Professional Documents
Culture Documents
Kaynak Teknolojisi Salim Aslanlar
Uploaded by
bulentuygullCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Kaynak Teknolojisi Salim Aslanlar
Uploaded by
bulentuygullCopyright:
Available Formats
T.C.
SAKARYA NVERSTES
TEKNK ETM FAKLTES
METAL ETM BLM
KAYNAK TEKNOLOJS ve
UYGULAMALARI
(ELEKTRK ARK KAYNAK ve GAZ ERTME KAYNAK TEKNOLOJS
DERS NOTU)
Dr. Salim ASLANLAR
ubat 2009
Dr. Salim ASLANLAR
NDEKLER
1.
1.1.
1.2.
1.2.1.
1.2.2.
1.3.
1.3.1.
1.3.2.
1.3.3.
1.4.
1.4.1.
1.4.2.
1.4.3.
1.4.4.
1.4.5.
1.5.
1.6.
2.
2.1.
2.2.
2.2.1.
2.2.1.1.
2.2.1.1.1.
2.2.1.1.2.
2.2.1.2.
2.2.1.2.1.
2.2.1.3.
2.2.1.4.
2.2.1.4.1.
2.2.1.5.
2.2.1.5.1.
2.2.1.5.2.
2.2.1.5.2.1
2.2.1.5.2.2
2.2.1.5.2.3
2.2.1.5.2.4
2.2.1.5.3
2.2.1.5.3.1
2.2.1.5.3.3
2.2.1.5.3.3
2.2.1.5.3.4
2.2.2.
2.2.2.1
2.2.2.1.1
2.2.2.1.2
2.3
2.3.1
GR
Kaynan Tarihesi
1
Kaynan tanm
6
Metal Malzeme kayna
6
Plastik Malzeme kayna
6
Birletirme yntemleri
6
Mekanik Birletirme
7
Termal Birletirme
7
Kimyasal Birletirme
7
Kaynan Dier mal Usulleri ile Mukayese edilmesi
8
Kaynak le Perinli Balantlarn Mukayese Edilmesi
8
Kaynak le Dkml malatn Mukayese Edilmesi
8
Kaynak le Yaptrma Balantlarn Mukayese Edilmesi
8
Kaynak, Dkm, Dvme Arasndaki Temel Farklar
9
Kaynak, Lehimleme, Yaptrma, Perinleme Arasndaki Temel Farklar 9
Kaynak Yntemlerinin Snflandrlmas
10
deal Kaynak Ve deal Kaynak
12
GAZ ERTME KAYNAK TEKN
Gaz Eritme kaynann Tarihesi
Gaz Eritme Kaynanda Kullanlan Gazlar
Yanc Gazlar
Hidrojen
Hidrojenin Elde edilmesi
Hidrojen zellikleri
Metan
Metann zellikleri
Havagaz
Propan-Btan
Propan Btann zellikleri
Asetilen
Asetilenin zellikleri
Asetilen Gaznn retilmesi
Karpitin Elde edilii
Karpitin Korunmas
Asetilen retimi
Asetilen htihsal Cihazlar
Asetilen Kazanlarnda Emniyet Aygtlar
Sulu Emniyet Cihazlar
Emniyet sbab
Gaz Manometresi ( Burdan Manometresi )
Basn Reglatr
Yakc Gazlar
Oksijen Gaz
Oksijen Gaznn Linde Cihaznda elde edilmesi
Oksijen Gaznn zellikleri
Tpler
Tpler retimi
I
14
14
14
16
16
17
18
19
19
19
19
20
20
20
21
22
23
23
23
26
26
27
28
28
29
29
29
30
30
30
Dr. Salim ASLANLAR
2.3.1.1
2.3.1.2
2.3.1.2.1
2.3.1.2.2
2.3.1.3
2.3.1.4
2.3.1.4.1
2.3.1.4.2
2.3.1.5
2.3.1.5.1.
2.3.1.5.2.
2.3.1.5.3.
2.3.1.5.4.
2.3.2
2.3.2.1.
2.3.2.2.
2.3.2.3.
2.3.2.4.
2.3.2.5.
2.3.2.6.
2.3.3
2.3.3.1
2.3.3.2
2.3.3.3
2.3.3.3.1
2.3.3.3.2.
2.3.3.3.3
2.3.3.3.4
2.3.3.3.4.1
2.3.4
2.3.4.1
2.3.4.1.1
2.3.4.1.2
2.3.4.1.3
2.3.4.1.4
2.3.4.1.5
2.3.4.2
2.4
2.4.1
2.4.2
2.4.2.1
2.4.2.2
2.4.2.3
2.4.2.4
2.4.3
2.4.3.1
2.4.3.2
2.4.3.3
2.4.4
2.4.5
Tplerin teknik zellikleri
Tplerin aretlenmesi
Renkler ile iaretleme
Yaz ile iaretleme
Gaz Tplerinin Bakm
Asetilen Tpleri
Tplerin Bakm
Tp Asetilenin stnlkleri
Oksijen Tpleri
Oksijen Tpnn zellikleri
Tplerin Kullanm ve Bakmlar
Gaz Kullanm
Emniyet Kurallar
Basnl Tpler
Basnl Tplerin Gruplara Ayrlmas
Basnl Tpleri Depolama
Basnl Gaz Tplerinin Depolanmasnda Uyulmas Gereken Kurallar
Tp Depo Alanlar Yerleim Trleri
Gaz Dolu Tplerin Kullanm
Tplerin Depolamas
Tplerde Kullanlan Emniyet Cihazlar
Basn Regltrleri, Manometre
Tp Ventili
Alev Kesiciler ( Kuru Emniyet Cihazlar )
Geri Yanma
Srekli geri yanma:
Gaz Geri Tepmesi:
Alev Geri Tepmesi
Alev Geri Tepmesini nleme Aralar
Gaz Eritme Kaynanda Kullanlan Alet Ve Avadanlklar
Kaynak Hamlalar ( fleleri, alomalar )
Enjektrde Basn Hz Diyagram
Hamla eitleri
Beklerin Gaz Gc Hesab
Kaynak Hz
Kaynak Hamlalarnda Dikkat Edilecek Hususlar
Kaynak Hortumlar
Gaz Eritme Kaynanda Yanma Olay
Yanma Olay ve Alev Blgeleri
Kaynak alevinin Karakteristikleri
Kaynak alevinin s, karakteristii
Kaynak alevinin kimyasal karakteristii
Kaynak alevinin endstriyel karakteristii
Kaynak alevinin ekonomik karakteristii
Alev ( Oksi-Asetilen Alevi ) ve Alev Trleri
Normal Alev ( Ntr alev )
Karbrl Alev ( Redkleyici alev )
Oksitli Alev (Oksitleyici Alev)
Hacim Oranlarna Gre Alev Iss ve Tr
Alev seiminde para iin nemli olan faktrler
II
32
32
32
34
35
38
39
42
43
43
43
44
44
44
45
45
46
46
48
49
50
50
53
54
54
55
55
55
55
61
61
61
61
64
66
68
69
71
71
72
72
72
73
73
73
73
74
74
76
77
Dr. Salim ASLANLAR
2.4.5.1
2.4.5.2
2.4.5.3
2.4.5.4
2.7.1
2.7.2
2.8
2.9
2.9.1
2.9.2.
2.9.3.
2.9.4.
2.9.4.1.
2.9.4.2.
2.9.4.3.
Ergime Noktas
Is Geirgenlii
Isnma Genlemesi
Paralar Yzey Durumu
Gaz Eritme Kaynanda Kullanlan alma Teknikleri
Gaz Eritme Kaynanda alma Teknii
Sola Kaynak
Saa Kaynak
Gaz eritme kaynanda Uygulanan Kaynak pozisyonlar ve uygulan
Dz (Yatay)
Dey (Korni) Kayna
Dik Kaynak Konumu
Tavan ( bast ) Kaynak
Borularn Kayna
Dkme Demir ve Demir D Malzemelerin Gaz Eritme Kayna
Dkme demir (Pik) Kayna
Alminyum Kayna
Bakr kayna
Pirin kayna
Bronz (tun ) kayna
inko kayna
Nikel, altn ve gm kayna
Monel metal kayna
Kurun kayna
Dz Kaynak
Bkme Kaynak
Dik Kaynak
Lengotiyer Metodu ile Kaynak
Sert lehim (sar kayna)
Oksijen Kaynak Atlyelerindeki Muhtemel Kazalar ve Korunma
Tedbirleri
Kesici takmlarnn kullanma talimat
Kaynak Hamlalarnn kullanma talimat
Gaz Eritme Kaynanda Dikkat Edilecek Dier Hususlar
Tplere Gaz Dolumu
Srekli Gazlarn Dolumu
Svlaan Gazlarn dolumu
znm Gazlarn Dolumu
Sanayi Tplerin Kullanmnda Dikkat Edilmesi Gerekli Konular
Depolama
Tplerin letme iinde Nakli
Kullanm
93
94
95
96
97
97
98
99
100
100
100
100
3.1
3.1.1
3.1.1.1
3.1.2.
3.1.2.1
3.1.2.1.1
ELEKTRK ARK KAYNAI
Elektrik Ark Kayna le lgili Elektriki Bilgiler
Elektrik Akm
Elektrik Akmnn Etkileri
Kaynak Akm
Doru akm -Alternatif akmn etkileri
Doru Akm
101
102
102
103
104
104
105
2.5
2.5.1
2.5.1.1
2.5.1.2
2.5.2
2.5.2.1
2.5.2.2
2.5.2.3
2.5.2.4
2.5.3.
2.6.
2.6.1.
2.6.2.
2.6.3.
2.6.4.
2.6.5.
2.6.6.
2.6.7.
2.6.8.
2.6.9.
2.6.9.1
2.6.9.2
2.6.9.3
2.6.9.4
2.6.10.
2.7
III
77
78
78
78
78
78
78
79
81
81
83
83
84
85
87
87
88
89
90
90
90
90
91
91
91
91
92
92
92
Dr. Salim ASLANLAR
3.1.2.1.2
3.1.2.2
3.1.3
3.1.3.1.
3.1.3.1.1
3.1.3.1.2
3.1.3.1.3
3.1.4
3.1.5
3.1.6
3.1.7
3.1.8
3.1.9
3.1.10
3.2
3.2.1
3.2.2
3.2.3
3.2.4.
3.2.4.1.
3.2.4.2.
3.2.4.3
3.3
3.3.1
3.3.2
3.3.3
3.3.4
3.3.5.
3.3.6
3.3.6.1.
3.3.6.2
3.4
3.4.1
3.4.2
3.4.3
3.5
3.5.1
3.5.2
3.5.3
3.5.4
3.5.4.1
3.5.4.2
3.5.4.3
3.6
3.6.1
3.6.1.1
3.6.1.1.1
3.6.1.1.2
3.6.1.2
Alternatif Akm
106
Ayarlama Alan
106
Gerilim
106
Bota alma Gerilimi
107
Yksek Bota alma gerilimi
107
Dk Bota alma Gerilimi
107
Normal Bota alma Gerilimi
108
Tututurma Gerilimi
108
alma Gerilimi
108
Ark Gerilimi
108
Elektrik G
108
Diren
108
Elektrik Devresi
109
Kaynak Akm Devresi
109
Ark
110
Arkta Meydana Gelen Olaylar
110
Arkta Meydana Gelen Scaklk
111
Arkn zellikleri
112
Kaynak Ark eitleri
112
Karbon Elektrot Ark
112
plak Elektrot Ark
112
rtl Elektrot Ark
113
Arkn Balatlmas
113
Kaynak Makinesinin ebekeye Balanmas
113
Kaynak akm iddeti ayarnn yaplmas
115
Elektrik Ark Kaynanda Ark Boyunun Ayarlanmas
116
Elektrik Ark Kaynanda Eim Alarnn Ayarlanmas
116
Elektrik Ark Kaynanda Elektrot Hareketleri
117
Kaynak arknn oluturulmas
119
Vurma Yntemi ile Ark Oluturma
119
Srtme (Kaydrma) Yntemi ile Ark Oluturma
120
Ark flemesi
121
Ark flemesini Meydana Getiren Nedenler
122
Ark flemesinin Zararl Etkileri
123
Ark flemesinin nlenmesi in nerilen Yntemler
123
Elektrik Ark Kaynanda Kullanlan Alet Ve Avadanlklar
125
Elektrik Ark Kaynanda Kaynaklarn kulland El Aletleri
125
Elektrik Ark Kaynanda Kaynaklarn kulland Markalama aletleri ve
lme Cihazlar
126
Elektrik Ark Kaynanda Kullanlan Gvenlii Tehizatlar
129
Elektrik Ark Kaynanda Kullanlan Donanmlar
133
Elektrik Ark Kaynanda kullanlan Penseler
134
Elektrik Ark Kaynanda kullanlan aseler
134
Elektrik Ark Kaynanda kullanlan havalandrma
135
Kaynak Makineleri (Akm reteleri)
137
Kaynak Makinelerinin Snflandrlmas
138
Doru akm kaynak makineleri
138
Kaynak Jeneratrleri
139
Kaynak Redresrleri
142
Alternatif Akm Kaynak Makineleri
143
IV
Dr. Salim ASLANLAR
3.6.1.3
3.6.1.3.1
3.6.2
3.6.3
3.7
3.7.1
3.7.2
3.7.2.1
3.7.2.2
3.7.2.3
3.7.2.4
3.7.2.5
3.7.3
3.7.3.1
3.7.3.2
3.8
3.8.1
3.8.1.1
3.8.1.2
3.8.1.3
3.8.2
3.8.2.1
3.8.2.2
3.8.2.3
3.8.3
3.8.3.1
3.9
3.10
3.11
3.12
3.13
nverterler
nverterlerin zellikleri
Kaynak Akm reteci Seimi
Ykte Kalma Oran
Kaynak Elektrotlar
Kaynak Elektrotlarnn Snflandrlmas
rt Karakterlerine Gre Elektrotlar
Rutil rtl Elektrotlar
Bazik rtl Elektrotlar
Sellozik rtl Elektrotlar
Asid rtl Elektrotlar
Demir Tozlu Elektrotlar
Elektrotlarn Muhafazas
Elektrotlarn Kurutulmas
Elektrot Standartlar
rtl Elektrot le Ark Kaynanda Kaynak Parametrelerinin Seimi
Kaynak ncesi Saptanan Parametreler
Elektrot Tr
Elektrot ap
Akm Tr
Birinci Derecede Ayarlanabilir Parametreler
Kaynak Akm iddeti
Ark Gerilimi (Ark Boyu)
Kaynak Hz
kinci Derecede Ayarlanabilir Parametreler
Elektrot Alar
Ark Kaynandaki Akm ve Hza Bal Kaynak Hatalar
Elektrik Ark Kaynanda Gvenlii
Kaynak Az ekilleri
Puntalama
Uygulamalar
KAYNAKLAR
145
145
148
148
149
149
152
152
153
155
156
156
158
159
160
165
165
165
166
166
167
167
167
168
168
168
171
173
180
182
184
198
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
1.
GR
1.1
KAYNAIN TARHES
Smerler: kaynatlm paralar Takriben
(Altn - Altn)
M
4000.
Msr: Altn kaplamada, ziynet Takriben
eyas imalatnda, bakr ana su M
boru hatlarnda ate kaynann 2700.
kullanm.
Delhi: Kutup- stn, kayna Takriben
yaplm Dkme demirden 16m M 700.
den oluan obelisk
Pompej: Boru hatlarnn ate Takriben
kayna
M 79
Leonardo da Vinci: Borularn Takriben
ve ubuklarn ate kayna.
MS1500
Kutup stn, Delhi
Bir ok ard ardna kaynatlm demir Takriben
paralardan oluan toplarn imalat..
MS 1500
Gttingenli Fiziki Christoph Lichtenberg 1782
tesadf olarak iki metali srtnmeden elde
ettii elektrik yardm ile kaynatmtr. Bu
buluu uygun bir akm kaynann eksik
olmasndan dolay endstride kullanm alan
bulamamtr.
Petrow Petersburgda Ark aratrmalar 1802
yapmaktadr.
16.Yzylda kullanlan Top.
Mknats tarafndan arkn
sapmas tespit edilmitir
W.E. Staite ngilterede ark
metal kayna iin patent
ald. Ama bulmu olduu
yntem
hibir
zaman
kullanlmamtr.
E. Thomson elektrik diren
kaynan bulmutur.
Knaudt und Blass Havagaz
kaynan gelitirmitir..
Dr. Salim ASLANLAR
1821
1849
1877
ARK
1881
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Ark kaynann mucidi olarak bilinen Rus 1887
Bilgin Nikolai Nikolaijewitsch Bernados 1885
tarihinde Metal para ile karbon elektrotlar
arasnda oluturduu elektrik arknn yardm
ile metal paralarnn kaynan yapmtr.
13.01.1887 tarihinde Bernados bu yntemin
patentini Alman makamlarndan almtr. O
tarihlerde bulmu olduu yntem elik
yaplarda perinli birletirmenin yerine
kullanlmaya balanmtr.
Alman Mhendis Zerener deiik bir metot 1889
kullanarak kaynak yapmtr. O Ark iki
karbon elektrot arasnda oluturup mknatslar
yardm ile kaynak blgesine ynlendirmitir.
Is kaynann iletimi ile kendisine avantaj
salamasna ramen bu yntem fazla
kullanlmamtr.
Bernados kazan kayna yaparken
u anda gnmzde kullanlan
elektrik ark kaynann temelini
oluturan yntemin tekniini
Rus
Mhendis
Nikolai
Gawrilowitsch
Slawjanow
gelitirmitir.
1890
N.G. Slawjanow
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Slawjanow ilave elektrot yerine 1890
eriyerek
kaynak
metalini
dolduran (ilave malzeme grevi
gren)metal elektrot kullanarak
ark para ile metal elektrot
arasnda oluturarak kayna
gerekletirmitir. Bu metot
hlihazrda
19
yzyln
sonlarnda birok byk irket
tarafndan
kullanlmaya
balamlardr.
Goldschmidt Termit kaynan
buldu.
Hidrojen oksijen kesme
hamlacnn bulunuu.
Fouche
Asetilen
ile
gaz
kaynan gelitirmitir.
lk defa Oksijen kaynann
Demiryolu raylarnda kullanm.
Otojen Kayna
1895
1900
1902
1907
Buhar kazanlarnn tamirinde ilk defa
kaynan kullanm
Kaynak dikileri kalitesinin dklnden
dolay sveli Mhendis Oscar Kjellberg ilk
defa rtl elektrodu hasar meydana getiren
havann etkilerinden kaynak banyosunu
korumak iin gelitirmitir. Bu elektrotlar 20
yy balarndan itibaren kullanma balanm
ve
ark
kaynann
genilemesi
hz
kazanmtr. Takip eden yllarda piyasada yeni
bulular yaplmtr(rnek olarak zl
elektrotlar).
Ark kaynandaki bir dier iyiletirmede
Robert ve von Nuys tarafndan koruyucu
gazlarn
kullanmyla
salanmtr.
Alminyumun, yksek alaml eliklerin ve
zel malzemelerin kullanmnn ve imalatnn
yaygnlamas bu gelimeyi desteklemitir.
nk bu malzemeler hava etkilerine kar
kaynak esnasnda hassastrlar
1908
1908
1919
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Gaz boru hatlarnda kaynatlm
boazl gemelerin kullanm.
Fiziki Langmuir Wolframhidrojen kaynan(Ark atom
kayna olarakta adlandrlr )
gelitirmitir. En eski koruyucu
gazalt kaynak yntemidir. Son
yllara kadar sanayide bu yntem
kullanlmaktayd. Zamanla TIG
(WIG) kayna ark atom
kaynann yerini almtr.
Robinoff, Paine ve Quillen
Tozaltkayna zerine ilk patenti
almlardr..
lk defa komple kaynakl olarak
yaplm demiryolu kprs.
(Mnster- Rheda yolu).
Elektrot deitirme aparat
Dr. Salim ASLANLAR
1923
1925
1930
Kaynakl demiryolu kprs
1930
Kaynan mekanikletirilmesi ilk olarak
Kjellbergin gelitirdii elektrot deitirme
aparat ile balam ve 60 larda hz
kazanmtr.
lk kaynakl yolcu vagonu(Alman kraliyet
demiryollar)
Karbon ark kaynann gelitirilmi bir
yntemi olan Tungsten (Wolfram) nert Gaz
kayna (TIG-WIG) ABD de bulunmutur ve
irket ismi olan Argonarc kayna olarak
anlmtr. Bu kaynak yntemi gnmzde
ksm
veya
tam
otomatik
olarak
kullanlmaktadr.
Amerika Birleik Devletlerinde ilk defa
S.I.G.M.A.-Metodu
olarak
adlandrlan
(shielded inert gas metal arc) , bugn MIG
kayna olarak bilinen Kaynak yntemi
kullanlmtr. Koruyucu gaz olarak ilk nce
saf argon veya Argon ve ok az miktarda
oksijen karm kullanlmtr. Bu Teknik
bugn ksm veya tam otomatik olarak
kullanlmaktadr ve 50li yllardan itibaren
Avrupann
her
yerinde
kullanlmaya
balanmtr.
30 lu
Yllar
1931
1932
1936
1948
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Koruyucu gaz kayna olarak 1951
kendine has zelikleri olan Plazma
kayna gelitirilmitir. Termik
plazma terimi 1928 senesinde
fiziki
Langmuir
tarafndan
kullanlmtr.
Paton enstits tarafndan elektro 1951
cruf kayna gelitirilmitir.
Endstride koruyucu gaz alt 1953
kaynann (MIG/WIG-TIG )
kullanm.
Dr. Salim ASLANLAR
elik yaplarda MAG kayna
Rusyada ilk defa eriyen elektrot 1953
ile
Gaz
alt
kaynanda
Karbondioksit gaznn endstriyel
kullanm gerekletirilmitir. Bu
yntem MAGC-Kayna olarak
adlandrlm ve bugnk MAGKaynann temelini oluturmutur.
60 l yllarn balarnda koruyucu
gaz olarak Karbondioksit yerine
Argonca zengin karm gazlar
kullanlmaya balanmtr.
Gaz eritme kayna
Kaynak robotu
Uzayda ilk Kaynak denemeleri.
Ark
kaynanda
mpuls
deikenlerinin oluturulmas
Endstride
ilk
kez
kaynak
robotunun kullanm.
Son yllarda MAG Kaynandan
yksek verimin elde edilmesi.
rnein T.I.M.E veya "Rapid
Melt" yntemi gibi. 70 li yllarda
gelitirilen
"High
Deposition
Welding" yntemi bu tekniklerin
balangcdr.
Srtnme kayna Amerika Birleik Devletleri ile
Rusyada ayn anda gelitirilmitir.
Ultrasonik kaynan bulunmas.
Endstride ilk Elektron Bombardman kaynak
cihaz.
lk Kaynak Robotunun sergilenmesi (Halle/Saale).
Lazer kayna gelitirildi.
1969
70 l
yllar
1980
90 l
yllar
T.I.M.E.-Prosesinde dnel ark yntemi
1956
1957
1957
1960
1961
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
1.2
Dr. Salim ASLANLAR
KAYNAIN TANIMI
Kaynak tatbik edilecek malzemenin cinsine gre metal malzeme kayna ve plastik malzeme
kayna olmak zere iki farkl tanm yaplabilir.
1.2.1
Metal malzeme kayna
Metalik malzemeyi s veya basn veya her ikisini birden kullanarak ayn cinsten ve erime
aral ayn olan veya yaklak bir malzeme katarak veya katmadan yaplan sklemez
ekildeki birletirmeye Metal Malzeme Kayna ad verilir.
1.2.2
Plastik Malzeme Kayna
Ayn veya farkl cinsten termoplastik (sertlemeyen plastik) malzemeyi s ve basn
kullanarak ve ayn cins bir plastik ilave malzeme katarak veya katmadan yaplan sklemez
ekildeki birletirmeye plastik malzeme kayna denir.
1.3
BRLETRME YNTEMLER
Genel olarak birletirme yntemlerini uygulama ekline gre e ayrabiliriz.
Mekanik Birletirme Yntemleri: civata, vida ve perin ile
Termal Birletirme Yntemleri: kaynak, pirin lehimi ve lehim ile
Kimyasal Birletirme Yntemleri: yaptrc ile
ekil 1.3.: Kaynakl, perinli ve yaptrma balantlarda gerilim dalm.
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
1.3.1
Dr. Salim ASLANLAR
Mekanik birletirme
Sk ve kolay sklme gerekiyorsa, cvata kullanm ideal ve genellikle de ok gvenilir bir
birletirme yntemidir. Fakat baz durumlarda cvatalar geveyebilir ve uygun bir ekilde
emniyete alnmalar gerekir.
Cvata veya perin kullanmak iin delik almas gerekir, bu da paralar zayflatr. Birleim
yk altna girdiinde, alan deliklerin etrafnda gerilim younlamas meydana gelir. Bu
durum erken malzeme yorgunluuna neden olabilir (ekil 1.3.). Dolaysyla, bu tr balant
elemanlar kullanldnda salamln salanabilmesi iin malzeme kalnlnn artrlmas
gerekir. Ayrca, cvata veya perin delikleri korozyon tehlikesini artrr. Bu sebepten
ounlukla karmak ve pahal olan yaltm veya yzey koruma ilemlerine gerek duyulur.
Eer farkl metaller birletiriliyorsa, galvanik korozyon ve farkl genleme grlebilir.
1.3.2 Termal birletirme
Kaynak ve lehim normalde yalnzca benzer malzemelerde mmkndr. Skme mmkn
deildir veya ok zordur. Kaynak ve lehim ilemi srasnda oluan yksek scaklk istenmeyen
gerilmelere neden olur, bunun sonucunda para yorgunluu (ekil 1.3), ve paralarn metal
yapsnda bozulma meydana gelebilir.
ekil 1.3.1: Galvanik korozyon.
1.3.3 Kimyasal birletirme
Yaptrma, salad birok avantajla imalat alanlarn geniletir:
Dzgn gerilim dalm: Alan delikler nedeniyle meydana gelen gerilim
younlamalar engellenir ( ekil 1.3).
Yapsal deiim olmamas: Kaynak ynteminde olduu gibi malzemelerin zellikleri
bozulmaz.
ekil bozukluu olmamas: Kaynak ynteminde olduu gibi paralar stlmad iin
farkl ktle ve boyuttaki paralar kolaylkla birletirilebilir.
7
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Farkl malzemelerin birletirilmesi: Farkl malzemelerin stnlklerinden en iyi
ekilde faydalanacak ekilde malzeme seimi ve birletirilmesine imkn verir.
Szdrmazlk: Yaptrclar ayn zamanda conta vazifesi grr. Cvata ve perinli
balantlar ise genellikle szdrmazlk salamak iin ilave iilik ve maliyet gerektirir.
Elektriksel Yaltm: Farkl elektro-kimyasal zellikteki metaller birletirilebilir.
Korozyon ve srtnme nedeniyle anma ortadan kalkar (bkz. ekil 1.3.1).
Para adedinde azalma: Pim, cvata, perin, kelepe vs. gereksiz hale gelir.
rn grnmnde iyileme: Yaptrlm balantlar daha dzgndr. Birletirme
sonrasnda, kaynakta olduu gibi ek yeri grnmez. Bu avantaj, tasarmclara rn
grnmnn iyiletirilmesi iin birok olanak salar.
Bunlardan da anlalaca gibi birletirme yntemlerini basit olarak sklebilir ve sklemez
birletirmeler diye ikiye ayrabiliriz.
Sklebilir birletirmeler: Gerek birletirilen parada ve gerekse birletirme elemannda bir
hasar, bozulma olmadan istenildii kadar sklp tekrar montaj yaplabilen birletirmelerdir.
Cvatalar ve somunlar, pimler, konik gemeler, kamalar, pernolar, vidalar, saplamalar,
rondel ve emniyet salar, gupilyalar, bu guruba girerler.
Sklemez birletirmeler: Ancak para veya balant blgesi bozularak balant sklebilir
ve balantnn tekrar yaplmas mmkn olamaz. Basit olarak balant sklme esnasnda
hasara urar. Perin, lehim, kaynak, yaptrma, scak gemeler bu guruba girerler.
1.4
KAYNAIN DER MAL USULLER LE MUKAYASE EDLMES
1.4.1
Kaynak le Perinli Balantlarn Mukayese Edilmesi
9
9
9
9
1.4.2
Kaynak arlk ve iilikten tasarruf salar
Kaynak ile perine gre daha iyi bir szdrmazlk elde edilir
Kaynakl balantlarn mukavemeti, perinli birletirmelerden daha yksektir
Kaynak ile perine gre daha kolay ve ucuz balantlar elde edilir.
Kaynak le Dkml malatn Mukayese Edilmesi
9 Kaynakta model masraf yoktur
9 Cidar (et) kalnlklar 6mm den az olan paralarn dkm glk arz ederken
kaynakl imalatnda bir zorluk yoktur
9 elik malzemeden dkmle para yapmnda baz zorluklar ortaya karken ayn
parann kaynakl imalat kolaydr
9 Kaynak dkme gre arlk tasarrufu salar
9 ok sayda retimde dkm az saydaki retimde kaynak ekonomiktir.
1.4.3
Kaynak le Yaptrma Balantlarn Mukayese Edilmesi
Nokta kayna ile yaptrma balantlarnn avantaj ve dezavantajlar asndan
karlatrlmas
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
NOKTA KAYNAI
YAPITIRMA BALANTISI
Avantajlar
Avantajlar
9 Ksa kaynak sresi
9 Dzgn gerilme dalm
9 stn
mekanizasyon
ve
9 Gaz ve sv szdrmazl
otomatizasyon zellikleri
9 Kontak eleman oluturma (yaltkan)
9 Mukavemet zelliklerinin scaklk ve
9 Yksek dinamik mukavemet
zamandan bamsz olmas
9 Is gerektirmemesi
9 Yalnz yaptrmaya nazaran daha iyi
9 Titreim snmleme
darbe mukavemeti
9 Elastik zellikleri
Dezavantajlar
Dezavantajlar
9 Noktasal yk tama
9 zellikle oda scaklnda uzun
9 Yzeyde elektrot basncnn tesiri
sertleme sreleri
9 Korozyon tehlikesi
9 Sertleme esnasnda tespit ve
9 Termik gerilmelerin varl
presleme donanmlar gerektirmesi
9 ok titiz bir yzey n ilemi ve
yaptrc uygulamas gerektirmesi
9 Tek bileenli yaptrclarda, yksek
scaklkta sertleme
9 Baz kimyasal maddelere ve scakla
hassasiyet, yalanma zellii
9 Hzl yklemelere hassasiyet
9 Neme kar hassasiyet
1.4.4
Kaynak, Dkm, Dvme Arasndaki Temel Farklar
ZELLKLER
Dayanm
Darbeli zorlama
Distorsiyon
ekillendirilebilme
Az say ile ekonomiklik
ok say ile ekonomiklik
1.4.5
KAYNAK
Orta
Orta
Kt
yi
yi
Kt
DVME
yi
yi
Orta
Kt
Orta
Orta
DKM
Kt
Kt
yi
Orta
Kt
yi
Kaynak, Lehimleme, Yaptrma, Perinleme Arasndaki Temel Farklar
ZELLKLER
Dayanm
Scaklkta Dayanm
Szdrmazlk
Tolerans
Kontrol Olana
Malzeme Seimi
Para Hazrlama
alma Hz
Yatrm
KAYNAK
yi
yi
yi
Kt
Orta
Kt
yi
yi
Orta
LEHMLEME
Orta
Orta
yi
Orta
Orta
Orta
Kt
yi
Orta
YAPITIRMA
Orta
Kt
yi
yi
Kt
yi
Kt
Orta
Orta
PERNLEME
Orta
yi
Kt
yi
yi
yi
Orta
Orta
yi
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
1.5
Dr. Salim ASLANLAR
KAYNAK YNTEMLERNN SINIFLANDIRILMASI
Temel olarak kaynaklanan malzemenin cinsine gre, kaynak srasnda tatbik edilen ilemlere
ve kaynak ileminin maksadna gre snflandrma yaplr.
Kaynak uyguland malzeme cinsine gre ikiye ayrlr;
9 Metal malzeme kayna: Metalik malzemeyi s veya basn veya her ikisini birden
kullanarak ayn cinsten ve erime aral ayn olan veya yaklak bir malzeme katarak
veya katmadan yaplan sklemez ekildeki birletirmeye Metal Malzeme Kayna
ad verilir.
9 Plastik malzeme kayna: Ayn veya farkl cinsten termoplastik (sertlemeyen plastik)
malzemeyi s ve basn kullanarak ve ayn cins bir plastik ilave malzeme katarak veya
katmadan yaplan sklemez ekildeki birletirmeye plastik malzeme kayna
denir.
Kaynak yapl gayesine gre ikiye ayrlr;
9 Birletirme kayna: iki veya daha fazla malzemeyi sklemez bir btn haline
getirmek iin yaplan kaynaa birletirme kayna denir.
9 Dolgu kayna: Bir i parasnn hacmindeki eksiklii tamamlamak veya hacmini
bytmek, ayrca korozyona veya andrc tesirlere kar korumak maksadyla
zerine snrl bir alan dhilinde malzeme kaynak etmektir. Kaplama, zrhlama,
tampon tabaka kaplama rnek olarak verilebilir.
Kaynak uygulan ekline gre drde ayrlr;
9 El kayna: Kaynak, yalnz el ile sevk edilen bir kaynak aleti vastas ile yaplr.
9 Yar mekanize kaynak: Kaynak aleti el yerine ksmen mekanize edilmi bir vasta ile
sevk edilir.
9 Tam mekanize kaynak: Kaynak aleti el yerine tamamen mekanize edilmi bir makine
ile sevk edilir.
9 Otomatik kaynak: Gerek kaynak ilemi gerekse i parasnn deitirilmesi gibi btn
ana ve yardmc ilemler tam olarak mekanize edilmitir.
Kaynak, ilemin cinsine gre ikiye ayrlr;
9 Eritme kayna: Malzemeyi yalnz scakln tesiri ile blgesel olarak eritip, bir ilave
metal katarak veya katmadan sklemeyecek ekilde birletirmektir.
9 Basn kayna: Malzemeyi genellikle ilave metal katmadan basn altnda blgesel
olarak stp sklemeyecek ekilde birletirmektir.
Metallerin eritme kaynanda kullanlan enerjinin elde ediliine gre eritme kaynan bee
ayrabiliriz.
9
9
9
9
9
Yanc gaz ve yakc gaz karm(asetilen/oksijen)
Bir akm devresinin kutuplar arasnda meydana gelen ark
Elektrik akm (ohm direnci)
Sv (yksek scaklktaki metal erii, ohm direnci)
Enerji zengini snlar (Lazer, elektronlar)
10
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Herhangi bir kaynak yntemi, drt gereksinime cevap vermelidir.
