You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- IOS Mat0066 7Document35 pagesIOS Mat0066 7Bartosz_Grzywacz_IP67% (3)
- Capital and Operating Cost Estimating SystemDocument158 pagesCapital and Operating Cost Estimating SystemRussell Hartill87% (15)
- Interpretation Leached Outcrops BlanchardDocument215 pagesInterpretation Leached Outcrops BlanchardRussell Hartill100% (7)
- Chapter 1: Appropriate Selection of Interior and Exterior Constuction MaterialsDocument5 pagesChapter 1: Appropriate Selection of Interior and Exterior Constuction MaterialsKris To PherNo ratings yet
- Fort Irwin MinesDocument24 pagesFort Irwin MinesRussell HartillNo ratings yet
- A Citizen's Guide To The EISDocument19 pagesA Citizen's Guide To The EISRussell HartillNo ratings yet
- Army Corp of Engineers ContractsDocument40 pagesArmy Corp of Engineers ContractsRussell HartillNo ratings yet
- Freeman 1973Document768 pagesFreeman 1973Russell HartillNo ratings yet
- SLMR 1921 April 30 Construction BeginsDocument1 pageSLMR 1921 April 30 Construction BeginsRussell HartillNo ratings yet
- Fort Irwin MinesDocument24 pagesFort Irwin MinesRussell HartillNo ratings yet
- SLMR 1916 Dec 30 Spiro On Silver King Is Gen MGRDocument1 pageSLMR 1916 Dec 30 Spiro On Silver King Is Gen MGRRussell HartillNo ratings yet
- SLMR 1929 March 15 Silver King Mill PhotoDocument1 pageSLMR 1929 March 15 Silver King Mill PhotoRussell HartillNo ratings yet
- SLMR 1913 Nov 30 Milling at The Silver KingDocument5 pagesSLMR 1913 Nov 30 Milling at The Silver KingRussell HartillNo ratings yet
- SLMR 1918 Jan 15Document3 pagesSLMR 1918 Jan 15Russell HartillNo ratings yet
- PR 1916 May 5Document1 pagePR 1916 May 5Russell HartillNo ratings yet
- SLMR 1913 Nov 30 Milling at The Silver KingDocument5 pagesSLMR 1913 Nov 30 Milling at The Silver KingRussell HartillNo ratings yet
- Silver King Mill SLMR 1900Document2 pagesSilver King Mill SLMR 1900Russell HartillNo ratings yet
- BLM Letter in Re Backfilling Lakeside ClaimsDocument1 pageBLM Letter in Re Backfilling Lakeside ClaimsRussell HartillNo ratings yet
- Letter To BLM in Re Backfilling Lakeside ClaimsDocument2 pagesLetter To BLM in Re Backfilling Lakeside ClaimsRussell HartillNo ratings yet
- Thomas A Rickard's A History of American MiningDocument431 pagesThomas A Rickard's A History of American MiningRussell HartillNo ratings yet
- Lets Go Gold Mining by J.P. HallDocument212 pagesLets Go Gold Mining by J.P. HallRussell Hartill100% (2)
- USGS PP 610 Principal Gold Producing Districts in United StatesDocument237 pagesUSGS PP 610 Principal Gold Producing Districts in United StatesRussell Hartill100% (3)
- Technicalreport07 3Document25 pagesTechnicalreport07 3Russell HartillNo ratings yet
- Kern County Mines and Minerals ResourcesDocument368 pagesKern County Mines and Minerals ResourcesRussell HartillNo ratings yet
- ASTM D6926 Standard Practice For Preparation of Bituminous Specimens Using Marshall Apparatus Compaction HammersDocument1 pageASTM D6926 Standard Practice For Preparation of Bituminous Specimens Using Marshall Apparatus Compaction HammersBhaskar Pratim DasNo ratings yet
- Unit 8Document25 pagesUnit 8Kinnari PatelNo ratings yet
- 5 Ply Corrugated BoxesDocument2 pages5 Ply Corrugated BoxesRosa Jasmene100% (1)
- Technical Manual - Tilting Bratt Pan - MayaPaz M-DTE 1290Document10 pagesTechnical Manual - Tilting Bratt Pan - MayaPaz M-DTE 1290Noor ItihazNo ratings yet
- Elcometer 127Document2 pagesElcometer 127AnziziAbdeljalilNo ratings yet
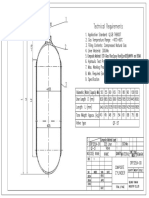
- CRP325-00-50 120 L (Drawing of Gas Cylinder)Document1 pageCRP325-00-50 120 L (Drawing of Gas Cylinder)Cristhian Junior Acosta ParadaNo ratings yet
- Book 1Document22 pagesBook 1Arpit ShuklaNo ratings yet
- CF OPI ONLINE LIST - June 2019Document1 pageCF OPI ONLINE LIST - June 2019Tony CefaiNo ratings yet
- Unbalanced Voltages and Electric Motors: Causes and ConsequencesDocument4 pagesUnbalanced Voltages and Electric Motors: Causes and Consequencesalimoya13No ratings yet
- CH 03Document44 pagesCH 03RODRIGO JAVIER BRIZUELA PADILLANo ratings yet
- Brochure Beadcrete Int Designer-BeadcreteDocument9 pagesBrochure Beadcrete Int Designer-BeadcreteKaneNo ratings yet
- Myk LaticreteDocument75 pagesMyk LaticreteAnand AnandNo ratings yet
- Balzer PDFDocument327 pagesBalzer PDFOscar SpinningaliciaNo ratings yet
- Feeder Canal Lining 29Document12 pagesFeeder Canal Lining 29ABAMELANo ratings yet
- Failure Due To BandingDocument7 pagesFailure Due To Bandingmal singh50% (2)
- Utilization of Sugarcane Bagasse Ash and Rice Husk Ash On Compressive Strength and Durability of Sustainable Pavement Quality ConcreteDocument10 pagesUtilization of Sugarcane Bagasse Ash and Rice Husk Ash On Compressive Strength and Durability of Sustainable Pavement Quality ConcreteEditor IJTSRDNo ratings yet
- Basic Ink JetDocument37 pagesBasic Ink JetVjz10997No ratings yet
- ROCKWOOL RockTech B (Blanket) Series LR PDFDocument2 pagesROCKWOOL RockTech B (Blanket) Series LR PDFWasawat JoongjaiNo ratings yet
- Colmac DX Ammonia Piping Handbook 2nd EditionDocument57 pagesColmac DX Ammonia Piping Handbook 2nd EditionDaniel Puello Rodelo100% (1)
- Spill Control Systems 2010 CatalougeDocument53 pagesSpill Control Systems 2010 Catalougespillcontrol100% (1)
- Matter Classification Properties and LawsDocument52 pagesMatter Classification Properties and Lawsapi-230328718No ratings yet
- Gas WeldingDocument22 pagesGas WeldingranNo ratings yet
- 2000 Thomas Flexible Disc Couplings CatalogDocument43 pages2000 Thomas Flexible Disc Couplings CatalogAnonymous 0CnvpxSNo ratings yet
- AST - Fixed Roof DesignDocument23 pagesAST - Fixed Roof DesignAntony Bruno Genewin100% (2)
- Reactivity of Metal & Thermochemistry Question PDFDocument24 pagesReactivity of Metal & Thermochemistry Question PDFAqilah HazwaniNo ratings yet
- 523V Pressure Vacuum Vent PDFDocument1 page523V Pressure Vacuum Vent PDFBaraka LetaraNo ratings yet
- معدلات الانتاج للعمالDocument10 pagesمعدلات الانتاج للعمالhih2No ratings yet