You might also like
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Non-Traditional Processes: ManufacturingDocument49 pagesNon-Traditional Processes: ManufacturingShubham ChomalNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Received 15 March 1978Document9 pagesReceived 15 March 1978Awadhesh RathiNo ratings yet
- Strength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresFrom EverandStrength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresRating: 4 out of 5 stars4/5 (1)
- Nontraditional Manufacturing Processes, MF 30604: Ultra Sonic Machining (USM)Document18 pagesNontraditional Manufacturing Processes, MF 30604: Ultra Sonic Machining (USM)Yogesh PrabhakarNo ratings yet
- Ultrasonic Machining USM: The Basic Causes of Material Removal 1Document13 pagesUltrasonic Machining USM: The Basic Causes of Material Removal 1Saswat KhataiNo ratings yet
- Lecture 2 - 06-03-2024Document19 pagesLecture 2 - 06-03-2024rohithconnect021No ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Appropriate Design Method Adopted For Single Point Cutting ToolDocument7 pagesAppropriate Design Method Adopted For Single Point Cutting ToolInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Ultrasonic Machining (USM)Document20 pagesUltrasonic Machining (USM)Prateek SharmaNo ratings yet
- El-Hofy Fundamentals of Machining Processes Tema 10Document42 pagesEl-Hofy Fundamentals of Machining Processes Tema 10chompo83No ratings yet
- KIM E KIM MicromachiningDocument12 pagesKIM E KIM Micromachininggande10No ratings yet
- Non Traditional Machining ProcessesDocument108 pagesNon Traditional Machining ProcessesAsheeshKumarNo ratings yet
- Cutting Forces in Hard Turning Comprising Tool Flank Wear and Its Implication For The Friction Between Tool and WorkpieceDocument7 pagesCutting Forces in Hard Turning Comprising Tool Flank Wear and Its Implication For The Friction Between Tool and Workpiecematic91No ratings yet
- Advanced Manufacturing Techniques-1Document132 pagesAdvanced Manufacturing Techniques-1Nishant SinhaNo ratings yet
- Lie Wald 2011Document7 pagesLie Wald 2011Anonymous gGlZpFNo ratings yet
- Machining MetalsDocument20 pagesMachining MetalshemakumarsNo ratings yet
- A Model of Surface Roughness Constitution in The Metal Cutting Process Applying Tools With Defined StereometryDocument10 pagesA Model of Surface Roughness Constitution in The Metal Cutting Process Applying Tools With Defined StereometryChiheb BaNo ratings yet
- Analysis On Grinding Media Motion in Ball Mill by Discrete Element MethodDocument5 pagesAnalysis On Grinding Media Motion in Ball Mill by Discrete Element MethodjamalNo ratings yet
- Usm PDFDocument5 pagesUsm PDFPANKWORLDNo ratings yet
- Ntmp2014 UsmDocument17 pagesNtmp2014 UsmShashank GauravNo ratings yet
- 4 Lecture Notes Turning ProcessDocument23 pages4 Lecture Notes Turning ProcessAkun SayaNo ratings yet
- Structurl and Thermal Fea Analysis of Wet Multi Plate Clutch by Varying Friction Surface Materials - 1604927749Document7 pagesStructurl and Thermal Fea Analysis of Wet Multi Plate Clutch by Varying Friction Surface Materials - 1604927749Hod of ME PRRMNo ratings yet
- Finite Element Analysis of Transformer C PDFDocument5 pagesFinite Element Analysis of Transformer C PDFJose CasaisNo ratings yet
