You might also like
- Technical Information Letter: GE PowerDocument10 pagesTechnical Information Letter: GE PowerRichard Puicon PuyenNo ratings yet
- Jitterbit Help Manual v5Document581 pagesJitterbit Help Manual v5Sandeep Dhariwal100% (1)
- Til 1755-R3 Lci Water - Cooled Bus LeaksDocument8 pagesTil 1755-R3 Lci Water - Cooled Bus LeaksMichael SanchezNo ratings yet
- Generator VOL 8ADocument18 pagesGenerator VOL 8AEmadAlhosien Alhosien100% (1)
- List of Illustrations: Lm6000 PD Gek 105061 Ge Industrial Aeroderivative Gas TurbinesDocument4 pagesList of Illustrations: Lm6000 PD Gek 105061 Ge Industrial Aeroderivative Gas TurbinesJHONNATTAN RODRIGUEZNo ratings yet
- SCOPE-1 SECTION-2 CommssinoingDocument109 pagesSCOPE-1 SECTION-2 Commssinoingahmed100% (1)
- Combustion Heavy DutyDocument28 pagesCombustion Heavy DutyIvan Poma Montes100% (2)
- F Class Gas Turbine Compressor Water Wash SystemDocument8 pagesF Class Gas Turbine Compressor Water Wash SystemAbdelaziz Eldeeb100% (2)
- GER3620L Nov 3 09b RevDocument60 pagesGER3620L Nov 3 09b RevGTENG CPINo ratings yet
- GE's Next 7FA Gas Turbine "Test and Validation"Document20 pagesGE's Next 7FA Gas Turbine "Test and Validation"JJ100% (1)
- Ger 3571h Perf Reliability Improvements HDGTDocument50 pagesGer 3571h Perf Reliability Improvements HDGTmersium100% (1)
- M7278 - General Electric-AlstomDocument611 pagesM7278 - General Electric-AlstomcgmenesesNo ratings yet
- General Electric - Inlet Air RecommendationDocument28 pagesGeneral Electric - Inlet Air Recommendationhussain mominNo ratings yet
- 9e Turbine Gea16035b 9e GT HRDocument1 page9e Turbine Gea16035b 9e GT HRFedor Bancoff.No ratings yet
- GEA31503e PGP Product E-Catalog 2015 R10Document47 pagesGEA31503e PGP Product E-Catalog 2015 R10juagamsar100% (1)
- 9FA Recommended Parts ListingDocument1 page9FA Recommended Parts Listingalexandr_popov_2No ratings yet
- 517Cr1: Variable Inlet Guide Vane SeizingDocument2 pages517Cr1: Variable Inlet Guide Vane SeizingMuhammad Irfan AnwarNo ratings yet
- Thermal Peaking PDFDocument26 pagesThermal Peaking PDFkhozaqiNo ratings yet
- EngDocument44 pagesEngzomglolzscribdNo ratings yet
- SGT6-5000F PAC - LowRes PDFDocument18 pagesSGT6-5000F PAC - LowRes PDFmyegnrNo ratings yet
- Fact Sheet Til 1292Document2 pagesFact Sheet Til 1292PervimNo ratings yet
- TIL 1880 Trip Risk When Liquid Fuel Recirculation Is Turned Off While Running On Gas PDFDocument5 pagesTIL 1880 Trip Risk When Liquid Fuel Recirculation Is Turned Off While Running On Gas PDFManuel L LombarderoNo ratings yet
- Equipment Definition: Component LiteratureDocument5 pagesEquipment Definition: Component LiteratureAbbas AkbarNo ratings yet
- 9e PDFDocument12 pages9e PDFgayani100% (2)
- Alstom Gas-Turbines-Technical-Performance PDFDocument2 pagesAlstom Gas-Turbines-Technical-Performance PDFPoull SteeadyNo ratings yet
- Siemens GTDocument8 pagesSiemens GThbalu007No ratings yet
- 7fa ControlDocument10 pages7fa Controlfaisalnadim100% (1)
- 9e ChinaDocument7 pages9e Chinanabil160874No ratings yet
- Alstom Gen TOPAIR PDFDocument6 pagesAlstom Gen TOPAIR PDFcynaidu100% (1)
- PEi 20110301 Mar 2011Document180 pagesPEi 20110301 Mar 2011Iván Camilo DíezNo ratings yet
- Gas Turbine Inlet Air Cooling System: Bob OmidvarDocument41 pagesGas Turbine Inlet Air Cooling System: Bob OmidvarKangjin ChoNo ratings yet
- Combustion InspectionsDocument81 pagesCombustion InspectionsPhong le100% (1)