Bunlar;
9 Ergime ya da basnla birletirmeyi meydana getirecek enerjiyi salamas,
9 Birleme yzeylerinden yzeysel bulamalar (pislikleri, kirlenmeleri) atacak bir tertip,
9 Atmosferik bulamalar veya bunlarn etkilerinden kanma,
9 Kaynak metalrjisinin kontrol.
KAYNAK
MALZEME CNSNE
METALK MALZEME KAYNAI
PLASTK MALZEME KAYNAI
LEMN CNSNE
ERTME KAYNAI
BASIN KAYNAI
UYGULANI EKLNE
EL LE KAYNAK
YARI MEKANZE KAYNAK
TAM MEKANZE KAYNAK
OTOMATK KAYNAK
KAYNAIN AMACINA
BRLETRME KAYNAI
DOLGU KAYNAI
11
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
1.6.
Dr. Salim ASLANLAR
deal Kaynak Ve deal Kaynak
Kaynak, dtan grnte perin, cvata balantlarnn aksine, ekil sreklilii gsteren bir
birletirme yntemidir. Kaynakta bir ergime olay vardr. Bu sebepten dolay gzle
gremediimiz bir takm metalrjik olaylar devreye girmektedir.
deal kaynak birletirilmi paralar arasnda tam srekliliin bulunduu, kaynak yerinin,
birletirilmi metalin dier yerlerinden ayrt edilmez durumda olduu kaynaktr.
Her kaynak yntemi her metale, birleme ekli ve uygulamaya ayn ekilde uygun olmaz.
Kaynak uzmannn becerisi, bir kaynan yerine getirebilecei balca gereksinimlerin doru
saptanmasnda ve uygun kaynak ynteminin seilmesidir.
Ergime, genellikle birbiriyle kaynama ile e anlaml olarak dnlmektedir. Ancak kaynak
balam iinde daha batan bu iki szck arasndaki fark belirtmek lazm. Kaynama szc
daha sonra meydana gelecek olan birleme ile, ergimeyi iine alr. Birlemeyi meydana
getiren iki para eriyebilir, ama kaynama meydana gelmeyebilir.
Kaynak tekniinin temel kaidesi iyi bir hazrlk, kaynak ileminin baarsnn balca
etmenidir. ki yzey ancak oksit ve dier pisliklerden arndrlm olmas koulu ile istenen
biimde birletirilebilir. Her ne kadar kaynaktan nce yzeylerin temizlenmesi yararl ise de,
ou zaman byk boyutlu ilerde pratik olarak temizleme imkn yoktur. Her tr kaynak
ynteminin ortak ilevi, kirlenmi yzey filminin eritilmi veya datlm olmasdr. Bu bir
fluks (dekapan) un kimyasal etkisi ya da bir elektrik arknn etrafa sac basnc veya
mekanik olarak kopartlma ve silme olabilir.
Yzeyden temizlenmesi gereken pislikler tiptir. Organik filmler, zmlenmi gazlar ve
ana metalin kimyasal bileikleri (oksitler) gibi. Is, etkin olarak ince organik filmleri ve
zmlenmi gazlar, snn kullanld kaynak yntemlerinin ounluunda en nemli olann
geri kalann oksit filmi olacak ekilde yok eder. Bu kez yok edilmi yzeysel filmleri ve
zelikle nitrrlerin kaynak sreci srasnda yeniden olumas nlenecektir. Az ok btn
kaynak yntemlerinde, kaynak esnasnda atmosferin etkisini azaltmann yollar vardr.
Birleme yerinin ergime yzeylerinin temizlenmesi iin bir fluksun kullanlmas halinde bu,
ayn zamanda koruyuculuk ilevini de yklenir. Bir Fluksun kullanlmamas halinde koruma
asal veya ana metalle ergimez, bir bileik oluturmayan gazla salanabilir.
Kaynak kaynak esnasnda elinin altndaki malzemenin (kaynan yapaca malzemenin)
tabiatna gre pense flecini kullanacaktr(rnek verecek olursak snek olmayan
malzemelerde dkme demir- s younlamasndan kanmak, austenitik manganezli
eliklerde para ssnn 250 C i gememesine byk zen gstermek, kaynak hz ve yn
gibi). Bir baka gereksinim de, kaynak yntemiyle meydana getirilmi birlemenin, talebe
uygun metalrjik zellikler arz edilmesidir. Kaynak sonras bakm, kaynak sonras souma
dzeyinin saptanmas, kaynak sonras l ilemlerin uygulanmasna ihtiya olabilir..
Bundan da anlalaca gibi kaynak inci gibi dikiin tesinde bilgi ve beceriyi gerektiren bir
ilemdir.
Bir kaynak ileminin malzeme zerindeki balca olumsuz etkisi, onun bir sl darbe
oluturmasdr. Kaynak cevre scaklnda, ya da kaynak scakl ile kyaslanamayacak kadar
dk bir scaklkta stlm parann bir snrl yerine ok yksek bir snn ani olarak
12
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
ynetilmesi olaydr. Bunu o sya ilk maruz olan tabakalar, arkasndan ait tabakalar ve
kaynak yerinin sann ve solunun farkl genilemesi izler. Bunlar trl gerilme, arplma ve
atlamalara sebebiyet verir ki bunlarda kaynak ileminin olumsuz yanlarn olutururlar.
Kaynak gerekte fizik, kimya, metalurji, mekanik gibi birok disiplini ve birok yntemi
kendi iinde birletirip ok eitli malzeme trlerine uygulanmas itibariyle bir kaynak plan
ve ancak n boyutlu bir plan olabilir. Bunun balca ngrebilecei esaslar;
9 Kaynak yntemlerinin fiziksel yn
9 Kaynak metalrjisi
9 Kaynakl birletirmelerin davranlar
9 Malzemeler
9 Tahribatsz muayene olarak toplayabiliriz.
te ideal bir kaynak btn bu olgularn bilincinde olan kiidir, yani ideal kaynak inci
gibi diki eken deildir.
13
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
2.
Dr. Salim ASLANLAR
GAZ ERTME KAYNAK TEKN
Bu Kaynak ynteminde yanc gaz ile yakc gaz zel aparatlar yardm ile kartrlp yanmas
sonucu meydana gelen s ile metallerin kaynak yaplacak blgeleri eritilip kayna yaplr. Bu
kaynak yntemi pratikte Oksi-gaz kayna veya Oksijen kayna olarak olarak adlandrlr.
2.1
Gaz Eritme Kaynann Tarihesi
Oksi - asetilen kayna ve kesme ilemleri tekniklerinde bugn varlan aamaya birok
glkler alarak ulalmtr. Kaynan, ticari amala kullanlmas ancak 20. yzyln
balarnda gerekletirilmitir. Oksi - asetilen kayna, ergitme kaynak trlerinden biridir.
Oksi - asetilen kayna kullanma alanlarnda gaz kayna veya oksi - gaz olarak anlmaktadr.
Asetilenin ekonomik olarak retilmesi salanana kadar, oksi - asetilen kaynann yaplmas
verimli olmamtr. Asetilen, 1895 ylnda Fransz kimyacs LeChatelier (Shaltr) tarafndan
bulunmutur. Asetilen ve oksijen gaznn ticari olarak retilmesi salanmtr. Oksi - asetilen
kayna bu iki gazn rn olarak gelimitir.
Oksijen ve asetilenin oranl olarak kullanlmas 1901 ylnda fle ile saland. fle iki yl
iinde gelitirildi ve 1903 ylnda endstride kullanlmaya balanld. Bu tarihten itibaren
kaynatma tekniinde hzl bir gelime balad. Oksijen ilk nce kimyasal olarak retildi.
retim gelitirildi ve oksijenin tplere doldurulmas saland. Bu sralarda asetilen, sokak ve
evlerin aydnlatlmas iin kullanlyordu. Oksijenin basnl olarak retilmesine paralel
olarak, asetilenin de kaynak iin yeterli basnta retilmesi saland. Ancak asetilen
2.5 Kg/cm2 nin stnde bir basnla sktrlamaz. nk kimyasal zellii nedeni ile
2.5 Kg/cm2 nin stnde bir basn altnda bileenlerine ayrlr. Bu ayrmada oluan s
patlama deerinde ok tehlikelidir.
Asetilen, bu zelliinden dolay tplere basnl olarak doldurulamaz. Ancak, asetonun etkisi
ve emici maddeler yardm ile asetilenin tplere basnl olarak doldurulmas salanmtr.
Bylece tp asetilenin bugn endstride kullanlmas baarlmtr. Oksi-asetilen'in alev
scakl, yaklak 3000 C olup birok metallerin ergime scaklklarnn stndedir. Bu
zellik kaynan hzla gelimesini salad, zellikle, metallerin ergimesinde, alevin dokusal
bir deiiklik yapmamas, oksi-asetilen kaynann ok kullanlmasnn nedeni oldu. Ek
yerinde, ergitme ile oluturulan birleme yapsal olarak ok salam olmaktadr. Oksi-asetilen
kayna ile en ok elik ve trleri kaynatlmakta ve salam bir birleme olumaktadr.
eliklerin kaynatlmasndan ksa sre sonra dier metallerin kaynatlmasna balanld.
elik ve dier metallerde kaln paralarn kaynann yaplabilmesi iin paralara kaynak
azlan ald. Birletirme yerinde ek teli kullanlmasna balanld. Ek tellerin gelitirilmesi
ile kaynan kalitesi ve trleri daha ok geniledi. Bu gelimeler kaynak tekniinde yeni
aratrmalar gerektirdi. Endstride kullanlacak metallerde kaynatlabilme yetenei aranmaya
baland.
Oksi-asetilen kayna balangta onarm ilerinde kullanld. yi sonu alnmas zerine
kullanlma alan daha da geniletildi. retim endstrisinde, zellikle ince sa ilerinde, boru
ve salarda kullanlmaya balanld. Oksi-asetilen kayna, birinci dnya sava srasnda
(19141918) en hzl gelime olanan buldu. Oksijenle kesme ileminde baarld ve kaynak
ile beraber yrtld. Sava ara ve gerelerinin yapmnda zellikle, oksi-asetilen kayna
mekaniksel deerleri ieren endstri dalnda daha ok kullanlmaya balanld. Kaynan
14
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
yapm teknii ayr bir bilgi ve beceri istediinden kaynaklk meslek olarak geerlilik
kazand.
elik ve trlerinin oksijenle kesilme teknii de byk bir gelime gsterdi. 1905 ylnda
endstride kesme ilemi kullanlmaya baland. zellikle asetilenin seri retilmesinin
kesmeye byk etkisi oldu. Kaynak ve kesme flelerinin gelitirilmesi ile yanc gaz olarak
asetilen gaz dnda dier gazlarn da kullanlmas byk yarar salad. rnein Likit gazla
kesme ilemlerinde hem ekonomik hem de daha basnl gaz kullanlmas gerekleti.
Bylece oksi-gaz kayna, zellikle borularn birletirilmesinde ince para ve farkl gerelerin
kaynanda, sert lehim tr ilemlerin yapmnda geni bir kullanma alanna sahiptir.
2.2
Gaz Eritme Kaynanda Kullanlan Gazlar
Faz Durumuna Gre gazlarn Snflandrma :
Srekli Gaz:
Dolum basn ve scaklklarnda svlamayan gaz (Oksijen, Azot, Argon, Hidrojen
v.b.). Bu gazlar dolum artlarnda gaz fazdadrlar. Bu artlarda hi bir ekilde tekrar
sv faza dnmeleri sz konusu deildir.
Svlaan Gaz:
Dolum basn ve scaklklarnda svlaan gaz (Karbondioksit, Azot, Protoksit DAzot,
Propan v.b.) Bu gazlar, atmosferik basnta gaz fazdadrlar, ancak dolum artlarnda
tp ierisinde basn altnda svlarlar. Kullanm srasnda gaz fazdan gaz ekildike
alt ksmdaki svdan gaz faza gei olur.
znm Gaz:
Tp ierisinde yer alan gzenekli porz maddeye emdirilmi zc ierisinde
znen gaz (Asetilen). Kuru ortamda sktrlmas tehlikeli olan gaz, uygun bir
zc sv (aseton v.b.) ierisinde emniyetle sktrlarak kullanma uygun
miktarlarda tpe depolanabilir.
Gazlar kullanmna gre:
Yanc:
Korozif:
Kat, sv ve gaz hallerinde havada ( atmosferik
artlarda ) yanabilen maddeler. Hava ile kartrlan
yanc bir gaz atelendiinde patlama meydana
gelebilir.
Kat maddeler ile reaksiyona girerek bu maddelerin
yzeyinde oksit veya tuz olumasna neden olan
maddeler. Cilde veya gze bulatnda kalc tahribat
yapabilir.
15
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Toksik:
Hangi fiziksel zellie sahip olursa olsun cilde
bulama, yutma veya solunum yoluyla canllarn
bnyesi zerinde zehirleyici etki yapan maddeler.
Kendiliinden tutuan ( Pirofirik ) :
Kendi kendine tutuma zelliine sahip maddeler
Yakc ( Oksitleyici ) :
Yanmay iddetle hzlandrc maddeler
Gaz Eritme Kaynanda kullanlan gazlar ikiye ayrlr;
Yanc Gazlar
Yakc Gazlar
Kaynak Tekniinde kullanlan gazlarda u zellikler Aranr:
Yksek bir sl deere sahip olmal
Yksek alev scaklna sahip olmal
Yksek tutuma scaklna sahip olmal
Kaynak banyosunu havann tesirinde korumal
Artksz bir yanma meydana getirmeli
Ucuz ve kolay temin edilmeli.
Emniyetli olmal
GAZLAR
ISI DEER
K cal /m3
ALEV
Scakl C
TUTUMA
Srati cm/sn
ALEV Gc
K cal/cm2 san
13850
3200
1350
10,7
Asetilen
4005
2000
705
3
Hava Gaz
2810
2100
890
3,5
hidrojen
22300
2150
390
2,5
Propan
Cetvelden de anlald gibi alev scakl yksek tutuma hz fazla asetilen daha fazla
kaynak (eritme) ileminde kullanlr.
2.2.1
Yanc Gazlar
16
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
2.2.1.1 Hidrojen
Periyodik sistemin ilk yesi olan Hidrojen evrenin en bol bulunan elementidir. Her 100
atomdan 92 tanesi hidrojendir. Dnyadaki bolluu biraz daha dk olup 100 atom dan 15
tanesini Hidrojen tekil eder. Ktlesi hafif olduundan bu say ktleye evrildiinde ok daha
kk bir miktarla karlalr. Ktle bakmndan yeryznn % 1 den azn oluturur ve
dokuzuncu sray alr. Dnyada Hidrojen nin byk ksm bileikleri eklinde bulunur. Bu
bileiklerin en nemlileri su ile petrol, doal gaz, bitki ve hayvanlarn yapsnda bulunan
eitli organik maddelerdir.
Koruyucu kaynak gaz olarakta kullanlan Hidrojen gaz ark scaklnda s olarak
H2 2H + 102 Cal/Mol
denklemine gre atomsal hale geer. Atomsal hale geen Hidrojen daha sonra birleerek
molekl halini alr ve ald sy geri verir. Hidrojen gaz kaynak yerine 0,3 atmosfer basnta
sevk edilir.
Hidrojen kimyada H ile gsterilir, s gc 2100 C olup 40 litrelik tplere 150 Atm, basnta
doldurulur. Hafif bir gazdr, zel hamlac ile O2 ile kartrlrsa ince alminyum paralarn
kaynanda, kurun kayna ve lehim ilerinde kullanlr. Hidrojenin en belirgin zellii
Oksijenle abuk reaksiyona girmesidir. Bu zellii ile hidrojen doal bir reaktiftir. Dz cam
retiminde, elektronik mikroip retiminde de olduu gibi Oksijenin temizlenmesi iin azot
atmosferlerine Hidrojen verilir.
Hidrojen birincil olarak petrokimya sektrnde ham petroln deslfirizasyon ve hidrokraking
ilemleriyle rafine edilerek daha hafif trevlerinin elde edilmesinde kullanlr. Ayrca, kimya
endstrisinde byk miktarlarda retim ilemlerinde aktif bileen olarak tketilmektedir. Dz
cam retiminde ve metallerin sl ilemlerinde koruyucu ve reaktif atmosfer bileeni olarak,
enerji santralleri ekipmanlarnn soutulmasnda, yenebilir bitkisel yalarnn katlatrlmas
amalaryla ve roket yakt karmlarnda Hidrojen kullanm alan bulmaktadr.
2.2.1.1.1
Hidrojenin Elde edilmesi
Hidrojen ticari amala elde edili yollarndan biri
kzgn kok zerinden su buhar geirmektir.
C(k) + H2O(g) CO (g) +H2(g)
Bu metotla elde edilen CO + H2 karm su gaz ad altnda kullanlabilecei, meydana gelen
karbon monoksitin daha fazla su buhar ile reaksiyona girmesinden CO2 ve H2oluur.
CO(g) + H2O(g) CO 2(g) +H2(g)
Birinci reaksiyonda meydana gelen karbon monoksiti Hidrojenden meydana gelen karbon
monoksiti hidrojenden ayrmak g olduu halde karbon dioksit ayrlabilir. Bu amala
CO2+H2 karm basn altnda suya gnderilir, CO2 suda znr, H2 gaz olduka saf halde
elde edilir. Bu yntem Bosch Yntemi olarak bilir.
Dier bir endstriyel yntem kzgn demir zerinden su buhar geirmektir.
3Fe(k) + 4 H2O(g) Fe3O4(k)+4H2(g)
17
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Fe3O4 su gaz ile ileme sokularak demir tekrar geri kazanlr.
Hidrojen elde etmekte kullanlan dier bir yntem de metanla su buharnn reaksiyona
girmesidir.
CH4(g) + H2O(g) CO (g) +3H2(g)
CO(g) + H2O(g) CO 2(g) +H2(g)
Bunlarn dnda;
Sodyum klorr zeltisinin elektrolizinde yan rn olarak Hidrojen elde edilir.
Laboratuarlarda az miktarda h baz metallerin suya veya aside etkisinden elde edilir.
Alminyumun kuvvetli bazik zeltide znmesi de H verir.
Metal hidrrlerin su ile reaksiyonu da kk miktarda H elde etmek iin uygun bir
yntemdir.
2.2.1.1.2
Hidrojen zellikleri
Renksiz, yanc bir gazdr. Zehirli deildir. Dier kimyasallarla abuk reaksiyona girer.
Molekler Arlk
Kaynama Noktas (1 atm)
Younluk,sv (b.pt)
Spesifik Is (b.pt)
Younluk,gaz (b.pt.,1 atm)(15 C, 1 atm)
Isl kapasite
Spesifik arlk,gaz (Hava:1)
Kritik Scaklk
Kritik Basn
2,016
-252.87 oC
0.071 kg/l
3.41 J/gm oC
0.0852 kg/m3
14.32 Joule/kg K
0.07
-239.9 oC
12.8 atm
Tp Tipi Tp basnc (bar) Gaz miktar
K
200
8.2
Saf Hidrojen
K
200
8.2
Yksek saflkta Hidrojen
MTP(K)
175
109.2
Saf Hidrojen, MTP
Kullanm Alanlar
Rafineride deslfirizasyon ve hidrokraking ilemlerinde
Dz cam retiminde
Il ilemlerde koruyucu ve reaktif atmosfer bileeni olarak
Enerji santral ekipmanlarnn soutulmasnda
Bitkisel yalarn katlatrlmasnda
Roket yakt karmlarnda
Kaynak Tekniinde
18
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
2.2.1.2 Metan
Kimyada bu gaz CH4 olarak gsterilir ve alev s gc dk olduu iin hava ile %6 ve %13
karm patlaycdr Bunun iin emniyetli gaz deildir Petrolden veya kmrden retilir.
Metan yer gazlarnda ve petrol kuyularndan elde edilen gazlarda bol miktarda bulunur.
Fermantasyondan dolay bataklklarda serbest hale geen bir gazdr ve bu gaza
Bataklk gaz
Marsh gaz adda verilmektedir.
Kmrlerin koklamas esnasndada metan meydana gelir.
Kullanm Alanlar
Doal gaz ile alan cihazlarn sistem testlerinde test gaz olarak
Amonyak, asetilen, etanol, metil klorit ve metilen klorit' in retim prosesinde
kullanlr.
2.2.1.2.1
Metann zellikleri
Renksiz, kokusuz bir gazdr.
Parlak sar bir alevle yanar,
Sudaki znrl azdr.
Alkol ve eterde ok znr.
Hava ile kartnda iddetle patlar (grizu patlamas) .
Saflk
Molekl arl
Gaz younluu
Kaynama noktas
Kritik Scaklk
Kritik basn
Isl kapasite
Havada yanclk Oran
Zehirlilik - Bouculuk
(%)
(kg/m3)
(C)
(C)
(atm)
(J/kgK)
(%)
99.0
16.04
0.68
-161.5
-82.62
45.96
2224
5-15
Boucu
2.2.1.3 Havagaz
Kok kmr imali esnasnda yarm yanm kmrden scak hava getii zaman retilen
gazdr. Sert lehimde, kesme ilerinde, yzey sertletirme ileminde kullanlr.
2.2.1.4 Propan-Btan
19
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Petrol buhardr Kesme, tavlama, lehimleme ileminde
kullanlr. Tplere sv doldurulur mutfak gazdr.
zerinden basn kalknca sv halden gaz haline dnr.
2.2.1.4.1
Propan Btann zellikleri
Saflk
Molekl arl
Gaz younluu
Kaynama noktas
Kritik Scaklk
Kritik basn
Isl kapasite
Havada yanclk Oran
Zehirlilik - Bouculuk
Propan (C3H8)
99.0
44.09
1.88
-42.1
96.8
42.0
1678
2.2-9.5
Boucu
(%)
(kg/m3)
(C)
(C)
(atm)
(J/kgK)
(%)
Btan (C4H10)
0.995
58.12
2.5
-0.5
152 C
37.96
1727
1.9 - 8.5
Boucu
2.2.1.5 Asetilen
1892 yllarnda Gney Amerika da Spray ehrinde
Wilson adnda bir kimyager asetilen gazn buldu.
Bu gaz oksijenle kartrlp yakldnda yksek s
elde edildi.
1900 yllarnda ngiltere'de ilk hamla aparat
yapld.
Asetilen, Oksijen-yakt gaz kaynanda ve alevle kesme ilemlerinde en ok kullanlan yanc
gazlardan birisidir. Asetilen alevinin ss, kullanlan Oksijen miktarna baldr. HavaAsetilen karmnn alev scakl 2200 oC civarndadr. Asetilen, saf Oksijen ile yakld
zaman alev scakl 3166 oC ye kadar ykselir ancak alev scakl ve retilen s miktar
oksijen miktarna baldr. Asetilen karbrleyici, redkleyici, ntr ve oksitleyici alev trleri
retir.
2.2.1.5.1
Asetilenin zellikleri
erisinde fosforlu hidrojen bulunduu iin rk sarmsak kokusunu andrr.
Renksizdir, havadan hafiftir.
Atmosferik basnta 80 0C de sv ve -83 0C de kat hale geer.
tutuma
cakl 2.4 %
max. tutuma hz 130cm/sn
80 %
hava
2.4 %
1310 cm/s
max.C
yanma
scakl 100%
2325
3180
93 %
20
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Kimyasal kalitede saf Asetilen, kokusuz, renksizdir ancak ticari Asetilen karpitten dolay
sarmsaa benzer kokar. Yanc ve boucudur. Hava ile parlak, youn ve isli bir alevle yanar.
Molekler Arlk
Kaynama Noktas (1 atm)
Younluk (Sv, 1 atm)
Spesifik Is (Cp)
Younluk,gaz
Hacimsel Genleme
Spesifik arlk (Gaz, Hava:1)
Kritik Scaklk
Kritik Basn
Kimyasal Gaz Younluu
Sembol
C2H2
1.16 g/I(20C,1013 mbar)
26.04
-83.3 oC
1.09 kg/l
1.65 kJoule/kg K
1.1747 kg/m3
928
0.96
36.3 oC
6250 Kpa
zgl Arlk Hava inde Yanc Hacimsel
Karm Oranlar
0.91(Hava=1)
%2.5 - %80 Aras
Oksijenle %3 ila %93 aras karm patlaycdr.
Hava ile%1,5 ile %82 aras karm patlaycdr.
Kararsz (dengesiz) bir karbon hidrojen bileii olduu iin her an ayrp infilak edebilir.
1,5 Atmosferden fazla serbest cihazlarda depo edilemez. Scaklk artarda soutulmazsa
ayrarak patlar. Bu esnada ani basn art olur, bu ayrma da ilk basncn ki kat kadar
ykselir. Karbon ve hidrojen ayrm sonucu patlar. Asetilen kazanlarnda gazn scakl 80
0
C yi gememesi gerekir. Normal snr 60 0C dir.
Asetilen basnc 15 psi den daha fazla olan regltrlerde kullanlmaz. Bu gaz, darbelere ok
hassastr ve yksek debili reglatr basnlarnda patlayabilir. Gvenlik nedeniyle Asetilen
sv olarak saklanmaz. Tp iinde gvenlik nedeni ile gzenekli bir malzeme ve sv aseton
vardr. Bu sv iinde zndrlen asetilen vardr. Asetilen ayrca baka svlarda rnein
suda dahi znebilir.
Hava ya da Oksijen ile karan veya karmadan asetilen gaz stld zaman patlar veya
dekompoze olur. Asetilen gaz 1.5 barn zerinde bir basnla hatta verilirse ya da mekanik
olarak sktrld zaman kolaylkla patlar. Bakr, gm, civa ile patlayc karmlar yapar.
Borulamada yumuak elik boru ve fitinglerin kullanlmas gerekir. Eer bakr kullanlacaksa,
bakr oran %65i gememelidir. Asetilen, hava iinde %2.581 orannda kullanld zaman
yanc ve patlaycdr. Ayrca dk enerjili kvlcmlar (rnein statik elektrik) dahi
patlamaya neden olabilir. Asetilen tpleri bina dnda ya da iyi havalandrlm ortamalarda,
dik pozisyonda ve scak yzeylerden uzak bir blgede depolanmaldr. Asetilen kullanmnda,
zellikle asetilen iin retilmi tpler ve ekipmanlarla kullanlmaldr. Sznt durumunda
hasarl tpler derhal ortamdan uzaklatrlmal ve uzmanlarca mhadele edilmelidir.
Kullanlan elektrik ekipmanlar, patlamaya kar yaltlm olmaldr. Asetilen ile kullanlan
ekipmanlar kvlcm yaratmamaldr. Statik elektrik reten ve depolayan elbiseler ile asetilen
kullanlmamaldr. alma yaplan alanlar ok iyi havalandrlmaldr. Asetilen zehirleyici
21
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
deildir, ancak kaaklar havadaki oksijen seviyesini %19.5'n altna indirirse uur kayb ve
hatta lme kadar gidebilen sonular yaratr.
2.2.1.5.2
Asetilen Gaznn retilmesi
Asetilen karpitin su ile temas neticesinde retilen bir gazdr.
2.2.1.5.2.1
Karpitin Elde edilii:
Yanm kire ta ile kok kmrnn zel elektrik ark frnlarnda kavrulmas sonucu
elde edilir.
Kmr + s
Kok kmr
CaCO3 + Is CaO + CO2
Kireta
Yanm Kire Ta
I00= 56 + 440
CaO + 3C CaC2 + CO
56 + 36 64+ 28
Bir ton karpit imali iin
3000 Kw/h ile 3500 Kw/h elektrik. I=40000 - 50000 Amper ve gerilim 100 - 200 Volt gerekli
zel frnlarda retilen kok kmr karpit, ark frnna yanm kire ta ile kartrlarak
doldurulur. zel elektrodlarn meydana getirdii ark ile 2000 C scaklkta kavrulur. Elde
edilen karpit ta zel deirmenlerde tlr ve eleklerden elenir Eleklerin gz llerine
gre karpite numara verilir, 80 kg bidonlara doldurularak sevk edilir. Karpit ta kl ve
kahverengini andran renklerdedir.
Karpit tann snflandrlmas.
a.Tane Bykl (mm)
2- 4 mm
4-7 mm
ince taneli
7-15 mm
15-25 mm
orta taneli
25 - 50 mm
50 -80 mm
b. Tane Bykl
iri taneli
retilen Asetilen Litre ( 1 kg karpit)
22
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
4-15 mm
15-25 mm
25-80 mm
Dr. Salim ASLANLAR
260 litre
280 litre
300 litre
c. Tane Bykl
4-7 mm
15-25 mm
25-50 mm
50-80 mm
Gaz Haline Gelme Zaman Dak. ( 1 kg karpit)
10 dakika
13 dakika
15 dakika
25 dakika
Bir Kg. karpit ta 372 lt. Asetilen gaz retilir. Yukardaki listelerde a. eleklerden geiine
gre tane numara ve snf, b. deki listede bir kg. Karpitin tane byklne gre rettii gaz
miktar, c. deki listede tane byklne gre gaz haline gei miktar belirtilmektedir.
2.2.1.5.2.2
Karpitin Korunmas
Karpit kuru ve rutubetsiz yerlerde saklanmal.
Karpit flar kvlcm karan aletlerle almamal.
Yeterinden fazla karpit darya karlmamal. Ak havada kalan karpit rutubetle
zlr. Asetilen kararak tehlikeli olabilir
Karpitin bulunduu yerler havalandrlmal atele girilmemeli
2.2.1.5.2.3
Asetilen retimi
CaC2 + 2H2O C2H2 (OH)2 + s
64 +36 26+74 + 400 kcal s
l kg. karpit 36 /64 = 0,562 kg, suya ihtiya vardr.
74 / 64 1,15 kg. Karpit amuru, 26 , 64 = 0,406 kg. (3501t.) asetilen gaz verir.
Asetilen gaz havadan %10 daha hatif bir gazdr. Asetilen reten cihazlarda su belli hacimde
bulunur. Bunun bir ksm karpiti zmekte kullanrken byk bir hacmide gaz soutmak iin
kullanlr. Gazn ss 80C yi suyun ssda 60C gememelidir. Asetilen gaz suyun scakl ne
kadar dk olursa o nispette emniyetlidir.
2.2.1.5.2.4
Asetilen retim Cihazlar
Karpitin zerine suyu belli oranda aktmak retilen gaz emniyetli ekilde depo etmek bu
cihazlarn bata gelen grevleridir. Bu maksadn gereklemesi iin bu cihazlar kullanma,
alma sistemi bakmndan eitlere ayrlr.
Karpitin su ile temasna gre
Daldrma Sistemi ile alan kazanlar
Aktma Sistemi ile alan kazanlar
Drme sistemi ile alan kazanlar
Pskrtme sistemi ile alan kazanlar
23
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Karpitin Suya Daldrlmas ile alan Kazanlar
alma Sistemi:
Karpit kazanna su seviyesine kadar su doldurulur. Sepete yeteri kadar karpit konur kapaklar
kapatlr. Mandal kolu kademe kademe aa indirilerek karpit suya daldrlr. retilen gaz
sulu emniyet cihazndan getikten sonra hortumla hamlaca gelir.
Aktma Sistemi ile alan Kazanlar:
Kazann almas:
Kazann su seviyesi hizalarna kadar su ilavesi yaplr, kapaklar kapatlr. Karpit ekmecesine
yeten karpit konur ve kapak kapatlr. ekmece su musluu alarak suyun karpite akmas
salanr. retilen gaz odasnda birikir sulu emniyet cihazndan getikten sonra hamlaca gider.
Drme ve su pskrtme sistemi ile alan kazanlar asetilen tp dolduran ve toz karpit
kullanan otomatik sabit cihazlardr. Karpitin suya drlmesi ve suyun karpit zerine
pskrtlmesi tamamen otomatik gaz basncna baldr.
24
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Karpit Kapasitesine gre
Montaj tipi kazanlar:
Bu kazanlar ancak 2,5 kg. karpit alabilen kazanlardr. Azami gc saate 2500 lt. Asetilen
retilir.
Atelye tipi istihsal cihazlar:
2 ila 10 kg. karpit ta alr en fazla 6000 lt saat gaz retirler. Bu kazanlarn her biri iin
atlyede 20 m2 alana 60 m3 hacme ihtiya vardr. Bir atlyede iki cihaz yan yana alyorsa
iki kazan aras 6 m olmaldr. Kazanlar kaynak yaplan yere 3 m uzakta olmal ve hamla
hortumlar 5 m olmaldr.
Sabit tip kazanlar:
Bu kazanlar 10 kg. karpitten karpit alrlar. Genellikle otomatik olarak alp asetilen tp
doldurmakta kullanlr. Birim zamanda rettikleri asetilen gaz fazla olduu iin cihazlar son
derece emniyet tertibatldr.
Gaz Basncna Gre
Alak basnl kazanlar
Gaz basnl 0,03 Atm. Kadar gaz reten kazanlardr.
Orta basnl kazanlar;
0,2 Atm. Gaz reten kazanlardr.
Yksek basnl kazanlar
retilen gaz basnc en fazla 1,5 Atm. olan kazanlardr.
Kullanlan Karpitin Cinsine Gre
Toz Karpit cihazlar:
Tamamen sabit ve otomat kazanlarda zel maksat iin kullanlr.
nce taneli karpit kullanan cihazlar:
Bu cihazlarda 24 ve 47 nolu karpitler kullanlr.
Kle karpit kullanan cihazlar;
Karpit ls 2550 ve 5080 mm dir,
Briket karpit kullanan cihazlar:
Toz karpitin bir yaptrc madde ile preslenerek elde edilen briketi kullanan kazanlardr.
Bilhassa fazla debide gaz istihsali istenen cihazlarda kullanlr. Toz karpit ksa zamanda gaz
haline dnd gibi ani s ykselmesi de gaz iin tehlikelidir. Bunun iin toz karpit
cihazlarda tehlikelidir.
Asetilen Kazanlarnn Kullanmnda Dikkat edilecek Hususlar
25
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Kazan dairesi duvarlar atee dayankl cinsten olmal.
ats hafif ve havalandrlmal olmal
Elektrik lambas takmay gerektirmeyecek aydnlk olmal
Elektrik dmeleri, artel, sigorta oda dnda olmal
ok iyi havalandrlmal
Kn donmaya kar tedbir alnmal
Kap ve pencereler darya almal
Karpit flan yerden 20 cm. yukarda tahta stne konmal.
Akta karpit bulunmamal.
Odaya ate ve kvlcm ile girilmez yazlmal.
Oda yanc maddelerden kvlcm ve ateten uzak olup ayr bir blm olarak yaplmal.
Kazann gaz gc kullanlan basntan byk olmaldr. rnein. Kazan saatte 6000 lt
gaz retiyorsa buna bal hamlalar bu deerin altnda gaz ekmelidir. Aks halde
fazla gaz ekiminde gaz ile kark su gelir.
Kazann altrmas bilinmeden hazrlanmamaldr.
Kazanlarda skme takma annda kvlcm karc herhangi bir durum
yaratlmamaldr.
Kazana atele ve kvlcm ile asla yaklalmaz.
Cihazn bulunduu yer havalandrlmaldr.
