylerden kaynaklanan mekanizmalar birleme hatt boyunca kimyasal potansiyel deiiminin belirledii tane snr difzyonu ve hacim difzyonu. 3. Uygulanan kaynak basncnda kaynaklanan akma ve srnmenin yol at plastik deformasyon. 4. Sv faz ktle transferi Gibbs - Thomson etkisi, yani yzey eriliindeki blgesel farklardan doan basn fark. Difzyon kayna mekanizmas ile ilgili model sunan yazarlar balang safhasnda plastik deformasyonun, yzeylerin byk bir ksm temas ettiinde ise yzeyden kaynaklanan ve arayzey mekanizmalarnn etkili olduu konusunda fikir birlii iindedirler. Sv faz ktle transferi ise ancak yksek scaklklarda alld zaman sz konusudur. imdiye kadar
55
aklanan mekanizmalarn ortak noktalar nda difzyon kayna mekanizmasn aadaki ekilde genelletirmek mmkndr. 1. Yk altnda plastik deformasyon, 3. Difzyon, 2. Srnme deformasyonu, 4. Yeniden kristalleme ve tane snr gc.
Metal folyo veya kaplama eklindeki ara tabakalar kullanarak kaynak iin gerekli olan scaklk, basn ve zaman deerlerini azaltmak mmkn olmaktadr. ekil 8.1.'de difzyon kaynann mekanizmalar gsterilmitir.
c a d
b ekil 8.1. Difzyon kayna mekanizmas
ekil 8.2. de verilen benzer bir aamal difzyon kaynak mekanizmasn da Schwartz vermitir. Kaynan birinci aamasnda yzeydeki przllklerde akma ve srnme mekanizmalar ile arayzeyde byk bir alanda temas salanr ve birleme genelde tane snrlarnda oluur. Basncn etkisi ile yzeydeki oksit filmi krlarak oksitlerin krlm olan noktalarndan atom ak balar. kinci aamada difzyonun etkisi deformasyondan daha nemlidir. Gzenekler bu aamada tane snr difzyonu neticesinde kaybolur ve bir ksm da tane iinde oluur. Bunlarn tane snrlarn hareketsiz hale getirme etkisi azdr. Balangta dz olan birleme izgisi l noktalarda bir malzemenin dierine birka mikron kadar nfuz etmesi ile erilir. Birleme snr hareket ederken geride kalan gzenekler tanelerin ierisinde kalr ve burada tane snr ile temaslarn kaybederler. Difzyonel ilemler bu gibi boluklar klterek ortadan kaldrmaya yardmc olur. nc aama birlemenin tamamland birletirilecek malzemeler arasndaki atomik ban tamamland aamadr. kinci aama sonunda tane snrlarndan yok edilemeyip tane iine tanan gzenekler bu aamada hacim difzyonu ile byk oranda yok edilir. Yok edilemeyen gzenek miktarnn oran kaynak scakl ile ilikilidir. a b
ekil 8.2. Difzyon kaynann aamal mekanizmas
56
Difzyon kaynak parametreleri Difzyon kaynak ynteminin temel parametreleri scaklk, sre ve basntr. Ancak birletirilecek paralarn yzey artlan ve kaynak atmosferi de birletirme kalitesine etki eden nemli faktrlerdir. Difzyon kaynanda scaklk, deformasyona, oksit znrlne, allotropik dnme, yeniden kristallemeye, difuzyona ve ilemin ksa srede olumasna etkili olduundan en nemli parametredir. Ayn cins metallerin birletirilmesinde ilem scakl metalin ergime scaklnn 0.5-0.7 kat olarak alnr. Ayrca yntemde scaklk kadar stma ve soutma hzlar da nemlidir. Paralar arasnda sk temas salamak iin basn gereklidir. Basn deeri uygulanacak kaynak scaklnda, birletirilecek malzemelerin mekanik zelliklerine ve gerekli olan biimlendirme derecesine baldr. Uygulamalarda genellikle basn st snr olarak malzemenin kaynak scaklndaki akma dayanm alnmaktadr. Sre, baml bir ilem parametresi olup, scaklk, basn ve birletirme tr ile ilikilidir. Her malzeme yada malzeme ifti iin gerekli sre birka saniyeden, birka saate kadar deiebilir. Kaynak sresinin uzun olmas kaynak ekonomisi asndan bir dezavantaj olutururken, boluklarn oluumunu, bileimin deiimini ve krlgan intermetalik bileiklerin oluumunu tevik etmesi gibi balantnn mekanik zelliklerini bozan olumsuzluklara da neden olur. yi bir kaynak iin engelleyici yzey filmleri genellikle oksit tabakalardr. Yzeylerin oksitten korunmas iin kaynak vakum veya indirgeyici ortamda yaplmaldr. Soy gaz olarak helyum, argon ve azot kullanlr. Birbirinin ayn ya da farkl birok malzeme difzyon kaynak yntemiyle birletirilebilmektedir. Bu yntem en ok titanyum ve alamlan, zirkonyum ve alamlar ve nikel esasl alamlarda uygulanmtr. C, bor, almina, SiC gibi malzemelerin takviye olarak kullanld metal matrisli kompozit malzemelerin birletirilmesinde de kullanl bir yntem olduu kabul edilmektedir. Benzer olmayan metal ve alamlarn da, kaynak sonras birleme blgesinde krlgan intermetalik faz oluuyor ya da yeniden ergime ile malzeme gevrekleiyor veya mukavemeti azalyorsa difzyon kaynak yntemi tercih edilmektedir.
Difzyon kaynak yntemi ile birletirilebilen malzemeler
Birbirinin ayn yada farkl birok malzeme difzyon kaynak yntemi ile birletirilebilmektedir. Bu yntem en ok titanyum ve alamlar ve nikel esasl alamlarda uygulanmakla birlikte karbon, bor, alminyumoksit, silisyumkarbr gibi malzemelerin destek olarak kullanld metal matrisli kompozit malzemelerin birletirilmesinde de kullanl bir yntem olduu kabul edilmektedir. izelge 8.1de difzyon kayna ile ara balaycl ve ara balaycsz olarak birletirilebilen malzeme kombinasyonlar verilmitir.
57
izelge 8.1. Difzyon kayna yaplabilen malzeme kombinasyonlar
Ara Tabakasz
Alminyum Al Molibden Al. Berilyum Al Niobyum Al. Titanyum Al. Alminyum Kobalt Al. Volfram Al. Demir Al. Bakr Al. Tantal Al. Nikel Al. Molibden Titanyum Zirkonyum Zirkonyum Al.
Berilyum
Niobyum
Kobalt
Demir
Bakr
Alminyum Alminyum Al Berilyum Berilyum Al Bakr Bakr Al.
Tantal
Nikel
Volfram
^ ^
Ara Tabakal
Kobalt Kobalt Al. Demir Demir Al. Molibden Molibden Al. Nikel Nikel Al. Niobyum Niobyum Al. Tantal Tantal Al. Titanyum Titanyum Al. Volfram Volfram Al. Zirkonyum Zirkonyum Al. Seramik
[ [ [
( kaynak edilebilir malzeme ve alamlar gstermektedir)
Difzyon kaynann dier kaynak metodlaryla karlatrlmas Ergitmeli kaynak yntemleri ile difzyon kaynann mukayesesinde gze arpan farklar unlardr. 1 2 3 4 Ergitme kaynanda grlen deformasyonlar, n ve son tavlama ihtiyalar, bu teknikte grlmez. Metalurjik adan uyumsuz, birbirinden tamamen farkl iki metal yada bir metalle, metal olmayan bir malzeme birletirilebilir. Birleme sresi, balant alanndan bamszdr. Dolaysyla bir defada geni alanl yada karmak ekilli balantlar birletirilebilmektedir. Birlemede ana malzemelerde istenmeyen metalurjik yaplar olumaz. Seramik ve kompozitlerin, metal ve dier malzemelerle birletirilmesinde, gnmzde en verimli ve etkili bir metottur.
Dier kat hal kaynak teknikleriyle karlatrldnda ise balca u farklar grlebilir.
Seramik
58
a. Difzyon kayna, esas itibariyle difzyon kontroll bir tekniktir. b. Seramiklerin kaynak tekniini belirleyen en nemli faktr bu malzemelerin gevrekliidir. Bu ise kaynakta deformasyon kullanmnn mmkn olmad anlamna gelir. Seramiklerin kaynanda difzyon kayna mmkn olan tek metottur. Bunlarn yan sra, bu yntemin zel ortam ve aparat gerektirmesi, bu nedenle pahal olmas ve kaynak arayzeyinde metaller aras bileiklerle, azda olsa, ara fazlarn oluma ihtimali difzyon kaynak ynteminin dezavantajlar olarak saylabilir. Sonu olarak difzyon kaynann zelliklerini yle sralayabiliriz: 123Sabit halde atom difzyon yolu ile metalrjik balantnn olutuu difzyon kayna, scak pres kaynann bir eklidir. Difzyon kaynanda souk pres kaynann aksine, rekristalizasyon scaklnn stndeki scaklklarda, daha az basn kuvveti ve ekil deiimi ile alr. Difzyon kayna ayn veya farkl, ounlukla metalik malzemelerin birletirilmesinde kullanlr. Bu yntem, uak ve sanayi ile nkleer sanayi ile nkleer teknoloji iin gelitirilmitir. nk bu alanda, rnein kesitlerin ulalabilir yerlerde olmas veya malzemelerin farkl olmas gibi nedenlerle ala gelmi kaynak yntemlerinin kullanlmas mmkn deildir. Ayn malzemelerin difzyon kaynanda, esas malzemenin dayanm deerlerine yaklak olarak ulamak mmkndr. Birbiriyle krlgan metaller aras faz oluturan malzemeler, erime scaklklar ve elastiklik snrlar ok farkl malzemeler, metal ve metal olmayan malzemelerde bu yntemle birletirilebilir.
4-
TiAl
Arayzey
TiAl
Arayzey
TiAl
Ti6Al4V
ekil 8.3. Farkl ve benzer titanyum ve alamlarnn difzyon kaynakl birletirmeleri
59
9. ELEKTRK DREN KAYNAI Diren kayna bindirilmi iki levhann arasndaki arayzey boyunca akan bir akmn stma etkisiyle oluur. Malzemeden geen elektrik akmnn meydana getirdii snn dnda, herhangi bir s tatbik edilmemektedir. Is, kaynak edilecek ksmlarda meydana gelir ve basn kaynak makinasndaki elektrodlar veya eneler vastasyla uygulanr (ekil 9.1). Arayzey akmnn akna kar bir diren oluturur ve sarf edilen enerji sya dnr R arayzeydeki diren olmak zere, Ohm kanunu uygulandnda (I) iddetindeki bir akmn gemesi iin gerekli gerilim V=IxR ifadesiyle verilir; t saniye sren akm ak iin gerekli toplam enerji aadaki gibi belirtilir. H = I x V x t = I x (I x R) x t = I2 x R x t (Joule) Bu ekilde oluan s, elektrodlar tarafndan uygulanan basncn bir sonucu olarak saclarn tam bir temas haline getirildii yerel bir alanda younlar. Akm gemeye devam ettike arayzeyde ergime gerekleir ve bir kaynak banyosu oluuncaya kadar scaklk artar. Eer bu anda akm kesilecek olursa, balant alan sour ve basn altnda katlama meydana gelir. Bu ekilde oluan kaynak dikii, saclar arasnda balant boyunca yk tayabilen yerel bir ba oluturur.
Su girii Su k
Kuvvetli basnc silindirden elektroda ileten balk
Basn silindiri
Elektrodlar Ykseklii ayarlanabilir alt elektrod destei
Transformatr ve kontrol organlar
ekil 9.1. Hidrolik basn silindirli, su soutmal nokta kayna makinas eitli kaynak safhalar mevcut olmakla birlikte en basiti ekil 9.2de grld gibidir. a) Birletirilecek paralar elektrodlar arasna yerletirilir. Kaynan doru pozisyonda olduundan emin olmak iin i parasn elektrodlarla hizalarken dikkat edilmelidir. Eer diren nokta kaynann kapasitesinin yettii yksek alna hzlarna ulamak isteniyorsa, ounlukla ek tertibatlar kullanmak gerekir, Kaynak evrimi, genellikle bir ayak anahtar veya pedal yoluyla balatlr, Elektrodlar birbirine yaklar, i parasn sktrr ve saclar temas haline getirir, Sktrma zaman olarak adlandrlan belirli bir sre iinde basn optimum bir deere ykseltilir. Akm verilir ve erimenin olduu nceden ayarlanm bir sre devrede kalr ve kaynak dikii gerekli boyuta gelinceye kadar byr. Genel olarak kaynak zamanlar bir saniyeden nemli lde ksadr ve periyotlarla belirtilir. Bir periyot 1/50 saniyeye eittir. Bu ise ngiltere'deki standart alternatif akm ebekesinin frekansnn tersidir. Bir rnek olarak bir elik sac iin (0,6'dan 1 mm'ye kadar kalnlkta) ama, 5 ve 20 periyot arasndaki kaynak zamanlarn kullanmaktr.
b) c) d) e)
60
f) Elektrodlar zerindeki basn, kaynak katlarken dvme veya tutma zaman ad verilen sre boyunca uygulanr. g) Basn sonuta kaldrlr, elektrodlar birbirinden uzaklar ve i paras makineden alnr.
Elektrodlardaki kuvvet
Akm
Sktrma zaman Istma
Kaynak zaman Erime
Dvme zaman
9.2. Tipik nokta kaynann evrimi. Endstriyel uygulama bakmndan bu kaynak yntemi; a) nokta kayna b) diki kayna c) kabartl kaynak olarak snflandrlmaktadr. a) Elektrik Diren Nokta kayna
Elektrik diren nokta kaynann prensibi, elektrotlar arasnda basn altnda bir arada tutulan i paralarndan geen elektrik akmna kar, i paralarnn gsterdii diren nedeniyle meydana gelen s ile yaplan kaynak yntemidir (ekil 9.3) Kaynak iin gerekli akm, yksek gerilim ve dk akm iddetindeki ebeke elektrik akmn, dk gerilim ve yksek akm iddetinde kaynak akmna eviren kaynak makinasndan salanr. Gerekli basn veya elektrod kuvveti, pnmatik veya mekanik donanmlar ile gerekletirilir.
R6 R1 R2 R3 R4 R5 R7
ekil. 9.3. Elektrik diren nokta kaynann prensibi
61
J akm R ohmik direncinden t sresince getiinde, Joule kanununa bal olarak J birim s aa kar. Q = I2 R t (9.1) Burada, R = R + R2 + R3 + R4 + R5 + R6 + R7dir. (9.2) yani sekonder devredeki toplam direntir. Bu direnler (ekil 9.3) -Malzeme direnleri R6,R7 : Elektrotlarn direnci R2, R4 : paralarnn direnleri - Temas direnleri R, R5 : Elektrod - malzeme temas direnci R3 : Malzeme - malzeme temas direnci Malzeme direnci, malzemenin fiziksel zelliklerinden kaynaklanr ve deiken deildir. Temas direnleri ise malzemenin ve elektrotlarn u durumlarna bal olarak deiir. Kaynak srasnda R3, en byk snn gerekleecei diren olarak seilir. Dier direnlerdeki snmalarn mmkn olduunca kk olmas gerekir. Bu ise, Ik kaynak akmnn, tk kaynak sresinin ve F elektrot kuvvetinin seimiyle salanr. R, R3 ve R5 temas direnleri balantnn kalitesine etki ederler. R3 kaynak blgesindeki scaklk, malzemenin te erime scaklnn zerine kar. Burada svlaan malzeme, kaynak sonrasnda kaynak ekirdeini oluturur. R1 ve R5 temas blgelerindeki snma, mmkn olduunca dk tutulur. Bu ise, iyi s ileten elektrod ve malzeme yzeyleriyle salanr. Yzeylerdeki pas, ya ve boya gibi iyi s iletmeyen tabakalarn olmamas gerekir. Temas direnleri, farkl byklkte s miktarlarna ve balant dayanm zelliklerinin farkllamasna yol aar. b) Elektrik Diren Diki Kayna Diren diki kayna, dnel elktrodlarla gerekletirilen, seri bir nokta kayna olarak tanmlanabilir. Birbirinin zerine bindirilen paralar temas yzeylerinde elektrik akm ve malzemenin bu akma gsterdii diren nedeniyle oluan s yardmyla ergitilerek birletirilir. Bu yntem prensip olarak, nokta kaynana benzer. Bu yntemin dier diren kaynak yntemlerine gre stnl, srekli dikiler elde edilmesi ve baz uygulamalarnda szdrmazln salanmasdr. Donanm asndan fark ise elektrot formlardr. Tm dnyada kullanlan standart diren diki kaynak makinelerinin yan sra, zel ihtiyalardan doan tasarmlara uygun kaynak makineleri de imal edilmi ve bu tekniin yararll arttrlmtr. Elektrik diren diki kaynann en nemli uygulamalarndan biri benzin tanklarnn imalatdr. Otomobil endstrisinde yakt tanklarnn szdrmazlk zelliini salamak emniyet asndan birinci derecede nemlidir. Diren diki kayna, paralar birbirine tek bir paraym gibi kaynad iin ve seri imalatta otomatikletii zaman byk kolaylklar salamas nedeniyle otomobil sanayiinde tercih edilmektedir. Yntemin uygulama alanlar ok genitir. Uygulama konusunda etkili tekniinden ve alnan sonular sayesinde bu imal usul genelde tercih edilmektedir. Kaynak dikiinin sreklilii ise akmn uygulama sresine baldr. Birletirilecek paralar, bindirilmi ekilde iki bakr elektrod arasna alnr. Elektrodlarn belirli bir kuvvetle bastrmasndan sonra kaynak akm geerlidir. Ayarlanan sre boyunca bu akm bir elektroddan dierine geer, iki sac arasndaki temas noktas, en yksek dirence sahiptir ve snan malzeme bu noktada ergir. Elektrik akmnn uygulan sresine gre farkl dikiler elde edilir. ekil 9.4de de farkl impulslar da yaplm elektrik diren diki kaynak uygulamalar grlmektedir.
62
Sreksiz diki
Ksa dinlenme sreli diki
Srekli diki
ekil 9.4. Elektrik diren diki kayna uygulamalar Kullanlan elektrod aplan 50-600 mm arasnda deimektedir. Kullanlan elektrod malzemesi ise, souk ekilmi bakr veya sl ilem grm sert nitelikteki bakr alamlardr (bakr-kadmiyum, bakrkrom, bakr-tellr). Elektrotlarn (kaynak ilemi srasnda) malzemelere temas eden yzeylerin genilii kaynatlacak malzemenin kalnlna gre deimektedir. Normal olarak kaynak genilii, kaynatlan gerelerin en incesinin kalnlnn 1,5-3 kat kadar olmaldr. Kaynak genilii temel olarak ince metal kalnlndan daha byktr. Bu da elektrodun kaynak srasnda ypranma deerini minimuma indirmektedir. Elektrodlarn soutulmas ya merkezi kanallardan su dolatrlarak veya elektrod tekerlerinin yzeylerine su pskrtlmesi ile yaplmaktadr. eliklerin kaynatlmasnda da soutma svs olarak %5 orannda bor ya, %95 orannda su kullanlr. c) Kabartl kaynak Diren nokta ve diki kaynann her ikisinde de arayzeydeki akm younlamas elektrodlar ekillendirerek ve temas halindeki yzey alann snrlandrarak gerekletirilir. Kabartl kaynakta, kaynan yeri, saclardan birinin yzeyinde ykselen bir kabart yoluyla belirlenir (ekil 9. 5). Bir araya getirildiklerinde saclar sadece kabartnn bulunduu noktadan birbirlerine temas ederler. Arayzeyi boyunca geen akm kabart boyunca younlar ve bu nedenle kabart hzla snr. Kabart plastik hale gelir ve sonuta da eridiinden ker ve arayzeyde erimi bir blge oluur. Elde edilen sonu bir nokta kaynana benzerdir. Genellikle iki veya kabart ayn anda kaynatlr. Kaynak makinalar temelde nokta kayna iin kullanlan makinalara benzer. Ancak elektrodlarn yerine balant blgesine niform bir basn uygulayan, dz, bakr tablalar yerletirilmitir. Kabartlarn ekil ve boyutlar nceki deneyimlere bal olarak veya denemeyle seilir. Kabartl kaynak uzun bindirme balantlar iin pek sk kullanlmaz. Bu yntem kk balant paralarnn sac yaplara birletirilmesi srasnda ok daha fazla kullanldr. Yntem otomobil gvdelerinin, ev cihazlarnn, bro mobilyalarnn ve makina paralarnn retiminde geni lde kullanlmaktadr. rnein; sabit somunlarn araba asisine kaynatlabilmesi iin bunlar bir yzeyinde oluturulmu kk kabartlarla retilirler (ekil 9.6).
