You might also like
- 2012 Nissan JUKE Service Repair Manual PDFDocument19 pages2012 Nissan JUKE Service Repair Manual PDFfjjsjekdmme25% (4)
- EuroPro 9110 Sewing Machine Instruction ManualDocument79 pagesEuroPro 9110 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- Build A T3FD Antenna by Tony Rycko KA2UFODocument25 pagesBuild A T3FD Antenna by Tony Rycko KA2UFO_0379victor_100% (2)
- Andrew Coaxial Cable Installation Instructions-Bulletin 17800BDocument8 pagesAndrew Coaxial Cable Installation Instructions-Bulletin 17800BMike FixNo ratings yet
- Studyguide PDFDocument52 pagesStudyguide PDFMarcelo VeronezNo ratings yet
- Wireline Equipment Standard-Norsok PDFDocument14 pagesWireline Equipment Standard-Norsok PDFRio de Mario100% (2)
- Wireline DrumsDocument1 pageWireline DrumsRio de MarioNo ratings yet
- Connections RenaultDocument16 pagesConnections RenaultBrian Schmidt100% (1)
- FINAL SMAC Compressor Control Philosophy Rev4Document6 pagesFINAL SMAC Compressor Control Philosophy Rev4AhmedNo ratings yet
- ESP - Cable HandlingDocument3 pagesESP - Cable Handlingkmiqd100% (1)
- LESSON 2 - Topic 2 - Laying Out CablesDocument4 pagesLESSON 2 - Topic 2 - Laying Out CablesMichael LaguitanNo ratings yet
- VivekDocument29 pagesVivekshreyanshNo ratings yet
- 10 KW Conversor de IonosferaDocument4 pages10 KW Conversor de Ionosferapablodanielrigo100% (1)
- Application Note Fiber Optic Cable InstalllationDocument7 pagesApplication Note Fiber Optic Cable InstalllationAbduBuserNo ratings yet
- The FOA Reference For Fiber Optics-Installing Fiber Optic Cable - Bend RadiusDocument6 pagesThe FOA Reference For Fiber Optics-Installing Fiber Optic Cable - Bend RadiusHabibSadeghiNo ratings yet
- Flow Tube and Pressure WorkDocument3 pagesFlow Tube and Pressure WorkCARLOSELSOARESNo ratings yet
- Laying of Underground CablesDocument17 pagesLaying of Underground CablesMohammed K. HayderNo ratings yet
- Design & Fabrication Guide For Metal Framed Railings: August 1, 2007Document36 pagesDesign & Fabrication Guide For Metal Framed Railings: August 1, 2007Sagar SangraulaNo ratings yet
- 40 Meters VerticalDocument10 pages40 Meters Verticalعرفان عرفانNo ratings yet
- Sec D BC SeasoningDocument4 pagesSec D BC SeasoningInes delcianeNo ratings yet
- Parker CPI™ Instrumentation Tube Fittings StoryDocument12 pagesParker CPI™ Instrumentation Tube Fittings StoryhariNo ratings yet
- Wiring Industrial Canadian 5th Edition by Herman Branch Granelli Trineer Isbn 0176570470 9780176570477Document24 pagesWiring Industrial Canadian 5th Edition by Herman Branch Granelli Trineer Isbn 0176570470 9780176570477steven.bowers810100% (11)
- Core 10Document18 pagesCore 10eleno m. estoqueNo ratings yet
- 2nd Assignment 2Document13 pages2nd Assignment 2Mian HamadNo ratings yet
- Draft MOS For Cable LayingDocument8 pagesDraft MOS For Cable LayingHtun SoeNo ratings yet
- Laying of Underground CablesDocument14 pagesLaying of Underground CablesjibooryNo ratings yet
- What Is A "Good Ground?": Joe Carr's Radio Tech-NotesDocument7 pagesWhat Is A "Good Ground?": Joe Carr's Radio Tech-NotesSatish RajuNo ratings yet
- HFC CATV SECTION4 Subsurface Cable ConstructionDocument13 pagesHFC CATV SECTION4 Subsurface Cable ConstructionpahiescorpNo ratings yet