Donan cihazlar buharla almaldr.
Donmay nlemek iin besleme suyuna yemek tuzu - alkol - gliserin katlmaldr.
Kazan teknolojiye uygun hazrlanp bakm yaplmaldr.
2.2.1.5.3
Asetilen Kazanlarnda Emniyet Aygtlar
2.2.1.5.3.1
Sulu Emniyet Cihazlar
Normal alma Hali
Sulu emniyet cihazlarnda temel prensip paskal kanunlarna gre svya yaplan basncn sv
tarafndan her dorultuda aynen iletilmesidir. emada da grld gibi kazandan gelen gaz
sbab basnc ile kaldrarak su ierisinden gaz boluuna geerken hem sour, hemde
yabanc maddelerini brakr. Gaz odasndaki gaz hortum yardm ile hamlaca gnderilir.
Sbabn stndeki muhafaza evresel deliklidir. Buradan gaz ak salanr. st taraftan su
seviye musluuna kadar doldurulur.
26
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Geri Tepme Hali
Kaynaknn hatasndan doar yangnla alev sulu emniyet cihazna gelir. Emniyet cihaz gaz
odasndaki gaz yakar. Bu yanma annda aniden ykselen basn sv tarafndan her
dorultuya aynen iletildii iin bu basnla sbap kapanr. Bu anda gaz gelmesi kesilmitir ve
alevde snecektir.
Emniyet cihazlarnn kullanmnda dikkat edilecek hususlar:
Her kaynak aparatnda sulu emniyet cihaz bulunmal ve alr durumda olmal.
Emniyet cihaz kazan hazrlanrken kontrol edilmeli, suyu varm, yokmu yoksa su
ilavesi yaplmal.
En az bir ayda bir temizlenmelidir.
Sulu emniyet cihaznn zerinde
Saatte geen gaz miktar m2 saat
mal eden firmann ad
malat yl
malat numaras yazmaldr.
Emniyet Cihaznn Grevi
fleten gen tepen oksijenin kazana gitmesine mani olur.
Geri tepen alevi sndrr.
Gaz szer ve soutur.
2.2.1.5.3.2
Emniyet sbab
Emniyet sbabnn grevi kazan basncn sabit deerin altnda tutup infilak nlemektir.
Asetilen kazanlarnda depo edilen gaz l.5 atmosferi anca gaz snr. Kendi kendine infilak
eder. Buda kazann patlamas demektir.
27
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Kazann manometresi 1.5 atmosfere krmz izgi le izilmitir. Manometrenin 1.5 atm.
basncna gre de emniyet sbab yay basks ayarlanmtr. Kazanda depo edilen gaz 1,5 atm.
anca emniyet sbab pistonu yukar kalkarak fazla gaz dar atar. Basn normal olunca yay
pistonu iterek gaz yolunu kapatr.
Emniyet sbab gvenilir firmann olmas gerekir. Tamir cihetine gidilmez. Emniyet sbab
2 senede bir bakm yaplarak denenmelidir.
2.2.1.5.3.3
Gaz Manometresi ( Burdan Manometresi )
Kazanda retilen gaz belli deere geldiinde manometre borusunun iine dolduu iin onu
merkezden evreye doru iter. Bu itme tesiri ile boru alnca ucundaki ibre hareket ederek
taksimat zerindeki birimleri gsterir.
Arzalar:
Balant lehimin ve borunun yrtlmas
Hassas yaylarn bozulmas
Camn ve ibrenin krlmas
Zamanla boru elastikiyetini kaybederek bozulursa ibre hareket etmez. Borunun alp
kapanmas devaml olduu iin malzeme aan yorulur elastikiyetini kaybeder. Bu anda
manometre bozulmutur.
2.2.1.5.3.4
Basn Regltr
Yksek basnl asetilen reten kazanlarda gaz basnc devaml olarak deiir. Bu deime
annda kaynak hamlacnda alev ayar bozulur. Alev ayarnn bozulmamas iin gazn sabit
debide gelmesi gerekir. Bu debi gaz geliinin sabit basnla olmas ile mmkn olur. te bu
gayenin gereklemesi iin gaz geli yoluna basn ayarlayan dzenleyici konur. emada da
28
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
grld gibi kazandan gelen gaz pistona etkiyerek onu snrl olarak kaldrr. Gazn
hamlaca gidi yolu sabit kalr. Bylece kazan basnlarnda hamlaca giden gazn debisi ayn
kalr. Hamlacn alev ayar sk sk bozulmaz. Pistona bal yay pistonu aa iterken kazandan
gelen gaz bu yayn yukar iletildii kadar kendine gei yolu aar. Bylece gaz hamlaca ayn
basnta gelir.
Kazan yksek basn tuttuunda hamlaca yksek basn gelmez. nk gaz yolunu aan
piston belli deere kadar ykselir ve durur. Bylece basn sabit kalr.
2.2.2
Yakc Gazlar
2.2.2.1
Oksijen Gaz
Yaamn destekisi olan Oksijen, reaktif zelliinden dolay endstride eitli alanlarda
kullanlmaktadr. Oksijenin ticari amal ilk kullanm sahne aydnlatmasdr. Yzyln
bandan itibaren kaynak ve tp alannda kullanlmaya balanmtr. 1950'li yllardan sonra da
elik retiminde youn miktarlarda tketilir hale gelmitir. Oksijen demir ve elik retiminde
ergitmenin hzlandrlmasnda, enerji optimizasyonunda kullanlr. Ayrca dier birok
endstri uygulamasnda oksidasyon ilemlerinde kullanlmaktadr. Yanc gazlar ile
kartrldnda, kaynak, kesme ve metal ileme iin gerekli s kaynan salar. Demir-d
metal retim tesislerinde, dner frnlarda, kat fabrikalarnda ve cam retiminde frn veya
brlrle kullanm sayesinde retim ve verim art yan sra, evreyi kirletici yanma yan
rnlerinde nemli azalmalar salanmaktadr.
Oksijen linde cihazndan havann sv hale getirilmesi sonucu azottan ayrtrlarak elde edilir.
nk -183 C oksijen - 196 C azot sv hale gelir. Bu s bu gazlarn birbirinden ayrmasn
salar. Bu yntemin dnda oksijen laboratuar ortamnda suyun elektrolizinden elde
edilebilir. Ama bu yntem pahal bir yntem olduundan dolay kullanlmamaktadr.
2.2.2.1.1
Oksijen Gaznn Linde Cihaznda elde edilmesi
Oksijen gaz teneffs ettiimiz hava ierisinde %21 orannda azotla fiziki karm halindedir.
linde cihazna emilen hava temizleyici yardm ile yabanclardan arnr,
29
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Bu gaz piston yardm ile emilip basn 200 atm, karken sda ykselerek sktrlr. Bu
yksek basnl scak gaz aniden geni hacme atlarak basn 1 atm altna drldnde gaz
an s kayb ile souyarak sv hale gelir bu sv ayrma apareyinde s farkndan dolay
-183 C 0 2 azotu terk ederek ayrlr. Gazometreye gnderilir. Ara yerde pistonlarda
sktrlarak ss artp sv halden gaz haline gelir. Gazometreden pistonla emilen gaz 150 ila
200 atm basnta tplere doldurulur Bylece %99 saflkta oksijen elde edilmi olur.
2.2.2.1.2
Oksijenin zellikleri
Havadan 1,1 gr. daha ardr, Yakc gaz olup yanmaya yardmc olur. Renksiz, kokusuz bir
gazdr. Gaz halinde bir lt. hacme 150 lt oksijen der. Tp hacmi 40 lt olduuna gre gaz
miktar 150 atm. Basnl tpte 150 x 40= 6000 lt gaz vardr,. Dier kimyasallarla abuk
reaksiyona girer.
Molekler Arlk
31.9988
Kaynama Noktas (1 atm)
-182.962 C
Younluk (likit, -183 C , 1 atm)
1.14 kg/l
Spesifik Is
0.219 J/gm C
Buharlama Iss
50.9 cal/g
Younluk (gaz,15 C , 1 atm)
1.355 kg/m3
Hacimsel Genleme (likitten gaza,1 atm)
860
zgl arlk (gaz, hava=1)
1.11
Kritik Scaklk
-118.574 C
Kritik Basn
49.77 atm
30
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Kullanm Alanlar
Yaam destekleme
Demir elik retimi
Kaynak kesme ve metal ileme
Oksi yakt brlrlerinde
Atk su artm ve su oksijenasyonu
Anestezi srasnda yaam destekleyici gaz olarak
Kt beyazlatma
Koku kontrol
Fermantasyon
Kmr gazlatrma
Roket yakt karmlar
2.3
Tpler
2.3.1
Tplerin retimi
TS 11169 ve TS 1519'da akland zere;
Tpler imal edili yntemlerine gre 2'ye ayrlrlar:
9 Dikisiz tpler: Scak haddelenmi ham demirin dvlmesi veya uygun fiziksel ve
kimyasal zelliklere sahip borularn scak ekillendirilmesi ile imal edilir. Bugn
dikisiz tplerin taban ve boyun ekillendirilmesinde gelimi lkelerde kullanlan en
ada ve modern teknik svama yntemi dir. Bu yntemle dvme ve ekileme
yntemlerine nazaran son derece gvenilir daha iyi yzey kaliteli ve en kat ebat
toleranslarnda tp imali yaplmaktadr. lgili Standardlar TS11169/ISO4705 ( TS EN
1964-1, TS EN 1964-2, TS EN 1964-3)
9 Dikili Tpler: Uygun fiziksel ve kimyasal zelliklere haiz salardan ekillendirilerek
iki veya paral halde kaynak ile birletirilerek imal edilir. lgili Standartlar, TS
1519/ISO4706, TS11170.
31
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
2.3.1.1 Tplerin teknik zellikleri
Tplerin kalitesini, kullanlan eliin tr uygulanan ilemler ve teknii belirler. Tp imalat
iin seilecek elikte;
akma mukavemeti,
kopma mukavemeti,
ekme mukavemeti,
uzama katsays nemlidir,
imal edilen tpler mutlaka sl ilemden geirilir.
Bu suretle tplere alma artlarna uygun mukavemet ve zellikler kazandrlr. Hatal
yaplan bir sl ilem sonucunda tp de imeler, deformasyon, arpma direncinde dklk
grlebilir
2.3.1.2 Tplerin aretlenmesi
Tplerin iaretlenmesi TS 11169'a gre olmaldr. Bu standarda gre tpler hem renklerle ve
hem de yaz ile iaretlenmelidir. Ayrca tplere taklacak vanalar zerinde de TS 1520'ye
32
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
uygun olduuna dair iaret bulunmaldr. Tpler TS 7450'ye gre periyodik olarak muayeneye
tabi tutulmal ve bu muayene tarihi tp zerine iaretlenmelidir.
2.3.1.2.1
Renkler ile iaretleme
Tpler aada belirtilen renkler ile boyanmal, tpn iindeki gaz cinsinin ad evresel olarak
kontras renkli bir boya ile tp tabanndan 2/3 ykseklie, tp zerine yazlmaldr.
Asetilen tpler :
Oksijen tpleri:
Argon tpleri:
Azot tpleri:
Yanc gaz tpleri:
Dier gazlara ait tpler:
Sar RAL 1018
Mavi RAL 5002
Ak Mavi RAL 5012
Yeil RAL 6029
Krmz RAL 3020
Gri RAL 7000
33
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
34
Dr. Salim ASLANLAR
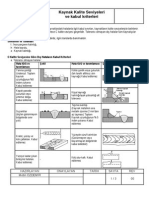
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
2.3.1.2.2
Dr. Salim ASLANLAR
Yaz ile iaretleme:
Tplerin boyun ksmna derinlii 0,5 mm.yi gemeyecek ekilde oyma yaz ile aadaki
bilgilerin yazlm olmas lazmdr.
Tp bann bir yanal yzeyindeki iaretler
Firmann ticari unvan, ksa ad, adresi veya tescilli markas,
TS 11169'un iareti ve numaras,
malat seri no.
Isl ilemi,
eliin akma snr (N/mm2),
En kk et kalnl (mm).
Tpn bos ktlesi (valf ve kapak hari) (kg).
Muayene yapan firma veya kurulusun tescilli damgas.
Tpn bann kart yanal yzeyindeki iaretler
Tp sahibi firma ad veya markas,
Tp sahibi firmaya ait tp numaras,
Deney basnc (DB) (Bar),
sletme basnc (B) (Pascal),
Tp bos ktlesi (kg) (valf ve kapak dahil),
Gazn eidi,
lk muayene yapld yl ve ay.
Muayene yapan firma veya kurulusun tescilli markas,
Sonraki muayeneleri yl/ay
Muayene yapan firma veya kurulusun tescilli damgas
35
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
2.3.1.3 Gaz Tplerinin Bakm
TS 1519a gre imal edilmi Dikili elik Tpler ve TS 11169a gre imal edilmi Dikisiz
elik tplerin periyodik test, muayene ve bakmlar TS 7450 standardnda belirtilmitir. TS
7450 standardna uygun olarak muayene deney ve bakm ilemi, sadece Sanayi ve Ticaret
Bakanl tarafndan Yeterlilik Belgesi verilmi dolum tesisleri bnyesindeki tp test
istasyonlar tarafndan gerekletirilebilir. Tplerin test periyotlar depolad gaz cinsine gre
5 veya 10 yl olarak TS 7450de belirtilmektedir.
Periyodik kontroln amac:
TS 1519 ve TS 11169a gre imal edilen tplerin, dolumu yaplan gaz cinslerine gre bir
kullanm sresi vardr. Bu sre sonunda tekrar tp kullanabilmek iin TS 7450de belirtilen
kurallar dhilinde testten geirilmesi gerekmektedir. Yetkili atlyenin kontrolleri yapp ve
bunu onaylamasyla dolum iin bu tpler tekrar kullanlabilir. Hem kullancnn ve hem de
dolumu gerekletirilen firmann can ve mal gvenliini asndan TS 7450 de belirtilen
kullanm sreleri sonunda tplerin testlerinin yaplmas zorunludur.
Yksek basnl tplerin bakm:
Tplerin bakm iin TS 7450de belirtilen farkl kontrol safhalar aada zetlenmitir.
Tpler ierisinde gaz olup olmadnn kontrol:
Vanann ak olmas kesinlikle tp ierisinde gaz olmadn ifade etmez, vana kirlenme
ve/veya kilitlenme suretiyle kapal olabilir. Tpte gaz var ise, tespit edilip boaltlmaldr.
Tp koruma balnn ve vanann sklmesi:
Tpn zerindeki koruma bal karldktan ve tp ierisinde gaz olmadndan emin
olduktan sonra, vana dnme momenti kontroll torkmetre ile sklr.
Tp boynunda markalam bilgilerin okunmas ve tespiti:
malat firma tarafndan yazlan bilgiler, malat adnn, malat tarihinin, malatya ait
tp numarasnn letme basnc ( B ) ve test basncnn ( TB ),Bo arlnn ( vana ve
kapak dhil ), tespit edilmesi gerekmektedir.
Aada belirtilen durumlarda tpler hurdaya ayrlmak suretiyle imha edilirler.
malat firmas bilinmeyen, Arlnn belirli miktar kaybeden, Tp zerindeki
bilgilerde deiiklik yaplm olan, Arl, test basnc, tarihi, tp numaras v.s.den
herhangi biri belirtilmeyen tpler.
Tpn Fiziksel kontrol:
Tpn d yzey muayenesi:
Tpn boyun ve gvde ksm aada belirtilen hususlar ynnden
incelenir.
arpma, kme olup olmad,
Tp yzeyinde derin izik, ezik ve atlak olup olmad,
Metalde ve kaynakta (dikili tpler iin) kopma olup olmad,
Metal, ilavesinin olup olmad,
36
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Tp ayak balant yerinin kmesi,
Kalibrasyonlu bir kantar yardm ile arlk lm yaplarak tp zerinde
yazl dara bilgisi ile karlatrlmas sureti ile genel korozyon tespiti,
Ultrasonik kalnlk lme cihaz vastas ile et kalnlndaki deiimin
tespiti,
Yangn izi belirtisinin bulunup bulunmadnn tespiti, amacyla ayrntl
olarak muayeneden geirilir.
Yukarda belirtilenlerden herhangi birinde veya birilerinde TS7450 standardnda
belirtilen artlar ve toleranslar karlayamayan tpler, bir daha kullanlmayacak
ekilde tahrip edilerek hurdaya ayrlr.
Tpn i ksmnn muayenesi:
zellikle dip ksmndaki korozyon izlerinin ve atlaklarn meydana karlmas iin
tpn i ksm fralandktan sonra ayrntl olarak muayeneden geirilir. Bu muayene
sadece souk k lambas ile yaplabilir.
Hidrostatik test:
Hidrostatik test, tplerin tehlike yaratmadan kullanlabilmesi iin, dolum basncnn 1,5
kat basnca tabi tutulmas ilemidir. Standarda uygun olarak imal edilen ve iaretlemeleri
yaplan tp zerinde tplerin iletme ve test basnlar belirtilmitir. malat firma bu
standarda gre tpleri imal eder. sminden de, anlalaca gibi hidrostatik test su ile
yaplan testtir. Tpn hava ve gaz ile ani basnlandrlmas sonucu tehlikeli boyutta
patlamasnn nne geebilmek iin tpn su ile doldurulmas ve su basncna tabi
tutulmas sureti ile gerekletirilir. Tpn kopma ve deformasyona uramadan,
TS7450de belirtilen esneme toleranslar ile bu testten olumlu netice almas halinde,
boyun ksmna damga baslr ve test tarihi yazlr.
Tpn i ksmnn kurutulmas:
Tp ierisindeki hidrostatik test suyunun boaltlmasndan sonra, daha sonradan
oluabilecek her trl korozyonun nne geebilmek iin, i ksm Kuru Hava veya Azot
ile kurutulur.
znm gaz (Asetilen) tplerinin bakm:
Asetilen tpleri, imalat srasnda iyapya porz madde konulmadan nce hidrostatik testten
geirilmi olup, kullanmdaki tplere hidrostatik test yaplamaz. malat ve dolum
ilemlerindeki bu zel durumlar nedeniyle sktrlm veya svlatrlm gazlardan farkl
bir kontrol ileminden geerler. Asetilen tplerine ynelik periyodik muayene ve bakm
yntemleri, kabul kriterleri TS11791/ISO10462 standardnda belirtilmitir. Bu kontrol
ilemleri aada ksaca zetlenmitir.
37
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Vanann sklmesi:
Vana skme ilemine balamadan nce tpn bo olduundan emin olunmaldr.
erisinde gaz olan ancak vana arzas veya tkanklk nedeniyle boaltlamayan tpler iin
gerekirse TS11791/ISO10462 standardnda tarif edilen aparat kullanlarak gazn emniyetle
boaltlmas ve vanann sklmesi salanmaldr. Asetilen tpleri hi bir suretle ak
havada temizlenmez. nk hava+asetilen karm bir anda alevlenebilir. Tpn
ierisindeki gaz boaltlaca zaman reglatr kullanlmal ve k basnc 2 bar
gememelidir.
Gzenekli maddenin kontrol:
Derinlik gstergesi ile yaplan bu kontrol, gzenekli maddenin ezilmi olduundan emin
olmamz salar. Bylece dolum srasnda saf asetilen skaca boluk yaratlmam olur.
D kontrol:
Tpn ii gzenekli madde ile dolu olduundan hidrostatik teste tabi tutulmas mmkn
deildir. Bunun iin grsel kontrol ayrntl olarak yaplr. Aadaki durumda bulunan
tpler hurdaya ayrlr:
Yzeyde ezikler olan,
Markalar korozyona urayan,
Kaaklar bulunan (zellikle kaynak ileminden gemi tplerde),
Ak ve belirgin biimde markalamas bulunmayan (arlk, basn, hacim, dara)
38
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
2.3.1.4 Asetilen Tpleri
Asetilen gaz karpit kazanlarnda,1,5atm kadar muhafaza edilir. Bu basntan yukar basnta
C2 H2,artan s ve basn tesiri ile kendi kendine infilak eder. Asetilen zel tplerde
1520 Atm. Basn altnda tplere doldurulur. Asetilen tpleri ierisinde aseton emdirilmi
petekler vardr.
Asetilen bu tplere basld zaman asetonla karlanca asetonda ekerin suda erimesi gibi
erir. Bu erime annda gaz halindeki asetilen sv hale gelir. Bylece 1520 atmosfere tadar
tpe doldurulur. Gaz tpten alndnda basn deceinden sv haldeki asetilen gaz haline
dnr. Bu durum tpteki gaz bitene kadar devam eder.
Tpler oksijen tpleri gibi i hacmi 40 litredir. Ksa ve uzun boyda olan tpleri vardr,
renkleri krmzdr
Tp hacminin %25 ini snger maddeler %38 ini aseton, %29 hacim asetilen gaz iin %8 lik
ksm ise bo braklr.
Asetilenin asetonda erime kabiliyeti basnla doru orantldr. Basn arttka asetonun
asetilen eritme gc artar. Buda 20 atmosferde snrldr. Bu basncn zerine klrsa scaklk
art dolays ile asetilen kendi kendine infilak edebilir. Bunun iin tpler ancak 15 atmosfere
kadar doldurulabilir.
39
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
15 Atm. l lt. aseton 400 lt. asetilen eritir. Bir tpte normal olarak 15 lt aseton vardr Bu
basnta tpte mevcut erimi asetilen miktarna Q dersek;
Q= 15 x 400= 6000 lt =6 m3
C2H2 vardr.
Bir tp oksijen de dolu anda 150 Atm de
150 x 40 = 6000 lt = 6 m3
Oksijen vardr. Bir tp asetilen bir tp dolu oksijene hacm bakmndan eittir.
Asetilen gaz tpte sv olarak bulunduu iin bu tpler piyasada arlk (kg) hesab ile satlr.
Bir asetilen tpnden saatte 1000 lt. azami gaz ekilir. Bu deeri aarsak asetonla asetilen
tpten kark olarak hamlaca gelir. Fazla gaz ekimi isteniyorsa tpler birbirine seri olarak
balanmaldr.
2.3.1.4.1
Tplerin Bakm
9 Tpler gne ndan ve dier s etkenlerinden korunmaldr, aksi halde basn
ykselmesi olur, snn tesiri ile.
9 Tpler daima dik tanr, yatrlmaz. nk aseton petekleri dklr.
9 Tpler darbelerden korunmaldr.
9 Tpler sabit yerlere balanmaldr.
9 Geri tepmeye alev kesici kullanlmaldr.
9 Kaak yerler derhal tamir edilmelidir.
Asetilen tplerinin zerinde basn drc manometre vardr. Aynen oksijen tplerinde
olduu gibi saatin biri tpteki basnc, dieri alma basncn gsterir.
40
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Kaynak alma basncn 1 atm ayarlayarak kaynaa balar. Buda manometrenin alt ayar
kelebei yardm ile olur. Asetilen manometreleri zeldir ve renkleri krmzya boyanmtr.
Balantlar szdrmaz olmal, paydos annda manometreyi sfrlamak gerekmez. Basn
dktr.
Asetilenin Tehlikeleri
Ate kaynaklarn ortadan kaldrn - Sigara imeyin, plak ate, kvlcm ve elektrik
ark yaratmayn.
Eer mmknse vanalar kapatarak Asetilen kaaklarn durdurun.
Asetilen kaa olan blgeyi derhal boaltn.
Atee maruz kalan Asetilen tplerini uzaktan 1 saat su skarak soutun.
Tpn yzeyini kontrol edin. Scaksa veya buharlama varsa su ile soutma ilemini
tekrarlayn.
Tp souduunda 12 saat boyunca suya batrn, bekletin.
Durumu gaz tedarik eden irkete bildirin.
Asetilen yangnlarn tercihen kpk ile sndrn ve Asetilen akn kaynandan
kesmeye aln.
Tpler yksek scaklklara maruz kaldnda asetilen bozunmas nedeniyle patlama
riski oluur.
Gaz kaa durumunda kapal mahallerde oksijeni azaltarak boucu etki yaratr.
Havadan hafif olduundan gaz, yksek yerlerdeki ceplerde ve tavanda toplanr.
Boucu etkiye maruz kalan kiilere solunum ve tbbi mdahale yaptrn.
41
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
42
Dr. Salim ASLANLAR
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
2.3.1.4.2
Dr. Salim ASLANLAR
Tp Asetilenin stnlkleri
Tp asetileni temizdir
Her trl hava artlarnda ter yerde kullanlr.
Kazalara kar daha emniyetlidir
Ksa kaynak zamanlan iin kullanldr.
Tp asetileni kolay tanr,
Kazan hazrlama karpit amuru derdi yoktur.
Tp asetileni daha pahaldr.
Emniyet tedbirleri
Oksijen ve korozif maddelerden ayr olarak uzakta (en az 3m) depolanmaldr.
Asetilen bulunan yerlerin en az 6 m dahilinde sigara iilmez, plak ate, kvlcm ve
elektrik ark yaratlmaz. El feneri dahi tehlikeli olabilir.
Gerek yanc maddeler gerekse dier maddelerin depoland mahaller temiz ve tertipli
tutulmaldr.
Asetilen kullanmaya balanmadan nce zellikleri ve tehlikeleri mutlaka
renilmelidir.
Depo ve kullanm yerlerinde iyi bir havalandrma salanmaldr.
Sadece eitimli ve tecrbeli kiiler Asetilen kullanmal veya depo sahalarna
girmelidir.
Acil Durum Talimat herkese datlmal ve Talimatn tam olarak anlalmas
salanmaldr.
43
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
2.3.1.5 Oksijen Tpleri
l deiinimde H ve D deerleri deiir. rnein; H byrse D klr, boyu uzun
tplerdir. Her iki l farknda da i hacim deimez, 40 lt sabittir,
2.3.1.5.1
Oksijen Tpnn zellikleri
zel ekme elikten yaplr. Vc =80 kg /m2, H =180 cm. D=20 cm bir tp lsdr.
l m3 O2 nin arl 1,43 kg dr. Bu tp 6 -8m3 O2 gaz alr. 6 m3 O2 nin arl
1,43 x 6 = 8,58 kg
olur.
Demek ki bir tpte net olarak 8,58 kg oksijen gaz vardr. Tpn bo arl 73 kg gelir.
Toplam Arlk
73 + 8,58 = 81,58 kgdr.
Kalnlklar S = 5 ila 8 mm. dr.
Son yllarda hafif eliklerden tp imal edilmitir.
hacmi 50 lt
Doldurma basnc 200 Atm.
Bo arl 63 lt
Doldurulan gaz arl 10 m3
Bu tpler dierlerinden daha kullanl ve ekonomiktir.
V: 90-105kg/ mm2 ekme dayanmna sahiptir.
O2 gazn arzu edilen 150 200 atm de depo etmektir. Tp,
gvde ksm ile zel alaml elik satan scak olarak
svanmak sureti ile imal edilir, Ventil sonradan taklr,
imalattan sonra 1,5 ile 2 kat basn su ile denenir,
indeki basn 150 Atm, ise deneme basnc
150 x 2 = 300 atm dir.
Tpler boyu uzun ve ksa olarak iki tipte yaplp renkleri
maviye boyanr
2.3.1.5.2
Tplerin Kullanm ve Bakmlar:
Tpler tanrken sadmelere ve sarsntlara kar korunmal
Tpler scaktan ve gne ndan korunmal
Tpler emniyetli olarak balanmaldr
Ventilleri yal ve yanc maddelerle temas etmemeli,
44
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Kendine has zel contalar kullanlmaldr.
Ap kapatrken fazla zorlanmamaldr. Ani amak tehlikelidir,
Donan ventiller scak su ile almaldr
Ventilleri l /2 veya l/ 4 amal aksi halde bozulabilir,
Kaynak bittiinde ventil kapanp manometreler sfrlanmal,
Tp ventilleri elle almal ve kapanmal, ksala almamal.
Szdrmazlk annda dolu vaziyette tamir edilmemeli
2.3.1.5.3
Gaz Kullanm
Gaz seviye gstergesi'nden sv gaz miktar kontrol edilir. Tp bo deilse;
Gaz kullanma vanas adaptrne uyumlu olarak ekipmann (reglatr, gaz devresi,
manifold kams vb.) Balants yaplr.
Tpn basn ykseltme vanas alr.
Basn gstergesinde Tp basnc 160 psi. (10,88 Bar) veya daha yukar bir deer
grlnce gaz kullanma vanas alr.
Gaz kullanm bittii zaman btn vanalar kapatlr.
2.3.1.5.4
2.3.2
Emniyet Kurallar
Tpn yannda veya evresinde ya-yakt-bez-boya gibi yanc maddeler
bulundurulmaz.
Tpn bulunduu ortamda ate yaklmaz, asla sigara iilmez.
Oksijen sv tplerin, yalnz oksijen gazna uyumlu donanm (reglatr, hortum vb.)
ile kullanlmas zorunludur.
Tp zerindeki donanmlara asla el aletleri / takm anahtarlarla mdahale edilmez.
Tpler asla yatay pozisyonda kullanlmaz, depolanmaz, tanmaz.
Tp iletmeye alan operatr koruyucu i eldiveni ve emniyet gzl kullanmaldr.
Tpler ak havada veya ok iyi havalandrlan ortamda kullanlmaldr.
Tp iinde ykselen gaz basncnn fazlas otomatik olarak emniyet vanasndan gaz
olarak havaya atlr.
Gaz basncn drmek iin basn drme vanas alr.
Basnl Tpler
Sanayide kullanlan basnl gaz tplerinin belirli gruplara ayrlarak depolanmas emniyetin
salanmas asndan gereklidir. rnein farkl gruplara ait olan OKSJEN ve ASETLEN
tplerinin yan yana depolanmama nedeni; yangn gibi istenilmeyen durumlarla
karlaldnda birlikte yaratacaklar tehlikenin byklndendir.
Gnmzde yzden fazla saf gaz ve gaz karmnn kullanld dnlrse, hepsinin
karakteristik zelliklerinin herkes tarafndan bilinemeyecei aktr. Bu nedenle, istenmeyen
durumlarda olabilecek tehlikeleri azaltacak ok basit bir yntem gelitirilmitir. Bu yntemde,
rnleri zeliklerine gre gruplara ayrarak depolamak esas alnmaktadr.
Kazalar herhangi bir zamanda meydana gelebilir. Bu yzden tpler, geri verilene kadar
srekli olarak gruplama yntemi ile depolanmaldr.
45
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
2.3.2.1.
Dr. Salim ASLANLAR
Basnl Tplerin Gruplara Ayrlmas
1. GRUP
Yanc
Olmayan
Korozif
Olmayan
Az Toksik
Yakc
2. GRUP
3. GRUP
4. GRUP
Yanc
Korozif
Olmayan
Az Toksik
Yanc
Korozif
Toksik
Toksik ve/veya
Korozif
Kendiliinden
Yanc
ok Toksik
tutuan
Olmayan
( Pirofirik )
Yakc
Amin,
Argon,
merkaptan ve
Asetilen,
Karbondioksit,
halojenli
hidrojen,
helyum, azot,
hidrokarbonlar
propan, btan
oksijen
ieren zel gaz
karmlar
2.3.2.2.
5. GRUP
Hidrojen
klorr, flor ve
Silan
florrler, asit
gazlar
6. GRUP
Arsin, fosfin,
azot oksitler
Basnl Tpleri Depolama
Birlikte depolanabilen ve depolanamayan gruplar :
GRUP 1 ve GRUP 4 birlikte depolanabilir
GRUP 2 ve GRUP 3 birlikte depolanabilir
GRUP 5 hibir grupla birlikte depolanamaz
GRUP 6 hibir grupla birlikte depolanamaz
BO tplerle DOLU tpler her zaman birbirinden ayr depolanmaldr.
2.3.2.3.
GRUP 1 ve GRUP 2 birlikte depolanamaz
GRUP 3 ve GRUP 4 birlikte depolanamaz
GRUP 2 ve GRUP 4 birlikte depolanamaz
Basnl Gaz Tplerinin Depolanmasnda Uyulmas Gereken Kurallar
Grup 1 ve 4'e dhil tpler iyi havalandrlan alanlarda depolanmaldrlar. Hava giri ve
kn alttan ve stten olacak ekilde, doal veya mekanik yoldan salamak
gereklidir.
Grup 2 ve 3'e dhil tplerin depoland alanlarda elektrik tesisat, cihazlar vb. onayl
ex-proof ( atee dayankl ) malzemeden olumal ve iyi havalandrma artlar
salanm olmaldr. Ya da ak hava artlarnda - s yayan kaynaklardan ve direkt
gne ndan korunmu ekilde - zeri kapatlm alanda depolanmaldr.
Btn tpler, i basncn artmasna neden olacak s yayan kaynaklardan uzak alanda
depolanmaldr. Tpler yaklak 55 C zerinde scakla maruz kalmamaldrlar.
Tpler direkt gne altnda depolanmamaldr. Gnete braklan tplerin i
scakl istenmeyen deerlere ykselebilir ve ayrca tpn zerindeki etiketlerin ve
iaretlerin solmasna neden olabilir.
Grup 5 ve 6 daki tpler mutlaka ak havada, evresinde fazla dolalmayan zel
alanlarda depolanmaldr. Yerleim yerlerinden, s yayan kaynaklardan ve yanc
maddelerden uzak alanlarda, direkt gne ndan korunmu vaziyette
depolanmaldr.
46
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Tplerin depoland alann zemini toprak olmamal, eim, ukur, atlak vb.
bulunmamaldr.
Tp depo alannn iinde veya evresinde yanc maddeler istiflenmemeli,
depolanmamaldr.
Tplere ulama kolayl salamak asndan, depo alannda yry yollar iin yer
braklmaldr.
Ak alanda depolanan tplerin, alan dna devrilmelerini nlemek iin etraf emniyet
iti ile evrilmelidir.
Depo alan iindeki tpleri gruplara ayrdktan sonra her grubun zellii tabelalar
aslarak belirlenmelidir.
Gerekli yerlere uyar iaretleri ve posterler aslarak kullanclara bilgi verilmelidir.
Tp depo alannda alan kiiler mutlaka elik burunlu emniyet ayakkabs ve i
eldiveni giymelidirler.
Tp depo alannda an az 2 adet 12 kg'lk kuru kimyevi tozlu yangn sndrc
bulundurulmaldr.
Yangn durumunda, tp soutma ileminde kullanmak amacyla ve tp depo alanna
ulaabilecek mesafede hidrant veya basnl bol su kayna bulunmaldr.
2.3.2.4.
Tp Depo Alanlar Yerleim Trleri
Guruplar arasna Emniyet Mesafesi koyarak depolama
Yan yana depolanamayan guruba ait tplerin arasna asal gaz yerletirerek emniyet
mesafesini bu ekilde salamak
47
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Guruplarn yanmaz duvarlarla, dolu ve bo tplerin zlebilen zincir yardmyla
ayrlmas
Emniyet mesafesi yerine araya yanmaz duvar konularak dolu ve bo tplerin ayr
depolanmas
Aada belirtilmi olan hususlar, basnl veya svlatrlm gaz tplerinin emniyetli bir
ekilde kullanlmalar ve depolanmalar iin geerlidir. Ancak tplerin iindeki gazlarn
koroziflik, zehirleyicilik, yanclk, parlayclk veya radyoaktiflik gibi zelliklere sahip
olmalar durumunda ilave tedbirler de gereklidir.