63
Kuvvet Yass elektrod Akm ak Yass elektrod
Basn yass elektrodlar tarafndan uygulanr. Akm kabart zerinden akar.
Kabartlar Sabit somun Dairesel kabart
Takviye halka
Kabart snr ve plastik hale gelir Kabart ker. Ara yzeyde erimi diki oluur.
Dili saplamalar
ekil 9.5. Kabartl kaynak
ekil 9.6. Kabartl kaynak balantlarna ait rnekler
64
10. YAKMA ALIN KAYNAI Yakma aln kayna, bitiik aln yzeyinin tm alann kapsayan bir diren basn kayna yntemdir. Bu yntem, en ilkel kaynak yntemi olan demirci kaynann modernize olmu eklidir. Yakma aln kaynak yntemi, s, dvme ve yma ilemlerinden oluur. Metallerin, elektrie kar gsterdikleri omik ve temas direnlerinden dolay oluan s sebebiyle yzeylerin ergime durumuna gelmesi, daha sonra mekanik ve hidrolik sistemler yardmyla uygulanan yma ve dvme sonucu oluan kaynaa yakma aln kayna denir. Yakma aln kayna (direkt yakma kayna), souk yakma kayna olarak ta adlandrlmaktadr. Souk yakma aln kaynanda, kaynak edilecek paralar dk basn altnda birbirleriyle temas ettirilmektedir. Gerek temas, paralarn bir nceki imal yntemine bal olarak, sadece przllk ularnda meydana gelebilmektedir. Byk kontak direnci ve youn (yksek) akm iddetinin etkisi ile yzey przllk ular ok hzl olarak snmakta, akkan bir kontak kprs olumaktadr. Ergime scaklna ulalma sonras, manyetik alann da etkisi ile kesit zerindeki malzeme transferi balamaktadr. Yzey gerilimin etkisi ile kpr tabakas daima ince bir rt oluturmaktadr. Metal buharlama basncnn ykseklii nedeni ile, ergimi ve yanm metalik paracklar alnlarda kvlcm demetleri oluturmaktadr. Bu oluum, yanma ilemi sresince, birbiri ard sra devamlln korumaktadr. Yanma esnasnda metal buharlamas bir koruyucu gaz ile engellenmekte, ergiyen yzeyde oksidasyona mani olunmaktadr. Belirli bir yanma sresinden sonra, aln yzeyleri eit ve yeterli bir sya sahip bulunmaktadr. Son aamada, yzeyler hzla, vuru eklinde kapatlmaktadr. Bylece alnlardan curuf, kav, yabanc elemanlar ve akkan malzeme fazlall dar atlm olmaktadr. Bu arada yanma ile olumu kraterler de kapanmaktadr. Uygulamadaki ylma oran, aln yma kaynana kyasla daha az ve kaynak yzeylerindedir. Bu kaynak ynteminde kaynak edilecek paralar ayn kesite sahip olmaldrlar. Kaynak edilen iki ubuun birletirilmesi iin ncelikle aln ksmlarndaki scakl ykseltmek ve ergimeyi salamak gerekmektedir. Birleecek olan aln yzeyler ergime scaklna ulap, u ksmlar yeterince tavlandktan sonra iki para eksenel ynde bastrlp tavlanm ksmlarda bir yma meydana getirilir. Bu yma ilemini sonlanmasyla birlikte kaynak ilemi de gerekletirilmi olur. ekil 10.1de ematik olarak yakma aln kaynak makinesinin prensibi gsterilmitir.
1 2 3 4 5 6 11 10 12 13
6 1. 3. 5. 7. 9. 11. 13.
10
ekil 10.1. Yakma aln kaynak makinesinin prensibi.
ebeke balants Kaynak akm hatt(sabit) Sktrma eneleri (akm geiren) Makine gvdesi Kzak tahriki Yma kuvveti Yksek scaklk blgesi 2. Kaynak akm memba 4. Kaynak akm hatt (hareketli) 6. El sktrma eneleri (akm yok) 8. Kzak 10. Para 12. Yma apa
65
Bu ilem srasnda ubuklarn alnlarndan itibaren oluan s aadaki forml ile hesaplanabilir;
Q=0,239.I2s.R.Z
Burada; Is= Sekonder efektif kaynak akm (A),
R= Kaynak makinesinin eneleri arasnda toplam elektrik direnci () ve Z= Elektrik akmnn getii sre (s)
Yakma aln kaynann bir karakteristii olarak kaynatlacak ubuklarn alnnda normal veya az basnl bir temasn salanp devam etmesi gerekir. Bu temas sayesinde yukarda tanmlanan noktalarda ergiyen malzeme, her iki ubuk arasndan elektrik akmn iletir. Bu basnsz temas ekline yakma temas ad verilir. Kaynak ilemi ekil 10.2de gsterilen prensiplere bal olarak yaplr.
Sabit ene Hareketli ene
BALANGI YOLU Balangtaki ene mesafesi n stma yolu
- Paralar birbiri ile temas etmeden eneler arasna sktrlr. - Transformatre, dolays ile paralar akm tatbik edilir.
N ISITMADAN SONRA
- Hareketli tabla yava yava hareket eder.
Yakma yolu
- Tabla hareketinin devam ile, paralar birbiri ile temas eder ve sekonder elektrik devresi kapanr. - Paralarn temas noktalarnda kvlcmlar karak, ergime balar. Bylece paralarn alnlar kaynak scaklna ular. - Tablann ani hareket ile birbirlerine temas eden alnlarda kaynama meydana gelir.
Yma yolu
YAKMADAN SONRA
YIMADAN SONRA
Toplam kaynak yolu
ekil 10.2. Yakma aln kayna ilem prensipleri. Yakma aln kaynak makinelerinin hemen hepsi yar otomatik ya da tam otomatiktir. Yar otomatik makinelerde operatr genellikle yakmay elle balatr. Bundan sonraki olaylar otomatik olarak gerekleir. Tam otomatik operasyonlarda ise, makineye paralar yklenir, kaynak parametreleri nceden operatr tarafndan seilir ve bundan sonraki ilemler komple otomatik olarak gerekletirilir. Yakma aln kayna iin kullanlan makineler deiik paralardan olumaktadr. Bunlar; 1- Kzak ve kzak hareketini salayan elektrik tesisatnn bulunduu makine yata 2- Hareket edebilir kzak 3- Rijit olarak kzaa bal olan iki adet balama tertibat 4- Ayar kademesi kaynak transformatr kontrol nitesi Gnmz endstrisinde kullanlan farkl yakma aln kaynak makineleri bulunmaktadr. Bunlardan ekil 10.3da raylarn birletirilmesinde kullanlan yakma aln kaynak makinesi gsterilmektedir.
66
(a) ekil 10.3 Raylarn birletirilmesinde kullanlan yakma aln kaynak makinesi Yakma aln kaynanda ayn kesite sahip birletirilecek paralar bir ifti hareketli olan enelere sktrlr. Kaynak akm, hareketli olan eneler zerinden iletilir. lem balangcnda kaynak akm devresi alr ve paralar birbirine yaklatrlarak birka noktadan (yzeydeki kntlar) temas etmeleri salanr. Bu noktalardan yksek younlukta bir akm geer ve temas noktalarnda ergime ve ksmen buharlama meydana gelir (yakma). Metal buhar, ergimi metali kvlcmlar ve zerrecikler halinde dar frlatr. Metal buhar ayn zamanda bir koruyucu gaz tabakas oluturarak, havann kaynak ara yzeyine girmesini nler. Yakma aln kayna ilemlerini 4 aamada toparlamamz mmkndr. Bunlar : 1) n stma 2) Yakma 3) Basma veya yma (iirme) 4) Soutma
Yukardaki ilemler kaynak ileminin karakteristiklerindendir ve daima gereklidirler. Bu ilemler genellikle aada vereceimiz parametrelerin gerektii ekilde ayarlanmas ile kontrol edilirler. a) Transformatrn yksz voltaj b) Ularn ilerlemesi (Hz, hareket) c) paralarnn ularna tesir eden kuvvet Yakma ilemi, direnle stma ileminden farkllk gsterir. Metalik bir yzey hibir zaman tam bir yzey dzgnlne sahip deildir. Genelde mikro dzeydeki bir ok girinti ve knt parann yzeyini kaplar. Przlln derecesi yzeye uygulanan ileme baldr. Yzeydeki przler temas annda temas yzeyinin kk oluuna, bu da direncin artmasna neden olacaktr. Bu direncin byk olmas, snma ilemini yanmaya dntrecektir. Paralarn yava yava birbirine yaklatrlmasyla oluan yeni temas noktalar da yanar ve bu ekilde yanma giderek tm kesite yaylr. Hareketli enenin elektrik gerilimi altnda hareketiyle kaynaklanacak paralarn yzeyleri, yzeysel przllk vastasyla temas ederler. Temas noktalarnn says, hareketli enenin itme eksenine dik yzeylerinin geometrisine ve yzey durumuna baldr. Paralarn toplam kesitlerinin ok az bir yzdesini temsil eden temas yzeyindeki bu przler, sekonder elektrik devresinin kapanmasna neden olurlar. Przlerin temasnda kullanlan basn ok zayf olduundan, temas yzeyindeki elektrik direnci ok yksektir. Temas yzeylerinden ok youn bir akm getiinden, przler zerinde ok kuvvetli bir snma meydana gelir. Temas noktalar ani olarak ergime scaklna ular. Ergime halindeki bu kk malzeme hacimleri patlar ve yanan zerrecikler dar doru frlar. Frlatmadan sonra bu temas noktalar tekrar yeni krater ve ukurlar olutururlar. Bu kraterlerin u noktalar tekrar temasa geer ve bylece olay aln yzeyinin kaynak scaklna gelmesine kadar devam eder. Yakmann btn safhalar ekil 10.4de gsterilmektedir. Ergime ve patlamalar sebebi ile meydana gelen malzeme kayb, hareketi tablalarn yaklamas ile karlanr. Yanmann btn yzeyi kaplamas ve birletirilecek yzeyin tamamnn ergimesinden sonra, tablann ani hareketi ile yksek scaklktaki yzeyler
67
birbirine bastrlr. Bylece przlerin temas direnleri ortadan kalkar ve kvlcmlanma da biter. Kvlcmlanma sresi; malzemenin sl iletkenliine, paralarn kesitine, kvlcmlanma evirimine ve sekonder devre gcne baldr. Yanma olaynda metal zerreciklerin yanmas ve metalik buharn meydana gelmesi, birletirilecek yzeyleri rten sv metalin oksitlenmesini nler. n stma ve yakma ilemi ok ksa srede meydana geldiinden yksek scaklk yalnz aln ksmlarnda ve onun ok yaknnda etkisini gstermitir. stenilen scakla ulaldnda paralar eksenel olarak birbirlerine bastrlr ve malzeme ylmas baladktan hemen sonra elektrik akm kesilir. F
1. Hareketli tablann ilk hamlesi
F
2. ki przn temas ve blgenin ergime ssna erimesi
3. Kraterlerin tekrar temas
4. Malzemenin dar fkrmasyla kraterlerin tekrar oluumu
5. Yeni temas noktalarnn oluumu
6. oalan przlerin ergimesi
7. Birlemenin btn kesite yaylmas
ekil 10.4. Yakmann safhalar Yukarda da aklanld gibi ubuklarn aln ksmlarnn kaynak ssna kadar stlmas elektrik akmnn malzeme direnleriyle temas direnlerinden yararlanlarak salanm olur. Elektrik akmnn sya dnmesi ise iki kademede meydana gelir. Bunlar n stma ve yakma kademeleridir. Ancak yakma aln kaynak ileminin tamamlanmas iin son kademe olan yma kademesinin de olumas gerekir. a. n stma kademesi: Bu olay nispeten yava gerekleir. Kaynatlan ubuklardan geen elektrik enerjisi joule olay ile s enerjisine dnr. Malzemelerin snmas ile birlikte zgl elektrik direnleri de ykselmeye balar. Direncin artmasyla azalan akm iddeti belli bir snr altna dnce yakma kademesine geilir. Bu kademe uzun srd iin malzemelerin s iletim katsaylar da nemlidir. b. Yakma kademesi: Bu kademe ok ksa srelidir. Bu kademenin banda, kaynak aralndaki metal, ergime scaklna ykselmi durumdadr. Elektrik akmnn etkisi altnda, kaynak aralnda metal paracklar buharlar. Buharlaan metal paracklar basncn etkisi ile dar frlar. Metal paracklarnn yeniden ayrlmas ile beraber akm kesilir ve elektrik ark oluur. Yksek frekans ile sren bu olayda buharlaan metal paracklar aldklar snn bir ksmn ubuklarn aln yzeylerine brakrlar. c. Yma kademesi: Belli bir yakma sresi sonrasnda yzeyler gerekli scakla ulatnda paralara eksenel bir basn uygulanarak ergimi metal ve balantlar dar karlarak ana metal ymaya uratlr. Yma basncn uygulanmasyla yakma voltaj kesilir. Daha dk yma basnlarnn uyguland baz durumlara yma voltaj uygulanr.
68
Yakma aln kayna zellikle n stma, yakma ve yma kademelerinde, kaynak mukavemetini ve kalitesini etkileyecek ok sayda parametreye sahiptir. Bu parametreleri 7 ana grup altnda toplamak mmkndr.
A) Balang ve n stma parametreleri -Balangtaki ene mesafesi ayar -n stma yolu -n stma sresi -n stma hz -n stma basnc n stma gerilimi -n stma akm B)Yakma parametreleri - Yakma yolu - Yakma hz - Yakma sresi - Yakma basnc - Yakma gerilimi - Yakma akm C) Yma parametreleri - Yma hz - Yma zaman -Yma basnc - Yma gerilimi - Yma akm - Yma akmn kesme zaman
D) Toplam kaynak yolu E) Toplam kaynak sresi
F) Elektriksel deikenler G) Kaynak sonras sl ilemler zaman
Yakma aln kayna zellikle n stma, yakma ve yma kademelerinde ok sayda deikene sahiptir ve bunlar arasnda zellikle yakma ve yma parametreleri yntemi en ok etkileyen ve aratrmalara en ok konu olan deiken parametrelerdir. Yakma parametresi ile birlikte yakma sresi de kaynak zerinde nemli bir etkendir. Yakma olay, metalde gerekli yakmann elde edilebilmesi iin bir zaman aralnda uygulanmaldr. Gerekli zaman, sekonder voltaja ve metal kayb oranna baldr. Belirli minimum yakma mesafeleri iin, belirli zaman aralklarnda, dzgn yakma ilemi iin gereklidir. Yakma aln kaynanda yma kademesi ve buna bal parametreler kaynak kalitesi zerinde etkilidir. Bu parametreler unlardr; 1. Yakma voltaj kesme sresi: ou durumda yakma voltaj, yma ilemi balar balamaz kesilir. Voltaj snr noktas mekanik deneyler ile ayar edilmelidir. 2. Yma oran: Yma kademesinde yzeylerde mevcut olan ergimi metal ve oksitler dar atlabilmelidir. Uygulanacak yma oran, metal yeterli plastisitiye sahip iken, optimum yma gerekletirecek ve erimi metali katlamadan nce dar atabilecek dzeyde olmaldr. Ayrca kaynak ara yzeyinin ince olabilmesi iin uygun scakla ulald anda yma uygulanmaldr. 3. Yma mesafesi: Uygulanan yma mesafesi ile, oksitler ve ergimi metal balant blgesinden uzaklatrlabilmeli ve aln yzeyler birbiriyle plak olarak temas edilebilmelidirler. Optimum bir kaynak kalitesi iin yma mesafesi uygun olmaldr. ayet kaynakl paralarda dzgn bir yakma salanabilmise, daha kk yma mesafesi ou metal iin tatminkar olabilecektir. Bununla birlikte baz s direnli alamlar iin daha byk yma mesafeleri gerekmektedir. 4. Yma akm: Baz durumlarda kaynak ara yzeyi yakma ilemi sonrasnda hzla soumaya meyillidir. Bu durum elverisiz yma veya ylan metalde souk atlak ile sonulanr. Balant scakl, kaynak transformatrnden salanan s ile srdrlmelidir.