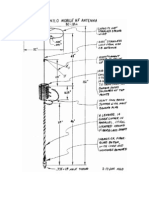
- Antena Movil HFDocument10 pagesAntena Movil HF10sd156100% (1)
- Large HV Machine Repair: Repair Options & Rewind Good Practice With Examples of More Unusual RepairsDocument9 pagesLarge HV Machine Repair: Repair Options & Rewind Good Practice With Examples of More Unusual RepairsmersiumNo ratings yet
- Handling, Installation and Maintenance of Steel Wire Ropes: Service 6.222.1 E Rev.: A 1998-04-17Document25 pagesHandling, Installation and Maintenance of Steel Wire Ropes: Service 6.222.1 E Rev.: A 1998-04-17Никита ВеликоцкийNo ratings yet
- Build An All Band HF Air CoreDocument42 pagesBuild An All Band HF Air CorerimuguNo ratings yet
- Biquad Yagi 2.4ghzDocument6 pagesBiquad Yagi 2.4ghzAnonymous vRX0OvwHNo ratings yet
- Tee and SPC Transmatches: Gary E.J. Bold, ZL1ANDocument11 pagesTee and SPC Transmatches: Gary E.J. Bold, ZL1ANaton1000No ratings yet
- HELIAX Coaxial CableDocument8 pagesHELIAX Coaxial CablehernanoygNo ratings yet
- Super Rod Squid Pole AntennaDocument7 pagesSuper Rod Squid Pole AntennadandjNo ratings yet
- Getting The Most From Your Cable Part 1 Cable SeasoningDocument2 pagesGetting The Most From Your Cable Part 1 Cable SeasoningMaaz Bin FurqanNo ratings yet
- Drag Chain SizingDocument11 pagesDrag Chain SizingdNo ratings yet
- Grounding 2Document15 pagesGrounding 2Abdul Azim100% (1)
- Wireline Advisory WilcoDocument5 pagesWireline Advisory WilcoWilliam EvansNo ratings yet
- OHSec 14Document34 pagesOHSec 14Elias GabrielNo ratings yet
- Ugly Choke BalunDocument8 pagesUgly Choke BalunPraba Karan DNo ratings yet
- Slht-Tve 10 Q3 M2Document13 pagesSlht-Tve 10 Q3 M2Jecel Feb BiangosNo ratings yet
- Proper Wire Rope UseDocument10 pagesProper Wire Rope Usekartoon_38No ratings yet
- L.R.baggs X-Bridge Us Standard ManualDocument2 pagesL.R.baggs X-Bridge Us Standard ManualNebojsa Maric-MaroniNo ratings yet
- Wireline Stripping OperationsDocument5 pagesWireline Stripping OperationsDavid OrtegaNo ratings yet
- Frmcoiltips 0206 0Document3 pagesFrmcoiltips 0206 0andres monederoNo ratings yet
- Quality Wireline - Field Leakage TestDocument3 pagesQuality Wireline - Field Leakage TestADebeliusNo ratings yet
- Half-Wave Flower Pot Antenna - VK2ZOIDocument9 pagesHalf-Wave Flower Pot Antenna - VK2ZOIEiber Eloy Azuaje MejíasNo ratings yet
- Slickline and Coiled Tubing ProblemsDocument35 pagesSlickline and Coiled Tubing ProblemsMahmoud Eid0% (1)
- Methods of Cable Laying - Electrical RevolutionDocument7 pagesMethods of Cable Laying - Electrical RevolutionjibooryNo ratings yet
- Installation of Single Conductor CableDocument4 pagesInstallation of Single Conductor CableMrNo ratings yet
- Mobius Coil Winding Tutorial - ToroidalDocument10 pagesMobius Coil Winding Tutorial - ToroidalIchbins100% (3)
- Power TubesDocument8 pagesPower TubesPalmNo ratings yet
- Assembly Instructions For Strat and Tele Style PickupsDocument10 pagesAssembly Instructions For Strat and Tele Style PickupsLazyfingers61100% (2)
- Notes On FencingDocument4 pagesNotes On Fencingraghu_mnNo ratings yet
- Tube TopicsDocument31 pagesTube TopicsRicardo Jose PirelaNo ratings yet
- Inexpensive 17-Meter VerticalDocument10 pagesInexpensive 17-Meter VerticalSwlVUNo ratings yet
- 12 Inch FSL Design Rev ADocument5 pages12 Inch FSL Design Rev AtlebrykNo ratings yet
