You might also like
- Pressure Vessel, Asme CodeDocument10 pagesPressure Vessel, Asme Codeabhi_mohit2005100% (1)
- Quality Control Engineer General ResponsibilitiesDocument29 pagesQuality Control Engineer General ResponsibilitiesAkansha SharmaNo ratings yet
- Equivalent PressureDocument1 pageEquivalent PressureSarfaraz KhanNo ratings yet
- Pressure Testing of Pressure VesselDocument3 pagesPressure Testing of Pressure VesselAriq FauzanNo ratings yet
- Calcu Nozzle NeckDocument15 pagesCalcu Nozzle Necksachmaya0% (1)
- Recommendations For FRP VesselsDocument2 pagesRecommendations For FRP VesselsA. Adriano UreñaNo ratings yet
- Tailing Lug - 173004-05Document1 pageTailing Lug - 173004-05shazan100% (1)
- Quality Control Engineer General ResponsibilitiesDocument29 pagesQuality Control Engineer General ResponsibilitiesAkansha SharmaNo ratings yet
- About Techshore Inspection ServicesDocument6 pagesAbout Techshore Inspection ServicesTechshore Inspection Services100% (1)
- TrunnionDocument7 pagesTrunnionRUDHRA DHANASEKAR100% (1)
- Pressure Vessel - Columns - AnimateDocument16 pagesPressure Vessel - Columns - AnimateSamir ChaudharyNo ratings yet
- Foam SprinklerDocument2 pagesFoam SprinklerMokhles KichoNo ratings yet
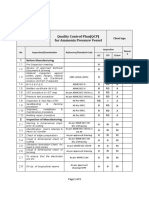
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDocument3 pagesQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- Fabrication of ManifoldDocument2 pagesFabrication of Manifoldsarangpune100% (1)
- Pad Type NozzleDocument2 pagesPad Type NozzleSajal Kulshrestha0% (1)
- Pressure Vessel Design ASME Sec. VIIIDocument37 pagesPressure Vessel Design ASME Sec. VIIIprayogo1010No ratings yet
- Pressure Vessel Design Safety: Suryakant RanderiDocument46 pagesPressure Vessel Design Safety: Suryakant Randericonny julandaNo ratings yet
- A Comparison Study of Pressure Vessel Design Using Different Standards PDFDocument319 pagesA Comparison Study of Pressure Vessel Design Using Different Standards PDFJM100% (1)
- Shree Satyanarayan Industrial Suppliers Pvt. LTD.: Carbon Steel Pipe Hydrostatic Test Calculation SheetDocument1 pageShree Satyanarayan Industrial Suppliers Pvt. LTD.: Carbon Steel Pipe Hydrostatic Test Calculation SheetSalman KhanNo ratings yet
- Skirt To Dish Joint PDFDocument64 pagesSkirt To Dish Joint PDFPrajwal ShettyNo ratings yet
- ASME B31 8 Riser CalcDocument12 pagesASME B31 8 Riser CalcEmmanuel LawrenceNo ratings yet
- Welding Procedure PIPE HDPE - Rev.03Document29 pagesWelding Procedure PIPE HDPE - Rev.03DORBANI NedjmeddineNo ratings yet
- Piping Inspect & Testing ProcedureDocument11 pagesPiping Inspect & Testing ProcedureErlanggaBonaparteNo ratings yet
- PD5500 - 133 - RectangularFlange CalculationDocument9 pagesPD5500 - 133 - RectangularFlange CalculationDarshan PanchalNo ratings yet
- Coupling Calculations and Ug-32 Unstayed Head CalculationsDocument9 pagesCoupling Calculations and Ug-32 Unstayed Head CalculationsLcm TnlNo ratings yet
- Hydrotesting Not Required Under New API-653 Procedure - Oil & Gas JournalDocument9 pagesHydrotesting Not Required Under New API-653 Procedure - Oil & Gas JournalamokhtaNo ratings yet
- Blind Flange With Multiplpe Opening (U Stamp) )Document12 pagesBlind Flange With Multiplpe Opening (U Stamp) )Ashish Dhok0% (1)
- Inspection and Test Plan For Reciprocating CompressorDocument21 pagesInspection and Test Plan For Reciprocating CompressorNorman Morales100% (1)
- Collar Bolts: in Shell and Tube Heat ExchangersDocument2 pagesCollar Bolts: in Shell and Tube Heat ExchangersMahdi Hocine100% (1)
- Welding Inspection ProcedureDocument5 pagesWelding Inspection ProcedurePugalNo ratings yet
- SP-2069 Specification For Pressure VesselsDocument68 pagesSP-2069 Specification For Pressure Vesselsarjunprasannan7No ratings yet