69
Yakma aln kaynann uygulamalar asndan zellikleri ve stn grlen ynleri aada zetlenmitir: 1) Ayn tr paralarn birletirilmesinde yararlanlan benzer yntemlere kyasla, daha byk yzeyler kaynak edilebilmektedir. Kesit yzeyine bal tezgah gleri ile allmas koulu ile, 90.000 mm2lik kesitlere kadar birletirmeler gerekletirilebilmektedir. 2) lemin yzeysel bir yanma ve ergime olay ile gerekletirilmesi, balangta saptanan bir boyutsal ksalmaya msaade edilmesi nedenleri ile paralarn alnlar iin bir n hazrlama ilemine gerek duyulmamaktadr. 3) Ap-kapama periyotlarnda, yanma rnleri ve yabanc tabaka artklar eksenden darya doru itilmektedir. Bu olay yardm ile birleme blgesinde homojenlik ve n grlen dayanma ulalmaktadr. 4) Birleme blgesinde snrl oranda ylma da ortaya kmaktadr. Birlemenin boyca kaybnda, %20-30 ylma ve %70-80 yanma pay sahibi olmaktadr. Bu oranlar malzeme trlerine gre deiiklik gstermektedir. 5) Uygulama ile dinamik zorlamalar kar daha yksek dayanmlara sahip kaynak birletirmeleri oluturulmaktadr. 6) Kaynak dik kesitleri dairesel olmak zorunda deildir. gen kesitler, H kesitler, dikdrtgen kesitli paralar da kolaylkla kaynaklanabilir. Ayrca kaynaklanacak paralar dnel olmak zorunda deildir . 7) ITAB dardr. Yakma aln kaynan snrlayan baz unsurlar ise unlardr; Tek fazl g ihtiyac, fazl primer g hatlarnda dengesizlik oluturur. Yakma srasnda dar frlayan ergimi metal partiklleri evreye zarar verebilir. Koruma alnmaldr. 3) Yanan ve ylan metalin alnmas genellikle gereklidir ve zel tehizat gerektirir. 4) Kk kesitli paralarn merkezlenmesi zordur. 5) Kaynaklanacak paralar dik kesite sahip olmaldr 1) 2) Yakma aln kayna, demir esasl ve demir d metal ve alamlar ile farkl malzeme iftlerinin birletirilmesi iin rahatlkla kullanlabilmektedir. Dk karbonlu eliklerin yan sra, orta ve yksek mukavemetli dk alaml elikler, takm elikleri, stenitik, martenzitik ve paslanmaz elikler, alminyum alamlar, nikel ve titanyum alamlar da yakma aln kayna iin uygun malzeme trleridir. Farkl metal kombinasyonlarna uygun kaynak koullarnda ve dzgn i paras dizaynlarnda kolaylkla yakma aln kayna uygulanabilir. Yakma aln kayna ile birletirilebilecek baz metal kombinasyonlar izelge 10.1.de verilmitir. izelge 10.1. Yakma aln kayna ile birletirilebilecek baz metal kombinasyonlar Ana metal Al Cu Mg Ni Pas. elik Ti W Al Cu Mg Ni Pas. elik Mo Ti W
70
11. ULTRASONK KAYNAK YNTEM Ultrasonik kaynak yntemi, zellikleri birbirinin ayn veya farkl olan malzemelerin bindirme biimindeki birletirmesinde kullanlan bir kat hal kaynak yntemidir. Paralar, hava veya hidrolik basn altnda ve saniyede yaklak 20.000 titreim yapabilen eneler arasnda s enerjisi verilmeksizin souk basn yntemi ile kaynatlrlar. Titreim, yksek frekansl elektrik enerjisi ile elde edilir. Paralarn kaynatlmasn salayan bu titreimler alt ve st eneler aracl ile kaynak alanna iletilir. Bu kaynak ynteminde, toz, pasta gibi temizleme maddelerine ve kaynak dikiine katkda bulunacak ilave tele ihtiya yoktur. paralar plastik ekil deitirme (birleme alannda, gerecin elastiktik snr zerinde bir kuvvet oluturulduundan bu noktada gere, zerindeki basn kalksa bile eski halini alamaz) sonucu birleme alannda kaynak edilmi olurlar. Bu nedenle ultrasonik kaynak makinas tarafndan uygulanan basnca plastik basnta denir. Birleme alannda plastik ekil deiiklii sonucu bir miktar s meydana gelirse de bu s parada herhangi bir fiziksel ekil deimesine sebep olmaz. Gerelerin metalurjik birlemesi ark, ergime ve ergiyik geii olmakszn yaplm olur. Kaynak alannda yok denecek kadar arplma olabilir. Ultrasonik kaynak enerjisi, baz metallerin (rnein nikel gibi) manyetik alan ierisinde iken bzlme ve genleme yaparak meydana getirdikleri titreimlerin younlatrlmas ile elde edilir. Titreimler paralardan geerken ani basn dalgalar oluturarak gere kesitlerinin kaynatlmasn salamaktadr. Ultrasonik kaynak; elektrik, elektronik endstrisinde kondaktr, mikro devre balantlar gibi ince alminyum ve benzeri gerelerin nokta ve seri olarak kaynatlmalarnda kullanlmaktadr. Genellikle dier kaynak yntemleri ile kaynatlmas g olan laboratuar ve aratrmalardaki hassas, ince paralarn birletirilmesi kolaylkla yaplmaktadr. Genel olarak, kalnlklar 0.025-2,5 mm arasndaki gereler kaynak yaplmaktadr. Ultrasonik kaynak titreim durumuna gre, nokta kayna, halka kayna, nokta-diki kayna ve srekli diki kayna olarak gruplandrlmaktadr. Kaynak ilemi srasnda operatrn (makinay kullanan kiinin) aadaki kurallar ok iyi bilerek dzenlemesi gerekmektedir. 1 2 3 4 5 6 Kaynatlacak gere kalnl ve trne gre bask yapan elemann apnn bykl ve kkl, Birletirilecek paralara uygulanacak sktrma basnc, Gerelerin zerine gelmesi gereken kuvvet miktar, Kaynak yapma zaman (sresi), Birletirmede uygulanacak kaynatma eklinin (nokta, evresel veya diki kaynak trlerinin) seimini yapmak. Gere kalnlklarna gre frekans ve akm tr ayarn yapmak
Ultrasonik Kaynan Uygulama Alanlar Ultrasonik kaynaklar, geleneksel kaynak yntemlerinin elverisiz, gvenilmez yada pahal olduu uygulamalarda tamamlayc bir ilem olarak kullanlan bir yntemdir. zellikle stlmas problem ve hassas olan ve bundan dolay da kaynatlmas ok zor veya imkansz gibi grnen paralarn birletirilmesinde kullanlmaktadr. Ultrasonik olarak kaynaklanan bir ok malzeme eidi vardr. Ekipman ve teknikler daha da gelitirildike, kaynak edilebilir malzeme eidi de artacaktr. Ultrasonik kaynaklama ayrca geni aptaki balant dizaynlarna uygulanabilir. ou durumda zel geometrili malzemeleri kaynak edilebilmek iin sonotrod ularnda ve rs yzeylerinde deiiklik yaplabilir. zel
71
ara kullanm veya yerletirme aygtlar ekipmana ilave edilebilir. Balantdan hi akm gemedii iin, malzemeleri izole etme problemi ortadan kalkar. Kaynak srasnda elektrik akmnn gememesi, kaynak blgesinin ergitilmemesi ve zor temizleme ilemlerine gerek kalmamas, ayrca ok eitli malzemeye uygulanabilmesi bu yntemi mikro elektronik endstride rakipsiz klmtr. Ultrason kayna zellikle ince Al film ile silisyum veya germanyum arasnda balantnn gerekli olduu transistor ve mikro devreler alannda baarl bir birletirme yntemidir. Bu tekniin fazla bir yzey temizlii gerektirmemesi uygulanabilirliini artrmaktadr. Bu yntemle birletirilen alminyum altnn birleme yzeyinde, dier ergitmeli yntemlerde meydana gelen krlgan intermetalik bileikler olumamaktadr. Ateleme tertibatlarnda, ince diren tellerinin (Ni-Cr, WPt, 0,001 in apnda) bakr, demir, fosfor bronzundan yaplm ulara birletirilmesinde paralardan birinin ok ince olmas bir souk birletirme tekniini gerekli klmaktadr. Ultrason kayna burada da baaryla kullanlmaktadr. Ultrason kaynann dier bir uygulamas, g termokupullarn birletirilmeleridir. Ultrason kaynak yntemi ile ambalaj endstrisinde de bir ok paralar birletirilmektedir. rnein; patlayc maddeler, ilalar ve kimyasal maddeler gibi scaktan etkilenecek maddelerin ambalaj kutu kapaklar bu yntemle kaynak edilmektedir. Bu teknik alminyum folyo ekme haddelerinde folyolarn birbirlerine birletirilmelerinde de kullanlmaktadr, bu ekilde 0.00017inten 0.006 in kalnla ve 72 in genilie kadar Al folyolar birletirilmektedir. Ultrason kayna farkl kesitli paralarn birbirleri ile birletirilmesinde de baarl bir ekilde kullanlmaktadr. Kaynaklar gnmzde bu yntemin alminyum folyolardan yaplm peteklerden, uzay gemileri iin gelitirilen nkleer jeneratrlerdeki alminyum ve paslanmaz eliin birletirildiinden de sz etmektedirler. Ultrasonik kaynak e itleri Ultrasonik kaynak yeni bir ilem olmasna ramen, deiik balant konfigirasyonlar retmedeki ok ynlln kabul ettirmitir. Ultrasonik kaynak titreimin durumuna gre u ekilde gruplandrlmtr. a) Nokta kayna Yaklak olarak her konturda dairesel biimde tek tek kaynak noktalarnn, titreimli enerjinin bir sanotrod ve kar bir ene veya di arasnda, basn altnda tutulan ilenecek paralara geici olarak uygulanmasyla yaplan bir ilemdir. U ksm kaynak dzlemine paralel, g uygulama eksenine dikey olarak bir dzlemde titreir. ekil 11.1de nokta kaynak makinesinin ematik grnts verilmitir. U makine de kaynak kafasn yanal ynde titretiren bir transtserden olumutur. Kaynaklanacak paralara bask kuvveti de ayn elaman tarafndan tatbik edilir. Bu tip kaynak makinelerinin kapasitesi snrl olup, transdser inputu 300 w civarndadr. Bu makineler ince folyolarn, ince alminyum tellerin kaynanda kullanlr. Ayrca yanal tahrikli makinelerin dnda ikinci tip nokta kaynak makineleri de vardr ki bunlarda titreim ileri-geri eklinde olup bask sistemleri dier nokta kaynak makinesinde olduu gibidir.
72
karma kolu Kuvvet Kaynak kafas Transdser
Kaynakl balant rs
ekil 11.1 Nokta kaynak makinesi b) Halka kayna lenecek paralarn bir ene yada rs zerinde, kaynak dzlemine paralel bir dzlemde burulma ile ilgili olarak titreyen silindir biiminde bir sonotrad ucu arasnda kenetledii bir ilemdir. Bylece, srekli olarak halka biimde bir kaynatma tek bir kaynak ucu aralyla retilir. Transdser bask koluna teetsel olarak balanmtr ve kol burulma titreimleri yapar. Bu tip makineler 300 ile 2000 w lk bir transdser imputu ile alrlar. Bu tip makinelerde yaklak 6 mm kalnlndaki alminyum levhalar kaynak etmek mmkndr. Kaynak iin bask kuvveti hidrolik bir tertibat ile salanr. ekil 11.2de halka kaynak makinesinin ematik grnts verilmitir.
Normal kuvvet
Transdser Titreim Kaynak kafas paras rs
Hidrolik silindir
ekil 11.2. Halka kaynak makinesi c) Nokta-diki kayna Esas olarak daima birletirilmi bir alann st ste nokta biiminde kaynaklar n birbirlerini izlemesiyle retilen bir ilemdir. Bu tr bir balant noktas genellikle her inte 5-10 kaynak ierir.
73
d) Srekli-diki kayna Tamamen srekli balant noktalarnn, dnen silindir biiminde veya disk ekilli sonotrod ucu ile apraz yatak veya silindir ekilli ene arasnda ilenecek paralarn kenetlenmesiyle yaplan bir birletirmedir. Birletirilecek paralar, dnen u ve aksi ynde dnen ve de apraz olarak kesen bir ene, ya da dnen ucun altndaki kaynatlacak paralar destekleyen rs yata arasnda izilir. Bu dzenlemelerdeki kaynatlacak para ve u arasnda hibir ekilde kayma olu mamaldr. ekil 11.3de srekli diki kaynak makinesi grlmektedir.
Dntrc
Sonotrod
Titreim takm Paralar
Ultrasonik titreim
Kaynak dikii
ekil 11.3. Srekli diki kaynak makinesi e) Alan kayna Srekli-diki kaynaklarnn geniletilmi yzey alanlarnn zerinde, toplam birletirme oluturmak iin st ste getirildii bir birletirmedir. Ultrasonik kaynan btn eitlerinde, kenetleme gc normalde birletirilecek paralarn ara yzeye ait dzlemine uygulanr ve temas eden titreimli blge, yaklak olarak bu dzleme paralel uygulanr. Nokta ve halka kaynaklar tek g aralklaryla yaplr. Nokta-diki kaynaklar, tekrarlanm tek g aralklar gerektirir. Sonotrod genellikle, her kaynaktan sonra hafife geri ekilir. Srekli-diki ve alan kaynanda, sonotrod ucu kaynatlacak para ile srekli olarak temas halindedir ve daima enerji uygulanr. zel bir uygulama iin bu tekniklerden herhangi birinin seilmesi, ncelikle balant noktasnn dizayn zelliklerine baldr.
74
Ultrasonik kaynan avantajlar 1 2 3 4 5 6 7 ok ince paralarn kayna iin kullanlr. Kaynak kesiti yeterli kalnlkta ve salamlkta olur. Ayn veya farkl cins metal ve alamlarnda kullanlr Yksek scaklk ve deformasyon olmakszn kaynak yaplr. Kaynak alan renk fark olarak grnmez. Kaynak ilemi ok ekonomik olarak gerekleir. Tellerin, plakalara lehimlenmesinde rahatlkta kullanlr. Bu ilem elektrik ve elektronik endstrisi iin ok nemlidir. 8 Kaynak srasnda pasta, zel temizleme, scakla gerek yoktur. Transistor birletirmelerde ok nemlidir. 9 Alminyum ve alamlar ile altn, bakr, pirin, zirkonyum, platin, titanyum, nibriyum, magnezyum, paslanmaz elik, molibden, nikel ve benzeri tm metaller bu yntemle kaynaklanabilir. 10 Kaynak sonras herhangi bir temizleme vb. ileme gerek yoktur.
40 mm otomatik boyuna burulma apnda dndrme titreimi kaynak deitirici bal Transdser sistemi
Otomatik tayc sistem
Kaynak paralar
Kaynakl paralar
ekil 11.4. Enlemesine ve boylamasna hareket edebilen otomatik ultrasonik diki kayna
ekil 11.5. Ultrasonik diki kayna yaplm bir soutma gvdesi grnm
75
12. IINLA KAYNAK Ark ergitme kaynanda yzeyde kaynak banyosunun genilii genellikle 5-10 mm arasnda deimektedir. Bu genilik arkta elde edilen snn gerilime, akm iddetine ve kaynak hzna bal olarak 40-80 mm2lik bir alan aralnda dald anlamna gelmektedir. Is, balantya doru aktka, kaynak banyosu karakteristik fincan taba eklindeki profili almaktadr. Kaynak dikiinin oluturulmasnda kkten farkl dier bir yaklam, daha modern bir grup ilemin kullanlmasdr. Bunlardan en nemli : plazma ark, elektron n ve lazer kaynak yntemleridir. 12.1 Plazma In ile Kaynak Plazma terimi iyonlam bir gaz ktlesi anlamna gelmektedir. Bir gaz, pozitif iyonlaryla negatif ykl elektronlarna ayrmaya yeterli ykseklikte bir scakla stldnda plazma oluur. Bu ayrmay oluturmak iin bir enerji gerekir ve kaynakta bu enerji arktan salanr. Ark stununun merkezindeki gaz, oluan scaklklarda ayrr ve plazma yaratr. Bu gaz ark stunundan uzaa doru akarken ntr atomlar oluturmak zere yeniden birleir ve bu srada ortama sis enerjisi salar. zellikle paslanmaz eliklerin kesilmesinde yaygn biimde kullanlan plazma ark, temel olarak TIG ynteminin bir uzants olup, bu yntemde TIG kaynann konik eklindeki ark eitli dzenlemelerle bzlerek ince silindirik hale getirilmitir. Bir plazma ark fleci, ucundaki kk bir delii bulunan meme ile bu memenin merkezindeki tungsten bir elektroddan olumutur. Plazma gaz, bu i ie gemi dairesel meme ile elektrod arasndan geerken hzla delikten dar kar. Ark stunu an eklindedir (ekil 12.1) ve gaz korumas altnda serbeste hareket edebilir. Ark, su soutmal bir bakr meme tarafndan sarl ise daralr ve TIG kaynanda kullanlan tungsten arkndan elde edilen scaklklar 11.000 oC iken, buradaki scaklk 20.000 oC civarna ykselir.
Tungsten elektrod (negatif)
Derin dar anahtar delii S geni kaynak banyosu Ark stunu Ark stunu memedeki delikte daralr
Ark plazma kayna
Geleneksel TIG kayna
ekil 12.1. Plazma ark kayna Plazma daralm ark boyunca harekete zorlanrsa, allagelmi kaynak arklarndan elde edilebilenden ok daha yksek scaklklara ykselir. Bu nedenle plazma gaz hzla genleir ve daralm meme azndan scakl yksek enerjili bir gaz jeti olarak kar. Dier bir deyimle; delik ama iin gerekli olan yksek enerjili bir eit n elde edilmi olur. Bunu kullanarak 3-15 mm kalnlktaki malzemelerde aln kaynan 100-300 A akm iddetiyle bir pasoda gerekletirmek olanakldr. Hzlar TIG kaynanda benzer balantlarda gerekletirilen
76
hzlardan % 40 ila % 80 arasnda daha yksektir. Bu yntem, uygulama aral snrl olduundan geni lde kullanlmamaktadr. Ancak delik amaya zg ok iyi nfuziyetli diki profillerinin stnlnden yararlanan boru kayna teknikleri gelitirilmitir. Plazma ark kayna ksmlar; 1. Kaynak akm reteci 2. Kaynak pensi (torcu) 3. Soutma nitesi (soutma su ile yaplmaktadr) 4. Yksek frekans jeneratr 5. Kontrol nitesi veya sistemi Plazma pensleri doru akmda pozitif veya negatif kutuplara balanarak kullanlabilir. Ayn zamanda bu torlar 500 amperlik akm iddetine dayanacak ekilde yaplmlardr. Torca gelen gaz debisi 28-600 litre/saat arasnda deimektedir. Genellikle torcun ucundan kan koruyucu gaz hzl olarak hareket eder. Bylece evreden gelen hava akm plazma gazna etki etme imkan bulamaz. Birok uygulamada plazma gaz ile koruyucu gaz ayn seilir. Farkl gaz kullanldnda ark kararlln salamak zordur. Plazma kaynanda genellikle redresr tipi kaynak makinesi tercih edilmektedir. Bu olmad taktirde jeneratrler kullanlmaktadr. Ancak transformatr kullanlmas pek mmkn deildir. Baz plazma ark uygulamalarnda darbeli akma gerek duyulabilir. Bu amala invertrler kullanlabilir. Alminyum ve alamlarnn kaynanda kare akml deien kutuplamal kaynak makineleri kullanlr. Bu tr kaynak makineleriyle, zellikle refrakter alminyum oksit filminin krlmasn salayarak kaynan problemsiz ve kaliteli yaplmas salanr. Normalde alminyumun kaynanda doru akm elektrod pozitif kutupta kaynak yaplr. Plazma kaynak yntemi ile kalnlklar 6 mmye kadar olan malzemelerin kayna tek paso ile veya tel kullanlmakszn yaplabilmektedir. ok iyi altrlm aln birletirmelerinde ilave tele gerek yoktur. Birden fazla diki gerektiren birletirmelerde ilave tel kullanlmas zorunludur. Kalnlklar 2,5 mmden fazla olan gerelerin kaynanda krater boluu (anahtar delii) oluturulmas gerekir ki malzemenin btn kesiti kaynak yaplabilsin. Plazma ile 300-400 serisi paslanmaz elikler, yksek dayanml elikler, 7 mm kalnla kadar olan titanyum malzemeler aln alna birletirilebilir. Kalnl 7 mmden fazla olan alminyum paralarda ise kaynak az amak suretiyle kaynak yaplmaldr. Kalnlklar 5 mmye kadar olan 304 serisi paslanmaz elik borularn kayna yaplabilmektedir. Genellikle 6 mmden fazla olan metallerin kaynanda kaynak az almas gerekir. Kaynakta plazma gaznn hznn dk olmas sonucu, yzey gerilimi, ergimi metali kaynak aznda tutar. Dolaysyla burada plazma gaz hz kritik bir byklktr ve sk bir ekilde kontrol altnda tutulmak zorundadr. 0,12 litre/dkdan yksek gaz debileri nerilmez ve bu olduka dk bir deerdir. Kesmede plazma gaznn hz sadece ergiyen metali o blgeden uzaklatracak derecede yksektir. Plazma kayna birok birletirme trlerinde kullanlr. Bunlar, i ve d ke, nokta, aln, dorusal ve dairesel hareketle yaplan birletirme trleridir. Ayrca plazma ark ile kaynak, kesme, rendeleme, oyuk ama, doldurma ve hatta tavlama ilemleri yaplabilir. zellikle oksiasetilen ile kesilemeyen seramikler, alminyum, bakr ve alamlar, paslanmaz elikler plazma ark ile kesilebilirler.
