You might also like
- Expanded RangersDocument26 pagesExpanded RangersKristopher Garrett100% (3)
- 3 - Gas Turbine Overview 8.09Document25 pages3 - Gas Turbine Overview 8.09Sujeet Kumar100% (3)
- DLN 2.0+ Fuel NozzleDocument1 pageDLN 2.0+ Fuel NozzleWedneslao Lopez100% (1)
- Ger 3928c Uprate Options Ms9001 Heavy Duty Gas TurbineDocument58 pagesGer 3928c Uprate Options Ms9001 Heavy Duty Gas Turbineamir moniriNo ratings yet
- Generator VOL 8ADocument18 pagesGenerator VOL 8AEmadAlhosien Alhosien100% (1)
- Ge 6faDocument1 pageGe 6faAnish DonaldNo ratings yet
- Service Experiences With The World Record Gas Turbine SGT-8000HDocument16 pagesService Experiences With The World Record Gas Turbine SGT-8000HabelsgNo ratings yet
- GE Frame 9Document4 pagesGE Frame 9Umar Saeed100% (1)
- Steam Turbine Gas Turbine 002Document6 pagesSteam Turbine Gas Turbine 002dheerajdb99100% (2)
- Gas Turbine Combustion SystemDocument14 pagesGas Turbine Combustion Systemrohit u100% (3)
- GTs World Comparison Picture - 1-130 MW - 2015 01Document2 pagesGTs World Comparison Picture - 1-130 MW - 2015 01dvcher78No ratings yet
- (ARTICLE) Gas Turbine DegradationDocument36 pages(ARTICLE) Gas Turbine DegradationFrancisco Baptista100% (1)
- SGT6-5000F PAC - LowRes PDFDocument18 pagesSGT6-5000F PAC - LowRes PDFmyegnrNo ratings yet
- MS6001FADocument14 pagesMS6001FAsureshkumar908No ratings yet
- GEA31503e PGP Product E-Catalog 2015 R10Document47 pagesGEA31503e PGP Product E-Catalog 2015 R10juagamsar100% (1)
- Ge Power Ststem Manuals PDFDocument157 pagesGe Power Ststem Manuals PDFveejai_kumar100% (2)
- Alstom Gas-Turbines-Technical-Performance PDFDocument2 pagesAlstom Gas-Turbines-Technical-Performance PDFPoull SteeadyNo ratings yet
- Service - Gas Turbine Modernization PDFDocument6 pagesService - Gas Turbine Modernization PDFDiego CarpioNo ratings yet
- Main Parts List PDFDocument34 pagesMain Parts List PDFOmar Rodriguez BarriosNo ratings yet
- GT Mtc. PracticesDocument59 pagesGT Mtc. PracticesAbhishek Prakash Srivastava100% (1)
- GT Frame 9 ManualDocument102 pagesGT Frame 9 ManualSSC & GSC of Lebanon100% (1)
- Variable Inlet Guide Vane System: GE Power SystemsDocument4 pagesVariable Inlet Guide Vane System: GE Power Systemsanggita gigih wahyu iriawan100% (1)
- Lm2500 DescripDocument2 pagesLm2500 DescripDenis Jimenez100% (1)
- 5 Gas Turbine - Turbine and Exhaust SystemDocument142 pages5 Gas Turbine - Turbine and Exhaust SystemMohamed Balbaa100% (3)
- Siemens Gas Turbine Product Range Comparison 0-130 MW: For Siemens Internal Use OnlyDocument2 pagesSiemens Gas Turbine Product Range Comparison 0-130 MW: For Siemens Internal Use Onlythunder0% (1)
- Factsheet Industrial Trent 60 Us LowresDocument2 pagesFactsheet Industrial Trent 60 Us LowresAsri GaniNo ratings yet
- Material Inspection of Hot Gas PathDocument2 pagesMaterial Inspection of Hot Gas Patheankibo100% (2)
- Comp Amp Turbine COURS 9001EDocument27 pagesComp Amp Turbine COURS 9001Enabil160874100% (2)
- Ansaldo Energia AE94.2 Upgrading ProjectDocument20 pagesAnsaldo Energia AE94.2 Upgrading Projectvincent8295547100% (1)
- GE's Next 7FA Gas Turbine "Test and Validation"Document20 pagesGE's Next 7FA Gas Turbine "Test and Validation"JJ100% (1)