- Hydrotest BlindDocument9 pagesHydrotest BlindAdrian RogersNo ratings yet
- Bolt TighteningDocument13 pagesBolt Tighteningwali banNo ratings yet
- E.1.1) Nozzle Neck Thickness For Cyl. Shell Nozzles As Per UG-45Document2 pagesE.1.1) Nozzle Neck Thickness For Cyl. Shell Nozzles As Per UG-45Rajesh KumarNo ratings yet
- S-Stamp Calculation Nozzle ShellDocument4 pagesS-Stamp Calculation Nozzle ShellmukeshNo ratings yet
- S.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5Document7 pagesS.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5கோகுல் இராNo ratings yet
- Con8522 - Casey-Fdmee Epm and Erp Integration Con8522Document41 pagesCon8522 - Casey-Fdmee Epm and Erp Integration Con8522parmitchoudhuryNo ratings yet
- Inspection and Test Plan For Pressure VesselDocument2 pagesInspection and Test Plan For Pressure Vesselalokbdas50% (2)
- Pneumatic Test Procedure For SeagullDocument4 pagesPneumatic Test Procedure For SeagullDarkvaderNo ratings yet
- QC Questionery. PIPINGDocument6 pagesQC Questionery. PIPINGMd Sharique100% (3)
- CPP-NA2-PM-PLN-0015 Procedure For Hydrostatic TestingDocument18 pagesCPP-NA2-PM-PLN-0015 Procedure For Hydrostatic TestingAdil Ijaz100% (1)
- Overhaul Manual: Continental Aircraft EngineDocument438 pagesOverhaul Manual: Continental Aircraft EngineHermes Garcia Vaquero100% (2)
- Annexure - Bolt Torque CalculationDocument4 pagesAnnexure - Bolt Torque CalculationDarshan Panchal100% (1)
- Asme Cal in TabularDocument14 pagesAsme Cal in TabularSundara MoorthyNo ratings yet
- Using s275jr For Asme Div1 Vessel-UnassignedDocument6 pagesUsing s275jr For Asme Div1 Vessel-UnassignedNasrul AdliNo ratings yet
- Hydrotest Pressure CalculationDocument26 pagesHydrotest Pressure CalculationChetan B Kapadia100% (13)
- Ped Hazard Check ListDocument2 pagesPed Hazard Check ListakisdassasNo ratings yet
- Nozzle Calculation - Primary Reformer Stack-R0Document22 pagesNozzle Calculation - Primary Reformer Stack-R0Aditya Jain100% (1)
- Design Calculation Anchor Flange ASME VIII Div 1Document4 pagesDesign Calculation Anchor Flange ASME VIII Div 1Dhia SlamaNo ratings yet
- Sample4 SpreadsheetDocument21 pagesSample4 SpreadsheetTrishul Nath Pallay100% (1)
- Material Handling Equipment: RAFIULLAH KHAN MSC PROJECT REPORT PDFDocument46 pagesMaterial Handling Equipment: RAFIULLAH KHAN MSC PROJECT REPORT PDFrafimarwat67% (12)
- Pressure - Vacuum Relief Valve - Part 1Document10 pagesPressure - Vacuum Relief Valve - Part 1winarnobNo ratings yet
- Design of Flat Head For HydrotestDocument12 pagesDesign of Flat Head For HydrotestSAGAR100% (1)
- Hot Bolting Procedure PDFDocument2 pagesHot Bolting Procedure PDFmasmarkun4444100% (3)
- Welding InspectionDocument7 pagesWelding Inspectionzahid_497100% (1)
- Alvaer DNV2.7-3 PDFDocument23 pagesAlvaer DNV2.7-3 PDFThanhdong Do100% (1)
- Performance of Austenitic Stainless Steel in Wet Sour Gas Part 2Document5 pagesPerformance of Austenitic Stainless Steel in Wet Sour Gas Part 2wholenumberNo ratings yet
- BOLTRIGHT Tightening Procedure 20-900Document2 pagesBOLTRIGHT Tightening Procedure 20-900zeids100% (4)
- Conpipe - CementlingDocument43 pagesConpipe - Cementlingויליאם סן מרמיגיוס50% (2)
- Amine Stripper Column Crack 3501-1-T-004: PQR Test CouponDocument2 pagesAmine Stripper Column Crack 3501-1-T-004: PQR Test Couponpstechnical_43312697100% (1)
- Vessel Pressure TestingDocument3 pagesVessel Pressure TestingYetkin ErdoğanNo ratings yet
- Safety Alert: Failure of Fabricated Test Blind Flange For Hydrostatic TestingDocument5 pagesSafety Alert: Failure of Fabricated Test Blind Flange For Hydrostatic TestingvietnampetrochemicalNo ratings yet
- Inspection and Test Plan For Pressure Vessel - Important PointsDocument21 pagesInspection and Test Plan For Pressure Vessel - Important PointsNorman MoralesNo ratings yet