- 2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnDocument6 pages2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnJesus Ismael Jimenez GarciaNo ratings yet
- Angle of Nip PDFDocument11 pagesAngle of Nip PDFanasabdullah100% (1)
- 4 Deep DrawingDocument26 pages4 Deep Drawingmck_medo100% (1)
- Choudhury 2004Document5 pagesChoudhury 2004Fábio CamposNo ratings yet
- Problems of Clamping Rotary Tools: Jaroslav Kunstfeld, Josef BrychtaDocument4 pagesProblems of Clamping Rotary Tools: Jaroslav Kunstfeld, Josef BrychtaMaid GanjgoNo ratings yet
- Assignment 2Document3 pagesAssignment 2Adane MinuyeNo ratings yet
- Single Point CuttingDocument35 pagesSingle Point CuttingCameron GrantNo ratings yet
- Chapter Twenty TwoDocument16 pagesChapter Twenty Twoabdullaammar090No ratings yet
- Blanking Tool Wear Modeling Using The Finite Element MethodDocument15 pagesBlanking Tool Wear Modeling Using The Finite Element MethodMatheus William CesarNo ratings yet
- State-Of-The-Art Review On VAM Principle, SystemDocument17 pagesState-Of-The-Art Review On VAM Principle, SystemAbhishek BihariNo ratings yet
- Spe/Iadc: Applications of A Real Time Wellbore Friction AnalysisDocument10 pagesSpe/Iadc: Applications of A Real Time Wellbore Friction AnalysisAhmed Ali AlsubaihNo ratings yet
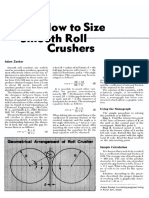
- How To Size Smooth Roll CrushersDocument2 pagesHow To Size Smooth Roll CrushersEdu BauNo ratings yet
- Hu 2012Document6 pagesHu 2012Anonymous gGlZpFNo ratings yet
- Tool WearDocument12 pagesTool WearSharath Kumar Bm100% (1)
- 3D Finite Element Modeling of Thin-Wall Machining of Aluminum 7075-T6 AlloyDocument6 pages3D Finite Element Modeling of Thin-Wall Machining of Aluminum 7075-T6 AlloyBhasker RamagiriNo ratings yet
- Concrete Industrial Ground Floor Slab Design (TR34)Document3 pagesConcrete Industrial Ground Floor Slab Design (TR34)Nihar ShahNo ratings yet
- Tribology Regular Test 2Document4 pagesTribology Regular Test 2Qalu vibesNo ratings yet
- Simulation of Die-Sinking EDM by Discharge Location Searching AlgorithmDocument7 pagesSimulation of Die-Sinking EDM by Discharge Location Searching AlgorithmAwanish KumarNo ratings yet
- Modeling Flank Wear of Carbide Tool Insert in Metal CuttingDocument12 pagesModeling Flank Wear of Carbide Tool Insert in Metal CuttingBasarabeanuNo ratings yet
- Fractal Dimension Measurement of Engineering Surfaces: PergamonDocument5 pagesFractal Dimension Measurement of Engineering Surfaces: PergamonAbbas MNo ratings yet
- Abrasive Jet Machining (AJM) : Dr. Manas DasDocument40 pagesAbrasive Jet Machining (AJM) : Dr. Manas DasVicky Bawa-127No ratings yet
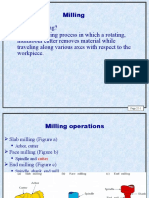
- Milling 23Document25 pagesMilling 23KhabirIslamNo ratings yet
- PRODUCTION Lecture and Quiz 2Document5 pagesPRODUCTION Lecture and Quiz 2DhaneshNo ratings yet
- Abrasive Jet MachiningDocument10 pagesAbrasive Jet MachiningFadlanbunglonNo ratings yet
- Effect of Blank Radius On Radial Stresses in Hydroforming Deep Drawing ProcessDocument7 pagesEffect of Blank Radius On Radial Stresses in Hydroforming Deep Drawing ProcessomkarnadkarniNo ratings yet
- DJJ30113 LAB SHEET LAB 3 Vickers Hardness TestDocument6 pagesDJJ30113 LAB SHEET LAB 3 Vickers Hardness TestArif DanialNo ratings yet