- CCPP Cycling PDFDocument20 pagesCCPP Cycling PDFStefanos GabalacNo ratings yet
- Scope of Supply Titan130Document32 pagesScope of Supply Titan130danferreiro8318No ratings yet
- GE Gas Turbines Were Basically Divided Into 3 DifferentDocument3 pagesGE Gas Turbines Were Basically Divided Into 3 Differentsaikrish36100% (1)
- Trent 60 - REolls Royse - 60 MWDocument1 pageTrent 60 - REolls Royse - 60 MWcirius_coolNo ratings yet
- Proven Upgrade SGT5-4000FDocument9 pagesProven Upgrade SGT5-4000FThanapaet Rittirut100% (2)
- 6FA HDGT Product Brochure-GEA17987Document8 pages6FA HDGT Product Brochure-GEA17987mike100% (1)
- Compresor TITAN 130 (Solar)Document86 pagesCompresor TITAN 130 (Solar)Martínez Rodriguez DiegoNo ratings yet
- LM2500 50Hz Fact Sheet 2016Document2 pagesLM2500 50Hz Fact Sheet 2016joseomarlmNo ratings yet
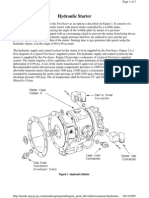
- Figure 1. Hydraulic StarterDocument3 pagesFigure 1. Hydraulic StarterDenis JimenezNo ratings yet
- Single Shaft Design of Power PlantDocument12 pagesSingle Shaft Design of Power PlantSrinivasa Rao PallelaNo ratings yet
- Generator Cooling MethodsDocument16 pagesGenerator Cooling MethodsKVV100% (1)
- Siemens Sgt400 Powerplant BrochureDocument4 pagesSiemens Sgt400 Powerplant Brochuremasoud0% (1)
- Abb 13e2 GT24 1997Document11 pagesAbb 13e2 GT24 1997atfrost4638No ratings yet
- Sr. Inspection Engineer Sample ResumeDocument4 pagesSr. Inspection Engineer Sample ResumemaheshNo ratings yet
- Combustion Heavy DutyDocument28 pagesCombustion Heavy DutyIvan Poma Montes100% (2)
- HRSG Design Tutorial - Heat BalanceDocument3 pagesHRSG Design Tutorial - Heat BalanceRavi Kasaudhan100% (1)
- GT8BC and 8C - C2 Comp Upgrade - April2008 - FVDocument4 pagesGT8BC and 8C - C2 Comp Upgrade - April2008 - FVt.o.i.n.g100% (1)
- Gas Turbines TocDocument8 pagesGas Turbines Tocnasr305100% (1)
- 04 - LM2500 OverviewDocument27 pages04 - LM2500 OverviewLudovic LeroyNo ratings yet
- Bentofix IQ - Design ManualDocument12 pagesBentofix IQ - Design ManualCristian GiurgeaNo ratings yet
- MS5001PA Gas Turbine Fact SheetDocument3 pagesMS5001PA Gas Turbine Fact SheetGustavo Palacios100% (3)
- 9e Turbine Gea16035b 9e GT HRDocument1 page9e Turbine Gea16035b 9e GT HRFedor Bancoff.No ratings yet
- Fast, Efficient and Flexible Smart Maintenance Approach: The Compact ValueDocument2 pagesFast, Efficient and Flexible Smart Maintenance Approach: The Compact ValueIvana SpanovicNo ratings yet
- 10.1115 1.3240303Document6 pages10.1115 1.3240303ali a100% (1)
- Taurus 60 Packing ListDocument3 pagesTaurus 60 Packing Listhermit44535No ratings yet
- Equipment Definition: Component LiteratureDocument5 pagesEquipment Definition: Component LiteratureAbbas AkbarNo ratings yet
- Mars 100 PlantDocument9 pagesMars 100 PlantabelsgNo ratings yet
- Siemens 1 GTX 100 TurbineDocument16 pagesSiemens 1 GTX 100 Turbinejparmar100% (1)
- Siemens GTDocument8 pagesSiemens GThbalu007No ratings yet
- Service Bulletin: PurposeDocument3 pagesService Bulletin: PurposejussmeeeNo ratings yet
- Presentation EuroturbineDocument56 pagesPresentation Euroturbinetmz100% (1)