- Installation of Optical Fiber: A Comparison of Dry Versus Gel Filled Optical CablesDocument5 pagesInstallation of Optical Fiber: A Comparison of Dry Versus Gel Filled Optical CablesmanzoorNo ratings yet
- Packoff Damage To WirelineDocument1 pagePackoff Damage To WirelineArmanNo ratings yet
- MIMSDocument8 pagesMIMShardeep_gNo ratings yet
- Cable System: Dall-MilesDocument4 pagesCable System: Dall-MilesJay Deep GhoshNo ratings yet
- Wireline Advisory Wilco PDFDocument5 pagesWireline Advisory Wilco PDFhesam abbaszadehNo ratings yet
- How to Install Electric Bells, Annunciators, and AlarmsFrom EverandHow to Install Electric Bells, Annunciators, and AlarmsNo ratings yet
- Form Travelling ExpansesDocument1 pageForm Travelling ExpansesRio de MarioNo ratings yet
- T2B2 Spec Sheet June2013Document2 pagesT2B2 Spec Sheet June2013Rio de MarioNo ratings yet
- Job Hazard Analysis Welding & Cutting Operations: Reference: OSHA Standard 29 CFR 1926.350, Subpart J, Welding & CuttingDocument1 pageJob Hazard Analysis Welding & Cutting Operations: Reference: OSHA Standard 29 CFR 1926.350, Subpart J, Welding & CuttingRio de MarioNo ratings yet
- XZU Chap02Document7 pagesXZU Chap02Rio de MarioNo ratings yet
- Product Data Sheet: C120 - Circuit Breaker - C120N - 1P - 63A - C CurveDocument2 pagesProduct Data Sheet: C120 - Circuit Breaker - C120N - 1P - 63A - C CurveRio de MarioNo ratings yet
- Pto Doc Pc6-InglDocument2 pagesPto Doc Pc6-InglRio de MarioNo ratings yet
- 550FC With AC61 Data PageDocument3 pages550FC With AC61 Data PageRio de MarioNo ratings yet
- Soft Skills Interview QuestionsDocument3 pagesSoft Skills Interview QuestionsRio de MarioNo ratings yet
- Open Hole Logging Services: Logging Tool Mnemonic Logging Tool Name Log Type Formation Property Measured CommentDocument5 pagesOpen Hole Logging Services: Logging Tool Mnemonic Logging Tool Name Log Type Formation Property Measured CommentRio de MarioNo ratings yet
- Inspection Certificate Type 3.1 Per EN 10204:2004: Zapp Precision Wire IncDocument2 pagesInspection Certificate Type 3.1 Per EN 10204:2004: Zapp Precision Wire IncRio de MarioNo ratings yet
- ZP Mast SteelDocument2 pagesZP Mast SteelRio de MarioNo ratings yet
- Dhesives Ealants: RubberbondDocument2 pagesDhesives Ealants: RubberbondRio de MarioNo ratings yet
- A1 001 Wireline Unit PTO SwapBody 24ftDocument2 pagesA1 001 Wireline Unit PTO SwapBody 24ftRio de MarioNo ratings yet
- Vickers General Hydraulic BookDocument29 pagesVickers General Hydraulic BookKarthik Sarang100% (15)
- Resistivity LoggingDocument26 pagesResistivity LoggingRio de Mario100% (1)
- Sonic Logging TestDocument3 pagesSonic Logging TestRio de MarioNo ratings yet
- Slickline Basics.51 60Document10 pagesSlickline Basics.51 60Rio de MarioNo ratings yet
- Logging Masts - Lightweight AluminumDocument2 pagesLogging Masts - Lightweight AluminumRio de MarioNo ratings yet
- Wireline Works Tech-BulletinsDocument25 pagesWireline Works Tech-BulletinsRio de Mario100% (1)
- Slickline Basics.41 50Document10 pagesSlickline Basics.41 50Rio de MarioNo ratings yet
- Wireline Equipment Checks: - 2. Wire HistoryDocument10 pagesWireline Equipment Checks: - 2. Wire HistoryRio de MarioNo ratings yet