- Design of Two Way Slab (Continuous) : Given DataDocument3 pagesDesign of Two Way Slab (Continuous) : Given DataParwan Exceltech100% (1)
- Grade Slab ACI 150thkDocument7 pagesGrade Slab ACI 150thkraahul_nNo ratings yet
- Tool WearDocument11 pagesTool WearRam27092003 GermanNo ratings yet
- Machining Time For Lathe, Milling, Shaper EtcDocument189 pagesMachining Time For Lathe, Milling, Shaper EtchashimtkmceNo ratings yet
- Effect of Tool Edge Wear On The Cutting PDFDocument13 pagesEffect of Tool Edge Wear On The Cutting PDFTomescu MadalinNo ratings yet
- Chapter2 - 2nd LectureDocument22 pagesChapter2 - 2nd LectureKAMALJEET SINGHNo ratings yet
- First Semester Chapter Four: Friction ClutchesDocument26 pagesFirst Semester Chapter Four: Friction ClutchesJawed ShaikhNo ratings yet
- Bearing-Study Material Mechanical Engg-1Document14 pagesBearing-Study Material Mechanical Engg-1anishiitdNo ratings yet
- Block Diagram of Intel 8086Document5 pagesBlock Diagram of Intel 8086Ritesh SinghNo ratings yet
- 41 Rolling Contact BearingsDocument11 pages41 Rolling Contact BearingsPRASAD326100% (3)
- 38 Design of Flat Belt DrivesDocument9 pages38 Design of Flat Belt DrivesPRASAD326100% (1)
- 17 Power Screw Drives and Their EfficiencyDocument15 pages17 Power Screw Drives and Their EfficiencyPRASAD326100% (2)
- 37 Introduction To Belt DrivesDocument12 pages37 Introduction To Belt DrivesPRASAD326100% (11)
- 29 Welded Joints Types and UsesDocument10 pages29 Welded Joints Types and UsesPRASAD326100% (1)
- 36 Design of Band and Disc BrakesDocument10 pages36 Design of Band and Disc BrakesPRASAD326100% (2)
- 39 Design of V - Belt DrivesDocument10 pages39 Design of V - Belt DrivesPRASAD326100% (6)
- 34 Design of Joints With Variable LoadingDocument8 pages34 Design of Joints With Variable LoadingPRASAD326100% (1)
- 35 Design of Shoe BrakesDocument10 pages35 Design of Shoe BrakesPRASAD326100% (1)
- 10 Low and High Cycle FatigueDocument14 pages10 Low and High Cycle FatiguePRASAD326100% (1)
- Thin CylinderDocument10 pagesThin Cylinderarunnical100% (3)
- 30 Design of Welded JointsDocument8 pages30 Design of Welded JointsPRASAD326No ratings yet
- 33 Design of Eccentrically Loaded Welded JointsDocument10 pages33 Design of Eccentrically Loaded Welded JointsPRASAD326No ratings yet
- 32 Design of Eccentrically Loaded Bolted or Riveted JointsDocument10 pages32 Design of Eccentrically Loaded Bolted or Riveted JointsPRASAD326100% (3)
- 22 Shaft and Its Design Based On StrengthDocument11 pages22 Shaft and Its Design Based On StrengthPRASAD326100% (4)
- 21 Design of Leaf SpringsDocument10 pages21 Design of Leaf SpringsPRASAD326100% (1)
- 28 Design of Riveted JointsDocument9 pages28 Design of Riveted JointsPRASAD326100% (1)
- 18 Design of Power ScrewsDocument14 pages18 Design of Power ScrewsPRASAD326100% (2)
- 25 Thick Cylinders Stresses Due To Internal and External PressuresDocument14 pages25 Thick Cylinders Stresses Due To Internal and External PressuresPRASAD326100% (4)
- 27 Riveted Joints Types and UsesDocument11 pages27 Riveted Joints Types and UsesPRASAD326100% (1)
- 23 Shaft and Its Design Based On StrengthDocument9 pages23 Shaft and Its Design Based On StrengthPRASAD326No ratings yet
- 20 Design of Helical Springs For Variable LoadDocument16 pages20 Design of Helical Springs For Variable LoadPRASAD326No ratings yet