Basnl gaz tplerini sadece bu konuda tecrbeli ve eitimli kiiler kullanmaldr.
Tplerin depolanmas ile ilgili tm kurallar ve resmi mevzuat uygulanmaldr.
Dolumu yapan firma tarafndan tp zerine konulan ve iindeki gaz tantan etiketler
kesinlikle kopartlmamaldr.
Kullanmdan nce tpn iinde hangi gazn bulunduundan emin olunmaldr.
Tpn iindeki gazn zellikleri ve tehlikeleri mutlaka bilinmelidir.
48
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Tpleri kullanma almadan nce acil bir durumda ne yaplaca nceden planlanmaldr.
Gazn kullanm ile ilgili herhangi bir tereddt durumunda mutlaka gaz veren firmaya
bavurulmaldr.
Tpler, valfler ve dier gaz ekipmanlarnn kontrol ve testleri sistemli olarak zamannda
yaplmaldr.
2.3.2.5 Gaz Dolu Tplerin Kullanm
Salam i eldiveni kullanlmaldr.
Tp imalats tarafndan aksi belirtilmedii srece tpler valf veya kapaklarndan tutulup
kaldrlmamaldr.
Ksa mesafeler iinde olsa dahi tpler mutlaka tp arabas veya uygun bir tertibat ile
nakledilmelidirler.
Tpler kullanm yerinde dik olarak ve salam bir ekilde sabitlendikten sonra kapaklar
kartlmaldr.
Gaz kullanrken gzlk veya yz siperi kullanlmaldr. Gazn zelliklerine ve basncna
gre normal i gzl, yz siperlii veya yz komple rten maske kullanlmaldr.
zellikle zehirleyici gazlar ile allan yerlerin yaknnda mutlaka bir solunum cihaz
bulunmaldr.
Gaz kaak kontrolleri sabunlu su kullanarak yaplmaldr.
lk yardm, yangn sndrme, soutma veya acil ykama iin yeterli miktarda su
bulundurulmaldr.
Gaz, tp basncndan daha dk basnlarda kullanlacak ise (ki genellikle bu durum sz
konusudur) tpe mutlaka uygun bir reglatr balanmaldr.
Tp kullanm sistemine balamadan nce sistemden herhangi bir nedenle tpe geri ak
engelleyecek tedbirler alnmaldr (ek valf, alev tutucu vs.)
Tp balamadan nce btn gaz sisteminin zellikle alma basnc ve malzeme
uygunluu bata olmak zere her bakmdan kullanlacak gaz ile uyumlu olup olmad
kontrol edilmelidir.
Likit haldeki gazlarn kullanm sistemi iinde kapal kalmasnn, likidin genlemesinden
dolay sistemin patlamasna neden olaca unutulmamaldr.
Elektrik sisteminin kullanlan gazlarn zellikleri ile uyumlu olmas gereklidir (Alev
szdrmazlk vs.)
Tp basncn ykseltmek iin direkt alev veya elektrikli stma kesinlikle kullanlmaz.
Tpler 55C nin zerinde scaklklara maruz braklmamaldrlar.
Tplerden alnan gazlar tplere tekrar doldurulmaz.
49
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Bir tpten dierine kesinlikle gaz aktarmas yaplmamaldr.
Likit gaz ihtiva eden tpler, likit ekiini hzlandrmak iin kesinlikle
basnlandrlmamaldr. Hzl likit ekii ihtiyac doduu zaman gaz veren firma ile
temasa geilmelidir.
Tpler kesinlikle tekerlek olarak, destek amac ile veya iindeki gaz kullanmaktan baka
bir ama iin kullanlmamaldr.
Oksijen veya yanmay destekleyen baka gaz tplerinin valflerine kesinlikle ya, gres
veya baka yanc madde dememelidir.
Tp valflerinin k azlar zerinde bata ya ve su olmak zere hibir kirlilik
bulunmamal, azlar devaml temiz tutulmaldr.
Tpler mekanik oklara ve darbelere maruz braklmamaldr.
Tp valfleri veya emniyet tertibatlar zerinde kesinlikle tamir yaplmamaldr. Hasar
durumunda derhal gaz veren firmaya haber verilmelidir.
Tp kullanm yerine balanm olsa dahi gaz kullanlmad zamanlarda valfi
kapatlmaldr.
Tp boalp kullanm yerinde skldkten sonra valf ve tp kapaklar derhal taklmaldr.
2.3.2.6 Tplerin Depolamas
Tpler sadece bu ama iin yaplm, ok iyi havalandrlan ve tercihen zeri ak
mahallerde depolanmaldr. Depolama esnasnda tp scaklnn -40 cC'nin altna
inmeyecek, 45 C'nin stne kmayacak ekilde nlem alnmaldr.
Tplerin depoland mahallerde ate, ark veya herhangi bir s kayna kesinlikle
bulunmamaldr. Eer parlayc, toksik veya asitleyici gazlar depolanyorsa. "SGARA
LMEZ" uyar levhas aslmas uygundur
Tp depo mahalleri temiz ve dzenli tutulmal, yetkisiz kiilerin buralara girmelerine
engel olunmaldr. Buralarda tp depolandn belirten iaretler grnr ekilde
aslmaldr.
Tp depo mahalleri iinde veya yaknnda plak ate yaratlmasna ve sigara iilmesine
engel olunmaldr.
Depolanan tpler devrilmeyecek veya yuvarlanmayacak ekilde emniyete alnmaldr.
Tpler her zaman dikey olarak tutulmal, mmknse valflere kapak taklmal, tp
kapaklar ise her zaman takl bulunmaldr.
Ak havada depolanan tpler paslanmaya ve ar hava artlarna kar (gne, kar, frtna
vs.) korunmaldr. Tpler ayrca korozyona neden olacak ortam ve ekillerde
tutulmamaldr.
Dolu ve bo tpler ayr olarak depolanmal, dolu tplerin kullanlmasna nce gelenlerden
balanmaldr.
Tpler, ilerindeki gazn yanclk, yakclk, zehirlilik vs. zelliklerine gre gruplara
ayrlarak depolanmaldr.
Oksijen veya yanmay destekleyen dier gazlarn tpleri, yanc gaz tplerinden en az 6 m.
uzakta veya atee dayankl bir duvar ile bu tplerden ayrlm olarak depolanmaldr.
Mmkn olduunca az miktarda yanc veya zehirleyici gaz tp stokta tutulmaldr.
Yanc ve parlayc gaz tpleri, dier yanc maddelerden ayr olarak depolanmaldr.
Depolanan tplerin genel durumlar ve tplerden kaak olup olmad sk sk ve sistemli
olarak kontrol edilmelidir.
Yanc veya zehirleyici gaz tplerinin bulunduu mahallere girerken havadan bu
gazlardan bulunup bulunmad bu i iin uygun cihazlar kullanlarak tespit edilmelidir
Depo sahasnda tutulan tpler periyodik olarak muayene edilmelidir.
Tpler elektrik devresini tamamlayacak ekilde depolanmamaldr
50
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
2.3.3.
Tplerde Kullanlan Emniyet Cihazlar
2.3.3.1.
Basn Regltrleri, Manometre
Dr. Salim ASLANLAR
Regltrler tp ierisindeki basnc daha dk kullanma basn deerine tek veya ift
kademede dren ve gazn emniyetli ekilde kullanmnn salayan doru ekipmanlardr.
En genel hali ile regltrler aada gsterilen paralardan meydana gelmitir.
Giri Manometresi: Tp ierisindeki basnc gsterir.
k manometresi: Kullanm basncn gsterir.
Emniyet Valfi: Regltrn ar basnlanmas durumunda gaz bu valf vastasyla tahliye
edilir.
Ayar Vidas: Gazn kullanm deerine ayarlanmasn salar.
k Nipeli: Gaz k balant noktasdr.
Diyafram: Gaz reglsyonunu salayan nemli paralardan biridir.
51
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Regltr eitleri ve Kullanm Alanlar
Tek Kademe Regltrler: Tpn ierisindeki basncn tek kademede regle edildii
regltrlerdir. Balca kullanm alanlar imalat sanayi, lazer tezghlar ve laboratuarlardr.
ift Kademe Regltrler: Tpn ierisindeki gazn 2 kademede regle edildii
regltrlerdir. ounlukla daha hassas basn deerlerinde almas gereken laboratuar
cihazlarnda kullanlr.
Yksek Basn ve Debili Regltrler: Yksek basn ve debi gerektiren prosesler olan lazer
cihazlar veya tav ocaklarnda kullanlr.
alma Sistemi:
Tp ventili aldnda tpteki gazn basn deeri manometre saatinden okunur. alma
basncn ayarlama kolu sktrldnda yayl pistonu yukar iterek yaya bal supap inesini
harekete geirerek yolu aar. Gaz gaz odasna dolarken geni hacimle kar karya kald
iin basn der Bu dk basn deerini alma basn manometre saati gsterir. Hortum
yolundaki musluu alarak gaz hamlaca gnderilmi olur.
52
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Basn drcy monte edilecek tp kesinlikle dik pozisyonda olmaldr.
retici Firma tarafndan ayarlanm ve test edilmi Emniyet supab ayar ile
oynamayn.
Basn Drcy kullanlacak gaz cinsine uygun gaz tpne balayn.(Oksijen
Basn Drcsn Oksijen tpne, Asetilen Basn Drcsn Asetilen tpne
balanmaldr.)
Basn drcsnn gaz tpne balanmasn uygun bir anahtarla
salayn.(Rakorlarn bozulmasn engellemek iin)
Basn Drcler yalnz krmz ile iaretlenmi ksma kadar ayarlanabilir. Bunun
zerinde bir ayarlama tehlikelidir.
Basn Drcler kesinlikle ya ile temas etmemelidir. Aksi takdirde Ya basnl
Oksijenle ile temas ederek reaksiyona girerek iddetli patlamaya neden olur. Bu
yzden kullanlacak olan takmlar ve eller yadan arndrlmas gerekir.
Oksijen Basn Drcleri Tpe vidalamada kesinlikle Deri Conta kullanmaynz.
Asetilen Basn Drcleri Tpe vidalamada kesinlikle Bakr Conta ve Asetilen
tesisatlarnda Bakr malzeme kullanmaynz.
Asetilen Basn Drcsnn alma basncn 1,5 bar basncn zerine
ayarlamayn.
Oksijen ve Yanc Gaz Basn Drclerinde Alev Geri Tepme Emniyet valfi
kullanlmaldr.
alma Ortamnda tp ve basn drcleri sdan ,alevden ,kvlcmdan ve snm
scak metal paralardan uzak tutulmaldr.
Basn drclerin tamir ve bakmlar sadece yetkili kiiler tarafndan yaplmaldr.
Basn Drclerin Tplere balanmas
Tp valfi ok ksa bir srede alp kapatlr. Bu ilem valf deliinde oluabilecek toz
ve pisliklerin dar atlmas salanr.
Tp Valfi balant vidasnn ve az ksmnn temiz olmasna dikkat edilir. Eer kir ve
metal tozlar mevcut ise temiz bir bez ile uzaklatrlmas gerekir.
Basn drcy tp valfine uygun anahtar kullanarak taknz.
Tpe vidalamada ypranm contalar kullanlmamas ve yenisiyle deitirilmesi
gerekir.
Basn drcy tpe takma esnasnda basn ayar vidas yere doru dik konumda
olmas gerekir.
Tp valfini amadan nce basn ayar vidasn sola dndrerek (saat ynnn tersi)
tamamen gevetin(boa aln)
53
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
2.3.3.2.
Dr. Salim ASLANLAR
Tp valfini aarken nnde ve arkasnda durmayn.
Basn drcnn yan tarafna geerek yksek basn manometresi tpteki basnc
gsterene kadar tp valfini yava ve dikkatlice an.
Basn drcsnn szdrmazlk kontroln sabun kp kullanarak kontroln
yapn
Gaz k balantsna hortumu uygun kelepe ile balayn.
Basn ayar vidasn saa evirerek kullanlacak olan basnc ve debisi (lt\dak) olarak
ayarlanr.
Tp Ventili
Tp Ventilinin almas:
Ama kapama kolunu dndrdmzde buna bal sbap mili dnerek piston gaz yolunu
aar. Manometreye gaz girmi olur. Sbabn ani yukar frlamasn nlemek ve gaz yolu sk
vaziyette kapanmas iin sbap inesi yay konmutur. Bu yay bozulursa veya balant vida
ve somunu geverse ventil sbab normal almaz.
54
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Tp Ventilinin Arza ve bakm
Ventilleri yal, mazotu, tinerli benzinli, boyal maddelerle silmeyiniz. Aksi halde
yangn kar.
Tp contalar ksele veya lastik olmamal. Szdrmazlk zel conta ile salanmal.
Donan Ventilleri scak su ile almaldr.
Ventilleri 1/2 veya 1/4 turla alp kelebek contalar bozulmamal. Manometreye ve
ventil gvdesine an basn gelmesi nlenmeli.
Boalan tplerin Ventilleri kapal olarak tanmal.
Ventilleri elle alp kapanmal, darbe yaplmamal, vidalar bozulmamal,
Szdrmazlk sabunlu su ile kontrol edilmeli,
2.3.3.3.
Alev Kesiciler ( Kuru Emniyet Cihazlar )
Bu aygt asetilen manometre ile beraber satlr ve onun zerine monte edilir. Alev geri teptii
zaman bilye veya klape gaz yolunu kapatr yangnn tpe gitmesine mani olur. nk bilye ve
klape gaza tek ynde yol verir
2.3.3.3.1
Geri Yanma
Geri yanma, alevin aloma iine doru kuvvetli bir patlama ile yanmasdr. Alev snebilir ya
da bek ucunda tekrar yanmaya, balayabilir.
Geri yanmann nedeni, yanma hznn gaz k hzn asmasdr
Normal durumda yanma hz ile gaz k hz denge halindedir. Herhangi bir ekilde yanma
hznn artmas ya da gaz k hznn azalmas geri yanmaya sebep olur. Ar oksijen
kullanm da yanma hzn artracandan geri yanmaya sebep olur.
Dk gaz ak hz ve geri yanma sebepleri aadaki gibidir;
Yanc ve yakc gazlarn basnlarnn yanl ayarlanmas
Yanl apta ve uzunlukta hortum seimi,
Tpteki gaz basnlarnn azalmas,
Herhangi bir hortumun bklmesi,
Hortumlar veya alomadaki kirliliin gaz geiini engellemesi(tkanmas),
55
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Hatal dizayn edilmi aloma,
alomann kullanm srasnda snmas (300 C'de Asetilen bozunur).
2.3.3.3.2.
Srekli geri yanma
Srekli geri yanma, alevin bir geri yanma ile srekli yanarak aloma iine kadar ulamasdr.
Kuvvetli bir patlama ile balayp bir slk sesi ile devam eder. Hemen mdahale edilmezse
aloma eriyebilir ve gaz kaa yapabilir. Geri yanma iin saylan nedenler srekli geri yanma
iinde geerlidir.
2.3.3.3.3.
Gaz Geri Tepmesi
Yksek basnl gazn hattn iinde geri doru akdr. Yksek scaklk sonucu aloma
eriyebilir ve gaz kaa yapabilir.
Geri akn nedenleri aadaki gibidir;
Llenin tkanmas,
Oksijen basncnn yanc gaz basncndan daha aaya dmesi.
Eer oksijen dmesi, ilem bitiminde, sistemi terk etmeden nce kapatlmazsa, yanc
gaz oksijen hattnda ilerler.
Regltrlerin kapal, aloma dmelerinin ak braklp sistemin terk edilmesi. Basnc
dk olan yanc gaz nce tahliye olur, daha sonra oksijen yanc gaz hattna girer.
Alev tututurulurken ok fazla oksijen vermek. Bu durumda oksijen yanc gaz hattna
girebilir.
Gereinden kk llenin gazlar geri akmaya zorlamas.
2.3.3.3.4.
Alev Geri Tepmesi
Srekli geri yanma ile gaz geri tepmesinin beraber meydana gelmesidir. Alev, en kt
durumda yanc gaz tpne dahi ulaabilir. Bu olay genellikle gaz geri ak olduunun fark
edilmeyip, alomada alevin tututurulmasyla birlikte oluan bir geri yanma sonucunda oluur.
Alev geri tepmesi olutuu zaman byk ihtimalle yanc gaz hortumu patlar ve ciddi kazalara
sebep olur. Gaz geri tepmesi geri yanmann nedenleri alev geri tepmesi iinde de geerlidir.
2.3.3.3.4.1.
Alev Geri Tepmesini nleme Aralar
Bu tip olaylar nlemek iin ncellikle oksi-gaz kesme-kaynak sistemlerinin alma
prensiplerini ve bahsedilen olaylarn nedenlerini anlamak gerekir. Daha sonra bu sistemlerin
doru kullanm gerekir. Ancak yukarda saylan baz nedenler, baz durumlarda
nlenemeyecei iin kesin zmlerin uygulanmas gerekir. Alev geri tepmesini nleyen
aralar alev geri tepme emniyet valfleridir.
Balca iki nemli grevi vardr.
Alevi durdurmak
Gazn ters akn engellemek (Check Valf)
56
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Gaz geri tepme emniyet valfi kesiti
Emniyet valfleri alev tutucu bir sistem ile ek valfin birleimidir.
zellikleri
Alev Geri Tepme Emniyet Valfleri kullanm yerlerine ve gaz cinsine gre farkl modellerde
imal edilirler. Oksijen Gaz iin ayr, yanc gazlar iin ayr (Hidrojen, Asetilen ve Propan)
modelleri bulunur.
alma prensibi:
Gaz giriine konan bir ek-valf vastas ile herhangi bir gaz geri ak nlenir. Normal
koullarda gelen gaz hassas yay iterek sistemden geer ve alomaya ular. Herhangi
bir ekilde oluan gaz geri tepmesi hassas yay ters ynde iterek gaz akn her iki
ynde de keser.
kinci nlem olarak alev tutucu sistem kullanlr. Bu sistem sktrlm bir yayn yaklak
80 C da ergiyen bir lehim malzemesi ile sabitlenmesi ve bunun evresine de
sinterlenmi paslanmaz elik tozunun konulmas ile oluturulmutur. Alev geri tepmesi
durumunda lehim ergiyerek sktrlm yay serbest brakr ve bu yay ek-valfe
vurarak gaz geiini kapatr. Alev ise ayn asetilen tpndeki poroz madde gibi
davranan sinterlenmi elik tozu tarafndan sndrlr.
57
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Kullanm yerlerine gre farkl tipte imal edilmilerdir.
Reglatr(Basn drc)) Arkas Alev Geri Tepme Emniyet Valfleri:
Bu modeller reglatr kna taklrlar. Alev geri tepme hadisesi meydana geldiinde alevin
regltre ulamadan nce durdurulmasn salarlar. Bu model Alev Geri Tepme Emniyet
Valflerinin emniyet fonksiyonu vardr.
Tek Ynl Valf ( Check Valf )
Alev Tutan Filtre
Termal Ak Kesici Valf
Basn drclere taklan alev geri tepme emniyet valfleri
(asetilen sol vida-oksijen dz vida)
aloma (Hamla) Arkas Alev Geri tepme Emniyet Valfleri:
Bu modeller Oksi-Gaz proseslerinde kesme veya kaynak amal kullanlan alomalarn
arkasna taklrlar. Alev geri tepme hadisesinin aloma knda durdurulmasn salarlar. ki
emniyet fonksiyonu vardr.
Tek Ynl Valf (Check Valf)
Alev Tutan Filtre
58
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Kaynak ve Kesme Hamlalarna taklan emniyet valfleri
(asetilen sol vida-oksijen dz vida)
Hortum Aras Alev Geri Tepme Emniyet Valfleri:
Bu modeller aloma ile reglatr arasnda gaz akn salayan hortumun orta yerine taklrlar.
Alev geri tepme hadisesi meydana geldiinde alevin hortum zerinde durdurulmasn
salarlar. Ancak alev geri tepme emniyet valfine gelen hortumun yanmasna engel olamazlar.
Regltr arkas modeli ile ayn emniyet sistemine sahiptir.
Hortum aralarna taklan emniyet valfleri(her iki taraf hortum kelepesi ile balanr.)
Emniyet valflerinin basn drclere, hamlaca ve hortum arasna taklmas.
Maksimum emniyet iin reglatr arkasna taklan alev geri tepme emniyet valfi ile birlikte
aloma arkasnda Check Valf kullanlmas tavsiye edilmektedir. Bu ekilde kullanld
takdirde aloma gaz hattnda en dk seviyede basn dm meydana gelirken maksimum
emniyet salanm olacaktr.
59
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Gaz geri tepme valfi alak ve yksek basnlarda gaz geri tepmeleri nler. Bu durumda
gazlarn hortumda kararak patlayc zellik kazanmas nlenmi olur. Geri tepme emniyet
valfi ierisinde bulunan yay gaz ak ynne kar devaml bask halinde bulunan valfi
kapatr. Gaz ak basnc, valf zerindeki yay basksn kaldrarak valfi aar ve gazn hamlaca
devaml ak salanm olur. Alev geri tepme koruyucusu sinterlenmi krom nikelden
yaplm olup hamlatan geri tepen alevi tutar ve sndrr. Basn drclere balanan gaz
geri tepme emniyet valflerinde Termik valf bulunur.
Termik valf:
Yay basks altnda yuvaya lehimlenmi olan pim tarafndan gaz geiini ak tutar.
Herhangi bir geri tepme annda valfn ierisinde bulunan filtrenin etrafndaki scaklk
100 C ye ulamas halinde lehim erir, pim yuvasndan kurtularak gaz akn keser.
Bu andan itibaren Alev geri tepme emniyet valfi kullanlamaz hale gelir ve
deitirilmesi gerekir.
Check valf
Oksi-Gaz proseslerinde kullanlan kesme ve Kaynak alomalarnn arkasna taklrlar. Alev
geri tepme hadisesi srasnda gazn ters akn keserek regltre doru yol almasn
engellerler.
zellikleri
Ters ynde gaz akn kesmek eklinde tek bir emniyet fonksiyonu vardr. aloma arkasna
taklan Alev Geri Tepme Emniyet Valflerinden farkl taraf aloma reglatr gaz hattnda
basn dmne engel olmazlar ancak alevin durdurulmasn da salamazlar. Sadece aloma
arkasna taklrlar.
60
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
61
Dr. Salim ASLANLAR
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
2.3.4. Gaz Eritme Kaynanda Kullanlan Alet Ve Avadanlklar
2.3.4.1 Kaynak Hamlalar ( fleleri, alomalar )
Gaye: Yanc ve yakc iki gaz belirli oranda kartrp yakmak iin kaynaka aparatdr.
alma Sistemi:
Bu hamlalarda yksek basnl oksijen gazi enjektr orta kanalndan geerken basn hza
dnr. Bu esnada meydana gelen dk basnl ortama enjektr evre kanallarndan
asetilen hcum eder, Bylece iki gaz enjektr n odasnda karp, bek borusu yardm ile bek
ucundan dar akarken. Bir ate veya kvlcm ile ate oluturulur. Bu hamlalarda enjektr
dk basnc asetilenin emilmesini salar
2.3.4.1.1
Enjektrde Basn Hz Diyagram
Enjektr orta kanalndan P basncndaki oksijen enjektr terk ettii u ksmda geni br
hacimle kar karya kald iin aniden PI basncna dmekte, gazn hz artmakta. Dk
basnl ortama evreden gelen asetilen hcum edip emilmekte oksijenin yksek hz ile
srklenip bek ucundan dar kmaktadr.
Bek ucunu terk eden asetilen ve oksijen kark gazlarn hzlar 312m/sn.dir. Bu hz gazlarn
(Kark gazn} anma hzndan byk olmal ki hamlata alev geri tepmesin. Ayni zamanda
alev ekirdei meydana gelsin.
2.3.4.1.2
Hamla eitleri:
Normal kaynak hamlalar (Enjektrl)
zel lehim tavlama hamlalar {Tavlama lehimlemede)
61
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Kullanld yere gre eitleri:
Kaynak hamlalar
Kesme hamlalar
Tavlama hamlatan
ift alevli
ok alevli
Rendeleme hamlalar
Makine (Kesme makinesi ) hamlalar
Yzey sertletirme hamlalar!
62
Dr. Salim ASLANLAR
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Kullanlan gazn cinsine gre
Oksi asetilen kaynak hamlalar
Propan + Oksijen hamlalar
Havagaz +hava hamlalar Tavlama, kesme ilemi
Hidrojen + oksijen hamlalar (Kurun kayna
Kullanlma anndaki gazn basncna gre
Alak basnl hamlalar
Orta basnl hamlalar
Yksek basnl hamlalar Enjektrl kaynak fleleri
Eit basnl hamlalar
Tavlama ve sert lehim ileminde genellikle btan gaz ve havagaz yaklan dtan karml
hamlalar kullanlr. Bu hamlalarda enjektr yoktur sadece yanc gaz ayar kelebei vardr.
emada grld gibi yakt musluu aldnda belli basnta hamla borusundan akan gaz
hava giri deliklerinden hava ile kararak hamla beki ucundan dar kar. Bunlarda
enjektr yoktur Tavlama ve sert lehim ileminde kullanlr. Kesme hamlalarndan ileride
bahsedilecektir.
63
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Kaynak hamlalarnda kullanlan bekler
Bek No
1
2
3
4
5
6
7
8
2.3.4.1.3
Para kalnl
0,5-1 mm
1-2mm
2-4 mm
4-6 mm
6-9 mm
9-14 mm
14-20 mm
20-30 mm
Beklerin Gaz Gc Hesab
Bekin gaz gc:
Bir saatte bekin ucundan kan lt. Cinsinden gaz miktar o bekin gcn verir. Bekin zerinde
kaynak yapaca sa kalnl belirtilmitir.
rnek1;
3 nolu bekin kullanlaca sa kalnlklar:
en az 2 mm
en fazla 4 mm demektir.
64
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
En Kk deere m1
En byk deere m2 dersek
Q=
Gaz gc
m1 + m2
x100
2
Dr. Salim ASLANLAR
[lt/h]
genel forml lt/saat cinsinden bek gcn verir.
rnek2;
2 nolu bek
12 mm sa kalnlklarnda kullanlabilir.
m1 = l
Q=
m 2 =2
m1 + m2
1+ 2
x100 =
x100 = 150lt / saat
2
2
Asetilen gaz cinsinden bekin gcn verir.
Oksijen gaz cinsinden g
Q2 = Q1 x1,2
Q2=150x1,2=180It
Bakr ve Alminyum iin Asetilen ve Oksijen Sarf
Bakr iin
P=40e 2 +40e= 40 e (e+1)
lt /saat C2H2,
P: G lt/ saat
e: mm malzeme kalnl
e: 4 mm ise
P = 40 x 4 ( 4+1)= 160 x5=800 lt / saat C2H2
b. Alminyum iin:
P = 12e2- 4xe=4e(3e+10)
e = 3 olsun,
P= 4x3(3x3+10) = 12(19)
P=228 lt /saat
Birim zamanda kullanlan oksijen miktar, belli alma zaman gz nne alnarak
hesaplanr.
Kaynak 4 saat alm olsun.
Kaynaa balarken basn 150 Atm (tpte) olsun,
Kaynak sonunda basn 80 Atm. ise
Kullanlan basn 150 80= 70 Atm, dr
Bu gaz P x V = 70 x 40 = 2800 litredir
O2
= 1,2 dir. Bu hacme tekabl eden
C2 H 2
O
2800
= 2333lt
C2 H 2 = 2 =
1,2
1,2
Yukardaki hesaplar karbonsal elikler iin sz konusudur.
65
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
2.3.4.1.4
Dr. Salim ASLANLAR
Kaynak Hz
V: Kaynak hz m/ saat
c: Malzeme kalnl
K: Sabit say
Her cins metal iin e: 2 ile 12 mm de.
K: 12 alnr
e< 2 mm ise
K: 7,5 alnr
e> 12 mm ise
K: 10 alnr
V=
K
e
ift yzl kaynakta
e: 2 mm ise
K:12
12
V = = 6 m/saat
2
Kalnl 2 mm. olan bir malzemeyi normal artlarda bir saatte 6 m, kaynak yaplr
1 m. Kaynak iin gerekli zaman
V x t = 1m.
V=K/e
60 xe
t=
= Dakika m
K
t=l m. Kaynak iin geen zaman
K; Sabit say
e < 2 mm ise
K: 12
alnr,
e> 12 mm ise
K:10
alnr,
rnek
e: 2 mm ise,
K: 12
K: 2 ila 12 mm de 12 alnr
t = 60 x e / K =100 dk.
l m. Kaynak iin Gaz Sarf
A: 1 mm. sa iin 100 lt saat sabittir
e: sa kalnl mm.
P: A x e
Asetilen sarfna Q diyelim,
Q=
Axe 2
Formlnde
K
e: 2 ila 12 mm. ise K: 12 alnr.
A: 100 olduundan
100 x3 2
12
Q = 100x9/12 =75 lt/m
Q=
Asetilen sarf olur.
66
e: 3 mm ise
K: 12
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Oksijen sarf ise
e< 2 mm ise
e> 12 mm
C2 H 2
=1,2
O2
75
O2 =
= 62,51 lt/ m
1,2
K: 7,5
K: 10 alnr
rnek
e; 1,5 mm ise
Q=
100 x1,5 2
=30 lt/m.
7,5
C2 H2
1 m. kaynak iin gaz sarf
Q=
30
= 25 lt/m.
1,2
O2
1 metre kaynak iin karpit sarf
W= Q/P
Q=(Axe2)/K
Asetilen sarf lt/ m
Q=(Axe2)/(KxP)
Kg / m Karpit
P; Hamla gc (Bek gc)
A; 100
rnek:
e: 2 mm ise,
e: 2- 12 mm. de
e: 2 mm de
e: 12 mm de
K: 12
K: 12
K: 7,5
K: 10 alnr
P = A x e = 100 x 2 = 200 lt / saat
100 x 2
= 0,17kg/m
Q=
112 x 200
l metre kordon 2 mm kalnlkta sa iin 0,17 kg karpit ta harcanr.
1 metre Kaynak iin sarf edilen Tel Arl (m/gr olarak) ; 90 ise kaynak az as
Z = 10 x e2
m gr, Tel arl
= 40 ile 80 arasnda ise
Z=9xe2
= 35 c ila 70 ise
Z = 8 x e2
67
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
= 30 o il 61 0 arasnda
Z=7xe2
Kaynak az almam ise 1 metre kordon iin
Z=l2xe2
rnek:
e: 2 mm ise
Z=12x2 2 = 12x4=48 gr /m
1 metre 2 mm. lik sata 48 gr tel sarf olur
Tel ap: d
Sola kaynakta,
e: 6 mm kadar
e
+ 1 = mm
2
Kaynak Hamlalarnn kullanlmasnda Dikkat Edilecek Hususlar
d=
2.3.4.1.5
Hamlalar ve bekleri darbeden korunmaldr. biten takm yerine aslmal bekler
kutusuna konulmal. Kaynak bunu alkanlk edinmeli.
Hortumlar zel kelepeler ile balants yaplmal, szdrmazlklar kontrol edilmelidir.
Bek ve bakr u skca balanmal gaz kaa veya bek hamlaca tam oturmama
durumu varsa patlamalar meydana gelir. Bek hamlataki O2 borusuna tam oturmal.
Bek ucu snd zaman yanc gaz kapatlp yakc gaz akken bek suya sokulup
soutulmaldr.
Bek ucu tkandnda sadece oksijen akken zel inesi ile almaldr.
Hamlacn yaklmasnda evvela oksijen sonra asetilen alarak yaklr. Sndrrken
evvela asetilen kapatlr, sonra oksijen kapatlr.
Alevin geri tepmesi veya hamla iinde yanma olduu sezildiinde gaz musluklar
kapatlmaldr. Asetilen tp veya kazan gaz yollan hortumlar kontrol edilmeli.
Manometre ayarlanrken ayar kelebei gevetilir. Hortum yolu ve hamlataki
oksijen musluu alr. Sonra tp ventili alarak alma basnc ayarlanr.
Karpit kazanna yeni karpit koyup hazrladktan sonra almaya balamadan evvela
asetilen musluu alr. Hatlardaki hava -asetilen karm atlr, sonra hamla yaklr.
Hamlacn asetilen emip emmedii kontrol edilmeli. Bunun iin hortum
balantsndan asetilen borusu karlr. Bu ksm suya daldrlr oksijen alr, bek
ucundan su geliyor ise hamlacn emmesi normaldir, denilir.
Hamlacn dmemesi iin yanar vaziyette emniyetli olarak asksna almaldr.
En fazla hortum uzunluu 6 m en az. 3 m, olmaldr. Asetilen hortumu 9 mm apta
oksijen hortumu ise 6 mm. i apta olmaldr. .
Asetilen hatlarnda bakr balantlar kullanlmamal.
Yangna kar her an tedbirli olup yanc, patlayc, infilak edici maddeleri atlyeden
uzak bulundurmak gerekir.
68
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
2.3.4.2.
Dr. Salim ASLANLAR
Kaynak Hortumlar
Hortumlar gazlan nakleden kaynak aparatdr. emalarda grld gibi oksijen hortumu
keten bez tabaka ile imal edilmitir. nk bunlar yksek basnc kaldran olmal, dk
scaklklarda yanmamal. Esnek olup krlmamal. Asetilen hortumlar kendir ipliklidir, et
kalnl oksijen hortumundan incedir. nk dk basn hortumudur. Hortumlar satn
alrken kesitlerini dikkatle incelemek gerekir. Ayn zamanda zerlerinde deneme basnlar
yazl olmal.
Hortumlarn Bakm ve Korunmas
Hortumlar yerlerine sk balanp kelepeleri ile emniyete alnmaldr.
Yrtlm, delinmi ve yanma ile karlap zellii bozulmu hortumlar asla
kullanlmaz
Hortumlar zamanla kullanla kullanla zelliim kaybedip sertleip atlarlar. Byle
hortumlarda kullanlmaz.
Hortumlar ya, benzin, mazot, tiner gibi kimyevi maddelerden, boyalardan uzak olup,
temas etmemeli, aksi halde ryp delinir.
Hortumlar kesici, delici ve yakc scak cisimlerden ve ezilmelerden korunmaldr,
69
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Hortumlar zerinde bulunmas gerekli olan iaretler;
Standart numaras-EN 559
Msaade edilen en yksek basn- 2 MPa (20 bar)
retim yl- 2007 veya 07
Hortumun i ap- 10mm
retici Firma
Hortumlarda i ap 4 mm olanlar hari dierleri oksijen hortumlar 40 kg/cm2 ve asetilen
hortumlar 20 kg/cm2 basnta muayene edilirler.