77
Plazma ile Kesme Plazma ile kesme yksek scaklk ve hzn olumasn salayan arkn yardm ile yaplan ileme denir. Ark dar bir boaz meydana getirir. Arkn olumas ile evredeki gazn iyonlamas bir sre zaman gerektirir. Bu sre sonunda oluan plazma gaz stun halinde yksek bir hzla paraya doru akar. Kesme srasnda koruyucu gaz kullanlrsa kesilen yzey kaliteli olur. elik ve dkmlerin kesilmesinde gaza gerek yoktur. Plazma ile elikler, paslanmaz elikler, alminyum, bakr ve alamlar kesilebilmektedir. Plazma ile kesme metodu, iletken metallerin kesiminde kullanlan termal bir kesme metodudur. Kesme, basite, tor iinde akan gaza enerji verilerek ksmen iyonlatrlmas (plazma haline dntrlmesi), oluturulan yksek scaklktaki plazmann da gaz ak etkisi ile nozul azndan pozitif kutup olan malzemeye ynelmesi, malzemeyi ergitmesi ve ergiyen malzemenin akan gazn jet etkisiyle itilerek uzaklatrlmas ile gerekletirilir. Geleneksel plazma sistemleri 20150 mm kalnlk aralnda olan malzemelerin kesiminde yaygn olarak kullanlmaktadr. Gnmz hassas plazma sistemleri ise lazer kesme sistemlerinin alt 1-12 mm malzeme kalnl arasnda ve lazer sistemlerine yakn hassasiyette kesme yapabilmek ynnde gelitirilmektedirler. Plazma ile kesim dk iletme ve yatrm maliyeti, yksek kesme hz, retim hatt uygulamasna ve otomasyona uygunluu, srekli iyiletirilen kesme kalitesi ile sanayide yaygn olarak kullanlmaktadr. Plazma ile kesme metodu vagon sanayi, gemi ina sanayi, i makinalari sektr, basnl kap sanayi gibi imalat sektrlerinde younlukla kullanlmaktadr. Kesme Nasl Balar ? G kaynana gelen bir sinyal ezamanl olarak ak devre gerilimini aar ve tora gaz akn balatr. Sistemde nozul ve malzeme g kaynann pozitif kutbuna, elektrod ise negatif kutbuna baldr. Tayc gaz nozul ve elektrod arasndaki boluktan geerek nozul azndan dar akmaya balar. Bu esnada yksek frekans ateleme devresi, nozul ile elektrod arasnda yksek frekansta arklar oluturur. Tayc gaz bu arklardan gelen enerji ile ksmen iyonize olur. Yksek ak hzndaki gaz, itme etkisi ile bu akm yolunun pozitif kutbunu darya nozuldan malzemeye doru yneltir. Pozitif kutuptaki malzeme ile artk akm devresi tamamlanmtr ve yksek frekans devresi kapanr. Gazn srekli olarak iyonizasyonu (arkn sreklilii) doru akm devresinden gelen enerji ile salanr. Bu ekilde elde edilen plazma metoduna "tanan ark metodu" (transferred arc method) denir. Kesme ilemi plazmann yksek scakl nedeni ile malzemeyi lokal olarak ergitmesi ve yksek ak hzndaki tayc gazn ergimi malzemeyi pskrterek malzemede bir delik amas ile balar. Bu esnada tor tayc sistem ile arkn srekliliini kaybetmeyecek bir hzda hareket ettirilerek kesme ilemi gerekletirilir. Plazma ile kesme ilemi genel olarak tanan ark metodu ile gerekletirilir. Bir dier metot ise "tanmayan ark metodu"dur (non-transferred arc method). Tor teknolojisi farkldr. Plazma ark malzemeye transfer edilmeden nozul ile elektrod arasnda balar ve akan gaz etkisi ile srekliliini kaybetmeyecek ekilde plazma tor ucunda alev eklinde kar. Genel olarak bu metot iletken olmayan malzemelerde kullanlr ve dier plazma ilemlerinde (rnein yzey kaplamada, atk ilemede) kullanlr. Kesmede yaygn olarak kullanlmamasnn nedeni plazma ark younluunun kontrol edilememesidir.
78
12.2 Elektron In ile Kaynak Elektron n kayna (EIK) elektronlarn yksek vakum altnda hzlandrlmalar sonucu kazandklar kinetik enerji kullanlarak gerekletirilen bir kaynak yntemidir. Elektron n kayna younlatrlm ve ynlendirilmi elektron demetinin sahip olduu enerjinin metallerin ergitilerek kaynak edilmesini salayan bir ilemdir. Elektron demetinin sahip olduu kinetik enerjinin kaynak yaplacak paralarn kk bir blgesinde younlat iin, kaynak blgesinde enerji younluu 108 W/cm2 deerine eriebilmektedir. Bu n ile niteden 1 m uzaa alma olana vardr. Bu yntemde kaynak ilemi yksek vakum, dk vakum ve vakumsuz ortamda yaplmaktadr. Kaynak vakumsuz yaplacaksa i paras ile tabanca arasnda 4-6 mm olmal ve kirlenmeyi nlemek amacyla yksek ilerleme hz ve katklardan korunmak iin koruyucu gaz kullanlmaldr. Elektron nlar zel olarak tasarlanm bir kaynak makinesinde (elektron n tabancas) 10-5 Torr deerindeki yksek vakumda retilir. Kaynakta, odaklanm n demeti, vakum altnda k hznn yaklak % 60 kadar hzlandrlarak metal yzeyine arptrlr. Kinetik enerjinin % 99unu metal atomlarn harekete geirerek brakan elektronlar o blgede kaynak ssn olutururlar. Elektron n kayna ile kaynak yaplacak paralar genellikle ilave metal kullanlmakszn birletirilirler ve birletirilecek iki parann arasndaki boluun 10-2 mmden daha fazla olmamas gerekmektedir. Elektron n kaynanda kaynak diki formu dier yntemlere gre farkldr. Bu yntemde, kaynak dikiinin (derinlik/genilik) oran yksektir (25/1). Bu durum kaln paralarn tek pasoda kaynak yaplmasn salad gibi kaynak banyosunun kk olmasna neden olmaktadr. Bunun sonucu kaynak yaplan parann birim uzunluk bana s girdisi dier kaynak yntemlerine gre dktr. Dolaysyla dar kaynak blgesi, daha az distorsiyon ve hatasz kaynak imkan ortaya kmaktadr. Tam youn malzemelerin elektron n kaynanda yksek derinlik/genilik oran kaynak dikiinde gzenek ve kk ksmnda boluk oluumuna neden olmaktadr. T/M paralarda bu durum byk problemlere neden olabilir. Ayrca nlarn odakland blgede yksek scakln etkisiyle alam elemanlarnn buharlamas ortaya kabilir. Bu durum kaynak blgesinde kimyasal kompozisyon farkllklarna neden olacaktr. Elektron n ile kaynak makinas 3 temel elemana sahiptir. (a) Kontroll elektron n oluturan bir tabanca (b) Gerekli pompa ile donatlm bir vakum pompas (c) In balant izgisi boyunca hareket ettiren i parasn tabanca altnda hareket ettiren bir nite Gnmzde, refrakter ve nadir metallerin, yksek scaklk ve korozyona dayankl alamlarn ve eliklerin kaynanda bu yntemin kullanlmasnda byk deneyim kazanlmtr. Bugn elektron n cihazlar byk metal ktklerden, elektronik mikro devrelere kadar tm elemanlarn kaynanda rahatlkla kullanlmaktadr. Yntem zellikle nkleer, havaclk, fze ve otomotiv endstrilerinde yaygn ve avantajl ekilde kullanlmaktadr. Ancak tek ve byk dez avantaj vakum kamaras gerektirmesidir. Elektron n kayna ile, herhangi bir ergitme kayna ile kaynatlmas g olan gereler kaynatlr. Bu kaynak yntemi ile tungsten, molibden, tantalyum, tutya, titanyum, berilyum ve
79
zirkonyum gibi gereler kaynak yaplabilir. Elektron n kaynann dier geni bir kullanma alan da zellikleri birbirinden farkl olan iki veya daha ok malzemelerin birbirlerine kaynatlmasdr. rnein, alminyum, paslanmaz elik ve bakr st ste konularak bu yntem ile kaynatlabilir.
Elektron n Gzlem penceresi Vakum odas paras Kontrol nitesi
Yksek Gerilim nitesi
Hareket nitesi
Vakum pompas
ekil 12.2. Bir elektron n ile kaynak makinesinin temel elemanlar Elektron Tabancas Elektron n ile kaynaktaki ticari donanmlar iinde eitli tipten tabancalar kullanma sunulmutur. Ancak bunlarn hepside televizyon cihazlarnda bulunan termoiyonik valfler ve katod n tplerindeki prensiplere benzer prensiple almaktadr. Elektron menba, elektron akn kontrole yardmc olan, kap eklindeki bir elektroda monte edilmi, stlm bir tungsten flamandr. Anot merkezinde delik bulunan bir disk eklindedir. Anottaki delikten kan elektronlar ayn dorultuda hareket etmezler ve bu nedenle elektron n, tepesi anotta ve taban i paras zerinde olan bir koni eklini almaya alr.
-10 kV DC
220 volt AC Katod
In retici Anot Aklk Vakum pompasna gider Bilgisayar kontroll konumlama sistemi
Odaklama sargs merkezi Paslanmaz elik oda
Flamann projeksiyonlu grnm
ekil 12.3. Elektron n kaynann ematik gsterimi
80
Vakum odas Elektronlar havada gnderilecek olursa, hava iinde mevcut oksijen ve azot atomlar ile arpmalar nedeniyle enerjilerini yitirirler. Inn herhangi bir mesafe katetmesi iin 0,013 ila 1,3 N/mm2 arasndaki basnta vakum iinde almas gerekmektedir. Bu oda i paras ve tabancay alacak byklkte olmaldr. Elektron nlar i paras yzeyine arptnda bir ksm X nlarna dntnden odadaki X nlarnn alanlara zarar vermemesi iin de oda kurun astar ile kaplanmaldr. Elektron n kaynann dier kaynak yntemlerine gre baz stnlkleri mevcuttur. Bunlar: Kaynak edilen parada fiziksel ve metalurjik deimeler yok denecek kadar azdr. Kaynak ilemi yksek hzda, daha dar bir alanda ve yksek nfuziyet elde edecek ekilde yaplmaktadr. Kaynan yapl, fazla iilik gerektirmediinden dardan optik ve otomatik kumanda sistemleri ile ok yakndan kolaylkla kontrol edilebilmektedir. Birleme alan olduka temiz ve yksek kalitededir. Ayrca temizleme ilemine gerek duyulmaz. Kaynak edilen paralarda kaynak ekmesi yok denecek kadar azdr. zellikle birbirinden farkl malzemeler st ste konulmak suretiyle kaynak edilebilir. Dier kaynak yntemleri ile birletirilemeyen malzemeler bu yntem ile birletirilebilmektedir. nemli ve pahal paralarda meydana gelen dar yerlerdeki ok kk atlaklar bu yntem ile kaynak yaplarak onarlabilmektedirler. 12.3. Lazer In Kayna Light amplification by stimulated emmision of radiation kelimelerinin ba harflerinden oluturulan LASER n ile kaynak, kesme ve ileme; konsantre edilmi enerji nlarnn (elektron n, plazma jet vb) kullanlma tekniklerinden bir tanesidir. Allmam kaynak yntemlerinin kullanlmad durumlar iin gelitirilmi bir kaynak yntemidir. Aslnda bir ergitme kaynak yntemi olan lazer kaynanda g younluu, malzeme buharlamadan eriyecek ekilde ayarlanmaldr. Lazer nnn en nemli stnl ok gl olmasdr. Elde edilen lazer n gcnn tepe deeri 1 milyar wattr. Elde edilen n, bir optik mercek yardmyla ok kk bir alana (0,01-0,10 mm apl) younlatrlarak enerji girdisi olarak kullanlabilir.
Rezonatr Yanstc ayna
Koruyucu gaz tp
Lazer n Para
Odaklayc mercek
ekil 12.4 Lazer n kaynak donanm
81
Lazer, elektrik enerjisini elektromanyetik enerjiye eviren eletro-optik bir cihazdr. Teorik olarak ek metal kullanlmadndan yzey hazrl ok nemlidir. Lazer n ile kaynakta vakum ortam ve genellikle koruyucu gaz gerekmeyebilir. Parlak yani yanstmal yzeylerin kaynanda lazer n yzeyden yansdndan, yzeye n emmeyi arttrc boyalar srlmesi gereklidir. ekil 12.4de lazer n kaynak donanm verilmitir. Lazerin birok elde edilmi tr vardr; kaynak ve kesme iin Kat hal lazeri ve gaz (CO2) lazeri kullanlmaktadr. Kat hal lazeri metalsel malzemelerin mikro kaynak ve kesme ilemlerinde, CO2 lazeri ise makro lde kaynak ve kesme ilemlerinde kullanlr. Lazer gnmzde elektronik, saat, hassas ihaz ve tp endstrisi dallarnda yaygn olarak kullanlmakta olup gelien otomasyon teknikleri sayesinde de otomotiv endstrisinde de uygulama alanna girmitir. Basit bir lazerde beyaz k darbeleri YAG kristaline ynlendirilir. YAG, Ytrium Alminyum Garnet kelimelerinin ba harflerinden meydana gelmitir. YAG kristali enerjiyi absorbe eder ve bunu birka mm apndaki tek dalga boylu kzltesi n demetine dntrr. YAG lazerinin k yksek ortalama glerde alma yetenei olmadndan snrldr. Gnmzde kullanlan ticari ekipmanlarda ortalama g 400 Wla snrlandrlmtr ve bunlarla 1 mmlik kaynak nfuziyeti elde edilir. Daha fazla nfuziyetli kaynakta daha ok yksek seviyedeki glerde (15 kWa kadar) srekli alma gerekir. Kaynakta kullanlan yksek gl ticari lazerlerde YAG kristalinin yerini CO2, azot ve helyum gazlarnn karmyla doldurulmu bir tp almaktadr. Lazer kayna, endstriyel gaz (karbondioksit) ve Nd:YAG (kat hal lazeri) eklinde sanayide son yllarda hzla gelien bir uygulama alanna sahiptir. Lazer nn yksek enerji younluuna sahip olmasndan dolay hzl kaynak yapma yetisi ve dolaysyla birim alanda daha dk s girdisine, yksek nfuziyet ve kaynak blgesinde dk arplma riskine ihtimal verir. Bu ilemde, lazer n, kaynak yaplacak malzemeye odaklanr ve herhangi bir dolgu maddesi gerekmeden ilem kendi kendine (otojen olarak) tamamlanr. Kaynak srasnda ilem verimliliini, kaynak kalitesini ve kaynak banyosunu (ergimi metal oksitlenmeden) korumak iin koruyucu gaz (shielding gas) kullanlabilir. Karbondioksit lazer kaynanda genellikle koruyucu gaz olarak Helyum kullanlr, nk helyumun yksek bir iyonlama potansiyeli vardr ve bu da plazma oluumunu azaltarak, nfuziyeti arttrp yksek kaliteli kaynak yaplmasn saar. zel uygulamalarda, koruyucu gazlar karm halinde kullanlrsa daha iyi sonu vermektedir. Lazer kayna ile ayn zellikte veya ayr zellikte olan demir ve demir d malzemeler birletirilebilir. Bu yntem ile genel olarak bakr, nikel, tantal, paslanmaz elik, alminyum, tungsten, elik ve gm gibi malzemeler kaynak edilebilirler. Birletirme ekilleri ise tel-tel, sac-sac ve tel-sac biiminde olabilmektedir. Bu yntemle tellerde olduu gibi aln kayna yannda bindirme, diki kayna da yaplmaktadr. Yaplan birletirmelerin kalitesi, malzemenin z yapsna metalurjik ve mekanik bakmdan uygundur. Lazer Gazlar Endtriyel lazerlerin birounda, lazer nnn oluabilmesi iin zel gazlarn kullanlmas gereklidir. Gazn kalitesi ve seimi, lazerin gvenilirliini ve ilemin verimliliini dorudan etkiler. Lazer gazlar genellikle, yksek saflkta zel gazlardr. Lazer gazlar, makinaya ya ayr ayr tplerde ya da nceden belli oranlarda kartrlm olarak verilir. Bu n kartrma ya da gazlarn ayr tplerde verilmesindeki ilem parametreleri (gaz debisi, basn safl vb) her lazer
82
makinas reticisi tarafndan belirlenir ve o artlarda makinaya verilir. Aadaki izelgede en ok kullanlan endstriyel lazer trleri belirtilmitir. izelge 12. 1. En ok kullanlan endstriyel lazer trleri
KARBONDiOKSiT LAZER* Nd: YAG LAZER
Karbondioksit Azot Helyum Lazeri oluturan ortam kat olduu iin gaz kullanlmaz.
EXCIMER LAZER **
Halojen (HCL ya da F2), Asal (Argon, Kripton, Zenon) gazlar kullanlr. Helyum ya da Neon tampon gazdr.
(BOS A.)*** Ticari ismi
*Baz lazer gazlar 4 ya da 5 bileen ierebilir (Ortama, CO2, N2 ve Helyumun dnda CO, H2 ve Neon eklenebilir) **Gaz karm lazerin dalga boyunu belirler (rnek: KrF - 228 nm. dir)
lem Gazlar (Assist Gazlar) lem gazlar, lazer nnn malzeme ile tepkimeye girdii noktalarda kullanlr. Gazn seimi ve kalitesi, ilem kalitesini ve verimliliini nemli lde etkiler. Doru gazn seiminin ne kadar nemli olduu, iki farkl rnekle aklanabilir: Siyah (dk alaml ) eliin kesilmesinde kullanlan oksijenin saflnn % 0,2 artmas, kesme hznda %10'luk bir art saar. Paslanmaz eliin, azot ile kesilmesinde, gaz safl, temizlii ve dzgn bir kesme yzeyi saar. Ancak, azot gazndaki oksijen seviyesi 50 ppm dahi olsa, kesme yzeyinde oksitlenmeler grlr.
izelge 12.2. Gazlarn kullanm yerleri
GAZLAR KARBONDOKST LAZER Nd:YAG LAZER EXCIMER LAZER
Oksijen Azot Helyum Argon
Kesme Kesme Kesme Kesme
Kesme Kesme Kaynak
Koruyucu Inn yolunu dzenleyen
a) Nd:YAG-lazer
Fiber
b) CO2 - lazer
Odaklama mercei Optik u
Laze n
Odaklama mercei
plazma Kaynak metali
Yardmc gaz
paras Ergime havuzu
Kaynak hz
Anahtar delii
ekil 12.5. Lazer n kaynak prensibi
83
Lazer kayna bir ok adan elektron n kayna ile benzerlik gsterir. In para yzeyine arptnda kinetik enerji salnr ve bir kaynak banyosu oluur. Elektronik endstrisinde nokta kayna iin zellikle tellerin dz yzeylere birletirilmesinde ve kenar birletirmelerinin salamlatrlmasnda dk gte lazerler kullanlmaktadr. Elektron n kaynann tersine lazer n havada kolaylkla havada hareket ettiinden bir vakum odas gerektirmez. Burada ergimi metal TIG kaynanda olduu gibi helyum veya argon gaz ile korunmaldr Lazer kaynann kullanld yerler: Kaynak alanndaki snmann ok kk olmas istenen yerlerde, Souma srasnda metalurjik yapnn deiiklie uramamas gereken yerlerde, Kaynatlmas zor olan gerelerin birletirilmesinde, Birletirme yerinde herhangi bir iz, bere ve deformasyon olmasnn istenmedii yerlerde, ok kk (ine ucu kadar) alanlarn nokta kayna gibi birletirilmelerinde, Kimya endstrisinde vb. alanlarda, tpta, askeri aratrma ve retimlerde.
Lazer ile Kesme Lazer nlarndaki yksek hz ve kinetik enerji kolaylkla delme ve kesme yapabilmektedir. Kesme seramik dahil her tr malzeme kesiminde kullanlabilir. Kesme srasnda herhangi bir ergime ortam meydana gelmedii gibi s da olumaz. Bylece kesme blgesinde fiziksel ve kimyasal fark grlmez.