- 19 Introduction To Design of Helical SpringsDocument12 pages19 Introduction To Design of Helical SpringsPRASAD326100% (3)
- 11 Types of Fasteners Pins and KeysDocument12 pages11 Types of Fasteners Pins and KeysPRASAD326100% (2)
- 12 Cotter and Knuckle JointDocument16 pages12 Cotter and Knuckle JointPRASAD326100% (3)
- Pin Bush Coupling DesignDocument15 pagesPin Bush Coupling Designyogwani79No ratings yet
- 8 Stress ConcentrationDocument15 pages8 Stress ConcentrationPRASAD326100% (3)
- 14 Design of Bolted JointsDocument13 pages14 Design of Bolted JointsPRASAD32675% (4)
- Advanced Metering InfrastructureDocument50 pagesAdvanced Metering InfrastructureLudlow_thompson100% (2)
- Smart Edu 821 Research and Statistics Course NoteDocument9 pagesSmart Edu 821 Research and Statistics Course NoteCelestineNo ratings yet
- W1FB - Design NotebookDocument200 pagesW1FB - Design NotebookHsu100% (1)
- Bak A and Bartlomowicz T Conjoint Analysis Method and Its Implementation in Conjoint R PackageDocument9 pagesBak A and Bartlomowicz T Conjoint Analysis Method and Its Implementation in Conjoint R PackageBob FinlaysonNo ratings yet
- Pidex - MKP Invoice - RA Bill 02Document1 pagePidex - MKP Invoice - RA Bill 02kather MohideenNo ratings yet
- Old Sharp TV ManualDocument32 pagesOld Sharp TV ManualL RaShawn LusterNo ratings yet
- Measure Theory Notes Anwar KhanDocument171 pagesMeasure Theory Notes Anwar KhanMegan SNo ratings yet
- Engine Description: CharacteristicsDocument3 pagesEngine Description: Characteristicshorny69No ratings yet
- List of Delhi Architects-20140618-233756Document9 pagesList of Delhi Architects-20140618-233756Amandeep SinghNo ratings yet
- IBSSA 2008aDocument42 pagesIBSSA 2008asrdjan013No ratings yet
- Lucent 5ESS PDFDocument1 pageLucent 5ESS PDFJosue Calebe Rodrigues Machado100% (1)
- Ford Ranger ManualDocument266 pagesFord Ranger ManualHerWagner100% (9)
- Mai Anh 1Document8 pagesMai Anh 1051: Phạm Thị Ngọc HàNo ratings yet
- Public Sector Financial Accounting Techniques A. Public Sector Financial Accounting TechniquesDocument3 pagesPublic Sector Financial Accounting Techniques A. Public Sector Financial Accounting TechniquesRANIA ABDUL AZIZ BARABANo ratings yet
- Types and Stages of A Computer VirusDocument12 pagesTypes and Stages of A Computer VirusLeslie PerezNo ratings yet
- Metro Jobs Clearance Form BlankDocument1 pageMetro Jobs Clearance Form BlankTj Daquigan100% (1)
- Tata Communications Annual Report 2014Document172 pagesTata Communications Annual Report 2014varaprasad_ganjiNo ratings yet
- Pension Gratuity Management Center vs. AAA (Full Text, Word Version)Document9 pagesPension Gratuity Management Center vs. AAA (Full Text, Word Version)Emir MendozaNo ratings yet
- Geomining Guide GBDocument165 pagesGeomining Guide GBProcess ScmiNo ratings yet
- ECE Exam Primer PDFDocument129 pagesECE Exam Primer PDFEmil Eugene DomingoNo ratings yet
- Ibs Vigyan January 2023Document4 pagesIbs Vigyan January 2023chinnusaisanthoshNo ratings yet
- Mara Et Al. - 2020 - Strategies For Coping With LGBT Discrimination atDocument16 pagesMara Et Al. - 2020 - Strategies For Coping With LGBT Discrimination atRMADVNo ratings yet
- Bank of India (Officers') Service Regulations, 1979Document318 pagesBank of India (Officers') Service Regulations, 1979AtanuNo ratings yet