- Ansalado TurbinesDocument8 pagesAnsalado Turbinesalexandr_popov_2No ratings yet
- GasDocument8 pagesGasscribdkhatnNo ratings yet
- Scheda Gas Turbine Ae64 3a LoDocument4 pagesScheda Gas Turbine Ae64 3a LoFadzil NorNo ratings yet
- Ved Module 6Document10 pagesVed Module 6Chen MaglunsodNo ratings yet
- CLSU-Agricultural Engineering Board Exam Review Materials: Farm PowerDocument11 pagesCLSU-Agricultural Engineering Board Exam Review Materials: Farm PowerKaren Joy BabidaNo ratings yet
- Netbiter Concept Brochure - WebDocument7 pagesNetbiter Concept Brochure - WebVidian Prakasa AriantoNo ratings yet
- Final - Manuscript (GROUP 1&3)Document82 pagesFinal - Manuscript (GROUP 1&3)SHIELOU LOMODNo ratings yet
- Epilepsy in ChildrenDocument34 pagesEpilepsy in ChildrenAdam MochtarNo ratings yet
- Tom Conley - Cartographic CinemaDocument274 pagesTom Conley - Cartographic CinemasaraNo ratings yet
- Broadband Gaas Mesfet and Gan Hemt Resistive Feedback Power AmplifiersDocument8 pagesBroadband Gaas Mesfet and Gan Hemt Resistive Feedback Power AmplifiersKhurram SamiNo ratings yet
- Agc-5200 5220 5240 5260 5280Document66 pagesAgc-5200 5220 5240 5260 5280Pedro Martinez GarayNo ratings yet
- LNP: April 10, 2016: News PresentationDocument80 pagesLNP: April 10, 2016: News PresentationLNP MEDIA GROUP, Inc.No ratings yet
- 1 s2.0 S1877705816312590 MainDocument9 pages1 s2.0 S1877705816312590 MainJafar A BarakatNo ratings yet
- Chapter 1 Oil Seal IntroductionDocument6 pagesChapter 1 Oil Seal IntroductionNCvetarskyNo ratings yet
- Handout3 Schrock CarbeneDocument3 pagesHandout3 Schrock CarbeneEustance JuanNo ratings yet
- Grammar Test 1Document5 pagesGrammar Test 1Vy NguyễnNo ratings yet
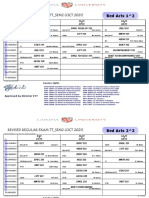
- Revised Regular Exam TT - Sem2 (Oct 2021) : Bed Arts 1 2Document78 pagesRevised Regular Exam TT - Sem2 (Oct 2021) : Bed Arts 1 2kelvinNo ratings yet
- BiotechnologyDocument27 pagesBiotechnologySunil PillaiNo ratings yet
- BurnerDocument2 pagesBurnerVishnu PatidarNo ratings yet
- Cambridge IGCSE ™: Physics 0625/43 October/November 2022Document16 pagesCambridge IGCSE ™: Physics 0625/43 October/November 2022azimagiccookieNo ratings yet
- Planck Paper PDFDocument4 pagesPlanck Paper PDFG. AlfredNo ratings yet
- Mind Body RelationshipDocument14 pagesMind Body RelationshipRitchie Michael GomezNo ratings yet
- Midterm QM MATERIALSDocument28 pagesMidterm QM MATERIALSTrần Thanh TrúcNo ratings yet
- Paper 4 - Structured QuestionsDocument20 pagesPaper 4 - Structured Questionsvita iftitahiyahNo ratings yet
- 33.michael A. LittleDocument273 pages33.michael A. LittleMatteo RiveraNo ratings yet
- Ideal Gas LawDocument16 pagesIdeal Gas LawJomari ValenzuelaNo ratings yet
- Characteristics and Classification of PCMDocument10 pagesCharacteristics and Classification of PCMJinto A JNo ratings yet
- Reduction of Early-Age Crack Risks in Concrete Walls by Using A New Casting TechniqueDocument9 pagesReduction of Early-Age Crack Risks in Concrete Walls by Using A New Casting TechniqueTeo Peng KeatNo ratings yet
- SpectraLayers One 8 Operation ManualDocument74 pagesSpectraLayers One 8 Operation Manual릴황No ratings yet