- 04 - LM2500 OverviewDocument27 pages04 - LM2500 OverviewLudovic LeroyNo ratings yet
- Mandatory Recommended SparesDocument14 pagesMandatory Recommended Sparesprasana balaji100% (1)
- Applicability Guide PDFDocument2 pagesApplicability Guide PDFtriplbingaziNo ratings yet
- Ger 3751 ADocument28 pagesGer 3751 Ahbh123456No ratings yet
- Network Security For Mark ViDocument11 pagesNetwork Security For Mark Vijose albertoNo ratings yet
- 11-Presentation MitchCohen PDFDocument32 pages11-Presentation MitchCohen PDFbigsteve9088No ratings yet
- T 1918Document4 pagesT 1918esutjiadiNo ratings yet
- Technical Information Letter: Energy Services Engineering Product Service TIL 1713Document5 pagesTechnical Information Letter: Energy Services Engineering Product Service TIL 1713ankarao69No ratings yet
- Nuovo Pignone: Gas Turbine Compressor WashingDocument22 pagesNuovo Pignone: Gas Turbine Compressor Washingcvg ertdNo ratings yet
- GER3620L Nov 3 09b 1Document60 pagesGER3620L Nov 3 09b 1rafieeNo ratings yet
- GE Gas Turbines Were Basically Divided Into 3 DifferentDocument3 pagesGE Gas Turbines Were Basically Divided Into 3 Differentsaikrish36100% (1)
- GT Fuel Nozzle Refurbishment PDFDocument3 pagesGT Fuel Nozzle Refurbishment PDFJJ100% (2)
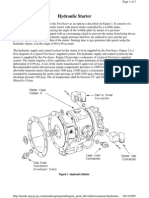
- Figure 1. Hydraulic StarterDocument3 pagesFigure 1. Hydraulic StarterDenis JimenezNo ratings yet
- Mxl2 For Gt26Document4 pagesMxl2 For Gt26Mai DangNo ratings yet
- The 9F Platform - A History of Refinement - Power Engineering InternationalDocument7 pagesThe 9F Platform - A History of Refinement - Power Engineering InternationalSujeet KumarNo ratings yet
- SGT800 Verification ReportDocument58 pagesSGT800 Verification ReportThanapaet RittirutNo ratings yet
- Stage 1 Shroud For FS7001BDocument1 pageStage 1 Shroud For FS7001Bteedee1100% (1)
- EEI 7FA Supplement r1 2octDocument42 pagesEEI 7FA Supplement r1 2octkshalawi0% (1)
- Cable Trays RequirementDocument1 pageCable Trays RequirementSulaiman JafferyNo ratings yet
- 6FA DLN 2.6 Extended Interval Combustion System - GEA17898Document1 page6FA DLN 2.6 Extended Interval Combustion System - GEA17898leninweblbNo ratings yet
- Training MechanicalDocument2 pagesTraining Mechanicalmomo chanNo ratings yet
- 06 UCH GT 9001E - Inlet Filter & Duct SystemsDocument113 pages06 UCH GT 9001E - Inlet Filter & Duct SystemsHassan Mahmood100% (2)
- MHPS Jac GTDocument7 pagesMHPS Jac GTkp pkNo ratings yet
- The F Technology Experience Story: GE Power SystemsDocument16 pagesThe F Technology Experience Story: GE Power SystemsManarFikry100% (1)
- GE Steam Bypass System Ger4201Document18 pagesGE Steam Bypass System Ger4201Utku Kepcen100% (1)
- Ger 4217 ADocument30 pagesGer 4217 Atehranqom100% (2)
- GEA18457ADocument20 pagesGEA18457AEdGouramiNo ratings yet
- 7FA GT Classic Re Imagined - GEA17911Document20 pages7FA GT Classic Re Imagined - GEA17911Christina Paul100% (2)
- D Series Combined Cycle Steam TurbineDocument16 pagesD Series Combined Cycle Steam TurbineKVV67% (3)
- Essentials of Anatomy and PhysiologyDocument31 pagesEssentials of Anatomy and PhysiologyTufail MemonNo ratings yet
- T-Icb-06: 2.1 To Study The Existing Systern To Acquisition Sysrem Das-100 System Imake Yokogawa, Japan)Document1 pageT-Icb-06: 2.1 To Study The Existing Systern To Acquisition Sysrem Das-100 System Imake Yokogawa, Japan)Tufail MemonNo ratings yet