Yanc gaz hortumlarnn rakorlar ters vida (sol vida) ve entiklidir, yakc gaz
hortumlarnn rakorlar dz vida ve entiksizdir.
70
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
2.4.
Dr. Salim ASLANLAR
Gaz Eritme Kaynanda Yanma Olay
2.4.1 Yanma Olay Ve Alev Blgeleri
I.
II.
III.
Blge: Ak renkli alev konisi, scaklk 400 C nin altnda, asetilenin H2 ve C na
ayrlmas, karbonun ilave O2 ile alev koni rtsnde birleerek CO oluturmas.
Souk blge ve kr blge olarak ta adlandrlr.
Blge: Kaynak blgesi, scaklk 3200 C
Blge: Alev yelpazesi 2500C ila 1200 C scaklk, havann oksijeninin yanma ile
karbona CO2 de ve hidrojenide su buharna dntrmesi
Kaynak Alevinin Belli Uzunluklara Gre Scakl
Yanma alevi teorik olarak, bir hacim asetilen ile bir hacim oksijenin yanmasyla meydana
gelir. Gerekte ise l m3 asetilenin tam olarak yanabilmesi iin 2,5 m3 oksijene htiya vardr.
Kaynak flecine gelen l m3 asetilen iin, oksijen tpnden 1 m3 oksijen ekilir. Geriye kalan
1,5m3 oksijen de havadan temin edilir. Bu ekilde meydana getirilen eve, ntr veya normal
alev denir. Normal alev mzrak blgesi redkleyici blge ve yelpaze blgesi olmak zere
blgeden meydana gelir.
Mzrak (ekirdek) Blgesi:
Bu blgede hi bir reaksiyon meydana gelmez. Asetilen Oksijen karm, alevlenme
scaklnn altnda bulunur.
71
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Redkleyici Blge:
Redkleyici gazlarn bulunduu ve snrlar olan mavimtrak blgedir. Stasyonar
yanmann meydana geldii blgedir. Gaz karmnn moleklleri bu blgeyi ok hzl
olarak geer ve scakln birden bire ykselmesi ile birinci kademe yanma ad verilen
reaksiyon meydana gelir.
C2 H2 + O2 2CO + H2 + 106500 cal
En yksek scaklk, mzrak blgesinin (yani ekirdein) ucundan itibaren 2 -5 mm uzakta
teekkl eder. Bu uzaklk flecin byklne (gcne) gre biraz deiebilir.
Redkleyici blgede yalnz CO ve H2 gazlar vardr.
Yelpaze Blgesi:
Bundan nceki blgelerin en dnda bulunan ve redkleyici blge rnleriyle havann
oksijeni arasnda yanmann meydana geldii d blgedir. Alevin bu blgesi her zaman
oksitleyicidir ve bol miktara azot ihtiva eder. Yelpaze blgesinde evredeki havann
oksijeni ile CO ve H2 gazlan arasnda ikinci kademe yanma meydana gelir.
CO + O2 + 2N2
CO2 + 2N2 + 68000 cal
H2 + 1/2 O2 + 2 N2
H2O + 2 N2 + 48000 cal
2 C2 H2 + 2 O 2
l. Yanma
4 CO + 2 H2
4 CO + 2H2 + 3O2
2 C2 H2 + 5 O 2
4 CO2 +2H2 O
2. Yanma
4 CO2 + 2 H2O
Oksi-asetilen alevinin en yksek scakl mzrak blgesinin ucundan itibaren 5 mm uzakta
meydana geldii grlr. Mzrak blgesinden yelpaze blgesine doru gidildike scaklk
hzla dmektedir. Oksi - Asetilen ana reaksiyonu yalnz CO ve H2 redkleyici gazlarn verir
alevin kimyasal karakteristii. 3000 C 0 de diatomik hidrojen molekl (H2) dissosiasyona
urayarak, hidrojen atomlarna (H) ayrlr. Maksimum scaklk olan 3100 C 0 de alevdeki
bileenlerin oranlar hacimsel olarak aadaki gibidir:
CO: %61, H2 : %22, H: 17
2.4.2. Kaynak alevinin Karakteristikleri
2.4.2.1 Kaynak alevinin s, karakteristii:
Kaynak yaplrken malzemenin blgesel olarak eritilmesini salayan, kaynak alevinin sl
karakteristiidir. Bu sebepten bir kaynak alevinin alev scaklnn mmkn olduu kadar
yksek ve ayn zamanda, sl deerinin de yksek olmas gerekir. Isl karakteristii iersine
kaynak alevindeki scaklk dalm da girer.
2.4.2.2 Kaynak alevinin kimyasal karakteristii:
Kaynak yaplacak malzemenin cinsine gre ntr, oksitleyici alev gerekebilir Bu sebepten
kaynak alevi istenen karakteri alabilmelidir.
72
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
2.4.2.3 Kaynak alevinin endstriyel karakteristii:
Bu karakteristik, alevin kararllk ve ayarlanabilme karakterini ifade eder.Alevin kararll
yanma hz ve yanc gaz ile oksijenin karm oranna baldr. Alevin ayarlanabilirlii, gaz
karmnn alevlenebilmesi kabiliyeti snrlarna baldr.
2.4.2.4 Kaynak alevinin ekonomik karakteristii;
Bir alevin ekonomik karakteristii denilince kaynan yaplma hz, yanma iin gerekli
oksijen miktar akla gelir. Kaynan hz, alev scaklna baldr. Oksijen miktarnn artmas,
maliyeti arttrr.
2.4.3. Alev ( Oksi-Asetilen Alevi ) ve Alev Trleri:
Oksijenle asetilenin iddetli yanmasndan meydana gelen s kaynana Oksi - asetilen alevi
denir. Metallerin ergitilmesinde stlmasnda ve yzey sertletirme ilemlerinde kullanlan
alevin oluumu flelerdeki karm odalar kanal ile olur.
Oksi-asetilen alevi kullanma teknii bakmndan trldr.
2.4.3.1.
Normal Alev (Ntr alev)
Karbrl Alev (Redkleyici alev)
Oksitli Alev (Oksitleyici alev)
Normal Alev ( Ntr alev )
Alevin oluumunda fleten, bir hacim oksijen ve bir hacim asetilen karm olarak kar.
Karmn yanmas ile yumuak, i beyaz ekirdei kaln ve ak krmz renkte alev oluur.
Alevin ktl u ksmda parlak bir yerin oluumu ve tatl bir ses karmas belli bal
zellikleridir.
elik dkm, adi karbonlu elikleri (ince kalnlktaki elikler), krom - nikelli elikler, bakr
trleri (oksitli ve elektrolitik bakr).
73
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
2.4.3.2.
Dr. Salim ASLANLAR
Karbrl Alev ( Redkleyici alev )
fleten gelen gazlarn hacimsel karm oran, asetilen lehine fazladr. Asetileni fazla uzun
alevdir. Alevin rengi krmz ve ok yumuak beyaz ekirdek entikli bir kenar biiminde
olup normalden daha uzundur. Basit ekilde alevin biimi atalldr ve gr bir ses verir.
Karbon verme yetenei iyidir ve zengin alev olarak ta adlandrlr.
Yksek ve orta karbonlu (hzl sertleen) elikler, nikelli, elikler, alminyum ve alamlar,
monel ve trleri, dkme demir, "kurun gibi zellikle oksitlenmeye kar hassas olan gereler,
sert lehim yapmnda kullanlr.
2.4.3.3.
Oksitli Alev (Oksitleyici Alev)
fleten kan oksijen hacmi asetilenden daha fazla olan alev trdr. Ak mavimtrak
renkte, tiz sesli (ince bir ses) ve beyaz ekirdei ince ve ksa bir alevdir. (Alevin ucu sivridir)
Oksitleyici bir niteliktedir. Fakir alev olarak ta adlandrlr. Oksitlemenin gere birleiminde
metalrjik bir deiim yapamad gerelerdir. Genellikle bunlarda, inko ve pirin gibi
metaller olarak verilebilir.
74
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
75
Dr. Salim ASLANLAR
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Alevin en scak yeri parlak (A) alev ekirdeinden(2 5 mm) uzakta olan ksmdr. Burada
scaklk (max. 3220 C) olup kaynak yapmak zere stlan i paralar, bu alanda bulunacak
ekilde alevi yaklatrmak gerekir Alevin u ksm ise, dk scakla sahiptir ve bu
ksmdan, lehim yapma ilemlerinde yararlanlr.
2.4.4 .Hacim Oranlarna Gre Alev Iss ve Tr
ALEVN TR
Karbrl
Karbrl
Normal
Oksitli
Oksitli
Oksitli
Oksitli
O2
0,8
0.9
1.0
1.5
1.8
2.0
2,5
C2H2
1.0
1.0
1.0
1.0
1.0
1.0
1.0
SICAKLIK
3065 0 C
3160 0 C
3200 0 C
3425 0 C
3480 0 C
3370 C
3260 C
Alevin kimyasal oluumu asetilen ile oksijenin s vererek bileik yapmasdr.
76
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Asetilen + Oksijen Karbondioksit + su (su buhar) + s
C2 H2 + O2 O2 + H2 O + ISI
2C2 H2 + 5 O2 4CO2 +2 H2 O + ISI
C2 H2 +2 1/2 O2 2CO2 + H2 O + ISI
Bir hacim asetilenin yanmas iin iki buuk hacim oksijen gereklidir. fleten bir hacim
oksijen havadan ise bir buuk hacim oksijen alnmaktadr. Yanmaya havann katks byk
olmaktadr. Eer byle bir olay olmaz ise asetilenin serbest (fleten oksijen gelmez ise)
olarak yanmamas gerekir. Alevin sert veya yumuak olmas drcden gelen gazn basnc
ile gaz musluklarnn al deerine baldr ve yanc ve yakc gazlarn oran ile deiir.
Asetileni fazla alevler yumuak, Oksijeni fazla alevler serttir. En ok kullanlan alev tr
normal alevdir. Paralarn kaynatlmasnda alev trnn seimi ok nemlidir. Paralar
metalrjik yaps ve kimyasal ilgileri nedeniyle iddetli oksitlenme veya karbonlama gibi
kimyasal oluumlara girerler, Bunun dnda, alevin scakl da ergitme ortam bakmndan
ok etkili olur.
2.4.5. Alev seiminde para iin nemli olan faktrler
Is geirgenlii
Ergime noktas
Isnma genlemesi
Yzeysel durumu
Kaynatlacak bir parann bu zelliklerinin bilinmesi ile doru bir alev tr seimi yaplabilir.
2.4.5.1.
Ergime Noktas
Ergime scakl dk olan paralarda (zellikle Alminyum) renk, ergime derecesini
belirleyecek biimde olumaz. Kaynak srasnda ergiyik kontrol bakmndan en yakn ergime
ortam bilinmelidir.
77
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
2.4.5.2.
Dr. Salim ASLANLAR
Is Geirgenlii
Paralardaki fazla s geirgenlii ergime zamanm geciktirir. nk kaynak alanna verilen
s, hzla dier alanlara iletim yolu ile yaylr. Is geirgenliinin fazla olmamas kaynak
ilemini ters ynde etkiler. Is geirgenlii fazla olan paralarda kaynak ncesi (n stma
gibi) tedbirler alnmas gerekir.
2.4.5.3.
Isnma Genlemesi
Isy yaymayan paralarda, s etkinliinden dolay hacim bymesi oluur. Hacim art
birletirme boyunca deiik genilikler oluturduundan ergiyik ktlersinin kontroln
gletirir.
2.4.5.4.
Paralar Yzey Durumu
Kaynatlacak paralarn ilem ncesi boya, toz, oksit, ya ve dier metal artklarndan
temizlenmi olmasdr. Aksi halde bu maddelerin kaynak ergiyii ierisinde olmas ok zararl
sonular olutururlar
2.5.
Gaz Eritme Kaynanda Kullanlan alma Teknikleri
2.5.1. Gaz Eritme Kaynanda alma Teknii
2.5.1.1.
Sola Kaynak
Kaynak fleci dorusal ekilir, kaynak ilave
ubuu hafife saa sola oynatlr. Sola kaynak
3 mm'den daha ince malzeme kalnlndaki
elikler, alminyum, bakr ve dkme demirlerde
kullanlr, tel nde 30'lik a (Al ve Cu'da
15...30) fle arkada 45'lik a (Al ve Cu'da
45... 90) ile tutulur.
78
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Avantajlar
Dzgn veya hafife przl diki yzeyi
Dk s girdisi
3 mm'ye kadar i paras kalnlklarna uygun tertibat
Dezavantajlar
Byk sl kayplar
Hafife ne eimli kaynak banyosu
Nufuziyeti kontrol etme imkn dktr.
2.5.1.2.
Saa Kaynak
Kaynak fleci dorusal ekilir, kaynak
ilave ubuu dairesel hareketler yapacak
ekilde hareket ettirilir. 3mm'den kaln
paralarn kaynanda kullanlr. Tel
40 - 50 arkada, fle 35 - 40 nde
tutulur.
79
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Avantajlar
Ynlenmi s girdisi
Nufuziyeti daha iyidir
Dk soutma hz
Alevin daha iyi koruyuculuu
Dezavantajlar
3 mm'nin altndaki para kalnlklarnda g uygulanabilme
80
Dr. Salim ASLANLAR
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
2.5.2. Gaz eritme kaynanda Uygulanan Kaynak pozisyonlar ve uygulan
2.5.2.1.
Dz (Yatay)
Paralarn su dzeyi veya buna yakn konumda kaynatlmalardr. Bu yntem kaynan temel
balangc saylr. nk ergiyik kontrol kolay olup i parasna herhangi bir hareketin
yaptrlmas sz konusu deildir. Baka zorunluluk olmad takdirde, birletirmenin bu
kaynak konumunda yaplmas her zaman tercih edilir. Dz konumda (saa ve sol) kaynak
yntemlerinin her ikisi de kolaylkla uygulanr. fle, kaynatma konumu sresince birleme
alanna 60 70 ilk ada tutulmaldr. Ek teli kullanlrsa paraya olan as 30- 40 arasnda
deimelidir. Kalnlklar 1,2 mm. ye kadar olan paralarda her 25 mm. de bir punta
atlmaldr. Daha kaln paralarda bu aralk 40 mm. ye kadar artrlabilir. Dz konumda
yaplan kaynak trleri birletirme ekline gre deiir. Birleme ekline etki eden faktrler.
9 Mekaniksel dayann,
9 Estetik grnm,
9 Birlemenin kullanma yeridir.
Kt (ek) Birletirme:
Kaynatlacak paralarn kenarlar karlkl birbirlerine yaklatrlarak para kalnlna uygun
bir aralkla kaynatlmaldr. Kalnlklar 1,2 mm. kadar olan paralarda birleme kenarlar
arasnda hi boluk braklmamaldr. 1,23,5 mm. arasndaki paralarn birletirilmesinde
normal para kalnl kadar boluk braklmaldr. 3,5 nn, den fazla olan kalnlktaki
paralarn birletirilmesinde kaynak az almas gerekir.
81
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Ke ve D Ke Birletirme:
Kelerin kaynatlmas, kenar uzunluuna gre daha ok dikkat ister. Kelerdeki kenar
yzey genilii dar olduu iin ergime ortam ksa zamanda oluur. Kaynaknn ergime
ktlesini kontrol edebilmesi iin fleci hareket ettirmesi gerekir. Yaplan kaynaklarn belirli
bir genilikte olmasn salamak ve ergiyik banyosunu belirli alanlara iletebilmek in, flece
hareket yaptrlmaldr. Bu hareket saa sola kk kavisler biiminde olmaldr. D ke
kaynaklar ak yar ak ve kapal olmak zere ekilde kaynatlr, i ke kaynaklar,
birletirmenin kullanma yerine gre tek tarafl olarak yaylr.
Bindirme Kaynakl Birletirme:
Genellikle kalnlklar 2 mm. den daha fazla olan gerelerin kaynanda bu tr birletirmelerle
karlalr. Bu birletirme bir kenar ile bir yzeyin birbirine kaynatlmasdr. Birletirmede
nemli olan dier bir faktr ise paralarn birbiri stne konacak genilikleridir. Bu da, para
kalnl ile biletirmenin alaca mekaniksel zelliklere baldr. flecin konumu ise
yzeye 80 0 ' lik kaynak konumu, dikie 60-. 70 lik bir eimde olmaldr Ek teli gidi yn
dorultusuna 30-40 derecelik bir a ile tutulmaldr.
82
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
2.5.2.2.
Dr. Salim ASLANLAR
Dey (Korni) Kayna
Bu kaynak konumunda birletirme biimleri geni deildir. Genellikle uygulanan kt (ek) i
ke kaynaklardr. Fazla kaln paralarn bu kaynak yntemi ile kaynatlmas, istenilen
verimin alnmasn gletirir. Dey kaynaktaki kaynatma yntemi genellikle sola kaynak
eklidir. Kaynak srasnda fle ve telin konumlar, dz (yatay) kaynaklarda olduu-gibidir.
fle, gerece 60 0 - 70, tel ise 30 0 - 40 0 arasnda tutulmaktadr. Diki olumas srasnda
birlemenin istenilen dayanmlkta olmas iin fle hareketi yaplmaldr.
2.5.2.3.
Dik Kaynak Konumu
Birletirmelerin dz konuma getirilmesi mmkn olmad takdirde bulunduu durumda
kaynatlmas gereklidir Bu kaynak konumlarndan biri de dik konumdur. Dik, Oksi-asetilen
kaynaklar aadan yukar ve yukardan, aa olmak zere iki ekilde yaplr. Kaynatma
tekniinde en g olan faktr eriyik ktlesinin kontroldr. Dik kaynakta ergiyik, fle
hareketi ile (snan yer eriyik duruma gelince) tanarak, kaynan bir alanda birikmesi
nlenir. Kaynatlan para kalnlklar genellikle 1,25 mm. arasnda deimektedir.
Uygulanan birletirme ekilleri genellikle -ke ve kt (ek) kaynaklardr. Kaynak srasnda
tel ve fle ayni yndedir. Ancak, a farkllklar vardr. Tel alevle ergiyik arasnda tutulur.
Telin rahat hareket etmesi iin, u ksmdaki uygun bir uzunluun, 800 derecelik bir a ile
bklmesi yararldr. ke kaynaklar ile kt kaynaklar arasnda kaynatma teknii
bakmndan baz farklar vardr. Ke kaynaklar; ince paralarn birletirilmesinde daha ok
tercih edilir. Yukardan aa kaynaklarda diki ilemesi istenilen nitelikte olmaz. Bylece
birlemenin mekaniksel zellikleri de zayflam olur. Dik kaynakta sola ve saa kaynak
yntemlerinin uygulanmas sz konusu deildir. Kaynak teli birleme (eriyik) alanna
daldrlp karlarak birletirme yaplr.
83
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
2.5.2.4 Tavan ( ba st ) Kaynak
Tavan kayna kaynatma teknii bakmndan ve zellikle de kaynaknn rahat hareket etme
olana olmamas nedeniyle, yapm zordur. Zorunlu olmadka saa kaynak yaplmamaldr.
Saa kaynakta fle hareketindeki gibi yaplrsa dikiin olumas daha kolaydr. Tavan
kaynanda ince paralar (aralksz) kt (ek) kayna ile ve kaln paralar V kaynak az ile
birletirilir. Bu birletirmede, dik kaynak konumunda olduu gibi tel ile fle ayn ynde
hareket eder. Tel alevin erisinde tutulur veya ergiyik iersine dalp karlarak hareket
ettirilir. Telin kaynak dikiine gre konumu 45 60 derece, flecin konumu yaklak 80
derecedir. Kt kaynakta telin birleme kenarlarna (gidi ynne) gre as 20-30, flecin
ekilen diki ile olan as 70 -80 dir. Kaynak sonuna yaklanca parada ar snna olur.
Bu nedenle kaynan sonunda ilerleme hz artrlarak ilem tamamlanmaldr. zellikle,
kaynak az alm paralarda iki diki ekilmelidir. Dikiin ergiyik ktlesi ne kadar kk
olursa kontrol etme olana da o kadar kolay olur. Bu nedenle, kaynatma tekniinde ergiyik,
ktlesi hacmi mmkn olan en az deerde tutulmaldr. Bu amala kaynak diki says artarsa
bundan kanlmaldr. Diki saysnn artrlmas yntemiyle yaplan kaynaklarda parann
birleme alannda mekaniksel zellii artar ve parann arplma deeri en aza iner.
84
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
2.5.3. Borularn Kayna
Borularn birletirilmesinde kaynak ilemi ayr bir yer tutar. Kaynak, borularn eitli
konstrksiyonlarnda birok kolaylklar salar, ince kenarl borularn Oksi-gaz kayna ile
kaynatlmas halinde zamandan tasarruf salanr. Kaynak ileminden nce, boru kesitlerinin
birletirme hazrl tam olarak yaplmaldr. Borularn birletirilmesinde kullanlan kaynak
teknii, borularla, petrol ve gaz gibi yakt maddelerinin tanmas ile daha ok nem
kazanmtr. Yakt maddeleri veya dier akkanlarn tanmasn yapan borularn kayna
zel bir ihtisas istemektedir. Boru kayna mmkn olan hzla yaplarak bitirilmelidir
85
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Hzl kaynak yaplmas boru kalnlklarnn kk olmasndan ileri gelir. Borularn
kaynatlmasnda aplar R = 2 kadar olan borular dorudan doruya, R = 2" dan byk
olan borular kaynak az alarak kaynatlr. zellikle kk apl borularn kaynanda ok
az karbrl alev kullanlr. Bylece en az ergime genilii salanr. Bu genilik 12 mm
olmaldr. Kaynatma yntemi olarak sola kaynak uygulanmas daha yararldr. Kolaylklardan
birisi de alev ssnn ergitme alanna ksa zamanda toplanmasdr. Bu kaynak teknii ile kk
(birinci) ve ikinci diki st ste rahatlkla ekilir. Kaln kenarl borulara, genellikle dar al
kaynak az alr. Bu alarn deeri 50 - 80 arasndadr. Kaynak az, alan paralardaki
diki, ilemesi daha iyidir. Kaynak kalitesinin artmas ile dikiin mekaniksel dayanm
kaynatlan paraya yaklamaktadr. Kaynak dayanmnn artmasna etken olan oksidin ergiyik
alandan uzaklamas ek teli ile yaplr. Borular yatay (dz) konumda konursa, kaynaa en st
noktasndan balanr. Bu mmkn olmazsa borular dndrlerek kaynak konumuna
getirilmelidir. Kaynatma noktas yarapa teet olacak biimde olmaldr. Borunun
dndrlmesi mmkn olmazsa kaynak, boru evresinin 1/4 kadar st noktasndan aaya
doru yaplr. Kaynak srasnda ergiyik alan mmkn olduu kadar kk tutulmaldr.
Borular dz yan (duvar) ve tavan olmak zere konumda kaynak yaplr.
Yan kaynak ile birletirilen borularn kayna kolaylkla yaplmaktadr. Oksi-gaz kayna,
boru konstrksiyonlarda en yaygn kullanlan birletirilme trdr. Bir borunun evresel
kaynanda drt kaynak konumu uygulanmaktadr. Bir borunun kaynanda nemli olan
faktr vardr.
9 Boru Kalnl,
9 Kaynatma Konumu,
9 Borularn birleme yerinin altrlmas ve dndrlmesi.
Kaynak telinin, boru teet izgisine 30 lik konumda, flecin tel ile olan as yaklak
100 lik aklktadr. Boru birletirmeler de ara kesit kaynaklar ok nemli bir yer tutar.
Bu kaynaklar
kenar - kenara,
kenar - yzeye ve
yzey - yzeye
olmak zere ekilde kaynatlr. Ara kesit altrmalarda genellikle oksijen ile kesme,
uygulanmaktadr
86
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
2.6.
Dr. Salim ASLANLAR
Dkme Demir ve Demir D Malzemelerin Gaz Eritme Kayna
Kaynak iinin baarl olabilmesi iin, kaynak i sras 'na uyulmaldr. Aada belirtilen bu
ilem sras, kaynakya zaman ve malzemede azami tasarrufu salayaca gibi intizaml,
bilerek alma imkn verir ve verimli kaynak yaplmasn temin eder.
Kaynak lem Sras
9 Kaynatlmak zere atlyeye getirilmi olan paralar nce kontrol edilir. Malzemenin
cinsine, kalnlna ve kullanlaca yerde maruz kalaca zorlamalara gre, nasl bir
kaynak yaplaca kararlatrlr.
9 Verilen karara gre, kaynatlacak paraya kaynak az alr.
9 Kaynaktan sonra bzlmeler neticesinde iin bozulmamas iin paralar gerektii
biimde kaynak masasna yerletirilir.
9 Asetilen cihaz kontrol edilerek alma durumuna getirilir veya asetilen tp hazr
hale getirilir ve asetilen valf alr.
9 Oksijen tp valf ve manometresi alr.
9 Kaynatlacak malzemenin cinsine gre kaynak tozu ve kaynak teli hazrlanr.
9 Kaynatlacak para kalnlna uygun bek seilerek hamlaca taklr.
9 eki, ksa, hamla akma ve oksijen kaynak gzl kullanlmak zere hazr
bulundurulur.
9 Kaynak iin hamla yaklr ve alev ayarlanr,
9 Kaynaa balanr, i bitince alev sndrlr.
9 Erilen ksmlar dzeltilir.
9 Kaynan kontrol yaplr.
9 Asetilen elde edilmesi durdurulur, oksijen tp valf kapatlr, takmlar toplanr ve
yerlerine konularak i yerinin temizlenmesi ile tertiplenmesine geilir.
2.6.1. Dkme demir (Pik) Kayna
Dkme demir, iindeki karbon miktar fazla olan demirdir. Bunun zellikleri saf demirden ve
elikten ok farkldr. Istlan yeri 1150 C de birden bire sv hale gelir ve bo bulduu yere
doru akar. Bu sebepten dkme demir paralan dz vaziyette konulup kaynatlr. Parann
snan ksm sv hale geldiinden kaynak dikileri, dier kaynaklarda olduu gibi yarm ay
eklinde olmaz.
Dkme demir kayna, elik kaynandan farkldr. Bu farklarn balcalar unlardr:
9 Alev Ayar: Demir ve elik kaynanda normal alev kullanlr. Dkme demir
kaynanda ise asetileni fazla alev kullanlr. Bunun sebebi, dkme demirin iindeki
karbon miktarnn yanmasn nlemek, yani malzemenin V kaynak yerinin zelliinin
bozulmasna mani olmaktr.
9 Kaynak yaplrken dkme demirin iinde bulunan silisyum denilen maddenin bir ksm
da yanar ve malzemenin zellii bozulur. Bunu nlemek iin, ierisinde silisyum
bulunan dkm kaynak ubuklar ilave tel ubuu olarak kullanlr.
9 Kaynak yaplrken meydana gelen oksit tabakalar, kaynak paralarnn ergiyen
ksmlar ierisinde kalr, kolayca da erimez. Kaynak da bu sebepten salam olmaz.
Buna mani olmak iin, hususi olarak yaplm dkme demir kaynak tozlar kullanlr.
Kaynak yaplrken ergiyen parann zerine bu toz serpilir. Kaynak ubuunun ucu da
bu toza arada srada banlr. Bylece oksitlenme olmadan kaynak yaplmas salanr.
87
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
9 Dkme demir kayna yaplrken, parann kaynak yaplan ksm tamamen svlar.
Svlaan ksmn iinde oksit paralan ve hava kabarcklar kalr. Bu nlenmezse
kaynak salam olmaz. Kaynak yaplrken, kaynak ubuu ile eriyik banyosu
kartrlarak bu pislikler dar atlr.
9 Dkme demir, demir ve elie nazaran daha fazla eilip bklemeyen bir maddedir.
Dkme demir kayna yaplnca stlan yerler geniler, stlmayan yerler ayn kalr.
Kaynak yapldktan sonra da kaynak esnasnda snan ksmlar souyunca bzlr.
Para byk ise her yan ayn ekilde snmaz. Bu sebepten az snan yeri az geniler,
az bzlr, ok snan yeri ok geniler, ok bzlr. Souk yerler aynen kalr.
Bundan dolay parann kendi bymesi iinde eitli gerilimler ve zorlamalar olur.
eer tedbir alnmazsa, kaynak dikileri veya parann eitli ksmlar atlar.
atlamalar nlemek iin, kaynatlacak iin her taraf stlmaldr.
9 Parann her tarafnn stlmas ilerin byklne gre eitli tedbirlere
bavurularak yaplr.
9 Kaynatlacak paralar kk ise, kaynak hamlac ile hem her taraf stlr hem de
kaynatlr. Para biraz byk ise, iki hamla veya iki kaynak alr. Kaynaklardan
birisi hamlac ile paray stp scak tutar, dier kaynak da kendi hamlac ile kayna
yapar.
9 Para daha bykse atlyenin durumuna gre, elektrik veya mazot frnlarndan,
demirci ocaklarndan veyahut ate tulalarndan kolaylkla yaplabilen tula
ocaklarndan istifade edilerek paralar stlr ve para scak iken kaynak yaplr.
Seyyar tulal ocaklar ok pratiktir. Odun kmrlerinin arasna i paras konulur,
etraf tula ile rlr ve frn haline sokulur. Kmr yannca parann her taraf snr.
9 Paralar kaynak yapldktan sonra yava soutulmaldr. abuk soutulursa yine
atlamalar olabilir.
9 Yava soutmay temin iin, paralar frnla birlikte soumaya terk edilir. Kle veya
kuma gmlr. Bazen de paralar demirci ocann kmrne gmlerek yava
soutma salanr.
9 Ksacas paralar yava stlr ve her taraf geniler. Kaynatldktan sonra yava
soumas salanr. Bylece her taraf ayn miktarlarda bzlerek parann iinde
gerilimlerin domas ksmen nlenir ve atlamalara mani olunarak iyi bir dkme
demir kayna yaplm olur.
2.6.2. Alminyum Kayna
Alminyum hafif bir madendir. elik ve dkme demire nazaran dk scaklkta ergir.
Kaynaklarn alminyum kayna yapabilmeleri iin alminyum ve alminyum oksit
arasndaki ergime farkn iyi bilmeleri gerekmektedir. Alminyum 657 C de ergir. Saf
alminyum, oksijen alevi ile stlrsa madenin yzeyinde alminyum ile oksijen birleerek
alminyum oksit denilen bir madde meydana gelir. Bu madde ise 2010 C de ergir.
Kaynak yaplmak zere iki alminyum parasn yan yana getirelim ve hamla alevi ile
stalm. Isnan saf alminyumun bir ksm erir. Fakat bir ksm ergimeden, havann ve hamla
alevinin iindeki oksijenle birleerek alminyum oksit olur. Kaynan yaplabilmesi iin hem
alminyumun, hem de alminyum oksidin ergiyip sv haline gelmesi gerekir. Alminyum
657 C de abucak ergir. Fakat alminyum oksidin ergime derecesi 2010 C olduundan
kolay ve abuk ergimez. Kaynak, hamla aleviyle bunu ergitmeye urarken, alminyumun
abuk ergimi ksmlar akar, dalr veya yanar. Bu sebepten kaynak yapmak imknszlar.
Alminyum kayna yapabilmek iin, alminyum oksidin teekkl etmesine mani olmak
88
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
gerekir. Bu da alminyum kaynak pastalar veya alminyum kaynak tozlarnn yardmyla
salanr. Kaynatlacak alminyumlar, elik kaynanda anlatld gibi kaynaa hazrlanr.
Kaynatlacak ksmlar dzeltilir ve kaynaa balamadan nce, bu ksmlardaki pislikler,
yalar, yabanc maddeler ok iyi temizlenmelidir. Sonra kaynatlacak yzeylere alminyum
kaynak pastas (macunu) ince bir tabaka halinde srlr. Kaynak macunu yerine kaynak tozu
kullanlacaksa, bu toz temiz su ile sulandrlr, para yzeyine ve saf alminyum kaynak
ubuunun ucuna bir kl fra ile srlr.
Alminyum kaynanda ok az bir asetilen fazlal ile kaynak yaplr. Alevi ayarlamak iin
hamla yaklr. Asetilen valf ok alarak nce, beyaz miktar ok fazla olan bir alev
meydana getirilir. Sonra asetilen valf yava kslarak alev ayarna balanr. Alevdeki asetileni
belirten beyaz ksm, normal kaynak alevindeki beyaz ksmdan birazck byk kalncaya
kadar ayarlamaya devam edilir. Bu ekilde alev, bekin ucunda grldkten sonra, alev ayar
alminyum kayna iin mnasiptir, alev kaynak iin ayarlanmtr.
Kaynaa balamadan nce parann her taraf 350 C ye kadar stlmaldr. Byle yaplrsa,
alminyum kayna abuk ve kolaylkla yaplabilir.
Alminyum alamlarnn kaynatlmasnda da ayn ekilde hareket edilir. Yalnz, bunlarn
kaynatlmas iin zel alaml kaynak tellerinin kullanlmas lazmdr. Kaynak yapldktan
sonra, paralarn yava soutulmas icap eder. Para souduktan sonra, kaynak yerleri souk
temiz suyla ve tel fra ile fralanarak ykanmaldr. Bu yaplmazsa kaynak pastas veya tozu,
kaynatlan yeri ksa zamanda rtr.
Alminyum kaynann yaplmasnda dikkat edilecek hususlar:
9 Takm ve cihazlar kaynaa hazrlanr.
9 Kaynatlacak alminyum paralar, aynen elik kaynandaki gibi hazrlanr. Ek yerleri
ve kaynak ilave teli ok iyi temizlenir ve pasta srlr.
9 Kaynak alevi, yumuak ve ok az asetilen fazlal olacak ekilde ayarlanr.
9 Parann her taraf stlr, sonra sratle kaynatlr.
9 Parann yava soumas temin edilir.
9 Para souduktan sonra temiz su ve tel fra ile fralanarak ykanr.
9 Erilen yerler ekilenerek dorultulur.
2.6.3. Bakr kayna
Bakr, s iletkenlii ok yksek bir madendir. Kaynak yaplrken stlmas g olduu iin
normal bekten bir numara byk bekle kayna yaplr. Bakr stlnca sratle oksitlenir, sv
bakr ierisine gazlar emer. Maden souyup katlanca iine emdii gazlar dar kar. Bu
sebepten kaynak dikii snger gibi gevek ve karncal olur. Bunu gidermek iin bakr tavl
iken dikiler dvlr, sertleen bakr suya sokulup soutularak yumuatlr. Isnm bakr
souduu zaman boyunun % 4,2' si kadar ksalr. Bu durum bakrn kaynak edildii zaman
diki yerlerinden atlamasna neden olur. Bunu nlemek iin uzun bakr salar nce eitli
yerlerinden ksa dikiler halinde kaynatlr ve sonra esas kaynaa geilir. Kaln paralar
kaynatlrken st ste kaynak dikileri ekmekten kanlmaldr.