- Slickline Basics.61 70Document10 pagesSlickline Basics.61 70Rio de MarioNo ratings yet
- Slickline Basics.11 20Document10 pagesSlickline Basics.11 20Rio de MarioNo ratings yet
- Slickline Basics.41 50Document10 pagesSlickline Basics.41 50Rio de MarioNo ratings yet
- TCSRDocument16 pagesTCSRscottsawNo ratings yet
- Delta VFD B Drive Program SettingDocument1 pageDelta VFD B Drive Program SettingMohammed SajidNo ratings yet
- Ignition TransformerDocument7 pagesIgnition TransformerNim100% (1)
- MC7x4 Users Manual Ver - 02 PDFDocument111 pagesMC7x4 Users Manual Ver - 02 PDFturbo385No ratings yet
- Upright SL20Document56 pagesUpright SL20Jaap MoparNo ratings yet
- 15no03 Ds 020 010 Emergency Diesel GeneratorDocument11 pages15no03 Ds 020 010 Emergency Diesel Generatorbagus handokoNo ratings yet
- Student Name: Ganesh Kumar A/L Tinakaran ID Number: 1001025488 - Lab Report Assessment RubricDocument8 pagesStudent Name: Ganesh Kumar A/L Tinakaran ID Number: 1001025488 - Lab Report Assessment RubricMd Ashiqur RahmanNo ratings yet
- ADSS Installation GuideDocument9 pagesADSS Installation GuideSergio SanchezNo ratings yet
- Fault Finding Chart For Motorcycle Electrical SystemsDocument4 pagesFault Finding Chart For Motorcycle Electrical SystemsntulaNo ratings yet
- Machine Design Answer KeyDocument16 pagesMachine Design Answer KeyK.KESAVARAJ HICET STAFF MCTSNo ratings yet
- DC Geared Motor Eng PDFDocument16 pagesDC Geared Motor Eng PDFjonoc90No ratings yet
- Check List For AFCDocument4 pagesCheck List For AFCsenthilkumar subramanianNo ratings yet
- Tyre Degradation Mew PsDocument3 pagesTyre Degradation Mew PsTatak Bay AhmedNo ratings yet
- Daily Report: Privatisation of Sungai Besi - Ulu Kelang Elevated Expressway (Suke)Document1 pageDaily Report: Privatisation of Sungai Besi - Ulu Kelang Elevated Expressway (Suke)KumaResan SubramaniamNo ratings yet
- Rotorway Internacional A600 TalonDocument42 pagesRotorway Internacional A600 TalonJohnny cespedesNo ratings yet
- Sharp LC-32A47E PDFDocument142 pagesSharp LC-32A47E PDFboroda2410100% (1)
- Voltage PDFDocument44 pagesVoltage PDFAntonioPierreNo ratings yet
- Basic Concept For Electrical DesigningDocument2 pagesBasic Concept For Electrical DesigningJoel RemegioNo ratings yet
- Drive ShaftDocument52 pagesDrive ShaftManny AnacletoNo ratings yet
- A New Battery/Ultra-Capacitor Hybrid Energy Storage System For Electric, Hybrid and Plug-In Hybrid Electric VehiclesDocument6 pagesA New Battery/Ultra-Capacitor Hybrid Energy Storage System For Electric, Hybrid and Plug-In Hybrid Electric Vehiclestariq76No ratings yet
- ER Morning Routine ChecksDocument3 pagesER Morning Routine ChecksMaskin100% (1)
- Catalogo Unidad Enfriadora Trane R-407C PDFDocument8 pagesCatalogo Unidad Enfriadora Trane R-407C PDFJUAN FRANCISCO AYALANo ratings yet
- Digest 176 NEC TablesDocument1 pageDigest 176 NEC TablesHernan Dario Alvarez BenitezNo ratings yet
- Maintenance Procedure TunnelDocument3 pagesMaintenance Procedure TunnelloayNo ratings yet
- Boite de Vitesse I20 HyundaiDocument10 pagesBoite de Vitesse I20 HyundaiKhaled MAMMAR KOUADRINo ratings yet
- VW M3-02. LSC Directional Control Valves in Monoblock DesignDocument8 pagesVW M3-02. LSC Directional Control Valves in Monoblock Designparahu ariefNo ratings yet