- Group Leader Training Program: Centeral Power Generation Co. LTD PakistanDocument1 pageGroup Leader Training Program: Centeral Power Generation Co. LTD PakistanTufail MemonNo ratings yet
- Wonders of ComputersDocument27 pagesWonders of ComputersTufail MemonNo ratings yet
- Simrad MX: High Precision D/GPS Smart AntennaDocument2 pagesSimrad MX: High Precision D/GPS Smart Antennahyeryeon ohNo ratings yet
- High Density Polyethylene - HDPE - Pipe and FittingsDocument8 pagesHigh Density Polyethylene - HDPE - Pipe and Fittingsnilesh_erusNo ratings yet
- 1 CranesDocument10 pages1 CranesPratik GuptaNo ratings yet
- South African Learner Driver ManualDocument42 pagesSouth African Learner Driver ManualjohnfloryNo ratings yet
- Circuit SwitchingDocument1 pageCircuit SwitchingMJ KhanNo ratings yet
- OISD GDN 180 - Draft PDFDocument38 pagesOISD GDN 180 - Draft PDFValesh Monis100% (1)
- 300-075 Exam QuestionsDocument5 pages300-075 Exam QuestionsOlivia MerchantNo ratings yet
- NB-CPD SG15 07 049 - Bituminous Mixtures To EN 13108 - FPCDocument18 pagesNB-CPD SG15 07 049 - Bituminous Mixtures To EN 13108 - FPChalexing5957No ratings yet
- Keysight 34461A User Manual PDFDocument584 pagesKeysight 34461A User Manual PDFHouseman74No ratings yet
- Service: ManualDocument58 pagesService: ManualCaptain444No ratings yet
- Inspode Quality Assurance ManualDocument53 pagesInspode Quality Assurance ManualKeneth Del CarmenNo ratings yet
- Brief History of The Internet - Internet Timeline - Internet SocietyDocument13 pagesBrief History of The Internet - Internet Timeline - Internet SocietyAnna LesavaNo ratings yet
- Voltage Stability Analysis: Simulation Versus Dynamic SimulationDocument6 pagesVoltage Stability Analysis: Simulation Versus Dynamic Simulationsreekantha2013No ratings yet
- Dbms RecordDocument79 pagesDbms RecordAdam ZamoraNo ratings yet
- VJ107-SFMC Impact Testrev1Document9 pagesVJ107-SFMC Impact Testrev1AMG Co.No ratings yet
- BubbleDeck Design Guide v1.2Document18 pagesBubbleDeck Design Guide v1.2trozza28100% (2)
- Syscontrol Ahu 10hp SDocument12 pagesSyscontrol Ahu 10hp SAdades Safede EfdNo ratings yet
- Difference Between Rework & Repair As Per IATF16949?Document19 pagesDifference Between Rework & Repair As Per IATF16949?John OoNo ratings yet
- BS 5268-6.1-1996Document31 pagesBS 5268-6.1-1996Aboalmaali100% (2)
- Chapter 1 - Introduction - 2020 - Industrial Ventilation Design GuidebookDocument14 pagesChapter 1 - Introduction - 2020 - Industrial Ventilation Design GuidebookRichard100% (1)
- Bfou I 150 250v Cable - 1Document3 pagesBfou I 150 250v Cable - 1Santosh KumarNo ratings yet
- For My Website CookieDocument445 pagesFor My Website CookieShantonu SarkerNo ratings yet
- ZXCTN 6150 V3.00 Product Description - 20140106 - ENDocument155 pagesZXCTN 6150 V3.00 Product Description - 20140106 - ENMarvin Sanchez Gutierrez100% (1)
- Location Planning and AnalysisDocument22 pagesLocation Planning and AnalysisEdCasinNo ratings yet
- Aci 301-f Bray - PrintDocument34 pagesAci 301-f Bray - Printeros100% (1)
- Lolwah Abuthiyab CV 2024 v1Document1 pageLolwah Abuthiyab CV 2024 v1anaschoudhry1996No ratings yet
- Booster Pumps Multistage Vertical 60HzDocument28 pagesBooster Pumps Multistage Vertical 60Hzrhusseinpos4765No ratings yet
- RAPS RCC MDR Study ChecklistDocument4 pagesRAPS RCC MDR Study Checklistajitbasrur445No ratings yet