Bakr kaynatlrken kaynak ubuu olarak iinde % 0.02 fosfor bulunan bakr kullanlr.
Kaynak ubuunun iindeki fosfor, kaynak esnasnda oksijenle birleerek, bakrn
oksitlenmesini nler.
89
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Bakr kayna yaplrken dikkat edilecek hususlar:
9 Bakr kayna yaplrken kaynak teli, eriyik banyosunu kartrarak hareket
ettirilmelidir. Bylece eriyik iine emilmi olan gazlarn k kolaylatrlr.
9 Para, bakr olduu iin ge snr. Fakat snan bakr sratle kaynatlmaldr. Ergimi
halde bulunan bakr ok akcdr. Ergimi madenin dalmamas iin kaynak
azlarnn iki tarafn kurutulmu amyant ile tutmaldr.
9 Kaynatlm bakrn dikileri 900 C civarnda ve souk iken dklrse atlar. Para
hafif krmz tav renginde iken, dikiler salam bir altlk zerine konularak
dvlmelidir.
9 Bakr kayna yaplmadan nce, kaynak azlan ok iyi temizlenmeli ve kaynak
azlarna geni bir ekilde ince bir tabaka halinde pasta srlmelidir. Kaynak teli de
zmparalanp ucuna pasta srlmelidir.
9 Kaynak dikiinin geni olmamasna dikkat edilmelidir. Diki geni olursa, bakr
oksijenle birleerek kpkl bir diki olur. Bu da sonradan dvlerek normal diki
haline getirilemez.
9 Kaynak bittikten sonra, paralar hava ile pek temas ettirilmeden kendi kendisine yava
soutulmaldr.
2.6.4. Pirin kayna
Pirin, bakr ve inko alamdr. Kaynan yaplmas kolaydr. Yalnz iinde bulunan inko,
bakra nazaran dk scaklklarda ergiyip yandndan sratle kaynatlmaldr. inkonun
yanmasn nlemek iin de oksijeni biraz fazla alevle kaynak yaplr. Fazla oksijen ince bir
oksit tabakas meydana getirip madenin yzeyini kaplar ve madenin i ksmlarnn
oksitlenmesini nler, dolaysyla kaynan iyi olmasn salar. Pirin kayna yaplrken
kaynak tozu olarak boraks kullanlr. Kaynan yaplmas aynen elik kayna gibidir.
Kaynak ubuklar, kaynak edilecek pirinten olmaldr. Kaynak tellerinin iinde ok az
miktarda alminyum olursa kaynak ok iyi olur. nk alminyum, inkonun fazla oksitlenip
yanmasn nler.
2.6.5. Bronz (tun ) kayna
Bronz, bakr - kalay alamdr. Dkm ilerine ok elverilidir. zellikleri dkme demirin
zellikleri gibidir. Kayna yaplrken dkme demirden farkl olarak asetileni ok olan alevle
deil, normal alevle allr.
2.6.6. inko kayna
inko malzemeler kaynatlaca zaman hafif kaynak alevine ihtiya vardr. Bu sebepten ayn
kalnlktaki bir elik kayna bekinden iki numara daha dk bir bek seilerek kaynak
yaplr. inko kaynanda da kaynak pastas kullanlr. Kaynak teli zel ekilde yaplm
inko ubuklar olup, kaynak srasnda kaynak pastasna ara sra banlarak, fazla duman
karmadan kaynak yapmak mmkn olur. Kaynak mmkn olduu kadar hzl yaplmaldr.
Kaynak bitip ii souduktan sonra, kaynak dikileri 150 C civarnda stlr ve ekilenir. En
son ilem olarak da kaynak pastasnn malzemeyi rtmemesi iin dikiler temiz su ile iyice
ykanmaldr.
2.6.7. Nikel, altn ve gm kayna
Nikel snnca ok abuk oksijenle birleir. Bunun iin nikel kayna, tecrbeli kaynaklar
90
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
tarafndan zel kaynak tozu ve zel kaynak ubuu kullanmak suretiyle yaplr. Nikel, dvme
kayna ile de mkemmel kaynatlabilir. Nikelin dvme kayna u ekilde yaplr:
Kaynatlacak ular iyice temizlenir, birbiri stne konur, kaynak alevi ile i
yumuayncaya kadar stlr ve ekile dvlr.
Bu ekilde yaplan kaynan salam olmas iin paralar 400 C ye kadar stlmal,
rs veya altlk ok temiz olmaldr. Kaynatlacak paralarn arasna herhangi bir
yabanc madde girerse kaynak olmaz.
Alminyuma da nikel gibi dvme kayna yaplabilir. Tecrbeli kaynaklar ve
kuyumcular, gm havagaz, asetilen ile yardmc bir madde kullanmadan
kaynatabilirler.
2.6.8. Monel metal kayna
Monel, 1/3 bakr ve 2/3 nikelden meydana gelen bir alamdr. Monel metal ile kaynatlacak
paralara kalnlna gre kaynak az alr, zel kaynak pastas ve zel kaynak ubuu
kullanlarak kaynatlr. Monelin bileiminde fazla miktarda nikel olduundan kaynak
esnasnda fazla genileme olur. Bunun iin tedbir olarak paralar sk tespit etmek, nokta
kayna ile nceden puntalamak uygun olur. Kaynak, asetileni fazla alev ile yaplr.
Kaynaktan sonra dikiler eki ile dvlr. bitince pastalar ykamak art deildir.
2.6.9. Kurun kayna:
Kurun, zgl arl 11.35 kg / dm3, ergime derecesi 327 C olan bir malzemedir. Kurun
ergime derecesi ok dk, arl fazla olan bir maden olduu iin kayna da dier
madenlerin kaynandan farkldr. Isy iyi iletmez ve ok abuk oksitlenir. Kurun
kaynanda ok fazla sya ihtiya olmadndan kaynak ilemi, dk gl kaynak hamla
alevi, prmz alevi ve saf asetilen alevi ile de yaplabilir.
Kaynan Yaplmas
9 Kurun paralan dier madenler gibi kaynaa hazrlanr.
9 Kaln paralara raspa ile kaynak az alr.
9 Kaynatlacak yzeyler temizlenir.
9 Kaynak teli olarak kurun ubuklar ve kurun paracklar kullanlr.
Kurun kayna paralarn durumuna gre birka ekilde yaplr.
2.6.9.1Dz Kaynak
9 Kaynatlacak paralar st ste konulur.
9 nce hafif stlp ergitilerek ilave maddesiz kaynak yaplr.
9 Bundan sonra ikinci diki, birinci dikiin zerinden ilave madde kullanlarak yaplr.
Paralarn kalnlklar 6 mm den fazla ise kaynak az alarak kaynak yaplr.
2.6.9.2 Bkme Kaynak
9 Bu usulde kaynatlacak paralarn bir tanesinin ucu para kalnl kadar bklr.
9 Ucu bkl para ste gelecek ekilde paralar st ste konur.
9 Parann bkntl ksm ilave maddesi gibi ergitilerek kaynatlr.
91
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
2.6.9.3 Dik Kaynak
Bu usul dik duran paralara tatbik edilir.
9 Paralar st ste konur.
9 Aadan yukarya doru olmak zere, paralarn alt noktas ergitilir ve bu ergiyen
ksmlar damla damla yukarya devam ettirilerek kaynak yalr.
2.6.9.4Lengotiyer Metodu ile Kaynak
Bu metot kaynak az almas gerekli ilerde kullanlr. Kaynak azlan ilave tel kullanlarak
ve ergiyen ksmlarn kamasna mani olacak ekilde kepe ile desteklenerek kaynak yaplr.
Hamla alevi ile devaml kurun kayna yaplrken kan gazlar zehirli olduundan kaynak
atlyelerinin iyi havalandrlmasna dikkat edilmelidir.
2.6.10. Sert lehim (sar kayna)
Ayn cinsten olmayan ve dk scaklklarda birbirine eklenmesi yani kaynatlmas icap eden
paralar fazla stmadan ve ergitip yakmadan birletirme usulne sert lehim denir, sert
lehimin yaplmas oksijen kaynann yaplmasna ok benzer. Sert lehim yaplacak paralarn
birbirine eklenmesinde ilave tel olarak pirin tel ( sar tel) kullanldndan, piyasada bu
kaynaa sar kaynak ta denir.
Sert lehimin yaplmas:
9 nce sert lehim yaplacak paralar iyice temizlenir.
9 Yumuak (fazla hrts olmayan) bir alevle paralar stlr ve sert lehim yaplacak
ksmlara, temizleme maddesi olan toz halindeki boraks serpilir.
9 lave kaynak ubuu olan pirin telin ucu da biraz stlr ve boraks tozuna batrlr.
9 Paralar yeteri kadar stldktan sonra kaynak yaplyormu gibi, hamla ve tel hareket
ettirilerek sert lehim yaplr.
Sert lehim yaplarak birbirine eklenmi paralarn ek yerleri, kaynatlarak yaplan ek yerleri
kadar salam olmazlar. nk sert lehim ilave maddesi i paralarnn sadece d ksmlarna
yapr, i ksmlarda yapma olmaz. Fakat sert lehim yaplmas kaynaktan daha kolaydr.
Sert lehimde paralar kaynaa nazaran daha az stlarak yaplr. nce sa paralarnn, abajur
tellerinin eklenmesinde sert lehim ok kullanlr.
92
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
2.6.
Dr. Salim ASLANLAR
Dkme Demir ve Demir D Malzemelerin Gaz Eritme Kayna
Kaynak iinin baarl olabilmesi iin, kaynak i sras 'na uyulmaldr. Aada belirtilen bu
ilem sras, kaynakya zaman ve malzemede azami tasarrufu salayaca gibi intizaml,
bilerek alma imkn verir ve verimli kaynak yaplmasn temin eder.
Kaynak lem Sras
9 Kaynatlmak zere atlyeye getirilmi olan paralar nce kontrol edilir. Malzemenin
cinsine, kalnlna ve kullanlaca yerde maruz kalaca zorlamalara gre, nasl bir
kaynak yaplaca kararlatrlr.
9 Verilen karara gre, kaynatlacak paraya kaynak az alr.
9 Kaynaktan sonra bzlmeler neticesinde iin bozulmamas iin paralar gerektii
biimde kaynak masasna yerletirilir.
9 Asetilen cihaz kontrol edilerek alma durumuna getirilir veya asetilen tp hazr
hale getirilir ve asetilen valf alr.
9 Oksijen tp valf ve manometresi alr.
9 Kaynatlacak malzemenin cinsine gre kaynak tozu ve kaynak teli hazrlanr.
9 Kaynatlacak para kalnlna uygun bek seilerek hamlaca taklr.
9 eki, ksa, hamla akma ve oksijen kaynak gzl kullanlmak zere hazr
bulundurulur.
9 Kaynak iin hamla yaklr ve alev ayarlanr,
9 Kaynaa balanr, i bitince alev sndrlr.
9 Erilen ksmlar dzeltilir.
9 Kaynan kontrol yaplr.
9 Asetilen elde edilmesi durdurulur, oksijen tp valf kapatlr, takmlar toplanr ve
yerlerine konularak i yerinin temizlenmesi ile tertiplenmesine geilir.
2.6.1. Dkme demir (Pik) Kayna
Dkme demir, iindeki karbon miktar fazla olan demirdir. Bunun zellikleri saf demirden ve
elikten ok farkldr. Istlan yeri 1150 C de birden bire sv hale gelir ve bo bulduu yere
doru akar. Bu sebepten dkme demir paralan dz vaziyette konulup kaynatlr. Parann
snan ksm sv hale geldiinden kaynak dikileri, dier kaynaklarda olduu gibi yarm ay
eklinde olmaz.
Dkme demir kayna, elik kaynandan farkldr. Bu farklarn balcalar unlardr:
9 Alev Ayar: Demir ve elik kaynanda normal alev kullanlr. Dkme demir
kaynanda ise asetileni fazla alev kullanlr. Bunun sebebi, dkme demirin iindeki
karbon miktarnn yanmasn nlemek, yani malzemenin V kaynak yerinin zelliinin
bozulmasna mani olmaktr.
9 Kaynak yaplrken dkme demirin iinde bulunan silisyum denilen maddenin bir ksm
da yanar ve malzemenin zellii bozulur. Bunu nlemek iin, ierisinde silisyum
bulunan dkm kaynak ubuklar ilave tel ubuu olarak kullanlr.
9 Kaynak yaplrken meydana gelen oksit tabakalar, kaynak paralarnn ergiyen
ksmlar ierisinde kalr, kolayca da erimez. Kaynak da bu sebepten salam olmaz.
Buna mani olmak iin, hususi olarak yaplm dkme demir kaynak tozlar kullanlr.
Kaynak yaplrken ergiyen parann zerine bu toz serpilir. Kaynak ubuunun ucu da
bu toza arada srada banlr. Bylece oksitlenme olmadan kaynak yaplmas salanr.
93
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
9 Dkme demir kayna yaplrken, parann kaynak yaplan ksm tamamen svlar.
Svlaan ksmn iinde oksit paralan ve hava kabarcklar kalr. Bu nlenmezse
kaynak salam olmaz. Kaynak yaplrken, kaynak ubuu ile eriyik banyosu
kartrlarak bu pislikler dar atlr.
9 Dkme demir, demir ve elie nazaran daha fazla eilip bklemeyen bir maddedir.
Dkme demir kayna yaplnca stlan yerler geniler, stlmayan yerler ayn kalr.
Kaynak yapldktan sonra da kaynak esnasnda snan ksmlar souyunca bzlr.
Para byk ise her yan ayn ekilde snmaz. Bu sebepten az snan yeri az geniler,
az bzlr, ok snan yeri ok geniler, ok bzlr. Souk yerler aynen kalr.
Bundan dolay parann kendi bymesi iinde eitli gerilimler ve zorlamalar olur.
eer tedbir alnmazsa, kaynak dikileri veya parann eitli ksmlar atlar.
atlamalar nlemek iin, kaynatlacak iin her taraf stlmaldr.
9 Parann her tarafnn stlmas ilerin byklne gre eitli tedbirlere
bavurularak yaplr.
9 Kaynatlacak paralar kk ise, kaynak hamlac ile hem her taraf stlr hem de
kaynatlr. Para biraz byk ise, iki hamla veya iki kaynak alr. Kaynaklardan
birisi hamlac ile paray stp scak tutar, dier kaynak da kendi hamlac ile kayna
yapar.
9 Para daha bykse atlyenin durumuna gre, elektrik veya mazot frnlarndan,
demirci ocaklarndan veyahut ate tulalarndan kolaylkla yaplabilen tula
ocaklarndan istifade edilerek paralar stlr ve para scak iken kaynak yaplr.
Seyyar tulal ocaklar ok pratiktir. Odun kmrlerinin arasna i paras konulur,
etraf tula ile rlr ve frn haline sokulur. Kmr yannca parann her taraf snr.
9 Paralar kaynak yapldktan sonra yava soutulmaldr. abuk soutulursa yine
atlamalar olabilir.
9 Yava soutmay temin iin, paralar frnla birlikte soumaya terk edilir. Kle veya
kuma gmlr. Bazen de paralar demirci ocann kmrne gmlerek yava
soutma salanr.
9 Ksacas paralar yava stlr ve her taraf geniler. Kaynatldktan sonra yava
soumas salanr. Bylece her taraf ayn miktarlarda bzlerek parann iinde
gerilimlerin domas ksmen nlenir ve atlamalara mani olunarak iyi bir dkme
demir kayna yaplm olur.
2.6.2. Alminyum Kayna
Alminyum hafif bir madendir. elik ve dkme demire nazaran dk scaklkta ergir.
Kaynaklarn alminyum kayna yapabilmeleri iin alminyum ve alminyum oksit
arasndaki ergime farkn iyi bilmeleri gerekmektedir. Alminyum 657 C de ergir. Saf
alminyum, oksijen alevi ile stlrsa madenin yzeyinde alminyum ile oksijen birleerek
alminyum oksit denilen bir madde meydana gelir. Bu madde ise 2010 C de ergir.
Kaynak yaplmak zere iki alminyum parasn yan yana getirelim ve hamla alevi ile
stalm. Isnan saf alminyumun bir ksm erir. Fakat bir ksm ergimeden, havann ve hamla
alevinin iindeki oksijenle birleerek alminyum oksit olur. Kaynan yaplabilmesi iin hem
alminyumun, hem de alminyum oksidin ergiyip sv haline gelmesi gerekir. Alminyum
657 C de abucak ergir. Fakat alminyum oksidin ergime derecesi 2010 C olduundan
kolay ve abuk ergimez. Kaynak, hamla aleviyle bunu ergitmeye urarken, alminyumun
abuk ergimi ksmlar akar, dalr veya yanar. Bu sebepten kaynak yapmak imknszlar.
Alminyum kayna yapabilmek iin, alminyum oksidin teekkl etmesine mani olmak
94
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
gerekir. Bu da alminyum kaynak pastalar veya alminyum kaynak tozlarnn yardmyla
salanr. Kaynatlacak alminyumlar, elik kaynanda anlatld gibi kaynaa hazrlanr.
Kaynatlacak ksmlar dzeltilir ve kaynaa balamadan nce, bu ksmlardaki pislikler,
yalar, yabanc maddeler ok iyi temizlenmelidir. Sonra kaynatlacak yzeylere alminyum
kaynak pastas (macunu) ince bir tabaka halinde srlr. Kaynak macunu yerine kaynak tozu
kullanlacaksa, bu toz temiz su ile sulandrlr, para yzeyine ve saf alminyum kaynak
ubuunun ucuna bir kl fra ile srlr.
Alminyum kaynanda ok az bir asetilen fazlal ile kaynak yaplr. Alevi ayarlamak iin
hamla yaklr. Asetilen valf ok alarak nce, beyaz miktar ok fazla olan bir alev
meydana getirilir. Sonra asetilen valf yava kslarak alev ayarna balanr. Alevdeki asetileni
belirten beyaz ksm, normal kaynak alevindeki beyaz ksmdan birazck byk kalncaya
kadar ayarlamaya devam edilir. Bu ekilde alev, bekin ucunda grldkten sonra, alev ayar
alminyum kayna iin mnasiptir, alev kaynak iin ayarlanmtr.
Kaynaa balamadan nce parann her taraf 350 C ye kadar stlmaldr. Byle yaplrsa,
alminyum kayna abuk ve kolaylkla yaplabilir.
Alminyum alamlarnn kaynatlmasnda da ayn ekilde hareket edilir. Yalnz, bunlarn
kaynatlmas iin zel alaml kaynak tellerinin kullanlmas lazmdr. Kaynak yapldktan
sonra, paralarn yava soutulmas icap eder. Para souduktan sonra, kaynak yerleri souk
temiz suyla ve tel fra ile fralanarak ykanmaldr. Bu yaplmazsa kaynak pastas veya tozu,
kaynatlan yeri ksa zamanda rtr.
Alminyum kaynann yaplmasnda dikkat edilecek hususlar:
9 Takm ve cihazlar kaynaa hazrlanr.
9 Kaynatlacak alminyum paralar, aynen elik kaynandaki gibi hazrlanr. Ek yerleri
ve kaynak ilave teli ok iyi temizlenir ve pasta srlr.
9 Kaynak alevi, yumuak ve ok az asetilen fazlal olacak ekilde ayarlanr.
9 Parann her taraf stlr, sonra sratle kaynatlr.
9 Parann yava soumas temin edilir.
9 Para souduktan sonra temiz su ve tel fra ile fralanarak ykanr.
9 Erilen yerler ekilenerek dorultulur.
2.6.3. Bakr kayna
Bakr, s iletkenlii ok yksek bir madendir. Kaynak yaplrken stlmas g olduu iin
normal bekten bir numara byk bekle kayna yaplr. Bakr stlnca sratle oksitlenir, sv
bakr ierisine gazlar emer. Maden souyup katlanca iine emdii gazlar dar kar. Bu
sebepten kaynak dikii snger gibi gevek ve karncal olur. Bunu gidermek iin bakr tavl
iken dikiler dvlr, sertleen bakr suya sokulup soutularak yumuatlr. Isnm bakr
souduu zaman boyunun % 4,2' si kadar ksalr. Bu durum bakrn kaynak edildii zaman
diki yerlerinden atlamasna neden olur. Bunu nlemek iin uzun bakr salar nce eitli
yerlerinden ksa dikiler halinde kaynatlr ve sonra esas kaynaa geilir. Kaln paralar
kaynatlrken st ste kaynak dikileri ekmekten kanlmaldr.
Bakr kaynatlrken kaynak ubuu olarak iinde % 0.02 fosfor bulunan bakr kullanlr.
Kaynak ubuunun iindeki fosfor, kaynak esnasnda oksijenle birleerek, bakrn
oksitlenmesini nler.
95
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Bakr kayna yaplrken dikkat edilecek hususlar:
9 Bakr kayna yaplrken kaynak teli, eriyik banyosunu kartrarak hareket
ettirilmelidir. Bylece eriyik iine emilmi olan gazlarn k kolaylatrlr.
9 Para, bakr olduu iin ge snr. Fakat snan bakr sratle kaynatlmaldr. Ergimi
halde bulunan bakr ok akcdr. Ergimi madenin dalmamas iin kaynak
azlarnn iki tarafn kurutulmu amyant ile tutmaldr.
9 Kaynatlm bakrn dikileri 900 C civarnda ve souk iken dklrse atlar. Para
hafif krmz tav renginde iken, dikiler salam bir altlk zerine konularak
dvlmelidir.
9 Bakr kayna yaplmadan nce, kaynak azlan ok iyi temizlenmeli ve kaynak
azlarna geni bir ekilde ince bir tabaka halinde pasta srlmelidir. Kaynak teli de
zmparalanp ucuna pasta srlmelidir.
9 Kaynak dikiinin geni olmamasna dikkat edilmelidir. Diki geni olursa, bakr
oksijenle birleerek kpkl bir diki olur. Bu da sonradan dvlerek normal diki
haline getirilemez.
9 Kaynak bittikten sonra, paralar hava ile pek temas ettirilmeden kendi kendisine yava
soutulmaldr.
2.6.4. Pirin kayna
Pirin, bakr ve inko alamdr. Kaynan yaplmas kolaydr. Yalnz iinde bulunan inko,
bakra nazaran dk scaklklarda ergiyip yandndan sratle kaynatlmaldr. inkonun
yanmasn nlemek iin de oksijeni biraz fazla alevle kaynak yaplr. Fazla oksijen ince bir
oksit tabakas meydana getirip madenin yzeyini kaplar ve madenin i ksmlarnn
oksitlenmesini nler, dolaysyla kaynan iyi olmasn salar. Pirin kayna yaplrken
kaynak tozu olarak boraks kullanlr. Kaynan yaplmas aynen elik kayna gibidir.
Kaynak ubuklar, kaynak edilecek pirinten olmaldr. Kaynak tellerinin iinde ok az
miktarda alminyum olursa kaynak ok iyi olur. nk alminyum, inkonun fazla oksitlenip
yanmasn nler.
2.6.5. Bronz (tun ) kayna
Bronz, bakr - kalay alamdr. Dkm ilerine ok elverilidir. zellikleri dkme demirin
zellikleri gibidir. Kayna yaplrken dkme demirden farkl olarak asetileni ok olan alevle
deil, normal alevle allr.
2.6.6. inko kayna
inko malzemeler kaynatlaca zaman hafif kaynak alevine ihtiya vardr. Bu sebepten ayn
kalnlktaki bir elik kayna bekinden iki numara daha dk bir bek seilerek kaynak
yaplr. inko kaynanda da kaynak pastas kullanlr. Kaynak teli zel ekilde yaplm
inko ubuklar olup, kaynak srasnda kaynak pastasna ara sra banlarak, fazla duman
karmadan kaynak yapmak mmkn olur. Kaynak mmkn olduu kadar hzl yaplmaldr.
Kaynak bitip ii souduktan sonra, kaynak dikileri 150 C civarnda stlr ve ekilenir. En
son ilem olarak da kaynak pastasnn malzemeyi rtmemesi iin dikiler temiz su ile iyice
ykanmaldr.
2.6.7. Nikel, altn ve gm kayna
Nikel snnca ok abuk oksijenle birleir. Bunun iin nikel kayna, tecrbeli kaynaklar
96
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
tarafndan zel kaynak tozu ve zel kaynak ubuu kullanmak suretiyle yaplr. Nikel, dvme
kayna ile de mkemmel kaynatlabilir. Nikelin dvme kayna u ekilde yaplr:
Kaynatlacak ular iyice temizlenir, birbiri stne konur, kaynak alevi ile i
yumuayncaya kadar stlr ve ekile dvlr.
Bu ekilde yaplan kaynan salam olmas iin paralar 400 C ye kadar stlmal,
rs veya altlk ok temiz olmaldr. Kaynatlacak paralarn arasna herhangi bir
yabanc madde girerse kaynak olmaz.
Alminyuma da nikel gibi dvme kayna yaplabilir. Tecrbeli kaynaklar ve
kuyumcular, gm havagaz, asetilen ile yardmc bir madde kullanmadan
kaynatabilirler.
2.6.8. Monel metal kayna
Monel, 1/3 bakr ve 2/3 nikelden meydana gelen bir alamdr. Monel metal ile kaynatlacak
paralara kalnlna gre kaynak az alr, zel kaynak pastas ve zel kaynak ubuu
kullanlarak kaynatlr. Monelin bileiminde fazla miktarda nikel olduundan kaynak
esnasnda fazla genileme olur. Bunun iin tedbir olarak paralar sk tespit etmek, nokta
kayna ile nceden puntalamak uygun olur. Kaynak, asetileni fazla alev ile yaplr.
Kaynaktan sonra dikiler eki ile dvlr. bitince pastalar ykamak art deildir.
2.6.9. Kurun kayna:
Kurun, zgl arl 11.35 kg / dm3, ergime derecesi 327 C olan bir malzemedir. Kurun
ergime derecesi ok dk, arl fazla olan bir maden olduu iin kayna da dier
madenlerin kaynandan farkldr. Isy iyi iletmez ve ok abuk oksitlenir. Kurun
kaynanda ok fazla sya ihtiya olmadndan kaynak ilemi, dk gl kaynak hamla
alevi, prmz alevi ve saf asetilen alevi ile de yaplabilir.
Kaynan Yaplmas
9 Kurun paralan dier madenler gibi kaynaa hazrlanr.
9 Kaln paralara raspa ile kaynak az alr.
9 Kaynatlacak yzeyler temizlenir.
9 Kaynak teli olarak kurun ubuklar ve kurun paracklar kullanlr.
Kurun kayna paralarn durumuna gre birka ekilde yaplr.
2.6.9.1Dz Kaynak
9 Kaynatlacak paralar st ste konulur.
9 nce hafif stlp ergitilerek ilave maddesiz kaynak yaplr.
9 Bundan sonra ikinci diki, birinci dikiin zerinden ilave madde kullanlarak yaplr.
Paralarn kalnlklar 6 mm den fazla ise kaynak az alarak kaynak yaplr.
2.6.9.2 Bkme Kaynak
9 Bu usulde kaynatlacak paralarn bir tanesinin ucu para kalnl kadar bklr.
9 Ucu bkl para ste gelecek ekilde paralar st ste konur.
9 Parann bkntl ksm ilave maddesi gibi ergitilerek kaynatlr.
97
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
2.6.9.3 Dik Kaynak
Bu usul dik duran paralara tatbik edilir.
9 Paralar st ste konur.
9 Aadan yukarya doru olmak zere, paralarn alt noktas ergitilir ve bu ergiyen
ksmlar damla damla yukarya devam ettirilerek kaynak yalr.
2.6.9.4Lengotiyer Metodu ile Kaynak
Bu metot kaynak az almas gerekli ilerde kullanlr. Kaynak azlan ilave tel kullanlarak
ve ergiyen ksmlarn kamasna mani olacak ekilde kepe ile desteklenerek kaynak yaplr.
Hamla alevi ile devaml kurun kayna yaplrken kan gazlar zehirli olduundan kaynak
atlyelerinin iyi havalandrlmasna dikkat edilmelidir.
2.6.10. Sert lehim (sar kayna)
Ayn cinsten olmayan ve dk scaklklarda birbirine eklenmesi yani kaynatlmas icap eden
paralar fazla stmadan ve ergitip yakmadan birletirme usulne sert lehim denir, sert
lehimin yaplmas oksijen kaynann yaplmasna ok benzer. Sert lehim yaplacak paralarn
birbirine eklenmesinde ilave tel olarak pirin tel ( sar tel) kullanldndan, piyasada bu
kaynaa sar kaynak ta denir.
Sert lehimin yaplmas:
9 nce sert lehim yaplacak paralar iyice temizlenir.
9 Yumuak (fazla hrts olmayan) bir alevle paralar stlr ve sert lehim yaplacak
ksmlara, temizleme maddesi olan toz halindeki boraks serpilir.
9 lave kaynak ubuu olan pirin telin ucu da biraz stlr ve boraks tozuna batrlr.
9 Paralar yeteri kadar stldktan sonra kaynak yaplyormu gibi, hamla ve tel hareket
ettirilerek sert lehim yaplr.
Sert lehim yaplarak birbirine eklenmi paralarn ek yerleri, kaynatlarak yaplan ek yerleri
kadar salam olmazlar. nk sert lehim ilave maddesi i paralarnn sadece d ksmlarna
yapr, i ksmlarda yapma olmaz. Fakat sert lehim yaplmas kaynaktan daha kolaydr.
Sert lehimde paralar kaynaa nazaran daha az stlarak yaplr. nce sa paralarnn, abajur
tellerinin eklenmesinde sert lehim ok kullanlr.
98
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
2.7.
Dr. Salim ASLANLAR
Gaz Eritme Kaynak Atlyelerindeki Muhtemel Kazalar ve Korunma Tedbirleri
Kaynaklarn herhangi bir kazaya meydan vermeden alabilmeleri iin. Aada belirtilen
hususlara dikkat etmeleri ok lzumludur.
Oksijen tp ve valileri yal bezlerle silinmemelidir. Yal paavralar oksijen
tplerinden uzakta bulundurulmaldr. Oksijen tplerini fazla scaktan, gne altnda
bulundurmaktan saknmal, kuvvetli darbe ve dmelerden korumaldr.
Karpitler rutubetsiz yerlerde muhafaza edilmeli ve depolar sk sk havalandrmaldr.
Karpit varilleri alrken kvlcm meydana getirilmemelidir. Boalm karpit
varillerinin diplerindeki tozlar, ak haval ve atesiz bir yerde zerlerine su dklerek
zararsz hale getirilmelidir.
Oksijen tp valf ani olarak sonuna kadar almamaldr.
Asetilen cihazlar kaynak yaplan yerden 45 metre uzakta olmaldr. Eer asetilen
cihazlarna mstakil oda veya kulbe ayrlabilirse ok doru olur.
Alak basnl apareylerin ve emniyet supaplarnn zerine hibir surette arlklar
koyarak basncn yksek olmasna almamaldr.
Asetilen cihazlar dolduu zaman, zerlerine scak su dkerek veya buhar pskrterek
buzlan ergitmeye almamaldr. Hibir zaman ak atele veya hamla alevi ile
buzlan zmeye almamaldr.
Hortum balant yerlerinin, ventillerin, vidal balant yerlerinin gaz karp
karmad sk sk sabunlu su ile kontrol edilmelidir. Kaak olan yerler tamir
edilmeden kaynak yapmamaldr.
Asetilen cihazlarna normalinden fazla karpit doldurmamaldr. Acele asetilen elde
etmek iin karpit zerine fazla su dkmek de ok mahzurludur.
Karpit amuru (snm kire) cihaz iinde birikiyorsa sk sk temizleyerek temiz su
koymaldr.
Sulu gvenlikte su olup olmad kontrol edilmeli, susuz ise muhakkak doldurup
ondan sonra almaldr.
Kesici, kaynatc bekleri temiz ve bakml kullanmal, kaynak yaparken bekler fazla
snnca alevi sndrp, hamlac souk su iinde soutmaldr.
Kaynak yaparken muhakkak gzlk kullanmaldr. Bu ihmal edilirse, hem gz
kamatndan kaynak yeri iyi grlemez hem de srayan kvlcmlar gz iin ok
tehlikeli olabilir.
Galvanizli paralar; kurun, pirin, inko ve boyal iler kaynatlrken vcuda zarar
verici gazlar kar. Bu gibi malzemeler kaynatlrken kaynak odalarn ok iyi
havalandrlmaldr.
Benzin depolar, bidonlar ve karbratr gibi ilerinde yanc maddeler tanm
eyalarn kaynatlmas srasnda ok dikkatli olmaldr. Su ile depolan iyi ykamal,
mmknse ilerine su doldurarak kaynak yapmaldr. Byle anlarda kacak yangn
ihtimaline kar, muhakkak yedek su, kum veya yangn sndrme cihazlar hazr
bulundurulmaldr. Kaynak odasn da iyi havalandrmay asla ihmal etmemelidir.
Kaynak atlyelerinde daima asetilen cihaz odas ayn olmaldr. Bu odaya sigara ve
atele asla girilmemelidir.
Kaynak atlyelerinde, her an kullanlmaya hazr vaziyette su kovalar, kum kovalan,
mmknse yangn sndrme cihazlar bulundurulmaldr.
Yangn kmsa sndrmeye almaldr. ayet ksa bir zamanda sndrmek
mmkn deilse komu atlyeleri, komu evleri ve itfaiyeyi derhal yardma
armaldr. Bylece nce ehemmiyetsiz gibi grnen, sonradan byk felaketlere
sebep olan kazalara meydan verilmemelidir.
93
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
2.7.1 Kesici takmlarnn kullanma talimat
1. Kesici meme
2. Trtll boaz sktrma somunu
3. Sap zerindeki oksijen valf
4. Kesme oksijeni valf
5. Kesici zerinde tav oksijeni valf
6. Sap zerindeki kesme gaz valf
Kesici takmlar alnrken kullanlaca yer ok iyi tespit edilmelidir. Kullanlacak gaza gre
seilmesi gerekir. Seilecek kesme hamlac ve memeleri, kullanlacak gazn cinsine kesinlikle
uygun olmaldr. Kesme hamlacnn meme balant ksmnda grlen (A) harfi Asetilen, (P)
harfi Propan kesme hamlacn ifade eder.
Kesme
Hamlac
Kesme
Memesi
Kullanlan
Gaz Cinsi
Sonular
Propan
(P)
Propan
(P)
Asetilen
(A)
Asetilen
(A)
Asetilen
(A)
Asetilen
(A)
Propan
(P)
Propan
(P)
Propan
(P)
Asetilen
(A)
Propan
(P)
Asetilen
(A)
Yetersiz n tavlama alevi ve bundan dolay kt kesme gc
Sa
kalnl
(mm)
2-20
20-50
50-100
Kesme
memesinin
paraya
uzakl
(mm)
Kesme
hz
(m/h)
4
5
6
2.0
3.0
4.0
Gl alev. Prensipte kesme mmkn malzemeye temasta
patlamalar.
Yetersiz alev ve dolays ile s gc ve kesme imkn az.