- The Candlemakers' Petition: Frederic BastiatDocument4 pagesThe Candlemakers' Petition: Frederic Bastiatmonisha8bandopadhyayNo ratings yet
- 172 - Villongco v. YabutDocument2 pages172 - Villongco v. YabutPre Pacionela100% (1)
- Company PipelineDocument12 pagesCompany PipelineAhamed kabeerNo ratings yet
- Catalogo Salvin 2017 PDFDocument196 pagesCatalogo Salvin 2017 PDFcarlaNo ratings yet
- Draw Conclusions and Formulate Recommendations (ABM - BES12-Ia-c-4)Document6 pagesDraw Conclusions and Formulate Recommendations (ABM - BES12-Ia-c-4)Aimee LasacaNo ratings yet
- Bus Stop 1Document5 pagesBus Stop 1VishalBeheraNo ratings yet
- Strategies of Philippine National PoliceDocument5 pagesStrategies of Philippine National Policemichael angelo cayabyabNo ratings yet
- Summary: Trading in the Zone: Trading in the Zone: Master the Market with Confidence, Discipline, and a Winning Attitude by Mark Douglas: Key Takeaways, Summary & AnalysisFrom EverandSummary: Trading in the Zone: Trading in the Zone: Master the Market with Confidence, Discipline, and a Winning Attitude by Mark Douglas: Key Takeaways, Summary & AnalysisRating: 5 out of 5 stars5/5 (15)
- How to Talk to Anyone: Learn the Secrets of Good Communication and the Little Tricks for Big Success in RelationshipFrom EverandHow to Talk to Anyone: Learn the Secrets of Good Communication and the Little Tricks for Big Success in RelationshipRating: 4.5 out of 5 stars4.5/5 (1136)
- Learn Spanish While SleepingFrom EverandLearn Spanish While SleepingRating: 4 out of 5 stars4/5 (20)
- Summary: It Didn't Start with You: How Inherited Family Trauma Shapes Who We Are and How to End the Cycle By Mark Wolynn: Key Takeaways, Summary & AnalysisFrom EverandSummary: It Didn't Start with You: How Inherited Family Trauma Shapes Who We Are and How to End the Cycle By Mark Wolynn: Key Takeaways, Summary & AnalysisRating: 5 out of 5 stars5/5 (4)
- Summary: The Laws of Human Nature: by Robert Greene: Key Takeaways, Summary & AnalysisFrom EverandSummary: The Laws of Human Nature: by Robert Greene: Key Takeaways, Summary & AnalysisRating: 4.5 out of 5 stars4.5/5 (31)
- The 16 Undeniable Laws of Communication: Apply Them and Make the Most of Your MessageFrom EverandThe 16 Undeniable Laws of Communication: Apply Them and Make the Most of Your MessageRating: 5 out of 5 stars5/5 (74)
- How to Improve English Speaking: How to Become a Confident and Fluent English SpeakerFrom EverandHow to Improve English Speaking: How to Become a Confident and Fluent English SpeakerRating: 4.5 out of 5 stars4.5/5 (56)
- Weapons of Mass Instruction: A Schoolteacher's Journey Through the Dark World of Compulsory SchoolingFrom EverandWeapons of Mass Instruction: A Schoolteacher's Journey Through the Dark World of Compulsory SchoolingRating: 4.5 out of 5 stars4.5/5 (149)
- Follow your interests: This will make you feel better about yourself and what you can do.: inspiration and wisdom for achieving a fulfilling life.From EverandFollow your interests: This will make you feel better about yourself and what you can do.: inspiration and wisdom for achieving a fulfilling life.No ratings yet
- Summary: I'm Glad My Mom Died: by Jennette McCurdy: Key Takeaways, Summary & AnalysisFrom EverandSummary: I'm Glad My Mom Died: by Jennette McCurdy: Key Takeaways, Summary & AnalysisRating: 4.5 out of 5 stars4.5/5 (2)