- Fabrication, Inspection, Testing and Supply of Stainless Steel DrumsDocument17 pagesFabrication, Inspection, Testing and Supply of Stainless Steel DrumsAmitNo ratings yet
- Inspection and Test Plan (Itp) For Control ValvesDocument15 pagesInspection and Test Plan (Itp) For Control ValveszakariaNo ratings yet
- Procedure Plant and Equipment SafetyDocument9 pagesProcedure Plant and Equipment SafetyJean Claude EidNo ratings yet
- Spherical Bearings Loader Slot Bearings Rod End Bearings Sleeve BearingsDocument43 pagesSpherical Bearings Loader Slot Bearings Rod End Bearings Sleeve BearingsMar SolNo ratings yet
- Cloud Computing Is Internet-BasedDocument16 pagesCloud Computing Is Internet-BasedsnaveenrajaNo ratings yet
- Airport Safety Management SystemDocument33 pagesAirport Safety Management Systemrashid01032No ratings yet
- 601 0532 Rev1Document47 pages601 0532 Rev1Ing NavaNo ratings yet
- Bill of QuantityDocument7 pagesBill of QuantityAnonymous YHVmpLoNo ratings yet
- Gurunadh R: Professional ProfileDocument4 pagesGurunadh R: Professional ProfileMahendraKumarNo ratings yet
- Part 21 AMCGM Rev 4 Incl 69-2014 01-12-2014Document472 pagesPart 21 AMCGM Rev 4 Incl 69-2014 01-12-2014Marius IlieNo ratings yet
- An Organization Study On Rydon Industries at CBEDocument40 pagesAn Organization Study On Rydon Industries at CBElavanya mohanNo ratings yet
- Fastwind Monoshock 200 Picture Book 2011 EpaDocument32 pagesFastwind Monoshock 200 Picture Book 2011 EpaJe AnNo ratings yet
- Flight Performance of A Package Delivery Quad Rotor BiplaneDocument12 pagesFlight Performance of A Package Delivery Quad Rotor BiplaneBreno Brito MirandaNo ratings yet
- Commonwealth HS Roofing DPDocument4 pagesCommonwealth HS Roofing DPjay vasquezNo ratings yet
- 1327 - VE Ref. MNL by F. Sherwin, 62Document334 pages1327 - VE Ref. MNL by F. Sherwin, 62Anonymous FpRJ8oDdNo ratings yet
- CP 2 Vibration Monitoring and Analysis GuideDocument5 pagesCP 2 Vibration Monitoring and Analysis GuideCristian GarciaNo ratings yet
- Resume - Welding InspectorDocument4 pagesResume - Welding InspectorPradeep ManivannanNo ratings yet
- PJHA Minggu 1Document2 pagesPJHA Minggu 1jumaliNo ratings yet
- Standard Products: INR Price List No. DFL-08 Effective 1st Oct 2018Document11 pagesStandard Products: INR Price List No. DFL-08 Effective 1st Oct 2018RAHUL RICONo ratings yet
- An Analysis of The Madaras Rotor Power Planta - Alternate Method For Extracting Large Amounts of Power From The Wind - Vol 2Document427 pagesAn Analysis of The Madaras Rotor Power Planta - Alternate Method For Extracting Large Amounts of Power From The Wind - Vol 2binho58No ratings yet
- Sop QutDocument2 pagesSop QutTrans Globe JamnagarNo ratings yet
- AGRISTA: Vol. 4 No. 3 September 2016: Hal. 405 - 413 ISSN 2302-1713Document9 pagesAGRISTA: Vol. 4 No. 3 September 2016: Hal. 405 - 413 ISSN 2302-1713Vhisnu DharmaNo ratings yet
- Control of The Twin-Rotor System: Than T. ThinhDocument8 pagesControl of The Twin-Rotor System: Than T. ThinhDouglas SanchezNo ratings yet
- Plant LocationDocument8 pagesPlant LocationMuhtasim FuadNo ratings yet
- Facilitator: Dr. N. Vishal Kumar Gupta, Asst. Professor, Dept. of Pharmaceutics, Jss Colege of Pharmacy, MYSORE-15Document21 pagesFacilitator: Dr. N. Vishal Kumar Gupta, Asst. Professor, Dept. of Pharmaceutics, Jss Colege of Pharmacy, MYSORE-15kavya nainita0% (1)
- Mohammed Shaban, M.SC., PMP®: About MeDocument3 pagesMohammed Shaban, M.SC., PMP®: About MeMohammed ShabanNo ratings yet
- Maintenance Performance Measurement (MPM) : Issues and ChallengesDocument14 pagesMaintenance Performance Measurement (MPM) : Issues and ChallengesMitt JohnNo ratings yet