84
13. YKSEK FREKANS KAYNAI Yksek Frekans Kayna elektrik direncinden doan yksek scaklk ile i paras hareket ederken uygulanan birletirme (yma) kuvvetinin etkisi ile metal rnlerinin birletirilmesi ilemidir. Yksek frekans akmnn metal malzemelerin kayna iin scaklndan faydalanmasnda iki yntem kullanlr, bunlar; yksek frekans diren kayna (HFRW) ve yksek frekans indiksiyon kayna (HFIW) dr. Bazen indiksiyon diren kayna olarak da isimlendirilir. Kaynak blgesindeki scaklk ve kaynak sonular itibariyle esasen her iki yntemde birbirinin aynsdr. HFRW ynteminde, i paras ile elektrik konta arasnda iletilen akm fiziksel olarak i parasna temas eder. HFIW ile akm i parasna dardan balanan bir indiksiyon bobini vastasyla meydana getirilir. Elektrik konta ile i paras arasnda fiziksel bir temas yoktur. Bilinen diren kaynak yntemlerinde 60Hz alternatif akm veya doru akm kullanlr. Metalin snmas iin rezistansda yksek akmlar gereklidir ve byk paralara elektrik balants yapldnda kaynak blgesinin evresinin kapal olmas gereklidir. Voltaj derken kaynak nfuziyeti der ve bir elektrotton paraya dk diren akm ile hareket boyunca bir iz meydana getirir. Ak m n etkili olarak derinli ine nfuz etmesi, ma netik uygunlu una baldr. Daha dk amperlerde kaynak scakln ayarlamak, bilinen rezistans kaynaklarna gre daha fazla bilgi ve maharet ister. Kaynak blgesindeki akmn younlamas HFRW'de para zerindeki elektrik kontaklarnn konumunun veya HFIWdeki indiksiyon bobinin konumuna ve dizaynnn kontrolne baldr. Yksek frekans ak m n n metal zerinde gei i sresince metalin direncinden dolay zerinde kaynak ilemi iin emniyetli bir scaklk meydana getirir. Yksek frekans kaynann dier faktrlerden daha fazla bu yn ok nemlidir. Kaynak hz ve kaynak nfuziyeti metalin tipine ve balant kalnlna baldr. Baz bronz tiplerinin kayna haricinde flaks yani dekapan kullanlmaz. Titanyum benzeri malzemelerin kaynanda kaynak yaplrken oksijen ve Nitrojen hzl bir ekilde tepkimeye girerek bir atl gaz meydana getirir. Bu gazdan etkilenmemek iin kaynak blgesinde bir koruyucu gaz perdesine ihtiya vardr. Karbonlu eliklerin ve birok dier alaml eliklerin kaynanda ounlukla kaynak blgesinin zerine soutucu su veya soutucu ya aktlr. Boru ve etli boru imalat gibi, ok yksek retim uygulamalar iin ekilerek retim yksek kaynak h zlar nda yapmak mmkndr. Basit yksek frekans kayna uygulamalar ekil 13.1de gsterilmitir. Yksek frekans kaynanda nemli bir sorun yksek kaynak scakl nedeniyle birleme blgesindeki (erime blgesi) C-miktarnn ana malzemeye gre % 30 civarnda azalmasdr (karbonsuzlama). Bu nedenle birleme izgisi metalografik muayenelerde parlak ve beyaz bir grnt verir. Dikili boru retiminde olduka nemli bir yer tutan yksek frekans kayna eliklerin kaynanda kaynak sonras nemli mikroyapsal problemlere neden olmaktadr. zellikle karbonsuzlam blge kaynak sonras giderilmesi gereken bir mikroyapsal hatadr. Bu nedenle bu tip bir retim sonrasnda genellikle bir normalizasyon sl ilemine gerek duyulmaktadr. Isl ilem srasnda uygulanan scaklklar ve tutma srelerinin iyi ayarlanmas gerekir; bylece
85
dekarbrize blge iyiletirilirken tane irilemesi dolaysyla gevreklie yol almamaldr. Bu nedenle simulasyon frn, ncelikle almann gayesine uygun olarak sl ilem frnlarna ve katlama proseslerine ynelik olarak kullanlabilecek ekilde geni bir scaklk gradyenine sahip olacak ekilde tasarlanp imal edilmitir. Srekli diki kaynaklar
HF ndksiyon bobini HF
HF Boru aln diki kayna Boru aln diki kayna Boru ezme diki kayna
HF HF
Lama aln kayna HF
T birletirme kayna
HF
Helezoni boru kayna
nce helezoni boru kayna
Snrl uzunluk kaynaklar
ndksiyon bobini ndksiyon bobini HF Boru aln kayna HF HF Kenar kayna
ekil 13.1. Basit yksek frekans kaynak eitleri
86
Yksek Frekans Diren Kayna Yksek frekans diki kayna eittir. Bunlar: a) Srekli diki kayna b) Snrl uzunluktaki sabit kaynak c) Eritme kayna olarak eittir. a) Srekli diki kayna Bu yntem genel olarak srekli diki gerektiren uzun paralarn kaynanda kullanlr. Yaklak 400 KHz'lik yksek frekans akm bir ift kontakt vastasyla i parasna verilir. Metalin akma gsterdii direnten dolay kenarlarda ok az bir derinlikte snma meydana gelir. Kaynak hz ve basn deeri iki kenardaki kaynak scaklna gre ayarlanr. Tepe noktasnda basn silindirleri yardmyla snm olan kenarlar birbirine birletirilerek kaynak yaplr (ekil 13.2).
Kaynak noktas Kaynak dikii
Basn makaralar
Akm Elektrik konta V as 4-70
ru Bo keti e r ha
ekil 13.2. Yksek frekans diren kayna ile bir borunun birletirilmesi
b) Snrl uzunluktaki sabit para kayna Bu yntem teknik olarak iki parann birletirilmesinde kullanlan bir yntemdir. Birletirilecek paralar aln alna getirilip kaynak yaplacak blgeden yksek frekans akm geirilmektedir. Para kalnlna gre ayarlanan yksek frekans akmnn btn yzeyde niform dalmas salanarak dzgn bir scaklk meydana getirilir ve basn uygulanarak uygun birletirme yaplr. Kk ebatlarn birletirilmesinde dzgn bir kaynak verimi ve yksek retim elde edilir (ekil 13.3).
87
YF gc Yaknlk kondaktr ubuk
Basn
Basn
Akm yolu
Aln birletirme
ekil 13.3 Yksek frekans diren kayna ile aln birletirme c) Ergitme Kayna Ergitme kayna; genellikle bir saniyenin altnda bir srede kontaklar ve metal paralar arasndan yksek frekansl akmn eriyik yapmas ile yaplr. Sv hale gelen metal kendi aralarnda birbirleri ile kaynamaktadr. Endstride bu ksa srede retim elektrik motorlarnn rotor ve stator sarglarnn birletirilmesinde kullanlr. Bir araya getirilen tabakalar dar bir blgede noktasal olarak balanan kontaklarn zerinde yksek frekansl akm geirilerek bu tabakalarn bir tr nokta kayna yaplmaktadr (ekil 13.4).
Skma mengenesi Sac yapraklar
Kontak
Yaknlk kondaktr
Ergimi kaynak Kontak
YF
ekil 13.4. Yksek frekans diren kayna ile lamellerin ergitme kayna ile birletirilmesi Yksek Frekans ndksiyon Kayna a) Yksek frekans indksiyon akm ile boru diki kayna Bu yntemde yksek frekans diren kaynanda olduu gibi para kesitlerinden manyetik akm geirilerek parann birletirilmesini salanmaktadr. Bu yntemin Yksek frekans diren kaynandan fark elektrik kontaklarnn olmay ve herhangi bir fiziksel temasn bulunmamasdr. Yksek frekansl akm indksiyon bobininden geirilerek boru etrafnda bir manyetik alan meydana getirir. Bu manyetik alan para yzeyinden getii zaman kenar ksmlarda (keskin ksmlarda) snmaya sebep olur. Boru belli bir ynde hareket ettirilerek V
88
eklindeki ak kenarlarn bask silindirleri yardmyla aln alna bastrlarak birlemesi salanr.Bu yntemin stnl, kk borulara uygulanmasnn kolayl ve para yzeyine kontakt temas olmad iin tehlikesinin daha az olmasdr. Katot temas olmadndan katot anmas da sz konusu olmaz. Ayrca snma miktar devaml sabit kalmakta ve parann hz daha kolay ayarlanmaktadr (ekil 13.5).
Basn makaralar
Kaynak noktas
Kaynak dikii
Akm V V as 4-70 Boru gidi yn Engelleyici Istma bobini
ekil 13.5. Yksek frekans indksiyon kayna ile bir borunun birletirilmesi
b) i bo paralarn aln kayna Bu yntemde boru veya dier geometrik kesitli ii bo malzemelerin ekleme kenarlarnn evresinde yksek frekans indksiyon bobini iinde akmn dolatrlmas ile diren scakl her iki parada ok abuk oluur. Kaynak sresi 10-60 sn gibi ksa bir sre olup 10 mm kalnla kadar yksek basnl kazanlar iin kullanlabilmektedir. Genellikle 1-3 in (25,4-76,2 mm) aplara kadar boru ve tp malzemeler kaynak yaplabilmektedir (ekil 13.6).
ndksiyon bobini Sipiral boru
YF Boru ucu
ekil 13.6. Yksek frekans kayna ile ii bo paralarn aln kayna. c) Manyetik darbe ile kaynak Yksek frekans indksiyon kaynann dier bir kullanm alan manyetik darbe kuvveti ile iki parann birbirine kaynak edilmesidir. Bu uygulamada genelde bindirme pozisyonunda kaynak yaplmaktadr. Kaynak ileminde nce kaynak yaplacak paralar birbiri zerine bindirilir. Son kaynak scaklna getirmek iin byk akm kapasitrnden bir anda indksiyon akm boaltlr
89
ve birleme yerinin evresi indksiyon alan ile kaplanr. Bu akm darbesi 10 KA ile 150 KA arasnda olup yaklak 50 mikro saniye srer. ndktans akmnn bu hzl ykselip, dmesi dtaki i paras zerinde akp bobin tarafndan ynlendirilerek kar tarafa akar. Bu akmlar ok yksek bir manyetik kuvvet oluturarak iteki paray dierine adeta pskrterek molekler olarak kaynak yaplr. Bu yntem ile elik-elik, bakr-alminyum gibi ayn ve farkl malzemeler birbirleriyle kaynak yaplabilmektedir. Yksek frekans kaynann Avantajlar a. b. c. d. e. Isnn tesiri altnda kalan blgenin ok dar olmas Yksek frekans diren kaynanda akmlar sadece metal yzeyine yakn ynlendirmek yeterlidir. Akm boyunca dar bir scak bant oluur. Bundan dolay dar bir sahada ilemi yaplr. Kaynak blgesinden dar hibir metal eriyii dklmez. Baz alamlarn metalurjik zelliklerinden dolay kaynak blgelerinde dar bir alanda metal zellii bozulmadan kaynak yaplabilmesi bir avantaj oluturur. ok ince paralarn kaynanda bile uygundur (0,70 mm)
Yksek frekans kaynann Dezavantajlar a. parasn stmak iin enerji giri sistemi hatlarnda % 60 enerji bir anda ekilir. Bu ani dalgalanmalar sisteme zarar verir. b. Malzeme birletirme ksmndan scaklk blgesini snrlandrmak iin tam retim hattna ihtiya vardr.
90
14. CURUFALTI (ELEKTROSLAG) KAYNAI Elektroslag kayna ynteminde, erimi curuf ierisinden geen elektrik akmna kar gsterilen diren neticesinde bir s meydana gelir. Bu s ile, hem curuf eriyik halde tutulur, hem dolgu metali (elektrot) ergitilir. Hem de birletirilecek ana parann birleme kenarlar ergitilerek kaynak ilemi yaplr. Kaynak banyosu, bu eriyik curuf vastasyla korunur. Eriyik curuf, birletirme kesiti boyunca kaynak banyosu ile birlikte hareket eder. Sv curuf, i paras ve elektrot arasndan elektrik akm geerken, curufun akma kar gsterdii diren neticesinde ortaya kan s ile sv halde muhafaza edilir. Birletirme, kalnlk ne olursa olsun genellikle tek pasoda tamamlanr. Kaln paralara ok paso ile birletirmeler yaplrken tek bir pasoda ayn ii yapma arzusu geliti. Bu arzu dorultusunda 1900lardan nce grafit modeller kullanlarak, dikey plakalar arasndaki bir bolua, grafit elektrotlar tarafndan oluturulan ergimi metal yerletirmek suretiyle birletirme ilemleri yaplyordu. Grafit modeller, yerini bakr veya seramik modellere braktlar. Daha sonra allagelmi kaynak arklar, gaz torlar veya termit karmlar, birletirme ilemi iin gerekli olan yksek sy elde etmek iin gelitirilmilerdir. Daha sonralar metalurjistler, erimi metallerin yzeyinde snn miktarn kontrol etmek iin kullanlan elektriksel iletkenlie sahip curuflar kefettiler. 1950nin ilk yllarnda, Paton Institute of Electrik Weldingdeki Rus bilim adamlar, dikey pozisyondaki kaynaklar, tek pasoda iletken bir curuf kullanarak yaptklarn akladlar. Amerikada ise ilk Elektroslag nitesi 1959 yllarnda imal edilmitir. Elektroslag Kaynann alma Prensibi Kaynatlacak levhalarn aras su ile soutulan bakr pabular ile kapatlarak kaynak ilemi iin dikdrtgen boluk meydana getirilir. Kesiciden kan yzeyler pabular arasna konarak direkt olarak kaynatlrlar. Balama ve bitim noktalarna altlk ve balang ve biti plakalar eklenir. Cruf banyosunun derinlii 30~50 mm arasndadr. 100 kg kaynak metali iin yaklak 5 kg toza ihtiya vardr. zl elektrodlar kullanldnda cruf iin toza ihtiya yoktur. Gerekli toz telin znden elde edilir. ekil 14.1de yntemin ematik resmi grnmektedir.
Kaynak banyosunu gstermek iin levha kesilmi
Elektrod
Su soutmal Bakr pabular
Aralktaki kaynak metali
Tamamlanm kaynak
Bakr pabucun yzeyi
ekil 14.1. Elektroslag metodunun ematik grn.
91
Birletirilecek levhalar kt aln kaynak az biiminde az aral 25-30 mm olacak ekilde dik olarak yerletirilir. Levhalar altna bakr altlk konur ve azlarn her iki taraf su soutmal bakr kayar bloklar ile kapatlr. Elektrod bir kangaldan salarak srekli beslenir. Bakr altlk zerine bir miktar kaynak tozu dklr. Kaynak ilemi arkn toz ve tel elektrodu ergitmesi ile balar. Kapal az iindeki tozun ergimesi ile curuf banyosu oluur olumaz curufun elektrik direnci arkn elektrik direncinden daha yksek olduundan ark sner ve ark akm curuf zerinden akmaya devam eder. Bu diren, hem sv curufun ssn korur, hem de elektrodun ve i parasnn ergimesini salar. Bu ekilde kaynak ilemi balam olur. 2000 oC s elde edilir ve yan bakr bloklar yukarya doru hareket eder. Curuf banyosunun scakl, ana metal ve dolgu metalinin ergime scakln gemelidir. paras yzeyleri arasnda eriyen curuf ierisine, elektrot daldrlr. Ergiyen ana metal ve dolgu metali curuf altnda toplanr ve model ekline gre biimlenerek katlar. Ergime olduka, elektrot da klr. Derin bir curuf banyosu oluturmak ve ana malzemeyi ergitmek iin en iyi durum, kaynak ekseninin dikey pozisyonda olmasdr. Elektroslag kayna yatay pozisyonlara daha az elverilidir. Genellikle olaanst hallerin dnda yatay kaynak yntemine mracaat edilmez. Elektroslag kayna iindeki curufun ana fonksiyonu, termik enerji iinde elektrik dnmn salamaktr. Dolaysyla curufun en nemli zellii elektriksel iletkenliidir. Eriyen curufun iletkenlii scakln art ile oalr ve belirli bir curuf scaklnn altnda, zellikle iletkensizlik olur. Curuflarda, TiO2nin bulunmasna nem verilmelidir. TiO2 oda scaklnda kat ierisinde bile mkemmel iletkendir. Tozalt kaynandan farkllk gsteren zellikleri ise; Elektroslag kaynanda hemen hemen tm elektrik enerjisi curuf banyosu ierisinden gemesidir. Yntemin kararll, sabit bir curuf banyosu scaklna bal olmas ve s alma, s kaybetme arasndaki dengedir. Dk scaklklarda, s transfer erisi daima s oluumu erisi stnde uzanr. nk evre ortalamasnn zerindeki tm scaklk yerlerinde s transferi olur. Curuf iindeki birka nemli s geliimi yaklak 1000Cdeki bir scaklkta balar. Is transfer erisinin ekli, kaynak boluunun geometrik apna; zellikle curuf banyosu yzeyine; souma tertibatlar, ana metal ve curuf arasndaki s transfer katsaylarna; curuf banyosunun derinliine ve eriyen ana metalin tipine; buharlaabilen curuf elemanlarn buharlatrmak iin sarf edilen gce, kaynak blgesini besleyen dolgu malzemesi miktarna vs. baldr. Elektroslag kaynandan kullanlan curufun balca zellii, yksek bir buharlama noktasnn olmas ve yksek scaklklarda gaz oluturmamasdr. Scaklk artndan ortaya kan fazla enerji, banyo scaklnn mkemmel bir ekilde dzenlenmesine tesir edecektir. Elektroslag kaynandan ortaya kan zorluklardan birisi de, curuf banyosunun serbest yzeyi ve elektrot arasnda bir ark k meydana gelmesidir. ok daha sk olan kaynak banyosu ve elektrot arasndaki curuf banyosunun bykldr. Bu ekilde oluan banyo dzgn deildir ve Elektroslag kaynanda, kaynak hatalarnn olumasna neden olabilir. rnek olarak vermek gerekirse; derin bir curuf banyosu, AC akm, dk ak devre gerilimi ve dk denge zellikli curuflar. Ark kn nlemek ve sabit bir Elektroslag yntemi elde edebilmek iin bu durumlar yerine getirmek gerekir. Curuf banyosunu dzeltmek iin, banyo s iken olduka dzgn bir ark kna ihtiya vardr ve banyo derinlii dzgn bir ekilde hzlca artmaldr. Kk apl elektrot kullanmakla bu etki oluturulabilir. Ayrca yzeyler aras akln arttrlmasyla veya kaynak transformatrnn yksz gerilimini dzenli deitirme ile de salanabilir. Kaynak az aklnn art ekonomik adan pratik deildir.
92
Kalsiyum florr esasna dayanan yksek iletkenli curuflarda, Elektroslag yntemindeki arkn deimesi iin gerekli olan zaman olduka azalr. Ana metal yzeylerinin kaynak banyosu yzeyinden olduka yksek bir seviyede ergimeye balad durumlarda, havuz zerine en yakn yzeyler ergime noktasnn altnda souyabilir. Fiziksel olarak bilindii gibi tam bir erime meydana gelmez. Ergimeyip olduu gibi kalan yzeyler ile ergime eksiklii kartrlmamaldr. Ergime yetersizliinde yzeyler ergir fakat kaynak metali ile beraber ergimezler. Kaynak gerilimi ok yksek olduu zaman ergime yetersizlii meydana gelir. Curuf banyosu ok derin olduu zaman veya curuflarn scakla gre iletkenlikviskozite oran ok dar olduu zaman da ergime yetersizlii meydana gelir. Curuf ierisinde oluan scakln en byk ksm dolgu metali ile banyoya aktarlr. Tm ssal enerji banyo yzeyinden ana metale nakledilir. Elektroslag kayna, kaynak tozlar tabakas altnda elektrik ark ile balayan Tozalt kaynak yntemine ok benzer. Scak ergimi curuf, yeterli bir kalnla ular ulamaz tm ark faaliyeti durur. letken curuf vastasyla elektrottan i paras kenarlarna akm geer. te bu noktada ilem tamamen Elektroslag kaynadr. Sv curufun akma kar gsterdii direnle oluan s, elektrodu ve i paras kenarlarn eritir. Ark mevcut deildir, kaynak faaliyeti sessiz ve srama yoktur. Elektrottan ergiyen metal ile ergiyen i parasnn kenarlar curuf altndaki bir kaynak banyosunda toplanarak, kaynak ekli, biiminde yavaa katlar. Elektroslag kayna ile salnml ve ok elektrodlu kaynaklar yaplarak dolgu oran arttrlabilir. Salnmsz ekilde 1 elektrod ile 63 mmye, salnml 1 elektrod ile 130 mmye, salnml 2 elektrod ile 300 mmye ve salnml 3 elektrod ile 450 mmye kadar levhalar kaynak edilebilir. Paralar kaln olduundan distorsiyon problemi de yoktur. Elektroslag Kaynann Avantajlar Elektroslag kayna kaln metalleri kaynatmak iin zel olarak gelitirilmi bir yntemdir. Bu bakmdan en yakn rakibi olan tozalt kayna ile karlatrldnda Elektroslag kaynak ynteminin avantajlar aadaki gibidir. 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. Elektroslag kaynann metal yma (depozito) oran dier btn kaynak yntemlerinden yksektir. Erimi curuf ierisinden elektrik akm geirilerek oluturulan s, curufun elektrik akmna gsterdii dirence paralel olarak artar. Dolaysyla yksek s sayesinde kaln paralarn kaynann yaplmasnda kullanlr. Dk souma oranlarna sahip oluu iin ok kaln paralarda bile n stmaya gerek yoktur. Is kayb ok dktr. Is, kaynak banyosuna doru akar. Dolaysyla daha verimli ve daha kararl bir kaynak banyosu elde edilir. Srama olay olmad iin, elektrot metali transferi % 100dr. Toz sarfiyat ise, telin yaklak % 5i kadardr. Pasolar aras temizlie gerek yoktur. Dikey pozisyonda kaynak yapabilme imkann salar. Kaynak sresince, kaln paralarda s dalm niform olduu iin Elektroslag kaynanda hemen hemen hi distorsiyon olmaz. Kaynak ileminde, nufuziyet derinlii olduka fazladr. Birletirme hazrl kolay, yzey oksitleri kayna fazla etkilemez. Kaynak az amadan birletirme imkan salar. Hatta levhasal elektrot kullanlarak, tek pasolu kaynak ilemi tamamlanabilir.