- Stoicism The Art of Happiness: How the Stoic Philosophy Works, Living a Good Life, Finding Calm and Managing Your Emotions in a Turbulent World. New VersionFrom EverandStoicism The Art of Happiness: How the Stoic Philosophy Works, Living a Good Life, Finding Calm and Managing Your Emotions in a Turbulent World. New VersionRating: 5 out of 5 stars5/5 (51)
- Why Smart People Hurt: A Guide for the Bright, the Sensitive, and the CreativeFrom EverandWhy Smart People Hurt: A Guide for the Bright, the Sensitive, and the CreativeRating: 3.5 out of 5 stars3.5/5 (54)
- The Story of the World, Vol. 2 Audiobook: History for the Classical Child: The Middle AgesFrom EverandThe Story of the World, Vol. 2 Audiobook: History for the Classical Child: The Middle AgesRating: 5 out of 5 stars5/5 (2)
- The Story of the World, Vol. 1 Audiobook: History for the Classical Child: Ancient TimesFrom EverandThe Story of the World, Vol. 1 Audiobook: History for the Classical Child: Ancient TimesRating: 4.5 out of 5 stars4.5/5 (3)
- Learn English: Must-Know American English Slang Words & Phrases (Extended Version)From EverandLearn English: Must-Know American English Slang Words & Phrases (Extended Version)Rating: 5 out of 5 stars5/5 (30)
- Dumbing Us Down: The Hidden Curriculum of Compulsory SchoolingFrom EverandDumbing Us Down: The Hidden Curriculum of Compulsory SchoolingRating: 4.5 out of 5 stars4.5/5 (498)
- Summary: Greenlights: by Matthew McConaughey: Key Takeaways, Summary & AnalysisFrom EverandSummary: Greenlights: by Matthew McConaughey: Key Takeaways, Summary & AnalysisRating: 4 out of 5 stars4/5 (6)
- Financial Feminist: Overcome the Patriarchy's Bullsh*t to Master Your Money and Build a Life You LoveFrom EverandFinancial Feminist: Overcome the Patriarchy's Bullsh*t to Master Your Money and Build a Life You LoveRating: 5 out of 5 stars5/5 (1)
- Follow The Leader: A Collection Of The Best Lectures On LeadershipFrom EverandFollow The Leader: A Collection Of The Best Lectures On LeadershipRating: 5 out of 5 stars5/5 (122)
- Make It Stick by Peter C. Brown, Henry L. Roediger III, Mark A. McDaniel - Book Summary: The Science of Successful LearningFrom EverandMake It Stick by Peter C. Brown, Henry L. Roediger III, Mark A. McDaniel - Book Summary: The Science of Successful LearningRating: 4.5 out of 5 stars4.5/5 (55)
- You Are Not Special: And Other EncouragementsFrom EverandYou Are Not Special: And Other EncouragementsRating: 4.5 out of 5 stars4.5/5 (6)
- Making a Difference: Stories of Vision and Courage from America's LeadersFrom EverandMaking a Difference: Stories of Vision and Courage from America's LeadersRating: 3 out of 5 stars3/5 (2)
- Becoming Homeschoolers: Give Your Kids a Great Education, a Strong Family, and a Life They'll Thank You for LaterFrom EverandBecoming Homeschoolers: Give Your Kids a Great Education, a Strong Family, and a Life They'll Thank You for LaterNo ratings yet
- Brilliant: The Art and Science of Making Better DecisionsFrom EverandBrilliant: The Art and Science of Making Better DecisionsRating: 4.5 out of 5 stars4.5/5 (23)
- Pound The Stone: 7 Lessons to Develop Grit on the Path to MasteryFrom EverandPound The Stone: 7 Lessons to Develop Grit on the Path to MasteryRating: 5 out of 5 stars5/5 (121)