Srekli patlamalar. Alevin yaklmas ve kesme mmkn olmaz.
Oksijen
Asetilen
Oksijen
Propan
Basn
(bar)
Sarfiyat
(m3/h)
Basn
(bar)
Sarfiyat
(m3/h)
Basn
(bar)
Sarfiyat
(m3/h)
Basn
(bar)
Sarfiyat
(m3/h)
2-4
4-5
5-6
1,5-2,7
4,1-4,8
6,2-7,9
0,3
0,2-0,35
0,4-0,5
0,5-0,65
2,5-4,0
4,0-5,0
5,0-6,0
1,9-2,8
4,4-5,2
6,7-8,4
0,2-0,3
0,22-0,38
94
0,43-0,47
0,47-0,56
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
2.7.2
Dr. Salim ASLANLAR
Kesme ayarlarn yapmadan nce 2 numaral balant somunu ve meme balant
somunu uygun anahtar ile iyice sklmaldr.
Tabloya gre basn drclerden gaz basn ayarlar yaplr.
Tutamak zerindeki 3 numaral oksijen valf tam ak ve kesme oksijen tetii
basl(konum 1 ve 2) tutulur. 5 numaral tavlama oksijen valf 1/8 tur alarak oksijen
basnc ayarlanr. Ayarlamadan sonra 4 numaral kesme oksijen valf kapatlr.
6 numaral yanc gaz valf yeteri miktarda alarak gaz karmnn atmosfere ak
salanr.
Ak salanan gaz karm bek ucunda tututurularak tavlama alevi oluturulur.
Kesme Hamlacnn 5 numaral kesme oksijen valf alarak karm oran tavlama
alevi ayarlanr.
Gerektii takdirde oksijen ve yanc gaz basnlar tekrardan ayarlanr.
Kesme hamlacnn kapatlmas tam ters ynde yaplr. Sras ile 6 numaral gaz valf, 3
numaral oksijen valf,4 numaral kesme oksijen tetii (konum 3) ve son olaraktan 5
numaral tavlama oksijen valf kapatlr.
bitiminden sonra tpler kapatlr ve hortumlarda bulunan gaz hamla valflar
vastasyla boaltlr.
Bek ular uzun almalardan sonra temizleme ineleri ile temizlenmelidir.
Kaynak Hamlalarnn kullanma talimat
Kaynak ayarlarn yapmadan nce 2 numaral balant somunu el ile iyice sklmaldr.
Kaynak yaplacak malzemenin kalnlna gre seilen kaynak hamlac bekine uygun
alma basnlar tablodan seilir ve basn ayarlar basn drclerden yaplr.
Daha sonra nce 3 numaral Oksijen valf tama yakn, 6 numaral asetilen valf az
miktarda alarak gaz karmnn birka saniye atmosfere ak salanr.
Ak salanan gaz karm Bek ucunda tututurularak alev oluturulur. stenilen
alevin elde edilebilmesi iin basn drclerden ayarlama yaplr.
Hamla kapatlrken nce 6 numaral asetilen valf, sonra 3 numaral oksijen valf
kapatlr.
Bek ular uzun almalardan sonra temizleme ineleri ile temizlenmelidir.
2.8. Gaz Eritme Kaynanda Dikkat Edilecek Dier Hususlar
Gaz tpleri tanrken dikkat edilmeli, vurma, dme, sarsnt ve arpmaya kar
korunmaldr. Aratan tplerin indirilmesinde, tplerin aratan aaya atlmas, yatay
olarak yuvarlanmas uygun deildir. Tplerin depolanmasnda valf koruyucu kapaklar
kesinlikle kapatlmamal ve yine kullanlan tpn boalmasndan sonra valf koruyucu
kapaklar kapatldktan sonra tanmal veya depolanmas gereklidir.
Oksijen tplerinde tm dokunulan ksmlar, rnein tp valf, basn drc,
manometre ve hortum kesinlikle ya veya yakttan arndrlm olmaldr.
95
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Tpten baka bir tpe gaz aktarm kesinlikle yaplmamaldr.
Kesme ileminde metal paralarn srama uzaklklar
Asetilen tplerinin en az 1 m yaknnda kaynak kesinlikle yaplmamaldr. Sigara
kesinlikle iilmemeli. Kaynak esnasnda fle ile tp arasnda en az 3 m. uzunluk
bulundurulmaldr. (Yani hortum uzunluu en az 3 m. olmaldr.)
Eer tpten akmakta olan gaz bir nedenle tpn valfnda veya bal olan basn
drcde yanyorsa hemen tp valf kapatlmal bunun salanamad hallerde ise
yangn sndrme cihaz kullanlmaldr.
Yanma gaznn herhangi bir nedenle ortama yaylmas halinde hemen tm ate
kaynaktan kapatlmal veya uzaklatrlmaldr. Pencere ve kap almal ve bu alanda
bulunan iiler uzaklatrlmaldr.
yerinde baka bir nedenle yangn meydana gelmi ve ortamda gaz tpleri
bulunuyorsa bunlarn mmkn olduu kadar hzla yangn tehlikesi bulunan ortam
dna kartlmas salanmal, eer bu salanamyorsa gaz tpleri zerine byk
oranlarda su pskrtlerek yksek slardan korunmas gereklidir. Bu arada ilgililere
ve itfaiyeye de haber verilerek tehlike yaratan tplerin bulunduu bildirilmelidir.
Kaynak yaparken, koruyucu gzlk, balk, koruyucu elbise, gvenlik ayakkabs,
deri nlk, koruyucu tozluk ve deri eldiven gibi kiisel koruyucu malzemelerden
yaplan ie uygun olanlar mutlaka kullanlmaldr.
Kaynak Yapan Korumal Kaynak
Yangn tehlikelerinin azalmas iin alma alanlarnda yalnz kullanm iin gerekli
gaz tpleri bulundurulmaldr. Gaz tpleri kesinlikle s kaynaklarnn yaknna
yerletirilmemelidir. Eer donanm kumanda ve valf dolaplarn kapsyorsa bu
blmlerde tehlikeli gaz karmlarnn birikmesinin kesinlikle nlenmesi amac ile
yeterli havalandrma yaplmaldr. Dikey duran gaz tpleri dmelere kar kelepe
96
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
zincir gibi uygun nitelikte balant elemanlar ile gvenlik altna alnmal, fakat ip
kullanlmamaldr. Herhangi bir tehlike annda tpler kolayca sklebilir durumda
balanmal ve dier tplerin tehlikeye girmemesi iin ortak balantlardan
kanlmaldr.
Hortumlarda atlaklklarn veya ypranmann olmamasna dikkat edilmelidir.
Hortumlardaki en kk hasar bile hemen giderilmelidir.
Hortumlar yanma, burkulma ve zerinden geme gibi hususlara kar emniyetli
olmaldr.
Alminyum kaynanda koruyucu gzlk taklmaldr. Gzlk camlar DIN 4647ye
gre koruma derecesi 4A-6A arasnda olan camlar kullanlmaldr.
Kaynak edilmi Alminyum paralar, sndklar yerde renk deitirmediinden
snm olduu gzle grlemez bu nedenle paralar bir pense ile tutulmaldr.
Kaynak ve/veya kesme ilemlerini gerekletirecek kiilerin 18 yatan byk olmalar
ve bu konuda eitim alm olmalar gerekir. Usta olmayanlar ile 18 yatan kk
olanlar bir sorumlu usta gzetiminde ancak bu ilemleri yerine getirebilirler.
Yangn kmas durumunda bunun nasl sndrlebilecei daha nceden
dnlmelidir. (rnein, yangn sndrcler bulundurulmaldr. tfaiyeye haber
verme olasl nceden dnlmelidir.)
Gaz tpleri s kaynana yakn olmamaldr.
Tutumas kolay olan malzemenin olduu yerde, yumuak malzemenin olduu
atlarda veya patlama tehlikesi olan yerlerde kaynak ilemleri yaplmamaldr.
2.9 Tplere Gaz Dolumu
2.9.1
Srekli Gazlarn Dolumu
Oksijen (02), Azot (N2), Argon (Ar) vb. gibi gazlar bu snfa girer. Bu gazlar sv olarak bir
pompa yardmyla baslr, pompadan sonra bir evaporatrden geirilip gaz halinde tplere
gnderilir. Bir baka yntem sv halindeki gaz nce gazlatrp bilahare kompresr yardmyla
basmaktr. Ancak, gerek dolum hz ve gerekse tp bana harcanan enerjinin dkl
nedeniyle pompa sistemi daha ok tercih edilir. Bu tr gazlarn dolumunda tpn ve vanasnn hi
bir zaman yal olmamasna, tp zerinde yazl dolum basncnn almamasna, tplerin test
tarihlerinin gememi olmasna ok dikkat etmek gereklidir.
DKKAT!
TP VE VANASI ASLA
YALANMAMALIDIR.
2.9.2
Svlaan Gazlarn dolumu
Karbondioksit (C02), Azot Protoksit (NaO) bu tip gazlardr. Tp ierisinde gaz ve sv olmak
zere iki faz halinde bulunurlar. Sv/gaz dengesi scaklk deiikliklerine kar ok duyarldr.
Bu nedenle, dolumlarn byk bir dikkatle yaplmas gerekir.
97
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
DKKAT!
TP RS OLARAK KULLANMAYINIZ
Scaklk:
Karbondioksit gaznn ierisinde basnc scaklk etkisiyle aada gsterilen grafikteki gibi
artar.
Scaklk
Normal Dolum
%20 Fazla Dolum
10 0C
30 0C
40 0C
40 bar
80 bar
100 bar
80 bar
250 bar
270 bar
Eer tpe fazla dolum yaplm ise, bu durum daha da tehlikeli sonular dourur.
Yukardaki deerlerden de anlalaca zere, 25 Kg CO2 alan bir tpe %20 fazla dolum, yani
30 kg dolum yapldnda, ~35C de tp ierisindeki basn test basnc olan, 250bara 40 0C de
ise test basncnn zerine kmaktr
Miktar
Sv/gaz dengesinin scaklk ile gsterdii fiziksel deiim nedeniyle, tp iinde gazn tehlike
yaratmayacak ekilde genleebilmesi iin bir boluk braklmas gereklidir. Bu nedenle, bu tip
gazlar tplere belli bir doldurma faktrne gre doldurulur. TS11169' da belirlenen doldurma
faktr 0,75 kg/lt.dir. Yani tp hacminin her litresi iin, en fazla 0,75 kg CO2 veya N2O
98
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
doldurulmas gerekir.
Dikkat edilmesi gerekli hususlar
Bir tp ierisindeki svlatrlm gaz miktar sadece tartmak suretiyle belirlenebilir. Hi
bir zaman basn dikkate alnmaz.
Dolum iin baskl zerine konmu bo tp arlnn tpn zerinde yazl daras ile
ayn olduuna dikkat edip, bundan sonra doldurulmas gereken miktar kadar gaz ile
doldurmak lazmdr. Eer tp zerinde yazan dara ile basklde okunan bo tp arl
birbirini tutmuyor ise, kesinlikle tp ii kontrol edilmeden bu tp doldurulmamaldr.
2.9.3
znm Gazlarn Dolumu
Burada sz konusu edilen gaz Asetilen gazdr (C2H2). Asetilen gaz tplerinin ii poroz madde
denilen, %7892 nispetinde gzenekli olan, zerinde %2'den fazla boluk brakmayacak
ekilde sert bir madde ile doldurulmu olup, ilerinde yaklak 14 litre civarnda aseton bulunur.
Dolum srasnda Asetilen gaz basn altnda aseton ierisinde znr. Tp kullanlrken vanas
aldnda asetilen gaz serbest halde tpten kar
DKKAT! ASETLEN TPLERN
YATIRARAK KULLANMAYINIZ
2.9.4
Tplerin ierisinde asetilen gaz kilogram esasna gre ve tartlarak doldurulur.
Tp zerinde yazl dara miktar tp, poroz maddeyi, vanay ve asetonun arln
kapsar.
Poroz maddenin kaliteli olmamas nedeniyle yeterli gaz almayan tplere asla belirlenen
miktardan fazla aseton konmamaldr.
Asetilen tpnn ate almas ve/veya ar snmas durumunda alnmas gereken
nlemler.
Sanayi Tplerin Kullanmnda Dikkat Edilmesi Gerekli Konular
Tpler yksek basnca sktrlm veya svlatrlm gazlar ihtiva eder. Bu yzden iletme
iinde nakilleri ve kullanm srasnda baz kurallara uymak gerekir.
2.9.4.1 Tplerin iletme iinde nakli
Tpler iletme iinde nakledilirken vanalar kapal ve kapaklar takl olarak
nakledilmelidir.
Nakil esnasnda tpler yan yatrlmamal, tercihen dik vaziyette, bir araba zerinde ve
bal olarak nakledilmelidir.
Tpler kesinlikle vanasndan tutulup kaldrlmamaldr.
Tpleri kaldrmak iin mknats, halat veya zincir kullanlmamaldr, tpler dmemeli
ve birbirine arpmamaldr.
2.9.4.2 Tplerin kullanm
Kullanm mahalline getirilen tpler dik olarak kullanlmal, tpn zerindeki etiketten
doru gazn kullanld kontrol edilmelidir.
99
GAZ ERTME KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Kapa skp vana dileri kontrol edilmelidir.
Uygun basn drc (Reglatr) ve ekipman monte edilmelidir. Vanas asla
yalanmamal ve yavaa almaldr.
Tp iindeki gaz tamamen bitmeden (~5 bar basnca dtnde); tpn vanas
zorlamadan kapatlmal ve kapa taklmaldr. zerine mmknse bo yazl bir etiket
yaptrlmaldr.
Bo tp tekrar depoya gtrlmelidir.
Tpler takoz, rulo, mesnet v.s. gibi amalar iin kullanlmamaldr.
Vanas almayan, kapanmayan veya gaz karan tpler zerinde hi bir zaman tamirat
yaplmamal, yetkili kurum aranmaldr.
100
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAI
Elektrik ark kayna, bir elektrik devresinin kutuplar arasnda braklan bir aralktan,
elektrik akmnn atlamasyla meydana gelen ve ark denilen k ve alevin, yksek
derecedeki ssndan istifade edilerek meydana getirilmitir(ekil 2.1).
rtl ubuk elektrotlar ile veya plak elektrotlar ile yaplan elektrik ark kaynanda bir
akm reteci kaynak akmn retir ve bu akm ile elektrotla i paras arasnda ark oluturulur.
Ark enerjisi (4000 Cnin zerinde ) malzemeyi eritir ve elektrot ucundan damlalar halinde
eriyerek ana malzemeye geer. Elektrotun eriyen ucu, sv kaynak banyosu ve gei halindeki
damlalar elektrot rtsnden kan gazlar ve cruf tarafndan havann olumsuz etkilerine kar
korur. Cruf kaynak metalini rter.
Elektrik ark kayna genel olarak;
9 Ark, ergiyen ve kaynak malzemesi temin eden bir elektrot ile kaynak edilecek paralar
arasnda meydana gelir. Bu yntem e ayrlr;
Ark hava iinde oluur(plak elektrot ile, tel ile)
Ark asal gaz iinde oluur(MG,MAG-Gazalt kayna)
Ark kaynak edilecek paralar rten bir kat maddeler karm iinde
oluur(toz alt, rtl elektrot)
101
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
9 Ark ergimeyen ve dolays ile kaynak malzemesi temin etmeyen bir elektrot ile kaynak
edilecek paralar arasnda meydana gelir. Bu yntem ikiye ayrlr.
Elektrot kmrdendir (Karbon kayna)
Elektrot tungstendendir (TG-Gaz alt kayna)
9 Ark ergimeyen iki elektrot arasnda meydana gelir. Kaynak edilecek paralar elektrik
devresi iinde deildirler(atomik hidrojen ark kayna)
Olarak e ayrlr
Kaynak Metali ( dikii )
Ark Alevi
Elektrod ekirdei
Elektrod rts
Cruf
Ark Alevi
Ergimi Metal
Ana Metal
Is Tesisi Altnda Kalan Blge ( ITAB )
Koruyucu Gazlar (duman)
ekil 2.1 Elektrik Ark Kaynann prensibi
3.1 Elektrik Ark Kayna le lgili Elektriki Bilgiler
deal bir kaynak yapt iin idrakinde olan biri olduunu daha nce blmlerde
bahsetmitik. Kaynak kaynaa balamadan nce elektrik bilgileri ile donatlm olmas
gerekmektedir. Bu blmde de elektrik hakknda kaynak iin gerekli olan bilgileri
vereceiz.
3.1.1
Elektrik Akm
Atomlar bir maddenin (kat, sv veya gaz olmas fark etmez) en kk yap talardr. Bir
atomun ekirdei proton ve ntronlardan oluur ve pozitif (+) elektrik ykldr. ekirdein
etrafn saran ve onun etrafnda eliptik yrngelerde dnen elektronlar ise (-) elektrik
ykldrler. Metallerde btn elektronlar sabit deildir. En d yrngedeki elektronlar s,
srtnme indksiyon vs. gibi etkilerin altnda serbeste dier atomlar arasnda hareket
edebilmekte ve elektrii tamaktadrlar. Bir iletkendeki elektronlarn bir utan dier uca
doru hareket etmesi sonucu bir uta elektron fazlal, dier uta ise elektron eksiklii
meydana gelir. letkenin bir ucu eksi elektrikle yklyken, dier ucu ise pozitif elektrikle
ykl olur. ki u arasndaki farka potansiyel fark veya voltaj denir. Bunun sonucunda iki u
birbirine balandnda bir utan dierine elektron akm olur ve potansiyel denge salanr.
Bu elektron akna elektrik akm ad verilir.
102
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
ekil 3.1 Atom modeli
3.1.1.1.Elektrik Akmnn Etkileri
Elektrik akm grnmez veya dorudan fark edilmez. Ancak etkileri ile kendini belli eder.
Elektrik akmnn bilinen etkisi vardr. Bunlar;
9 Is ve k etkisi
9 Manyetik etki
9 Kimyasal etki
Is ve k etkisi
ekil 3.2
Diren ile snma
Bir iletkendeki elektron ak o iletkenin snmasna neden olur. Isnma miktar akm
iddetine, uzunluuna ve malzemenin trne baldr. Bir iletkenin bir ksm kesilip yerine
ince bir tungsten tel balanr ise, tungsten tel beyazlayncaya kadar snr ve k olarak
grnr. Bir ark tututurulduktan sonra elektronlar ve katyonlar (eksi ykl paracklar) dier
paracklar ile arparak kinetik enerjilerini sya dntrrler.
Manyetik etki
inden elektrik geen bir iletkenin etraf dairesel bir manyetik alanla evrilidir. Akm
ynnde bakldnda, manyetik alan izgileri iletkenin etrafnda saat ynnn tersine doru
akar. Manyetik alann iddeti akm iddetine ve iletkenin ubuk etrafndaki sarm saysna
baldr.
ekil 3.3
inden akm geen iletken
ekil 3.4 Elektromknats
103
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Kimyasal etki
AK
PL
Elektrik enerjisi akmlatrler halinde olduu gibi kimyasal enerjiye dntrlp
saklanabilir, piller halinde de direkt olarak kimyasal enerjinin dnmnden ortaya
kabilmektedir.
3.1.2. Kaynak Akm
Bir iletkenden geen elektrik debisi olarak dnlebilir. Ksaca saniyede geen elektrik
miktar olarak tarif edebiliriz. Birimi AMPER (A) ve gsterimi I dr.
I= U/R
Bir iletkenin bir yerinden bir saniyede 1 coulombluk elektrik (6,24. 1012 elektron) geer ise,
akm iddeti 1 AMPER dir.
Voltaj artar ise ve diren der ise akm iddeti artar.
Voltaj der ise ve diren artar ise akm iddeti der.
Kaynak akm iin gereken elektrik akm, elektrik ebekesinden alnr, ama direkt olarak
kullanlmaz. nk ebekede bulunan elektrik akmnn gerilimi yksek, iddeti dktr.
Oysa elektrik ark kaynanda kullanlan akmn, gerilimi dk, iddeti byk olmaldr.
Bunun en nemli nedeni; yksek gerilimin insan zerinde ldrc etkisinin olmasdr. Ark
kaynanda kullanlan temel aralarn kaynakyla olan temas dnldnde, dk
gerilim ile almann neden n koul olduu anlalabilir. Dier yandan ark kaynanda
kullanlan elektrik akm iddetinin yksek olma gerei, kullanlan elektrotun apna uygun bir
akm iddetinin salanabilmesinden kaynaklanmaktadr. Kaynak makineleri ebekeden
aldklar elektrik akmn kaynak akmna evirirler. Tm bu bilgiler dorultusunda kaynak
akmnn tanm u ekilde yaplabilir. ebekeden alnan 220380 volt gerilime sahip elektrik
akmnn, kaynak makineleri aracl ile gerilimin 2555 volt drlmesi ve akm iddetinin
10600 ampere ykseltilmesi ile elde edilen ve elektrik ark kaynanda kullanlan akma
Kaynak Akm denilir. Kaynak akm ikiye ayrlr;
9 Doru akm,
9 Alternatif akm
3.1.2.1 Doru akm -Alternatif akmn etkileri
9 rtl elektrot ile ark kaynanda doru akm kullanlmas halinde, kutuplama kaynak
dikiinin nufziyetini ve elektrodun erime gcn etkileyen nemli bir etmendir.
9 Ters kutuplama (elektrot pozitif kutupta) kullanlmas hallinde doru kutuplamaya
(elektrot negatif kutupta) gre daha derin bir nufziyet elde edilir.
104
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
9 Doru kutuplama kullanlmas hallinde ise ters kutuplamaya gre elektrodun erime
gc yksektir.
9 Kutuplamay elektrodun tr belirler.
9 Alternatif akmn rtl elektrot kaynanda kullanlmas halinde, bu tr akmn
karakteristiine bal olarak her iki kutuplama dzgn evrimler hallinde ve kullanlan
makinenin frekansna gre (Avrupa da ve lkemizde kullanlan 50 Hertz) saniyede
frekans kadar deiir (saniyede 50 kez).
9 Bu yzden kaynak dikiinin nufziyetini doru akm hallindeki doru ve ters
kutuplamann ortalamas deerindedir.
ekil 3.2.1
Ters kutuplama
ekil 3.2.2
Doru kutuplama
3.1.2.1.1
Doru Akm
Polaritesi ve deerini belli bir sre deitirmeyen akma doru akm denir.
Doru akmn stnlkleri;
9
9
9
9
9
9
Doru akm, ince salarn kaynanda daha iyi sonular verir.
Doru akmda srekli olarak ksa ark boyu ile almak daha kolaydr.
Doru akmda btn elektrot trleri ile kaynak yapmak mmkndr.
Doru akmda arkn tututurulmas daha kolaydr.
Doru akmda alternatif akma gre daha az srama meydana gelir.
Doru akm ile dk akm iddetlerinde daha kolay kaynak yaplabileceinden dik ve
tavan kaynak uygulamalar daha kolaydr.
9 Dk akm iddetlerinde ve ince apl elektrotlar kullanlmas halinde doru akm
daha iyi sonular verir.
105
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
DORU AKIM:
Bir elektrik
devresinde
YN ve DDET
(+)
V
O
L
T
ZAMAN
Zamana bal olarak
DEMEYEN
AKIMDIRttr
(-)
DC
=
Gsterilii:
Sembol:
3.1.2.1.2
Alternatif Akm
Polaritesi ve deerini belli bir sre deitiren akma alternatif akm denir.
Alternatif Akmn stnlkleri
9 Alternatif akm kullanlmas halinde ark flemesi oluumu nadiren grlr.
9 Alternatif akm byk apl elektrotlarn ve kaln kesitli paralarn kayna iin
uygundur.
ALTERNATF AKIM:
Bir elektrik
devresinde
YN ve DDET
Zamana bal
olarak
DEEN
AKIMDIRtr
Gsterilii:
Sembol:
(+)
V
O
L
T
ZAMAN
(-)
AC
~
3.1.2.2.Ayarlama Alan
Bir kaynak makinesinin verebilecei en az ve en ok akm iddetlerinin belirttii alandr.
3.1.3. Gerilim
Bir elektrik devresinde, herhangi iki nokta arasndan akm geebilmesi iin, bu iki nokta
arasnda bir elektriksel seviye farknn olmas gerekir. Ayn yksek seviyedeki bir kaptan
106
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
daha alak seviyedeki bir kaba doal olarak suyun akabilmesi gibi. Bu fark GERLM deeri
olarak anlr. Birimi VOLT olup V harfi ile ifade edilir.
Birimi :
VOLT
Gsterili ekli :
veya
pil
pil
3.1.3.1.Bota alma Gerilimi
Kaynak makinesinin kaynak yapmaya hazr olduu fakat kaynak yaplmad zaman kaynak
kablolar arasnda llen gerilim deerine verilen isimdir. guruba ayrlr;
9 Yksek bota alma gerilimi 8090 V
9 Dk bota alma gerilimi 4045 V
9 Normal bota alma gerilimi 6570 V
3.1.3.1.1. Yksek Bota alma gerilimi
Yksek bota alma geriliminin zellikleri:
9 Elektrot kolay tutuur.
9 Kullanlm elektrodun tekrardan tututurulmas kolaydr.
9 Elektrot paraya yapmaz.
9 Ark snmesi olmaz.
9 Diki kalitesi iyidir.
9 Btn bunlara karn can emniyeti asndan tehlikelidir. nk insan vcudunun
dayanabilecei en yksek gerilim deeri 70 Volttur.
9 Bu tip makinelerde allmas durumunda kaynaknn mutlaka izolasyona byk
nem vermesi ve gerekli olan nlemleri almas mecburidir.
9 Bu tip makineler souk iklime sahip lkelerde tercih edilir.
3.1.3.1.2. Dk Bota alma Gerilimi
Dk bota alma geriliminin zellikleri:
9 Elektrot zor tutuur.
9 Kullanlm elektrodun tekrardan tututurulmas zordur.
9 Elektrot paraya sk sk yapr.
9 Arkn sk sk snmesi sz konusudur.
9 Tecrbeli kaynakya ihtiya vardr.
9 Can emniyeti asndan son derece emniyetlidir.
107
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
3.1.3.1.3. Normal Bota alma Gerilimi
Normal bota alma geriliminin zellikleri:
9 Yksek ve dk bota alma gerilimine sahip makinelerin btn avantajlarn
tarlar.
9 Can emniyetine asndan gvenlidirler.
3.1.4. Tututurma Gerilimi
Kaynaa balarken elektrodun tututurulmas anndaki Gerilime verilen addr. Pratikte bota
alma gerilimi ile ayndr.
3.1.5. alma Gerilimi
Kaynak yaparken, yani ark olumuken, kaynak makinesi zerinde kaynak kablolarnn
baland ular arasnda llen gerilime denir.
3.1.6. Ark Gerilimi
Kaynak yaparken, i paras ile elektrodun ucu arasndaki gerilime denir.
3.1.7. Elektrik G
Kapal devrede bulunan her cihazn, istenilen ii yerine getirebilmesi iin belli bir gce
gereksinimi vardr. Bu g, gerilimin ve akmn miktarna baldr. Elektrik gcnn l
birimi WATTdr, sembol W ve formlde P ile gsterilir.
P= U . I
P: G
(W)
U: Gerilim (V)
I: Akm (A)
3.1.8. Diren
Her madde, elektrik akmna kar diren gsterir. Maddenin cinsine gre deien bu diren
llebilmektedir. l birimi OHM dur, sembol ve formlde R ile gsterilir.
R=U/I
R:Diren ()
U:Gerilim (V)
I: Akm (A)
Bir iletkenin direnci;
9 letkenin uzunluuna,
9 letkenin kesit alanna,
9 letken malzemenin elektriksel iletkenliine baldr.
Uzunluk artar ise,
Kesit alan byr ise,
letkenlik azalr ise iletkenin direnci azalr.
Metallerin elektrik direnci, scaklk artka artar.
108
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
3.1.9. Elektrik Devresi
ekil 3.6.
Su devresi ile elektrik devresinin karlatrlmas
3.1.10. Kaynak Akm Devresi
109
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
3.2
Dr. Salim ASLANLAR
Ark
Arkn korunmasndaki ama, kaynak evresinde bulunan havann birletirme alannda
oksitleme yaplmasn nlemek veya benzeri kimyasal olaylardan korumaktr. Arkn
korunmas birka biimde yaplmaktadr. Elektrot zerinde bulunan rtnn ark srasnda
yanmas ile oluan kesif dumann korumas veya gaz ile yaplan korumalar en ok
uygulananlardr. Ark kaynaklar var otomatik, otomatik veya elle kumandal olarak
yaplmaktadr. Otomatik olarak yaplan kaynaklarda tel veya elektrot kaynak alanna herhangi
bir el yardm olmakszn, makine zerindeki dmeler kanal ile mekaniksel olarak
gnderilmektedir. Yar otomatik kaynaklarda, elektrot veya kaynak teli otomatik olarak
hareket ettii halde, kaynak pensi elle ilerletilir ve ynetilir. Birletirme boyunca kaynan
durumuna gre, ilerleme hz elle hazrlanm olur. Ark kaynak ilemleri olu ve yapl
teknii bakmndan genel olarak metalik ark ve karbon ark olmak zere ikiye ayrlr. Metalik
arkn oluumu ve trleri ok nemlidir. Bunlar rtl elektrotlar, koruyucu olarak yaplar
kaynak telleri ve plak elektrotlardr. Karbon ark, kmr elektrot i paras arasnda oluur.
Kmr elektrotla ark oluturduu zaman, elektrot ergime srasnda birleme yerine herhangi
bir katkda bulunmaz ve gerektiinde ek tel kullanlr. Karbon elektrodun yzeyi genellikle
bakr kapldr. Bu da kolay akm iletmesini salar.
ekil 3.2
3.2.1
Arkta damla geii
Arkta Meydana Gelen Olaylar
Elektrotla i paras arasnda bir akm oluturabilmesi iin, ikisi arasndaki havann elektriksel
ynden iletken hale getirilmesi gerekir. Ark, her ikisinin birbirine ksa sreyle dokunmas
sonucu balar. Bu dokunma srasnda ksa devre oluarak elektrodun ucu iyice snr ve
elektron emisyonu mmkn hale gelir. i paras ve elektrot arasndaki voltaj nedeniyle
elektrottan i parasna giden elektrotlar hz kazanr. Bu elektronlar ark blgesinde ntr
atomlara arptnda daha fazla elektron serbest kalr. Bu olaya arpma iyonizasyonu ad
verilir. Bu arpma sonucu elektron kaybederek art ykl iyonlara dnen gaz atomlar eksi
ykl elektroda doru hareket ederler.
110
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
ekil 3.2.1
Ark oluumu (arpma iyonizasyonu)
ekil 3.2.2
Arkta meydana gelen olaylar.
Dr. Salim ASLANLAR
3.2.2 Arkta Meydana Gelen Scaklk
Arktaki scaklklar elle ark kaynanda 4000 C, MIG/MAG kaynanda ise 10000 C
civarndadr. Ark yanarken, art kutuptaki (anottaki) scaklk, eksi kutuptaki (katottaki)
scaklktan 200 ila 500 C daha fazladr (ekil 4.1.2).
Bunun sebebi;
9 Eksi kutuptan kan elektronlar malzemeyi terk ederken enerjiyi yutarlar,
9 Byk bir hzla art kutba arpan elektronlar arpma srasnda enerjilerini verirler.
111
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
3.2.3
Dr. Salim ASLANLAR
Arkn zellikleri
Ark;
9
9
9
9
9
9
9
9
9
9
3.2.4
Gaz halindedir,
Tututurulmas gerekir,
Manyetik bir alan tarafndan evrilidir,
Manyetik olarak etkilenebilir,
Kimyasal ynden etkilenebilir,
Olduka yksek ancak deiken bir direnci vardr,
yi bir sl etkinlie sahiptir,
Kzl tesi, grnr ve mortesi nlar yayar,
Manyetik alann tek tarafl olarak etkilenmesi halinde ark flemesi yapar,
Kaynak banyosuna bir basn uygular.
Kaynak Ark eitleri
3.2.4.1 Karbon Elektrot Ark
ekil 3.2.4.1 Karbon elektrot ark
Ark, karbon elektrotla i paras arasnda oluur. Normal ark scakl 3870 C nin stnde,
ayarlanan akm iddetine gre 4890 C ye kadar kmaktadr. Bu scaklk kaynatlacak
paray ok ksa zamanda ergitir. Karbon ark kayna, yapm teknii bakmndan oksi-gaz
kaynana ok benzemektedir. Karbon ark, zellikle kesme ve birletirme kaynaklarnda
uygulanr.
3.2.4.2 plak Elektrot Ark
ekil 3.2.4.2 plak elektrot ark
Ark, elektrot ile i paras arasnda oluur. Normal ark scakl 2480 0C- 3870 0C arasnda
112
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
olup, parann ve elektrot ucunun hemen ergimesini salar. Ark scaklnn ykseklii
nedeniyle elektrot ergiyik ktlesinin bir miktar buharlar. Ergime srasnda dklen
damlalarn d evresi hemen souyarak bir tabaka oluturur. erde de bir ergiyik konisi
kaynatlacak paraya gemektedir. Damla dndaki ani souma dikiin sert olmasn salar.
Bu nedenle plak elektrotlar sert yzey dolgu kaynaklarnda kullanlr.
3.2.4.3 rtl Elektrot Ark
Ark elektrot ile i paras arasnda meydana gelen elektriksel atlamadr. Arkta meydana gelen
scaklk, plak elektroda gre daha fazladr. Bu scaklk akmn ayarlanma deerine gre
3500 C arasnda deimektedir. rtl elektrot, dier trlerden farkl olarak kaynatlan
parann ve rtnn erimesini salamaktadr. Eriyen rtnn bir ksm cruf, bir ksm da gaz
haline dnmektedir. rtnn gaz haline dnen ktlesi, ark havann etkilerinden
korumaktadr. Ergiyik elektrot, kaynak alanna ktlesel damlalar halinde deil ince iplik veya
kum taneleri biiminde akar.
ekil 3.2.4.3 rtl elektrot ark
3.3.
Arkn Balatlmas
3.3.1 Kaynak Makinesinin ebekeye Balanmas
paras, uygun bir az alarak hazrlandktan ve uygun bir elektrot seildikten sonra,
kaynak ilemine balanr. Bu i iin kaynak kaynak makinesini altrmak ve ayarlamak
zorundadr. Arkn balatlmasndan nce Makinenin hazrlanmasnda, ebekeye
balanmasnda gerekli baz hazrlklar ve kontroller yaplmaldr.
Akm retecinin etiketindeki gerilim deeri ile ebeke geriliminin birbirine
uygunluunun kontrol yaplmal,
ebeke sigortalarnn kaynak akm retecinin ektii akm iddetine
uygunluun kontrol yaplmal,
Kaynak kablolarnn kesitlerinin kullanlacak en yksek akm iddetine uygun
olup olmadnn kontrol yaplr,
Akm ileten kablolarn balant (ebeke balantlar ve kaynak kablolarnn)
izolasyonlarnn salamlnn kontrol yaplmal
Arkn balatlaca alan her trl artktan, pislikten temizlenmelidir,
Doru akm kaynak makinesi(redresr, jeneratr) ile kaynak yaplacaksa kutup
ayar yaplmal,
paras ve elektrot apna gre uygun amper ayar yaplmaldr.