93
11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22.
Bu yntem, zel maksatl dkmlerin kullanmna da elverilidir. ok pasolu kaynak ilemini, otomatik olarak yapma imkan salar. Elektroslag kaynayla, imal edilen byk paralarda metal tasarrufu, talal imalata nazaran daha azdr. Byk paralarn imaline imkan vermeyen imal usulleri durumunda, Elektroslag kaynayla yapmak mmkn olur. Uzun sre kaynak metali ergiyik kald iin gazlar ve curuf kaynak metalini terk eder ve kaynak kalitesi artar. Birletirme yerleri daha ucuza hazrlanr. Randman yksek olup, levha kalnlyla artar. Curuf tabakas ince olduu iin kaldrmas ok kolaydr. Kaynak makinalar hafif ve pratik imal edilebileceinden bir sonraki kayna yapmak iin tamak olduka kolaydr. Kaynak makinalar hem AC, hem de DC akmda kullanlabilir. Issal randmanlar karlatrldnda % 80 Elektroslag kayna % 60 Tozalt kayna ve % 25 elektrik ark kayna olarak belirlenir. Kalifiye eleman ihtiyac azdr.
Elektroslag Kaynann Dezavantajlar Elektroslag kaynann dezavantajlarn aadaki gibi sralayabiliriz. 1. Ar ykseklikteki s girdisi ve bunun sonucunda ok dk souma hz ters metarulujik reaksiyonlar beraberinde getirir. Bu unlar ortaya karr; 2. 3. 4. 5. 6. 7. Kaynakta anizotropik metarulujik zelikleri olan kaba bir yap Segregasyonlara bal olarak katlama annda scak atlaklar meydana gelir. Is tesiri altndaki (ITAB) iri taneli blge ana malzemeye gre daha krlgandr.
Baz sya hassas malzemeler Elektroslag kaynanda bulunan yksek s girdisi yznden kaynak edilemezler. 19 mm den (4/3 inlik) daha ince malzemelerde Elektroslag kayna uygun deildir. Birletirme dikey veya dikeye yakn bir pozisyonda olmaldr. Elektroslag kaynanda aralk doldurma oran (38 mmde) nispeten ince plakalarn kaynaklanmasnda en yakn rakibi olan toz alt kaynandan daha dktr. Kaynak baladnda sonuna kadar devam ettirilmelidir. nk her kesintide duraklanan alanda kaynak hatalarna sebep olabilir. Elektroslag kaynak metodunda kaynan tamiri alternatif bir kaynak metodu ile yaplabilir.
94
15. TERMT KAYNAI Alminotermik kaynak ilemi olarak da adlandrlan bu yntem, DIN 1910'a gre fzyon (ergitmeli) kaynak ilemleri arasnda saylmaktadr. Kaynak edilecek raylarn ular belirlenen mesafelerde olmak zere maadan yaplm bir kalp ierisine alnr. Kaynak blgesi hem kaynak ilemi iin hem de ray malzemesi iin uygun bir n stmaya tabi tutulur. Alminyumun indirgeyici etkisi ile elde edilen sv elik bir kalp ierisine aadaki reaksiyonun olumas sonucu doldurulur. 1 kg toz karmdan yaklak olarak 525 gr ergimi demirtozu ile 475 gr curuf elde edilir. Metal oksit+Alminyum Metal+Alminyum oksit+ s rnek: (Fe2O3 + 2A1 2Fe + A12O3 + s) Bu ilem alminyumu redkleyici olarak kullanmak suretiyle ar metal oksitlerinin indirgenmesi olarak da tarif edilmitir. Reaksiyon kuvvetli bir ekzotermik reaksiyondur ve sonunda ok miktarda s aa kar. Alminyumun oksijene kar olan ilgisi byktr ve alminyumun oluum entalpisi dier bir ok ar metal oksidin entalpisinden yksek olduu iin zellikle redkleyici maytabn atelenmesiyle balatlr. Alminyum oksijen ile reaksiyona girer ve alminay (Al2O3) oluturur. Metal oksitten metal ayrlr. Reaksiyon esnasnda ortaya kan s 2400C ye ular bu durumda hem metal hem de Al2O3 crufu sv ve ok yksek scaklktadr. Eer doru miktarda ve boyutlarda termit tozu kullanlm ise sv metal reaksiyon haznesinin altnda cruf ise onun zerinde yer alr (ekil 15.1).
Termit reaksiyonundan ar scak elik
Curuf Pota Tapa aparat Kalp
Curuf Kaynak
(1)
(2)
(3)
ekil 15.1. Termit kayna: (1) Termitin tututurulmas; (2) potann dklmesi, ar snm metal kalba akar; (3) metal, kaynakl balanty oluturmak zere katlar. Byle bir termik reaksiyon sonucu elde edilen demir ok yumuak olur. Pratik olarak bu metali kaynak yerinde kullanmak doru olmaz. Bu nedenle termik karmna alam elementleri katlarak termit eliinin anma direnci kaynak edilecek ray ile ayn seviyeye getirilmeye allr. Bugn genel kullanmda olan termit kaynak ilemi nceden haz rlanm kal plarda ve h zl n s tma uygulamak suretiyle gerekletirilmektedir. Bu nedenle alminotermik reaksiyon ok yksek scaklkta nispeten kk miktarlarda metal elde etmek iin ideal bir ilemdir. Kaynak edilecek ray ile ayn kimyasal zelliklere sahip olmas iin termit karmna C. Mn. bazen Cr, Ni, V TiC katlabilir. Termit karm (Metal Oksit+Alminyum) Goldschmidt tarafndan THERMIT olarak isimlendirilmitir. Alminotermik kaynak ilemde kullanlan karmn boyut dalm reaksiyon sonucunda oluan elik ierisinde bir miktar Al bulunmas iin ok sk bir ekilde kontrol
95
edilmelidir. Eriyik ierisindeki alminyumun az olmas, alam elementinin kazanmn azaltr ki bu elementler kendileri demir oksidi redkleyici gibi davranabilirler. Yine eer alminyum az ise dk ergime noktasna sahip cruf teekkl edilebilir. Bu ise tane snrlarna girerek stenitik blgede scak krlmalara sebep olabilir. Tersine olarak Alminyum seviyesi elikte 0.7 % 'nin zerinde olmas istenilmez. Bunun nedeni bu miktarn zerinde olan alminyum katlamada kendi kristalleme durumu deitiremez. Bu ise geni tanelerin olumasna sebep olur byle bir yap ise sert ve krlgandr. Alminotermik kaynak ilemi neticesinde elde edilen elik karmn meydana getiren malzemeler titiz bir ekilde hazrland iin S, P ve dier kalntlar dk miktarda olur. Termik kayna deiik ekillerde yaplabilir. Tam n stma kayna: Burada kaynak ilemi ncesi rayn iki ucu 800 C-1000 C'ye kadar n s tma yapl r. n s tma i lemi oksijen ve asetilen gaz kullanlarak zel dizayn edilmi bir stc ile rayn kesitine bal olarak 4-8 dakika srer. Reaksiyon ise 22-30 saniyede sona erer. Katlama, kalp skme ve kapak kaldrma ise 8-10 dakikada biter. Ksa n stma kayna: Bo ular rayn kesitine bal olmakszn 1.5 dakikada stlr. Burada ray taban 650 C ye stlm olur. Yine oksijen ve asetilen ile stma ilemi yaplr. Reaksiyon 22-30 saniye srer. n tavlamasz (n tavlamadan kanmak iin gelitirilmi bu yntem) yntemde ray ular zel olarak hazrlanm potal kalp sistemi iine alnrlar. Bu ekilde ergimi metalin bir blm pota kalp sistemindeki n tavlama kamarasna aktlr ve ray ularnn n tavlamas salanr. Daha sonra ergimi metalin tamam raylar arasndaki bolua aktlarak kaynak ilemi gerekletirilir (ekil 15.2). Termit elik tane boyutu ASTM 3 olarak kaba taneli perlit olarak katlar. Isdan etkilenen blgede de kaba taneli yap grlr. Merkezden 50-60 mm uzakta ise ince taneli yap grlr. Termit kayna uzun ray kaynak yntemleri arasnda geni kullanm olana bulan bir kaynak yntemidir. Ekipman ve malzeme maliyetinin dk olmas, elektrik gcne ihtiya duyulmakszn yerinde, dorudan ve hzl kaynak edilebilmesi, personel eitiminin kolay olmas, nispeten salam ve karmak olmayan ekipman kullanlmas, kaynak malzemelerinin kolayca temin edilebilmesi ve her kalitede ray eliinin kaynak edilebilmesi bu sistemin avantajlar arasnda saylabilir. Kaliteli bir termit kayna yapmak iin termit karmnn sk kontrol ve atelemeden sv eliin hazneye dolmasna kadar geen tm kademelerin kontroll bir ekilde yaplmas gerekir. Bu faktrlere ek olarak iyi bir kaynak elde etmek iin, uygun ray kesimi, kaynak yzeylerinin hazrlanmas ve uygun bir n stma gibi konulara dikkat etmek gerekir. Btn bu n koullar tavsiye edildii ekilde yerine getirilmi olsa ve mikro hatalar olmasa bile yine de kaynan mekanik zellikleri rayn kendi zelliklerinden dk kalr. Sonon ve arkadalar standart rayn akma snrn 480 N/mm2, ekme dayanmm 910 N/mm2 ve %11 kopma uzamasn %14 kopma bzlmesine karn, termit kaynann ekme dayanmn 790 N/m2, % l-3 kopma uzamas ve % l-3 kopma bzlmesi olduunu rapor etmilerdir.
96
Raylarn termit kayna ile ilgili kapsaml bir alma American Railway Assosation (AREA)'da Myers ve arkadalar tarafndan yaplmtr. Bu almadan ortaya u sonular kmtr. 1. 2. 3. Kaynak metalinin ekme, sneklilik ve darbe enerjisi deerleri dktr. Krlma yzeyleri gerek ekme gerekse entik numunelerinde tane ii krlma trndedir. Baz kaynaklarda iyap taneleraras Widmanstatden ferrit iken, bazlarnda kaba beynit eklindedir. Bu tr yaplar ksmen gevrek krlmann nedenidir. Stun eklindeki dentritler s ak ynnde tm kaynakl yapy kapsar. Rayn ekseni boyunca mikro gzeneklere ve bir dizi kalntya rastlanabilir. Btn bu oluumlar dk ekme, sneklilik ve dk darbe enerjisinin sebebi eklinde yorumlanabilir.
Yaplan dier bir almann spektral analiz sonularnda C, Mn, P, S, Co, Nb, V ve W miktarlarnda her blgede de deime olmad grlm, Cr, Mo, Al, Cu ve Tiin kaynak blgesinde ok byk miktarlarda art gsterdii, Si, Ni, Sn ve Mgun miktarlarda 2-3 kat gibi oranlarda art grlmtr. Matris element olarak Fein % miktar ise %1.1 orannda azalma olmutur. Katk elementinin art Fein azalmasna sebep olduu rapor edilmitir.
ekil 15.2. Termit kayna uygulamas (ray kayna)
97
16. SU ALTI KAYNAI Su altnda kaynak zellikle A.B.D. Bahriyesi ve kurtarma irketleri tarafndan geni lde uygulama alanna sokulmutur. Balca kullanld yerler gemilerin acilen tamiri olmakla birlikte denizlerde petrol ve doal gaz aramak iin sondajlarn gelimesiyle, sondaj platformlar ve bunlara bal donanmn imal ve bakmnda da yer almaktadr. rtl elektrodla su altnda kaynak birok bakmdan ekici olmaktadr. Her ne kadar konstrksiyon elii kaynann kalitesini salayan temel kaideler burada ihlal edilmi gibiyse de, hzl bir tamirin gereklerinin fiilen yerine getirilmi olmas kouluyla bunun zerinde ou kez durulmaz. Mkemmellik, elverililik lehine feda edilebilir. Kald ki geici-ereti ilerin genellikle mkemmel olmalar gerekmez. Esas olan, tamirin hzla yaplmasdr. Gerekten su altnda kaynak birok durumda basit tamirleri az masrafla yapmak olanan vermekte olup elde edilen sonular kullanlmaya elverililik prensibinin lehinde olmaktadr. Dikiin altnda yada ergimi metalde soukta atlamann bulunmamas balca kaynak edilecek eliin bileimi, su alma hz, ergimi metalde ve ITABda hidrojen oran ve paralar tespit ekline baldr. ok alak karbonlu eliklerin kayna dnda, bu prensiplerin uygulanmas, kaln kesitli konstrksiyon eliklerinin kaynanda iyice kuru alak hidrojenli elektrodlar kullanmaya ve ou kez de daha scakken hidrojenin birletirmenin dna kmasn tevik etmek zere paralar n stmaya gtrmtr. Ancak su altnda bu gerekleri karlamak mmkn deildir. Su altnda hidrojen oran ok artar ve su akma hz o denli yksek oluyor ki kalnlk etkisi neredeyse ilemez hale gelir. Kimyasal bileim s girdisi ve su alma hz vb.leri, ak havada kaynakta olduu kadar su alt kaynanda da ayn derecede nemli etkenler olmaktadr. Tespit tertibat civarnda soukta atlamadan kanmak iin yaklak 1.5 kJ/mm s girdisiyle suyun altnda kaynakta, msaade edilebilen maksimum edeer karbon deeri % 0.3 kadar gibidir. br yandan, bu koullarda atlaktan kanmak iin stenitik elektrodlara bavurulmusa da bundan her zaman iyi sonu alnmamtr. Byle bir zm ou kez % 0.4ten fazla edeer karbonlu eliklerin su alt kayna iin teklif edilmitir. Tespit tertibatnn zorlamas ve bu tipte homojen olmayan birletirmelerde kanlmas g bir krlgan birletirme blgesinin varl dolaysyla, en elverili koullarda bile atlaklar meydana gelmitir. Hidrojenin bunda etkili olmu olmas da olasdr. Bu sonulara gre, su altnda kullanlan rtl elektrodla el kaynann, sadece ok alak edeer karbonlu eliklerin kayna iin tespit zorlamalarnn zayf olmalar kaydyla kabul edilebilecei meydana kar. Pratikte bu denli elverili koullara sk rastlanr. Buna karlk, bugn elimizde bulunan elektrodlarla yksek mukavemetli eliklerin sualt kayna, zellikle nemli tespitin mevcut olduu hallerde, ciddi soukta atlama tehlikelerini arz eder. ITABn Sertlii Sadece hidrojen dolaysyla atlamadan kanmak, her zaman soruna tam zm getirmemektedir. Gerekten bazen ITABn sertlii, kabul edilemez deerlere varmaktadr. Su altnda kaynakta ITABn geniliinin, ak havada yaplm kaynaktakinin % 25 il 50si kadar olduu, genel olarak saptanmtr. ITABn genilii, su alma hznn faydal bir iareti olmaktadr: su altnda kaynaklarda, atmosferik basnta yaplanlara gre ITABn ok daha sert olduu kesindir. Buna gre bir yerel krlganln bir potansiyel gevrek krlma balangc menba olduu gz nnde tutulacaktr. Sert ITABlar ou kez ayn lde gevrek olup bunlar
98
ke ve bindirme kaynaklarnn balantlarnda toplanma eiliminde olurlar. Bu yerler, gerilmelerin daha yksek olduu scak noktalar olutururlar; bu itibarla byle bir tehlikenin mevcut olduu zaman su altnda kaynak yaplmamas nerilir. Kald ki su altnda su buhar ve sair gazlarn hasl olmas, kaynan doruca kendisi ve oluan kabarcklarn yukar kmas dolaysyla grme kabiliyetinin azalmas, istenilen kesin bir yere diki ekme ihtimalini zayflatmaktadr. Bu nedenle de temasl (kontakt) elektrodlar ou kez tercih edilmektedir. Sualt Kaynann Glkleri Sualt kaynan gerekletiren kii hem kaynak, hem de dalg olacaktr. Bu i iin genellikle kaynak eitimine tabi tutulan dalglar istihdam edilir. yle ki kaynak eitimi, dalgcnkinden ok daha ksa srer. Su altnda almann glkleri tehizattan, yani klasik dalg donanm yada mstakil kurbaa adamnkilerden, emniyet nlemlerinden ve kt gr koullarndan ileri gelmektedir. Emniyet nlemlerinin banda dalgcn, dalaca derinlie gre su altnda kalan sresinin snrlamas gelir. Su altnda n krlma olay mesafe tahminlerini artmaktadr. Su, k nlarn absorbe ettiinden (massettiinden), maske camlar havadakilerden daha ak olur. Gr kabiliyetinin azalmas daha baka nedenlere de baldr: baz sularn eitli sebeplere bal bulankl, arkn ve ergime banyosunun evresinde hasl olan bir hareketli buhar ve gaz cebi ile elektrod cinsine gre az ok fazla olan dumanlarn k. Su altnda elektrik ark Su altnda ark, havada olduu gibi elektrodla para arasnda temasla tutuur, ancak onu bu halde tutmak, aada greceimiz gibi, ok daha gtr. Ergime halindeki elektrodun ucunda, havada oluandan daha derin bir krater meydana gelir ki, byle ksmen ergimi bir elektrodun yeniden tututurulmas hayli g olur. Ark da su altnda daha derine nfus eder ve tututurmadan hasl olan izler, gerek ukurlar halini alr. Su altnda arkn esas zellii, etrafnda bir gaz, duman ve buharlardan oluan bir cebin meydana gelmesi olup bu cepten srekli olarak yzeye kp, burada patlayan kk veya iri kabarcklar ykselir. Buharlar kk beyaz dumanlar da kahverengi veya kuruni bulutlar hasl ederler. Baz kabarcklar, atlarken, suyu tedrici olarak bulandran kat zerrecikler karrlar. Buharlar, arktan itibaren dikey olarak doruca su yzeyine ykselirler.
b c
d
a, b, c, d Metal damlalar
Sac
v Buhar habbeleri
v
ekil 16.1. Arkla su alt kayna Havada olduu gibi, ama bu kez ok daha fazla olmak zere su altnda ergimi metal pskrmeleri hasl olur. Bu damlacklardan bazlar, birletirme yerinden 15 il 20 mm mesafede saca yaprlar. Bunlar ancak keski ile sklebilirler.
99
ekilde (a), bir buhar kabarc ile evrili bir metal damlacdr. Damlacn ap birka mikronla yaklak bir mm arasnda deiir. Keza hl krmz damlacklar da, iri bir gaz kabarc (b) iinde, yzeye doru srklenir, Damlacklar kabarck iinde hzla hareket ederler. Damlacn kabarcn cidaryla her temas muhtemelen, damlac iten biraz buhar hasl eder. (c) gibi baz damlacklar doruca ergime banyosuna varrlar ama bazen de, iine dmeden ergimi blgenin zerinde yuvarlanrlar. Bu sonuncular, elektrodun nnde birikip kaynaky, rahatsz eden bilyeler halinde (d) toplanrlar. Bu olgu, sadece baz elektrodlarla vaki olur. Ayrca elektrodlarn yaltkan st kaplamasndan hasl olan ve yava hareket eden hafif zerrecikler grlr. Kaynak Mukavemeti Gzle yaplan muayenenin dnda allagelmi tahribatsz muayene yntemlerinin uygulanmas deniz altnda zel ayarlamalar gerektirir yle ki deniz altnda yaplm bir kaynak, havada yaplm olann salad garantilerin aynn hibir zaman vermeyecektir, br yandan suyun varl nemli metalrjik yan etkiler meydana getirir: dalma derinlii arttka, yanan karbon miktar artar. Ayn ey manganez ve silisyum iin de geerlidir. Suyun iinde ergimi metalin hzl soumas, karbon oran % 0.04 il 0.05i anca, krlgan bileimler meydana getirir; bunlar, gzlenen dk kopma uzamalaryla alak entik darbe mukavemetlerini izah ederler. Yumuak elik levha zerine yaplm sualt kaynaklar, havada laboratuar deneyinde yaplanlarn ekme mukavemetinin % 80 veya daha fazlasn arz etmilerdir; bununla birlikte sneklik (kopma uzamas), genellikle yaklak % 50dir. Sualt kaynaklarnn daha dk mukavemetine ramen, kurtarma irketlerinin ve sair ticari rgtlerin deneyimi, bu kaynaklarn tamamen i grr olduklarn gstermitir. Bunlardan birinin aratrma gelitirme almalar iinde basnl kaplarda yaptklar sualt kaynaklar, atlama arz etmeden 200 psi (14 kg/cm2) basnca dayanmlardr. Malzeme ve donanm Sualt kaynaks genellikle tam bir dalg takmyla donatlmtr; bunun yakn bir menteeli ek yz levhasn haiz olup bunda 6 veya 8 no cam bulunur. Bahriye, dalgcn bann kasktan bir tepe takkesiyle ve eksoz valf dmesi zerinde bir lastik erit parasyla yaltlmasn tavsiye ediyor. Her ne kadar s suda i, lastik eldiven ve yz levhas dnda koruyucu elbisesiz balk adamlar tarafndan yaplabilirse de Bahriye buna sadece fevkalde cil durumlarda msade etmektedir. ap ve rt tipi ne olursa olsun, su altnda kullanlacak elektrodlar, szdrmaz bir klf tekil eden bir yapkan sv veya vernikle kaplanacaklardr. Selloz asetat bu amaca uygundur. Birka patentli rn ve aseton iinde bir selloid eriyii de (litrede 240 gr) elektrodlarn daldrma ile yaltlmalar iin Bahriye tarafndan tavsiye edilen malzemeler arasndadr. Yine phenolik veya vinylik vernikler yada gomlak, kaplama olarak kullanlabilir. Ancak phenolik verniklerle gomlak, yanarken elektrodun ucunda kmrl kalntlar meydana getirirler ki bu, kaynaky rahatsz eder. Sellozik vernikler, kalnt brakmadan iyi yanarlar ancak koruma srekli olmaz; bu itibarla daldrmadan sonra ksa srede kullanlmaldr. Vinylik vernikler ok szdrmazdrlar. Yanarken bir nevi tala meydana getirirler; ancak bu tala para para ayrlr ve pratik olarak kaynaky rahatsz etmez.
100
Vernikler Vinitik Fenolik Sellozik Gomlak Parafin ekil 16.2. Elektrod kaplamalar Sellozik elektrodlar, bol duman kararak gr tamamen yok ettii gibi ok sayda bozukluklar haiz dikiler verir ve cruf tam olarak temizlenemez. br yandan bazik elektrodlar, kaynak aznn dibine kaynaknn elektrodla bastrmasna iyi dayanmazlar. Gerekten sl darbenin etkisiyle rt para para ayrlr. Bazik elektrodlarla elde edilen kaynaklar ou kez dikiin yzeyine kan hava kabarcklar ierir. Bu nedenlerle oksit veya rutil elektrodlar tavsiye edilir; bunlarla, ve zellikle oksitlerle gzel grnml dikiler elde edilir. Elektrodlar suya kar vernikle yaltldktan sonra kolay tutumaya yetecek ekirdek telini plak brakmak zere ular vernikten temizlenecektir. Bu yaltma, elektrod rtsn ksa sre iin koruduundan dalg her seferinde yanna birka elektrod alacaktr. Baz elektrod tipleri, su altna iner inmez ksa srede kullanlmak kouluyla verniksiz olarak da i grr. Sualt kaynaklarnn ou 5 ve 4 mm elektrodlarla yaplr. Bahriye, btn pozisyon kaynaklar iin E 6013 elektrodlarn nermektedir. 5 mm elektrod, sacn bu ap iin fazla ince olmas dnda btn ilerde tavsiye edilir. Bununla birlikte son deneyler E 6027 ve 7024 demir tozlu elektrodlarn da, ayn tekniklerle kullanlmalar halinde iyi sonu verdiklerini gstermitir. Demir tozlu rt, suyun zararna kar parafin kaplamayla korunur. Sualt kayna penseleri yaltlm olacak ve kolaylkla elektrod deiimine imkn verecektir. Bahriye tarafndan bir plastik pense, Standard olarak kabul edilmitir. Metal eneli yaysz ulu penseler, lastik bantla tamamen zenle yaltlmas kouluyla su altnda kullanlabilir. Bununla birlikte bu kullanm sadece cil durumlarda olacaktr. Tercih edilen g menba, en az 300 A kapasiteli doru akm jeneratr olup dz kutup (elektrod-) balantl olacaktr. Bir emniyet alteri kaynak devresi zerinde bulunacak ve dalgcn fiilen kaynak yapmas dnda her zaman ak tutulacaktr. Alternatif akm kaynak makinesini da kullanlabilir ama dalgc korumak zere zel ek nlemlerin alnmas gerekir. Yangn olasln azaltmak iin doru akm jeneratrlerini altrmak zere dizel motorlar tercih edilir. Kaynak kablosu olarak ok bklebilir 2/0 # kablo tavsiye edilir, ancak manevra kabiliyetini kolaylatrmak iin bunun 3 msi penseye bal, 1/0 # olacaktr. Kablo 15 m (50) uzunluunda, gerilim dmesini asgariye indirmek iin bir dii, bir erkek fi-priz sistemiyle donatlm olacaktr. Sk bir lastik bant sargs, sualt irtibatlarn yaltmak iin gereklidir. Kablodaki gerilim dmesini telfi etmek iin kaynak makinesinin akm iddeti, doru akm jeneratrnn ak devre gerilimi ykseltilerek, arttrlacaktr.
101
Temel donanma ek olarak, dalgca baz aksesuarlar da gereklidir: toprak kablosunun cvatayla yada beraber baland bir C toprak mengenesi; yosun, midye ve sair deniz rnlerini, pas ve boyay temizlemek iin bir raspa ile arlatrlm tel fra ve de ana metali temizlemek ve crufu kaldrmak iin keski-eki. Genel olarak su altnda, ayn bir elektrod ap iin akm iddeti, havada almaya gre yaklak % 20 kadar biraz daha yksek tutulur. Ark gerilimi de, keza, birka volt daha fazladr. Bunun dnda, iletken olan tuzlu suda, % 20ye kadar varabilen bir akm iddeti kayb hesaba katlacaktr. Kaynaa Hazrlk Yzey hazrl ve paralarn altrlmas, sualt kaynanda son derece nemlidir. Salam kaynak kaln boya, pas veya deniz yosun ve saire tabakas zerinde elde edilemez. Keski-eki, raspa ve tel fra kuvvetle uygulanacaktr. Bu yolda haval aletler yardmc olabilir. Gemi teknelerinde, eimden dolay altrma, ou kez sorun olur. Yama levhas mmkn olduu kadar teknenin eimine uydurulacaktr. Kalacak aralk tamamen yok edilemedii takdirde bu aralk mmkn olduu kadar az olacaktr 1.6 mm (1/16) aralk bir msaade edilebilir maksimum olarak alnacaktr. Dalg kaynakya oynamaz bir alma sahanlnn salanmas istenir. Suyun kaba dalgal ve iin bekletilmesinin mmkn olduu hallerde bu alternatif seilmelidir. Platformu kaynak edilecek gemiye balamak onu dalg platformuna, kurtarma gemisi veya amandraya balamaya tercih edilir. Yukarda grdmz gibi sualt kaynanda eitli nedenlerle elektrodun idaresi fevkalde zor olup bunun stesinden gelmek zere elektrodu, kontakt elektrodlarda olduu gibi, birletirme yerinin dibine kuvvetle bastrmak gerekir. Gerekten kendi kendini tketen bu ekme (kontakt) teknii, sualt kaynanda tercih edilir. Ark bir kez tutuunca, elektrod i parasna, kendi kendini tketmeye imkn vermeye yetecek bir basnla bastrlr. Bu teknikle 5 mmlik bir ke kayna, 5 mmlik bir elektrodla tek pasoda yaplabilir; elde edilen kaynak az ok pasolu kaynakla ayn mukavemeti haiz olur. Bunun faydalar zamandan kazanma, pasolar arasnda diki temizleme iinin olmamas ve birletirme boyunca elektroda yol gstermek zere bir oluun idamesine gerek kalmamasdr. Birinci dikiten sonra bu yol gsterici oluk kaybolduundan ok pasolu kaynak gerekten gtr. Su altnda TIG kayna Bir atmosferde, TIG kayna genellikle yksek derecede hassas, dk metal yma oranl bir yntemdir. Bir barda ilem esnasnda s girdisi basn geni yelpazede deitirilebilerek ayarlanabilir. zellikle bu olay kk pasolarn atlmas esnasnda yaplr. Basn artmasyla ark karakteristii deiir. lk olarak ark voltaj basncn karekk ile orantl olarak artar: V=V0 +E1 l P 0,5 Burada; V0 elektrottaki voltaj dm, l ark boyu, P bar cinsinden basn ve E1 argon ve helyum iin srasyla 0,8 V/mmdir. V0 yaklak 8-10dur ve basntan etkilenmez. Bundan dolay belirli bir tor-i paras seiminde, belirli akm ve kaynak hznda s girdisi derinlikle orantl olarak artar. Bu yksek basnlarda karlalan gaz ortamnn artan sl etkileri sebebiyle souma hznn artmas olayn telafi eder. Ark voltaj ark stunu iindeki enerji dengesinin gstergesidir. Ark stabilitesi hakknda voltajdan bir karara varlabilir. Bir atmosferde kan ses belirli bir ses deerinde tesadfi olarak farkl ses karr ancak basn bir atmosferin zerine ykseldiinde
102
belirli ekilde artar. Bu olay ksmen ark stunu iindeki gaz aknn laminar aktan trblansl aka geiinden oluur ve bu olayda koruyucu gazn ak oranna gre 3 ila 5 bar orannda ortaya kar. Baz pozisyonlarda anodik noktann kararszlnda ark boyundaki kk deimeler nedeniyle elektriki sesin artmasna neden olur. Bu etki yksek basnta daha fazla grlr. rnek olarak ark boyundaki 1 mmlik bir deiim 25 barda saf helyum ile voltajda 9 V, % 75 He-% 25 Ar karm gaznda voltajda 7,75 V deiim yapar. 1 bar ile kyaslandnda bu deiimler srasyla 1,8 ve 1,55 V gibi basntan gelen farkllklar ortaya kar. Basnla oluan kararszlk durumlarna ark etrafndaki akm tamayan blgenin kaldrma kuvvetinin basn arttka artan etkilerinin de hesap edilmi olmas gerekir. Trblansl ark plazma stununda deimelere neden olur. TIG kaynann ekli gerei katod noktas tungsten elektrodun ucudur. Kararsz durumlar sonucu anod noktasnn i parasnn yzeyinde yer deitirmesi kaynak dikii profilini de deitirebilir. Kararlk kriteri basn deimelerinin geni bir aralnda elde edilebilir. TIG kaynak yntemi 360 mden daha derinlerde (36 bar) kullanlr ve 500 mye kadar tanmlanmtr. Kuzey Denizinde daha derinlerde de kullanlmtr. Su altnda MIG-MAG kayna Denizortas platformlarn MIG-MAG ile olan uygulamalar yaynlanm olmasna karn ilemde zl tel kullanm yaygn kullanma sahiptir. Bir ok raporda belirtildii gibi 1-5 bar gibi snrl basnlarda ksa devreli metal transferi ile kabul edilebilir kaynaklar yaplmtr. Daha yksek basnlarda dar ve ikin kaynaklarla arkta bozulmalar gzlenmitir. Ayrca yksek seviyede duman k da belirlenmitir. Deiik koruyucu gaz ve tel aplarnda yaplan almalar gstermitir ki en iyi sonu ince aplarda 0,9 mm ve helyum gaz korumasnda alnmtr. Kararll salamak iin tam darbeli akm gereklidir. Byk apl teller metal damlalarnn telden kopuundaki dzensizlikler nedeniyle zararldr. Ksa ark artlarnda tel banyonun iine dolmu vaziyettedir. Aktif gaz ilavesi basncn ykselmesi ile artan kararszlk nedeniyle gereklidir. Aktif gaz bileenleri ergimi metal damlalarnn yzey gerilimini deitirirler. 1 bar iin kullanlan karm miktar ykselen basnlarda kullanldnda birim hacimdeki karm gaz molekl adedi artaca iin sramaya neden olur. Metal transferi iin en uygun gaz kompozisyonu He tayc gaz olmak zere bir miktar CO2 karmdr. Yksek ark voltaj vermesi nedeniyle He gaz Ar gazna tercih edilir. 15 ila 40 bar snrlar arasnda tm pozisyonlarda sramasz kaynaklar yaplabilmitir. G kayna dinamik karakteristikleri tekniin kontrolnn temelidir. Statik karakteristikler 18bar arasndaki basnlarda kontrol altna alnabilmitirler. 8 ila 15 arasnda istenilen kutup deiim gerekleir ve 15 bar zerindeki basnlardaki elektrod, negatif konumundan pozitif konumuna geirilir. Deiimin ekli tele, koruyucu gazn kimyasal zelliklerine ve akm tipine baldr. lem i paras-tor konumundaki deimelere gsterdii hassasiyet nedeniyle sistem zellikle yksek basnlarda otomatik yntemlerle daha uygundur. Ayrca yntemin en byk avantajlarndan biri de pasolar aras curuf temizlii ok az veya hi olmadndan toplam kaynak zaman belirli bir i iin en az srede gerekleir.
103
Su altnda plazma kayna Palazma arknn bir atmosferdeki kaynakta dahi kullanm karmak ekipmanlar gerektirmesi asndan kstldr. lerleyen g kayna teknolojisi bamsz bir pilot ark oluturma ihtiyacn karlamtr. u anki ekipmanlar yksek basn TIG ynteminin gerektirdii ekipmanlardan biraz daha karmaktr. Plazma ark genellikle transfer ark olarak uygulanr. ou kez elektrod 12 mm ieridedir. Geri belirli uygulamalarda bu deer deiiktir. Gaz ak genellikle 2-10 l/dk dr ve transfer olmayan arkta bu deer daha da byktr. Bylelikle akm tamayan blgede oluan kaldrma kuvvetleri yenilir ve kararllkta bir dzelme olur. 50 barda diki zerinde yaplan incelemede anot noktasnn pozisyonunun genilik olarak TIG arkndaki ile karlatrldnda % 50sinden fazlasna gre % 5-10 gibi daha geni diki verdii belirlenmitir. Plazma ileminin karmakl nedeniyle bu ilemde yaplan dikilerin bir ounun tatminkar bir sonu elde edilebilmesi asndan tam olarak kontrol altnda tutulmalar arttr. Dier yandan da almalar esnasnda kaynak grn ve ark karakteristii asndan dier yntemlerin aksine bu yntemde 70 bara kadar dikite bozulmalar gzlenmemitir. TIG kaynak ilemindeki gibi ark voltaj basnla birlikte artmaktadr. Boru kaynaklar iin gereken tipik ark enerjisi rnek olarak 20 barn zerinde 4-6 KWtr. Bundan dolay s enerjisi younluu nemlidir. Bu artlar altnda plazma yksek voltajl otomatik yada yar otomatik uygulama gibi kabul edilmelidir ve ark ss ilemi manuel uygulamalar iin uygun olmaktan karr. Sktrlm ark ile bir atmosferde yaplan kaynaklarn en nemli zellii anahtar delii oluturularak tam nfuziyetin salanabilmesidir. lemlerde boru kaynaklar pozisyonlarnda kaynak banyosunun kontrol iin kullanlan darbeli ark teknii gelitirilmitir.
104
Yararlanlan Kaynaklar
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 G.K. Hicken. Gas-tungsten arc welding, Vol. 6. ASM Handbook (1993), pp. 190193. Glen, B., Mays 1995, MIG-MAG Kaynanda Koruyucu Gaz Karmnn Kaynak Metalinin Mekanik zelliklerine Etkisi, G. Fen Bilimleri Enstits, Doktora Tezi, 1995, Ankara. Gourd, M. L., Kaynak Teknolojisinin Esaslar, Birsen yaynevi, eviren; Eryrek . B., Bodur O., Dikiciolu A., stanbul, 2-4 (1996). W.H. Minnick. Gas tungsten arc welding handbook. The Goodheart-Willcox Company, Inc (1996). Althouse AD, Turnquist CH, Bowditch WA, Bowditch KE. Gas tungsten arc welding, Modern Welding, The GoodheartWilcox Company Inc, 1992. p. 327328 Ahmet Durgutlu, Experimental investigation of the effect of hydrogen in argon as a shielding gas on TIG welding of austenitic stainless steel Materials & Design, Volume 25, Issue 1, February 2004, Pages 19-23 Minnick W. H., Gas metal arc welding handbook, The Goodheart-Willcox Company, INC, California, 55-56, 1988. Kahraman, N., Durgutlu, A., Glen, B. 316 L Paslanmaz eliin TIG Kaynanda Koruyucu Argon Gazna Hidrojen lavesinin Kaynak Blgesi Tane Morfolojisine Etkilerinin Aratrlmas, G..T.E.F. Politeknik Dergisi, Cilt 7, s 223-228, 2004 Behet Glen, Kutsal Tlbenti, Dk karbonlu ve az alaml eliklerin MIG-MAG kaynanda koruyucu gaz seimi, Uluslar aras Kaynak teknolojisi Sempozyumu, 1996, edik Eitim Vakf, 56-65. Madsen J. R., Welding Fundamentals, American Technical Publishers, INC, New York, 160-162, 1999. Behet Glen, Kaya Develi, Nizamettin Kahraman, Ahmet Durgutlu, Experimental Study of the Effect of Hydrogen in Argon as a Shielding Gas in MIG Welding of Austenitic Stainless Steel, International Journal of Hydrogen Energy 30(1314), (2005) 14751481. Tlbenti, K., 1990, MIG-MAG Eriyen Elektrod ile Gazalt Kayna, stanbul. Cary, H.B., Modern Welding Technology, AWS (2nd ed.), A.B.D., 82-85, 1981. Tlbenti K., MIG-MAG eriyen elektrodla ark kayna, Gedik Holding Yaynlar, stanbul, 15-75, 1998. Tlbenti K., MIG-MAG gazalt kaynak yntemi, ArctechYayn, stanbul, 21-125, 1998. Ahmet Durgutlu, Nizamettin Kahraman, Behet Glen, Tozalt Ark Kaynanda Kaynak Tozunun Mikroyap ve Mekanik zelliklere Etkisinin ncelenmesi, Gazi niversitesi Endstriyel Sanatlar Eitim Fakltesi Dergisi, Yl: 10, Say: 11, Sayfa:1-8, 2002 Klner, S., Dk Karbonlu eliklerin Tozalt Ark Kaynak Yntemi ile Kaynak Edilebilirliinin ve Mekanik zelliklerinin ncelenmesi, Yksek Lisans Tezi, Gazi niversitesi, Fen Bilimleri Enstits, Ankara, (1998). Nizamettin Kahraman, Behet Glen, Ahmet Durgutlu, Tozalt Ark Kayna ile Kaynaklanan Dk Karbonlu eliklerde Serbest Tel Uzunluunun Mikroyap ve Mekanik zelliklere Etkisinin Aratrlmas, Gazi niversitesi Fen Bilimleri Dergisi, Cilt 18, No 3, sayfa 473-480, 2005. etinkaya, C., Dk Karbonlu eliklerin Tozalt Ark Kaynak Yntemi le Kaynak Edilebilirlii ve Mekanik zelliklerinin ncelenmesi, Gazi niversitesi, Fen Bilimleri Enstits Dergisi, Cilt 12, No:2, 279-293, (1999). Ank. S., Our A., Vural M., Karakaya ., Farkl kalnlktaki malzemelerin elektrik diren diki kayna uygulamalar, TMMOB Makine Mhendisleri Odas, Kaynak Teknolojisi IV. Ulusal Kongresi, 2003, Kocaeli, sayfa 215-221. Aslaner S., Demirhan N., Karaba V., lhan E., Farkl kalnlktaki galvaniz kaplanm kromatl mikro alaml elik saclarn elektrik diren nokta kaynanda kaynak akm iddetinin ekme-syrma dayanmna etkisi, Dumlupnar niversitesi, Ulusal Kaynak teknolojisi Kongresi, Simav-Ktahya, 2000, sayfa 85-92. ASM Handbook, Volume 6, Welding, Brazing and Soldering, ASM International Materials Park, USA 2000. Sleyman Tagetiren., Mehmet akmakkaya, Difzyon kayna ile birletirilmi malzeme iftlerinde kalc gerilmeler, 8. Denizli Malzeme Sempozyumu, Nisan 2000, sayfa 210-215. Nizamettin Kahraman, Titanyum ve Bakr iftinin Ara Balaycl Difzyon Sert Lehimlemesi ile Frnda Birletirilmesi ve Mekanik zelliklerinin ncelenmesi, Gazi niversitesi Fen Bilimleri Enstits Dergisi, 16(3), 611-618, 2003. Behet Glen, Difzyon Sert Lehimlemesi ile Titanyum ve Dk Karbonlu elik Malzemelerin Birletirilmesi ve Mekanik zelliklerinin ncelenmesi, Cilt 5, Say 1, sayfa 22-28, Mays 2003. Adem Kurt, Kat Hal Kaynak Teknikleri, Yksek Lisans Ders Notlar, GTEF, Ankara. Adem Kurt, Toz metalden retilen bronz yatan dk karbonlu elie difzyon kayna ile birletirilmesi, Frat niversitesi, fen Bilimleri Enstits, 1996. Nizamettin Kahraman, The influence of welding parameters on the joint strength of resistance spot-welded titanium sheets, Materials and Design 28 (2007) 420427. Ceyhun, V., Uzkut, M., ahin, S., Difzyon kayna ve uygulamalar, Uluslararas Kaynak Teknolojisi Sempozyumu, Gedik Eitim Vakf, Sf. 178-186, stanbul, (1996). Kurt, A., Trker, M., Aksoy, M., Orhan, N., Toz metal bronz malzemenin dk karbonlu elie difzyon kaynanda gzenekliliin difzyona etkisi, 2. Uluslararas Kaynak Teknolojisi Sempozyumu, IWTS98, Sf. 130-138, stanbul, (1998). Ank, S., Tlbeti, K., Kalu, E., 1991, rtl Elektrod ile Elektrik Ark Kayna, Gedik Holding, stanbul. Ouz, B., 1986, Ark Kayna, Oerlikon, stanbul. Ank, S., 1991, Kaynak Teknii Elkitab, Bhler, stanbul. Uur Arabac, 16MnCr5 Zincir eliine Yakma Aln Kaynak Uygulamas ve Mekanik ve Metalurjik zelliklerinin ncelenmesi Yksek Lisans, Gazi niversitesi Fen Bilimleri Enstits, 2003. Tlbenti, K., 1988, Tozalt Kaynak Ynteminin stnlkleri ve Uygulama Alanlar, Gedik Holding Kaynak Dnyas, s.18-21, stanbul. Gourd, L.M., 1995, Principles of Welding Technology, London. Committee, 1981, Welding Handbook, V.1, 7.Edition, AWS, USA. Ank, S., 1981, Kaynak Teknii, Cilt 3, T., stanbul. Nizamettin Kahraman, Titanyum Levhalarn Patlamal Kaynak Yntemi le Farkl Metallere Birletirilmesi ve Arayzey
105
38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56
zelliklerinin ncelenmesi, Doktora Tezi, GFBE, Aralk 2003. Nizamettin Kahraman, Behcet Gulenc and Fehim Findik Corrosion and mechanical-microstructural aspects of dissimilar joints of Ti6Al4V and Al plates, International Journal of Impact Engineering 34 (2007) 14231432. Ouz, B., Demird Metallerin Kayna, Oerlikon Yaynlar, stanbul, 548-602 (1990). Yumurtac, S., Snmez, N., Karaaslan, A., Aslan, E. U., S 6-5-2 le 4140 eliinin Yakma Aln Kayna Yntemi ile Birletirilmesi, Kaynak Teknolojisi III. Ulusal Kongresi Bildiriler Kitab, stanbul, 119-126 (2001). Ate, H., Ferritik Sper Alamlarn Srtnme Kayna ile Kaynaklanabilirliinin Aratrlmas, Doktora Tezi, Gazi niversitesi Fen Bilimleri Enstits, Ankara, 16-17 (2002). Ank, S., Ank, E. S. Ve Vural, M., 1000 Soruda Kaynak Teknolojisi El Kitab, Birsen Yaynevi, Cilt 1, stanbul, 233234 (1993). Kurt A., zdemir B., Boz M., Alminyum malzemelerin srtnme kartrma kaynanda kaynak hznn birleebilirlie etkisi, TMMOB Makine Mhendisleri Odas, Kaynak Teknolojisi IV. Ulusal Kongresi, 2003, Kocaeli, sayfa89-99. Muharrem YILMAZ, Mustafa L, X52 Tipi Mikroalaml eliklerde, Yksek Frekans Kayna Sonrasnda Uygulanan Isl lemin Simulasyon Yoluyla Karakterizasyonu, MHENDS ve MAKNA, Ekim 2002 Say 513. Ahmet DURGUTLU, Patlamal Kaynak Yntemi le Bakr-Paslanmaz elik Malzemelerin Birletirilmesi ve Arayzeyin Mekanik-Mikroyap zelliklerinin ncelenmesi Doktora Tezi, Gazi niversitesi Fen Bilimleri Enstits, Ankara, (2003). Hseyin AKA, Elektroslag kayna ile genel yap eliklerinin kaynatlabilirliinin aratrlmas, GFBE, Yksek Lisans Tezi, 2002, Ankara. www.oerlikon.com.tr Cevdet Meri, Enver Atik, Salim ahin, Termit kayna ile birletirilmi bir rayn kaynak blgesinin mekanik ve metalurjik zellikleri, Dumlupnar niversitesi, Ulusal Kaynak Teknolojisi Kongresi, Simav, Ktahya, sayfa 141-149, Eyll 2000. Mge ZSOY, Erdin KALU, Srtnen Eleman le Birletirme Kaynann Esaslar, Mhendis Makine 513, Ekim 2002. Kasm Adsan, Mehmet Temel, otomatik (ileri) Kaynak Teknolojisi, MEB Basmevi, stanbul-1984. Erdin Kalu, Kaynak Teknolojisi El Kitab, ilt I, Ergitme esasl kaymak yntemleri, Kocaeli, 2004. Nurettin Yavuz, Reat zcan ve Ferhat G. Polat, Tozalt Kaynak Balantsnn Sonlu Elemanlar Yntemi ile Termal ve Mekanik Analizi, Uluda niversitesi Mhendislik-Mimarlk Fakltesi Dergisi, Cilt 10, Say 2, 2005. http://www.mkn.itu.edu.tr/~vuralmu/MAK351-KAYNAK.pdf Demirkol T., Su altnda ark kayna, Mhendiz ve Makine, Kaynak zel says, Say 448, Mays 1997. Ali Erkin Kutlu, Michele Monno, Riccardo Bini, Plazma ile kesme metoduna genel bir bak, Mhendis ve Makina - Cilt: 46 Say: 541, sf 21-30. Ank, S., Vural, M. (1991) Gazalt ark kayna, GEV Yayn, Yayn No:3, stanbul, s 25-53.
You might also like
- GAZALTI ARK KAYNAĞI TIG MIG MAGlibrary - 1Document308 pagesGAZALTI ARK KAYNAĞI TIG MIG MAGlibrary - 1Metin GünüşenNo ratings yet
- Kaynak MetalurjisiDocument23 pagesKaynak Metalurjisinolofinwe85No ratings yet
- Kaynak Tekni I Ders NotlarDocument71 pagesKaynak Tekni I Ders NotlarMarian Gabriel VasilescuNo ratings yet
- Kaynak Ders NotuDocument11 pagesKaynak Ders NotuUgur SenNo ratings yet
- Kaynak YöntemleriDocument197 pagesKaynak YöntemleriKaan CanNo ratings yet
- Kaynak Telleri Ve Koruyucu GazlarDocument12 pagesKaynak Telleri Ve Koruyucu GazlarbulentuygullNo ratings yet
- Celik Yapi Uygulamalarinda Kullanilacak Kaynak YontemleriDocument10 pagesCelik Yapi Uygulamalarinda Kullanilacak Kaynak YontemleriyusamengNo ratings yet
- KM Gaz Altı Ark YurtisikDocument36 pagesKM Gaz Altı Ark YurtisikErsin AydınNo ratings yet
- Kaynak ElektrotlariDocument14 pagesKaynak ElektrotlariasturemNo ratings yet
- Gazaltı Ark KaynağıDocument74 pagesGazaltı Ark KaynağıCemal NergizNo ratings yet
- Kaynak ParametreleriDocument161 pagesKaynak ParametreleriUğur ErkenNo ratings yet
- Gazalti Kaynak YontemleriDocument78 pagesGazalti Kaynak YontemleriYiğit ÇolakNo ratings yet
- Gerilim Giderme Normalizasyon Ve TavlamaDocument4 pagesGerilim Giderme Normalizasyon Ve TavlamaMurat ÖzdilNo ratings yet
- Tahribatsiz MuayeneDocument49 pagesTahribatsiz Muayenemetasla100% (1)
- 12.kaynak Teknolojisinin EsaslarıDocument12 pages12.kaynak Teknolojisinin EsaslarıGokhan TurhanNo ratings yet
- Mig Mag Gazalti KaynağiDocument93 pagesMig Mag Gazalti KaynağiAnonymous nKOyHb100% (2)
- Tozaltı Kaynak Yönteminde Altlık Olarak Kullanılan Kaynak Yöntemlerinin Kaynak Yeterliliklerinin Ve PDFDocument150 pagesTozaltı Kaynak Yönteminde Altlık Olarak Kullanılan Kaynak Yöntemlerinin Kaynak Yeterliliklerinin Ve PDFHakanNo ratings yet
- Kaynak 1Document163 pagesKaynak 1Hakan GüngörNo ratings yet
- Demir Karbon Denge DiyagramiDocument20 pagesDemir Karbon Denge Diyagramiberatkuralay100% (1)
- Paslanmaz Çeliklerde Kaynak Problemleri-8Document21 pagesPaslanmaz Çeliklerde Kaynak Problemleri-8Samet BelliNo ratings yet
- Tahribatsız MuayeneDocument15 pagesTahribatsız MuayeneÖzgür Berk Sarısakal100% (1)
- TS en Iso 5817Document30 pagesTS en Iso 5817Ahmet ÖZTAŞÇINo ratings yet
- Kaynak Agizlarinin Hazirlanmasi-2Document18 pagesKaynak Agizlarinin Hazirlanmasi-2Ömer TAŞNo ratings yet
- Toz Altı KaynakDocument28 pagesToz Altı Kaynakİbrahim Etem IşıkNo ratings yet
- Sac PresciligiDocument89 pagesSac Presciligiproje01No ratings yet
- TS en 583-2Document33 pagesTS en 583-2AgahNo ratings yet
- Ark Üflemesi PDFDocument9 pagesArk Üflemesi PDFFeratNo ratings yet
- KAYNAK BILIMI VE TEKNOLOJISI. Prof. Dr. Gürel ÇamDocument10 pagesKAYNAK BILIMI VE TEKNOLOJISI. Prof. Dr. Gürel ÇamAhmet AktasNo ratings yet
- Yatayda Köşe KaynağıDocument26 pagesYatayda Köşe KaynağıKadirOzturkNo ratings yet
- Carpilma Ve Sekil Degistirmelerin DuzeltilmesiDocument11 pagesCarpilma Ve Sekil Degistirmelerin DuzeltilmesipcstorecenterNo ratings yet
- Paslanmaz CeliklerDocument83 pagesPaslanmaz CeliklerEymen KulNo ratings yet
- Iso 9692Document10 pagesIso 9692Onur Oskay SaatçıNo ratings yet
- Kaynak Yapımında Hatalar PDFDocument28 pagesKaynak Yapımında Hatalar PDFali akayNo ratings yet
- Paslanmaz ÇeliklerDocument83 pagesPaslanmaz Çeliklershaqtr81No ratings yet
- TS EN 1291 Kaynak Mt-Kabul Sev PDFDocument8 pagesTS EN 1291 Kaynak Mt-Kabul Sev PDFBurak ÖzbakirNo ratings yet
- 9606-2 SunumDocument51 pages9606-2 SunumNehir TürkgeldiNo ratings yet
- Çeli̇klere Uygulanan Isil İşlemlerDocument114 pagesÇeli̇klere Uygulanan Isil İşlemlercoldfirex41175% (4)
- Kaynak Hataları, Nedenleri Ve Çözüm ÖnerileriDocument6 pagesKaynak Hataları, Nedenleri Ve Çözüm Önerileriunalal17No ratings yet
- TS en Iso 6947 PDFDocument12 pagesTS en Iso 6947 PDFOzan PekelNo ratings yet
- Kaynak Kalite SeviyeleriDocument3 pagesKaynak Kalite SeviyelerierenbasaraNo ratings yet
- TS en 10298Document26 pagesTS en 10298kayadumutNo ratings yet
- Kaynakta KatilasmaDocument30 pagesKaynakta KatilasmaOrhan BAYLANNo ratings yet
- Aluminyum KaynakDocument22 pagesAluminyum KaynakBerk ÖzdirikNo ratings yet
- Yoğunlaştırılmış Güneş Enerjisi: Güneş ışığını bir alıcıya yoğunlaştırmak için aynalar veya lensler kullanmaFrom EverandYoğunlaştırılmış Güneş Enerjisi: Güneş ışığını bir alıcıya yoğunlaştırmak için aynalar veya lensler kullanmaNo ratings yet
- Dinamik Zırh: Büyük miktarda enerjiyi deliciye boşaltmak, buharlaştırmak, hatta bir plazmaya dönüştürmek ve saldırıyı önemli ölçüde dağıtmakFrom EverandDinamik Zırh: Büyük miktarda enerjiyi deliciye boşaltmak, buharlaştırmak, hatta bir plazmaya dönüştürmek ve saldırıyı önemli ölçüde dağıtmakNo ratings yet
- ÜLKEMİZDE KAYNAK TEKNOLOJİSİNİN DURUMU Ülkemizde Alışılmış OksiDocument3 pagesÜLKEMİZDE KAYNAK TEKNOLOJİSİNİN DURUMU Ülkemizde Alışılmış OksiSemih KardaşNo ratings yet
- Ts 3357 Standardi - Nin Yeri̇neDocument8 pagesTs 3357 Standardi - Nin Yeri̇nesukolikNo ratings yet
- Şekil 2 Kaynak YonuDocument2 pagesŞekil 2 Kaynak YonuSemih KardaşNo ratings yet
- MMG Ders Notlari - 4Document111 pagesMMG Ders Notlari - 4Eray TÜRKNo ratings yet
- Bölüm 2-Kaynaklı - BirleşimlerDocument32 pagesBölüm 2-Kaynaklı - Birleşimlersergen serinNo ratings yet
- Ozlu Telle Ark KaynagiDocument24 pagesOzlu Telle Ark KaynagiSuphi YükselNo ratings yet
- Elektrik Ark Kaynağı.Document12 pagesElektrik Ark Kaynağı.Murat CKNo ratings yet
- Kaynak Teknolojisi 020202 002 PDFDocument272 pagesKaynak Teknolojisi 020202 002 PDFSalih BalcıNo ratings yet
- Kaynak Teorisi HakkındaDocument3 pagesKaynak Teorisi HakkındaSemih KardaşNo ratings yet
- Kaynak Teorisi HakkındaDocument3 pagesKaynak Teorisi HakkındaSemih KardaşNo ratings yet
- ÖzelkaynakyöntemleriDocument60 pagesÖzelkaynakyöntemleriMeriç YetkinNo ratings yet
- Elektroslag (Elektrocuruf) KaynagiDocument15 pagesElektroslag (Elektrocuruf) KaynagisinanicikNo ratings yet
- Ortulu Elektrod SecimiDocument50 pagesOrtulu Elektrod SecimigensrcoNo ratings yet
- Effect of Electrode Shape in RSWDocument13 pagesEffect of Electrode Shape in RSWsongyang hanNo ratings yet
- 10 2339-Politeknik 426645-477218Document8 pages10 2339-Politeknik 426645-477218ramazan çakıroğluNo ratings yet
- METALOGRAFDocument33 pagesMETALOGRAFkıvanç_bayramNo ratings yet
- Ekstraktif Metalurji - Osmangazi Üniversitesi Defter NotuDocument50 pagesEkstraktif Metalurji - Osmangazi Üniversitesi Defter Notukıvanç_bayramNo ratings yet
- Talaşlı İmalat Yöntemleri - SlaytDocument55 pagesTalaşlı İmalat Yöntemleri - Slaytkıvanç_bayramNo ratings yet
- Hurdadan Malzeme ÜretimiDocument52 pagesHurdadan Malzeme ÜretimiSemih OcakdanNo ratings yet
- X Işınları Difraksiyon DüzeneğiDocument26 pagesX Işınları Difraksiyon Düzeneğikerasus353100% (1)
- Kıvanç BAYRAM - Korozyon ÖdeviDocument21 pagesKıvanç BAYRAM - Korozyon Ödevikıvanç_bayramNo ratings yet
- 26.05.2005 Isg Sinav Soru-CevapDocument10 pages26.05.2005 Isg Sinav Soru-Cevapkıvanç_bayramNo ratings yet
- Cuma Namazı - Dört Rekat SünnetiDocument5 pagesCuma Namazı - Dört Rekat Sünnetikıvanç_bayramNo ratings yet
- 05 - 57VeysiSevigDocument4 pages05 - 57VeysiSevigkıvanç_bayramNo ratings yet
- Tas MLZ Sec 2 Ve 3Document15 pagesTas MLZ Sec 2 Ve 3Buğra NerminNo ratings yet
- Mekanik Metalurji Tükçe Çeviri Kıvanç BAYRAM 2009010204028Document16 pagesMekanik Metalurji Tükçe Çeviri Kıvanç BAYRAM 2009010204028kıvanç_bayram0% (2)
- Malzeme Bilimi Terimleri SozluguDocument148 pagesMalzeme Bilimi Terimleri Sozlugukıvanç_bayram71% (7)
- Kıvanç BAYRAM 2009010204028Document8 pagesKıvanç BAYRAM 2009010204028kıvanç_bayramNo ratings yet
- Kaynak Nasıl Yapılır Ve ÇeşitleriDocument3 pagesKaynak Nasıl Yapılır Ve Çeşitlerikıvanç_bayramNo ratings yet