113
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
ekil 3.2.4.5 Alternatif akm kaynak transformatrnn ebekeye balanma
ekil 3.2.4.6 Doru akm kaynak redresr ebekeye balanma
ekil 3.2.4.6 Doru akm kaynak jeneratrnn ebekeye balanmas
114
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Baz kaynak makinelerinde kutup deitirme alteri vardr. Bunlarda kutup deitirmek
kolaydr. Kutup deitirme alteri olmayan makinelerde bu i kablolarn balantlar
deitirilerek yaplr yalnz bu esnada makinenin almyor olmasna dikkat edilmelidir.
Makine zerinde pozitif kutup (+), negatif (-) iareti ile belirtilmitir. Makine zerindeki
kutuplarn trn belirtir bir iaret grlmezse kablolar su ile dolu bir kabn iine daldrlr ve
birbirine bir santim kadar yaklatrlr bu esnada suyun kaynamas dolaysyla kablo
ularndan gaz kabarcklar ykselmeye balar ucundan fazla kabarck kan kutup pozitif
kutuptur. Redresr ve kaynak transformatrlerinin ebekeye balanmas byk bir zen ve
bilgi gerektirmez buna karn jeneratrler yldz ve gen balants ile ebekeye
balandklarnda ilk yol vermede alter yldz konumuna getirilir, 510 saniye altrlr
motor devrini aldktan sonra gene evrilerek makineye yol verilmi olur.
3.3.2 Kaynak Akm Ayarnn Yaplmas
Akm ayarnn yaplmas ok nemlidir. nk arkn balangcnda ayarlanan akmn diki
sonuna dou fazla olduu gzkr. Ayarn tam ve kesin olarak yaplmas hakknda belirli bir
kural yoktur. Baz faktrler amper ayarnn belirlenmesinde yardmc olur.
9
9
9
9
Kaynaknn becerisi,
Kaynak konumu,
Kaynatlan parann tr,
Kaynatlan iin biimi gibi
Elektrot apna bal olarak kaynak akm iddeti ayarlanr, kullanlan elektrodun trne,
kaynak pozisyonuna bal olarak elektrot apnn milimetresi bir deer seilir ve makine buna
gre ayarlanr. Elektrik ark kaynanda kullanlan elektrotlar hem akm iletme grevini
yaparlar hem de eriyerek kaynak dolgu metalini meydana getirirler. Bu bakmdan elektrot
penseye oynamayacak bir biimde tutturulur
nce rtl elektrotlarda
I = d . ( 40 45 ) A
Kaln rtl elektrotlarda
I = d . ( 45 50 ) A
Demir tozlu kaln rtl elektrotlarda
I = d . ( 50 60 ) A
d: Elektrot ap (mm)
I: Kaynak akm iddeti (A)
Yatay oluk kaynak pozisyonlarnda verilen snrlarn st deerleri, dik ve tavan
pozisyonlarda ise alt deerleri seilir.
Arkn tututurulmas, srekliliin korunmas ve eriyen elektrodun srekli ilerletilerek kaynak
aznn doldurulmas kaynaknn alma tekniinin temelleridir ve bu ilem kaynan
kalitesini belirler. Elektrot, Kaynak pensesindeki kanal alm yere rtsz (plak) yerinden
115
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
taklmaldr. Bylece tm rtl boy ark (kaynak) iin kullanlm olacaktr. Elektroda
kaynak akmnn tam olarak iletilmesi iin tutma eneleri ok temiz olmaldr. Pensin plak
(yaltlmam) yerleri masaya dedirilmemelidir. Aksi halde hemen ark oluarak korumasz
durumda olan kaynaknn ani ark arplmasna neden olur. Arkn balatlmasnda iki yntem
uygulanr;
3.3.3
Elektrik Ark Kaynanda Ark Boyunun Ayarlanmas
Normal olarak rtl elektrotlar ile ark kayna halinde ark boyu yaklak olarak elektrot tel
ap kadar tutulur. Bazik elektrotlar halinde ise bu deer, tel apnn yars kadardr.
3.3.4
Elektrik Ark Kaynanda Eim Alarnn Ayarlanmas
Elektrodun i parasnn st yzeyi ile dikiin boyuna ve enine dik dorultularda yapt
alara elektrodun alma ve hareket alar ad verilir. Hareket as, kaynak pozisyonuna,
elektrodun trne ve kaynak banyosunun byklne gre deiir. Kaynak esnasnda erimi
crufun, kaynak ynne doru ilerleyerek akmas halinde hareket as byltlr; cruf
rtsnn ark blgesinden geride olumas halinde ise hareket as kltlr, bazik
elektrotlar halinde bu a 0 civarnda seilmektedir. Elektrodun ilerletilmesinde en nemli
konu kaynak hznn deimeyen bir ekilde ayarlanmas ve kaynak aznn ekline ve kaynak
pozisyonuna gre elektrodun ucuna verilen hareketin uniform ve ayn tempoda devam
etmesidir. Bu ise ancak kaynaknn ok iyi bir ekilde yetitirilmesi sonucu elde edilir.
ekil 3.3.4
Elektrot eim alar.
116
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
ekil 3.3.4.1 eitli lerde Elektrodun Tutuluu
3.3.5
Elektrik Ark Kaynanda Elektrot Hareketleri
Yatay oluk pozisyonu halinde, kk paso para arasndaki aralk az olduu zaman dz olarak
ekilir; araln geni olmas halinde ve kapak pasolarnda ise zikzak eklinde elektrot ucuna
hareket vererek kaynak az doldurulur. Dier pozisyonlarda elektroda verilecek bu hareket
ok nemlidir.
ekil 3.3.5.
Oluk pozisyonunda elektrot ucuna verilen hareket.
ekil 3.3.5.1. Elektrot ucuna verilen hareketler.
117
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
ekil 3.3.5.2. Dik ve Korni Kaynanda Elektrot Durma Yerleri.
Kaynaa balarken, elektrot dikiin tam balama noktasndan 5-10 mm kadar geride atelenir
ve ark yandktan sonra elektrot kaynak balama noktasna kaydrlr ve bu ekilde arkn
balam olduu nokta tekrar eritilmi olur. Dikiin sonuna yaklaldnda elektrot kaynak
banyosunda dik dorultudan aniden ekilmez, elektrot, ilerlemenin yavalatlmas eimin
azalmas ve ark boyunun uzatlmas ile sndrlr. Elektrot 50 mm kalncaya kadar eriyip
yeni elektrot taklan sonra eski dikiin u ksmndaki cruf temizlenir ve ekilde grld
gibi kaynaa yeniden balanr.
ekil 3.3.5.3. Elektrik ark kaynanda kaynaa balama
ekil 3.3.5.4. Elektrik ark kaynanda kaynaa ara verilen yerden tekrardan balama
118
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
ekil 3.3.5.5. Elektrik ark kaynanda elektrodun sndrlmesi
3.3.6
Kaynak Arknn Oluturulmas
3.3.6.1 Vurma Yntemi le Ark Oluturma
Bu yntemde elektrot, yaklak dik konumda i parasna yaklatrlr ve darbe biiminde
vurularak hemen kaldrlr. Ark oluunca belli bir ykseklikte tutulur. Ark yksekliini ilk
kademede elde etmek pek mmkn olmaz. Elektrotla ayn hareketi birka defa tekrarlayarak
normal ark boyu elde edilir. Vurma hareketi ile ark oluturma tecrbeli kaynaklar iin daha
uygundur. nk kaynak elektrodun hangi hzla vurulup kaldrlacan ve oluan arkn
snmemesi iin uygun olan ark boyunu sabit tutmasn ok iyi bilmelidir.
119
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
ekil 3.3.6.1 Vurma yntemi ile kayna balatma
3.3.6.2 Srtme (Kaydrma) Yntemi le Ark Oluturma
Elektrot belirli bir a konumunda i parasna yaklatrlr ve teet olarak srtlr.
Elektrodun paraya tam teet olduu noktada ark oluur. Elektrot ykselince ark boyuda
elektroda bal olarak artar. Kaynak tam bu konumda, elektroda belirli bir ykseklikte
tutarak ark korur. Bu yntem kaynakta uzun sre almam olanlar iin uygun bir ark
balatma hareketidir. Korumas gereken ark yksekliinin kesin bir ls olmamakla beraber
pratikte elektrot ap kadar tutulabilir. Bu deer ancak elektrodun ap ile kaynak akmna
baldr. Kk apl elektrotlar kullanldnda ark boyu elektrot apndan daha kktr,
byk apl olanlar daha byktr. Arkn sreklilii iin elektrot ile i paras arasndaki
araln daima belirli bir lde tutulmas gereklidir. Uzun ark boyu havan kaynak blgesine
girmesine, sramalarn artmasna, crufun kaynak banyosunu rtmemesine, ksa ark boyu
snmesine neden olur. Arkn balatlmas srasnda elektrodun u ksmnn hemen donmas
veya paraya yapmamasnn nedeni, kontak (teet) ileminden nce ark olumas ve
elektrodun eriyik durumuna gelmesidir. Bunu nlemek iin balangta yksek akm
kullanlmaldr. Yapkan duruma gelmi elektrodu ayrmak iin elektrot pensle beraber yani
bir hareketle ekilir veya pens gevetilerek serbest braklr.
ekil 3.3.6.2 Srtme yntemi ile kayna balatma
120
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
3.4
Dr. Salim ASLANLAR
Ark flemesi
Kaynak yaparken iletkenin, elektrodun, kaynak arknn, i parasnn etrafnda bir manyetik
alan meydana gelmektedir. Bu manyetik alanlar arka tesir eden kuvvetler meydana getirirler
ve arkta oynamalara neden olurlar. Bu ark oynamas olayna Ark flemesi ad verilir.
ekil 3.4
letkenlerde manyetik alan oluumu
ekil 3.4.1
Kaynak alannda manyetik alan oluumu
Basit olarak kaynak ark alevinin istenilen ynn tersine doru gitmesine Ark flemesi veya
ark tepmesi denir. Ark flemesi manyetik etken olup, doru akml kaynak makinelerinde
(jeneratr ve redresrlerde) meydana gelmektedir. Manyetik alann etkisi arttka arkn
deiik ynlere srklendii grlr. Manyetik alann etkisi akmn gei merkezi olan ark
evresidir. Bu nedenle manyetik alann yn dorultusunda ark srklenmektedir. Manyetik
alann toplanma merkezleri ise daha ok dar yzeylerde (kelerde) olmaktadr. Ark
flemesinin fiziksel biimi ise gaz ktlelerinin homojen olmayp bir tarafa doru hareket
etmesidir. Ark flemesi olduu hallerde ergiyik banyosunu kontrol etmek ok gtr. Ergiyik
damlacklar halinde evreye yaylr, araya ergiyik cruf girer ve daha geni ergiyik alan
oluturur. Bylece byk lde kaynan dayanmn azaltr. Ark flemesi kaynan hzn
azaltt gibi birlemenin kalitesini de deitirmektedir.
Arkn elektrodun ilerleme ynnn tersine itilmesine arkaya, gidi ynne flemesine ne
fleme denir. Dier bir deyimle ark flemesi manyetik kuvvetlerin ark kendi krateri dna
karmasdr. Btn elektrik tayan kablolarda manyetik kuvvetler olumaktadr. Manyetik
alann deeri tanan akm ile yakndan ilgilidir.
121
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Ark flemesi,
Kaynan balang ve bitim yerlerinde,
ve d ke kaynaklarnda,
Derin dolgu kaynaklarnda,
Yksek akm ile yaplan kaynaklarda grlr.
Ark flemesine;
9 Kaynatlacak paralarn biimi ve birletirme ekli,
9 Parann cinsi,
9 Akm kayna,
etki eder.
3.4.1
Ark flemesini Meydana Getiren Nedenler
9 paras (ase) Balantsnn uygun yere balanmamasndan
9 parasnn zerinde byk elik ktlenin bulunmasndan
122
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
9 Ksa atlm puntolardan
9 Eksantrik elektrotlar ile kaynak yaplmasndan
9 Doru Akm (DC) kaynak makineleri ile kaynak yaplmasndan
9 Ayn para zerinde birden fazla kaynaknn ayn anda almasndan
9 ok uzun kaynak kablolarnn oluturduu kvrntlardan
9 Ark ocaklarnn yaknlarnda kaynak yaplmasndan
3.4.2
9
9
9
9
9
9
3.4.3
Ark flemesinin Zararl Etkileri:
Cruf metal altnda kalr
Kaynak dikii muntazam olmaz
Sramalar ok olur
Kaynak kenarnda ukurluklar oluur
Nufuziyet azl olur
Kaynak sknt verir
Ark flemesinin nlenmesi in nerilen Yntemler
9 Elektrodun tutu asn deitirme,
9 Kk pasolarda kuvvetli ve sk puntalama ilemi yapmak
123
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
9 Uygun kaynak sras takip etmek
9 paras (ase) balantsnn yerini deitirmek veya birka yerden balant yapmak
9 Para zerine ilave elik ktleler yerletirmek
9
9
9
9
Ksa ark boyu ile kaynak yapmak
nce apl elektrot kullanmak
Uzun kaynak kablolarnn oluturduu kvrntlardan kanmak
Ark ocaklar yaknlarnda allmas gereken hallerde, ark ocann almad
zamanlarda kaynak yapmak
9 Doru Akm (DC) kaynak makinesi yerine, uygunsa Alternatif akm (AC) kaynak
makinesi kullanmak
9 Kaynak yerini deitirme.
124
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
125
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
3.5 Elektrik Ark Kaynanda Kullanlan Alet Ve Avadanlklar
3.5.1
Elektrik Ark Kaynanda Kaynaklarn kulland El Aletleri ve lme
Cihazlar
125
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
3.5.2
Dr. Salim ASLANLAR
Elektrik Ark Kaynanda Kaynaklarn kulland Markalama aletleri ve lme
Cihazlar
Zmbalar ve izecekler
Gnyeler
Kumpaslar
126
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Alerler
Kaynak Mastarlar
elik Cetvel ve Metreler
127
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Pergeller
128
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
3.5.3 Elektrik Ark Kaynanda Kullanlan Gvenlii Tehizatlar
Elbisesi
Ayakkabs
elik burunlu i ayakkablar, aar paralarn dmesine kar
ayaklar korurlar. Elektrie ve sya kar yksek yaltm
salarlar. Kvlcm ve ultraviole nlardan ayaklar kururlar.
zel elik burnu ayak parmaklarn korumal.
Kaln kauuk taban, elektrik oklarndan ve kayp
dmekten korumal.
ift kat deriden imal edilmi olmas gerekir.
Rahat, aya vurmamal, yara yapmamal.
Tozluk
129
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
nlk
Dr. Salim ASLANLAR
Kolluk
Eldiven
Kaynak esnasnda sadece elleri deil, dirsee
kadar kollar, ultraviole nlardan, scaktan
ve kvlcmdan korumal.
ksm, parmaklar da dhil astarl olmal ve
terletmemeli.
130
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Maskeler
Isya dayankl ve krlmaz malzemeden
retilmi olmaldr. Kaynaknn verimini
arttrc, geni ayar imknlar ve ergonomik
yapya, gzlk kullananlarn dahi rahatlkla
kullanabilecekleri tasarma sahip olmaldr.
131
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Koruyucu balk, kulaklk ve kaynak bal
ekilde grld gibi kaynak cam ile birlikte
kullanlmaldr. Bal kullanc kendi bana
uyacak ekilde ayarlamas gerekir.
Balk ayar kemeri
Isya dayankl ve krlmaz malzemeden
retilmi olmaldr. Kaynaknn verimini
arttrc, geni ayar imknlar ve ergonomik
yapya, gzlk kullananlarn dahi rahatlkla
kullanabilecekleri tasarma sahip olmaldr.
Kaynak cam ebat110x90mm
Kaynak camlar ve koruyucu camlarn
boyutlar kaynak maskeleri ve kaynak
balklar iin genellikle 60x110 mm (90x110
mm) ebatlarndadr. Renk kodlar DIN
9,10,11,12,13 e gre ayarlanr. Koruyucu cam
kaynak gzlnn n tarafna gmlm
renksiz bir camdan oluur.
132
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
3.5.4
Elektrik Ark Kaynanda Kullanlan Donanmlar
133
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
3.5.4.1 Elektrik Ark Kaynanda kullanlan Penseler
3.5.4.2 Elektrik Ark Kaynanda kullanlan aseler
134
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
3.5.4.3 Elektrik Ark Kaynanda kullanlan havalandrma
135
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
ekil 3.5.4.3 Gaz, buhar ve dumanlar aa doru emici dzeni olan, zeri zgaral kaynak masas
Kiisel korunma
ekipmanlar (kural
olarak)
Yntem
Kaynak
koruyucu
maske cam
filtresi
DIN 4646
DIN 4647 T.1
Koruma
derecesi
Kaynak
gzl
Yz ve
ba
maskesi
Kaynak
eldiveni
DIN
58211
VwB 6, 7
DIN
58214
VwB 6, 7
DIN 4841
Blm 4
Deri nlk
veya SeS
rtl elektrod kayna
9 14
MIG/MAG kayna
10 15
TIG, plazma kayna
5 14
(X)
Ark-kesme
10 15
Plazma kesme
11 13
136
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
3.6 Kaynak Makineleri (Akm reteleri)
Kaynak makinelerinin veya akm retelerinin amac kaynak arkn srekli oluturacak gerilim
ve iddette kaynak akmn salamaktr.
Aydnlatma veya endstriyel ebekeden alnan elektrik akm ile dorudan kaynak yapmak
mmkndr zira
ebeke gerilimi olan 220 veya 380 V kaynak iin ok yksektir.
Bu gerilimdeki alternatif akmda lm tehlikesi vardr.
Elektrodun tututurulmas ve metal damlalarnn elektrottan kaynak banyosuna geii
esnasnda akm iddeti ok ykselir ve metal damlalara patlayarak tehlikeli bir biimde
evreye srar.
Elektrik ark kaynanda kullanlan akm retelerinin ilevleri kaynak ark iin gerekli elektrik
enerjisini salamann yan sra, her akm retecinin uygulanan kaynak yntemine gre, aada
belirtilmi olan nemli koullar da yerine getirmesi gerekir.
ebeke gerilimini, snrlandrlm bota alma gerilimine evirmek (ebeke tarafndan
beslenen kaynak makineleri).
Kaynak akm iddeti ayar donanmna sahip olmak ve alma annda ayarlanm kaynak
akm iddetini sabit tutmak.
Bota alma gerilimi ayarna sahip olmak.
alma annda kararl bir ark oluunca bota alma gerilimini, olabildiince ksa bir
zaman biriminde ark gerilimine drmek.
Bu zelikler, kaynak akm retecinin statik ve dinamik karakteristikleri sayesinde gerekleir.
Bir kaynak makinesinin statik ve dinamik karakteristikleri tamamen elektriksel
karakteristiklerdir ve makinenin seilmi bir kaynak yntemi iin uygun olup olmadn
belirtirler.
Statik karakteristik, makinenin akm iddeti ile gerilimi arasndaki banty gsterir.
Elektrik ark kaynanda den tip karakteristikli makineler kullanlr.
Dinamik karakteristik alma esnasnda ani yk deimelerine kar makinenin
davrann belirtir. yi bir makine, ani yk deimelerine ok ksa bir srede (saniyenin
yzde bir ka kadar bir zamanda) uyum salayabilmektedir.
Elektrik ark kayna makineleri genel olarak yksek gerilim ve dk akm iddetinde bulunan
ebeke akmn, dk gerilim ve yksek akm iddetindeki kaynak akmna eviren cihazlardr.
El ile yaplan normal ark kaynanda, ark gerilimi 25 55 Volt ve akm iddeti de 10 600
Amperdir; tm kaynak makineleri kullanlan elektrodun apna uygun bir akm iddetini
salayan bir ayar dzeni ile donatlmlardr.
rtl elektrot ile ark kayna gerek doru akm ile gerekse de alternatif akm ile yaplabilir;
doru akm kullanlmas halinde elektrot negatif kutba (doru kutuplama) veya pozitif kutba (ters
kutuplama) balanabilir. Her iki akm trnn de kendine has bir takm avantajlar vardr.
Bununla beraber genelde akm tr seimini elde var olan kaynak donanm ile kullanlan
elektrodun tr belirler.
137
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
rtl elektrot ile ark kaynanda, doru akm kullanlmas halinde, kutuplama kaynak dikiinin
nufuziyetini ve elektrodun erime gcn etkileyen nemli bir etmendir. Ters kutuplama (elektrot
pozitif kutupta) halinde doru kutuplamaya (elektrot negatif kutupta) gre daha derin bir
nufuziyet elde edilir; buna karn doru kutuplama halinde de ters kutuplamaya gre elektrodun
erime gc yk-sektir. Genelde kutuplamay elektrodun tr belirler, rnein bazik karakterli
rtl elektrotlar ters kutuplama ile kullanlrlar.
Alternatif akm kullanlmas halinde, bu tr akmn karakteristiine bal olarak her iki
kutuplama da dzgn evrimler halinde oluur. lkemizde ve Avrupada 50 Hertzlik alternatif
akm kullanldndan kutuplama da saniyede 50 kez deimektedir. Bu bakmdan kaynak
dikiinin nufuziyeti doru akm halindeki doru ve ters kutuplamann ortalamas bir deerdedir.
Elektrik Ark kaynanda kaynak akm retecinin den tip statik karakteristii
3.6.1 Kaynak Makinelerinin Snflandrlmas
Elektrik ark kaynann hem doru hem de alternatif akmda yapmak olasl bulunduundan,
kaynak makineleri da iki ana gruba ayrlr:
Doru akm kaynak makineleri: kaynak jeneratrleri ve kaynak redresrleri
Alternatif akm kaynak makineleri: kaynak transformatrleri
3.6.1.1 Doru akm kaynak makineleri
Gnmz endstrisinde kullanlan balca doru akm kaynak makineleri, jeneratrler ve
redresrlerdir.
138
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
3.6.1.1.1
Dr. Salim ASLANLAR
Kaynak Jeneratrleri
Bu gruba giren kaynak makineleri, bir kuvvet makinesi tarafndan tahrik ettirilerek, kaynak iin
gerekli elektrik akmn retirler. Kaynak jeneratrlerinin tahrik biimine gre u trleri vardr:
Elektrik Motoru Tahrikli Jeneratrler
Bu tre giren kaynak akm reteleri trifaze ebeke akm ile beslenen bir elektrik motorunun
tahrik ettii bir dinamodan olumulardr. Bunlarn byk ve stasyoner trlerinde motor ile
dinamo arasnda bir kavrama vardr. Atlyede kullanlan trlerinde ise motor, dinamo ve
soutma fan ayn mile monte edilmitir.
139
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Ayn mile monte edilmi motor ve dinamo grubundan oluan kaynak jeneratr.
ten Yanmal Motor Tahrikli Jeneratrler
Bu kaynak akm reteleri bir benzin veya dizel motoru ile tahrik edilir. Bunlar ebeke akmna
gereksinme gstermediklerinden zellikle antiyelerde kullanlr. Bu tr akm reteleri
kardklar egzoz gazlar ve grltleri nedeniyle atlye uygulamalar iin uygun deildirler.
Diesel motor tahrikli bir kaynak jeneratr
Bir kaynak jeneratrnn prensip emas
Kaynak jeneratrlerinde akm reteci olan dinamo tahrik edildiinde, rotoru manyetik alanda
dner ve bunun sonucunda da elektrik akm retilmi olur. retilen elektrik, rotor milindeki
kolektrden iki adet kmr fra yardmyla ekilir ve kaynak kablolar ile kullanma yerine
gnderilir. Kaynak jeneratrlerinin bakm giderlerinin yksek ve mrlerinin ksa olmas,
maliyetlerinin pahall, verimlerinin dkl (% 45 65), bota alma tketimlerinin
ykseklii en nemli dezavantajlardr. Buna karn kaynakta doru akm kullanmann btn
stnlklerine sahiptirler.
140
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
yi bir kaynak jeneratrnn u zeliklere sahip olmas gereklidir:
Kaynak akm geni bir aralkta kademesiz olarak ayarlanabilmeli ve makine btn akm
aralklarnda iyi bir kaynak yapabilme zelliine sahip olmaldr.
Bota alma tketimi az olmal ve yksek verimle alabilmelidir.
Kolay tanabilmelidir.
Yksek akm iddeti gerektiinde dier makineler ile paralel balanabilmelidir.
yi bir havalandrma ve soutma sistemine sahip olmaldr.
Toza ve yamur suyuna kar iyi izole edilmi olmaldr.
Kmrleri kolayca deitirilebilmelidir.
Bakm kolay ve bakm giderleri az olmaldr.
Kutuplar kolaylkla deitirilebilmelidir.
Kaynak Jeneratrlerinin Bakm
Kaynak jeneratrleri, youn bir bakm gerektirmezler. Ancak, kullanma srecinde aadaki
konulara dikkat edilmelidir
Kaynak jeneratrlerinin yataklar, genellikle 2000 3000 alma saatinden sonra, benzin veya
benzolle temizlenip asitsiz bir yala yalanmaldr. Yataklarn temizlenme ve yalanmasnda
ayrca makinenin kullanma kurallarna da uyulmas zorunludur. Kaynak jeneratrlerini temiz
tutmak iin, nce kaynak atlyesinin temiz olmas gerekir; zira kabinlerdeki tozlar makinelerin
sarg, kolektr ve benzeri hassas blmlerinde toplanrlar. Makinenin d ksmlar en az haftada
bir defa toz bezi ile silinmeli ve bundan baka alt ayda bir defa da makinenin her taraf, kuru
basnl hava yardm ile temizlenmelidir. Kullanlan havann rutubetli olmamas ve basncnn 2
atmosferi gememesi gereklidir. Kolektr sk sk gzden geirilerek durumu incelenmelidir.
Bazen kmr bastran yaylar iyi oturmaz ve yeterli yay basnc salanmadndan kolektrlerde
kvlcmlar, hatta bazen de ark oluur. Kmrlerin, yay basnc en dk dzeye ininceye kadar
kullanlmas doru deildir; normal bir anma sonunda, yenileri ile deitirilmesi gereklidir.
Yeni kmr takarken, kmrn kolektre uyumunu salamak iin kolektrn zerine ince bir
zmpara kd sarlr ve sonra makinenin motoru el ile birka devir evrilerek yeni kmrler
altrlr. Altrma ileminden sonra zmpara karlar ve basnl hava ile tozlar temizlenir.
Btn bu ilemlerden sonra, kmrlerin iyice almas iin makine bir-iki saat altrlmaldr.
141
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
3.6.1.1.2
Dr. Salim ASLANLAR
Kaynak Redresrleri
Kaynak ilemi iin doru akm eldesi sadece dnel hareketli jeneratrler ile deil alternatif akm
dzelterek doru akma eviren redresr ad verilen cihazlarla da gerekletirilebilir. Kaynak
redresrleri iki ana paradan olumulardr; bunlardan birincisi bir kaynak transformatr olup,
dorudan ebeke akmna balanmtr ve grevi ebeke akmn kaynak iin gerekli zelikteki
akma evirmektir; yani gerilimi drr ve akm iddetini ykseltir. kincisi ise alternatif akm
doru akma eviren bir dorultmatr. Kaynak redresrleri genelde jeneratrler gibi trifaze
ebekeye balanr ve bu neden ile iletme iinde fazlar eit olarak yklenir.
Kaynak redresrleri kaynakta doru akm kullanmann salad btn stnlklere sahip
olmalarnn yan sra, jeneratrlere nazaran bota alma tketimlerinin azl, verimlerinin
ykseklii, uzun mrleri ve bakm giderlerinin dkl ve grltsz almalar gibi nemli
stnlklere de sahiptirler. lkemizde i yeri grlt standartlar henz yrrle girmemi
olmasna karn, grltnn alanlarn i verimi ve ruh sal zerine etkisini azaltma
bakmndan kapal i yerlerinde redresrlerin kullanlmas nerilir.
142
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
3.6.1.2 Alternatif Akm Kaynak Makineleri
Alternatif akm kaynak makineleri transformatrlerdir. Endstride ksaca kaynak trafosu diye
adlandrlrlar.
Kaynak transformatrleri alternatif akmn gerilimini deitirdiinden bunlara gerilim
deitirici de denir.
Bunlar kaynak jeneratrleri gibi yeni bir akm retmemektedirler. Kaynak transformatrleri
saclardan olumu bir demir ekirdek bu ekirdee sarl iki sargdan meydana gelir. nce tel
sargya ebekeden akm gelir ve kaln tel sargdan da kaynak akm kar. Kaynak
transformatrleri trifaze ebekenin yalnz iki fazna baldr ve ebeke akmn kaynak akmna
evirirler. Kaynak devresindeki yani sekonder taraftaki akmn cinsi de alternatiftir.
Transformatr kaynaa hazr bir duruma getirmek iin alma alterini amak yeterlidir.
Transformatrlerde dnen para yoktur. Bunun iin de anma sz konusu deildir. Yalnz dner
veya hareketli ksm olarak, kaynak akmn ayar eden ksm vardr, bakm gerektirir. Eer
transformatr kuvvetli bir ses ile terse, ekirdei oluturan saclar balayan cvatalar skmak
gerekir.
Kaynak transformatrlerinin bota alma gerilimi en ok 70 Volttur. Alternatif akm, doru
akma nazaran daha tehlikeli olduundan, transformatrlerin bota alma gerilimlerinin
jeneratrlerinkinden daha kk olmasna dikkat edilir.
Kazanlarn, kaplarn, byk mahfazalarn veya kapal kirilerin ierisine normal
transformatr ile kaynak yaplmas uygun deildir. ok nadir hallerde bota alma gerilimi
52 Voltu gemeyen transformatrlerin kullanlmasna izin verilebilir. Eer kaynak elik
aksamla tamamen evrelenmi halde ise, atlyelerde veya antiyelerde normal transformatrlerle
kaynak yapmak tehlikesizdir.
Kaynak transformatrlerinde akm ayar makinenin konstrksiyonuna bal olarak eitli
ekillerde yaplr; uygulamada karlalan ayar trleri ematik olarak gsterilmitir.
Bir kaynak transformatrnde hava aral yardmyla akm deitirerek ayarlama (a).
Bir kaynak transformatrnde bobin araln deitirerek ayarlama (b)
Bir kaynak transformatrnde ayarn manyetik bir reaktr yardmyla salanmas (c)
Bir kaynak transformatrnde sarm saysn deitirerek ayarlama (d)
143
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Transformatrlerin zelikleri
Ucuz makineler olup, bakm giderleri az ve mrleri uzundur,
Az yer tutarlar ve hafiftirler,
Verimleri yksektir (75 ila 95 %),
Bota alma tketimi azdr (max 0.25 kW)
Fazlar eit yklenmez,
Kondansatr kullanlmazsa g faktr (Cos ) kktr,
Her tr elektrot iin uygun deildir,
Bota alma gerilimi yksektir,
Ark, az flenir,
Bakr, hafif metaller ve yksek alaml eliklerin kayna iin uygun deildir,
Alternatif akm tehlikeli olduundan dar yerlerde ve kazan kaynaklarnda
kullanlamazlar.
144
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
3.6.1.3 nverterler
nverterler de ebekeden ekilen alternatif akm nce bir dorultma kprsne girer ve doru
akm haline dntrlr. Bu akm CHOOPER ad verilen zel bir cihazda alternatif akma
dntrlr. Bu akmn frekans kaynakta kullanlan inverterlerde genelde 20000 Hz
deerindedir. Bu yksek frekansl alternatif akm bir trafoya verilerek akm ve gerilimi kaynak
ilemine uygun hale getirerek bir dorultucu kprde dorultup, filtreden geirilerek darbeli
doru akm elde edilir. Bu makinelerin verdii akmn saniyedeki darbe adedi, darbe ykseklii,
ekli ve sresi makine zerinden ayarlanabilmektedir. Bu sayede her darbede bir damla
oluturulduu gibi damlann byklne de etki edilebilmektedir.
3.6.1.3.1
nverterlerin zellikleri
Programlanabilme
Hot-star (scak balama)
Arc Forcing (Dinamik kumanda)
Antistick
Yksek kontrol ve kumanda hz
Daha iyi endktans kontrol
Darbe biimlerinin ayarlanabilmesi
Ebatlarnn kk olmas
Verimlerinin yksek olmas
ebeke hassasiyeti kk
Emniyet
Tama kolayl ve stok maliyetinin azl.
Programlanabilme
Allagelmi darbeli makinelerde herhangi bir kaynak ilemi iin darbe frekansn kaynak
kendisi semek zorundadr. nverterler herhangi bir kaynak ilemi iin uygun darbe frekans
verecek ekilde programlanmtr. Burada kaynaknn sadece uygun program semesi
yeterlidir.
Hot-star
Arkn ilk atelemesi srasnda oluabilecek hatalar nlemek iin ark balang akmnn belli bir
sre iin belli bir miktar ykseltilmesine HOT-STAR denir.
Hot-star kumandas sadece elektrodun atelemesi srasnda etkilidir.
145
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Ark atelemesi faznda ana metalin daha iyi erimesini salayarak kaynamam
blge kalmasn nler
Ark atelemesi srasndaki akm kaynak akmnn yzdesi olarak ayarlar ve ark
atelemesi srasnda oluacak byk dinamik ksa devre akmn nler.
Arc Forcing
Genelde kullanlan kaynak makineleri ile bazik ve zellikle sellozik elektrotlarla kaynakta ark
stabilitesi, arkta elektrodun oluturduu uzun sreli ksa devreden dolay istenilen kaliteye
eriemez. nverterlerde ise ksa devre srasnda dinamik olarak akm ykseltilerek malzeme
geii hzlandrlarak, apak olumadan ksa devre sresi ksaltlr. Bylece ark stabil kalr. Buna
DNAMK KUMANDASI veya ARC FORCNG denir.
Bu kumanda ile arkn atelemesi iyileir
Cruf kalnts azalr
Kk pasosu kontrol iyileir
Bunun yannda bazen srant art ve ince sa kaynanda delinme meydana
gelebilir.
Antistick
Kaynak srasnda kullanm hatas nedeni ile elektrot ile i paras arasnda yapma meydana
gelebilir. Bu durumda elektrot snarak kor haline geip, kullanlmaz hale gelir ve makine
gereksiz olarak snp kazaya neden olabilir. Byle bir durumda inverterlerde akm 5 A gibi ok
kk bir deere drlp, eletrot ile makine korunmaktadr. Buna ANTSTCK ad verilir.
Yksek kontrol ve kumanda hz
nverterlerde kaynakta kaynak ark kararll, performans ve kabiliyeti yksektir. Kontrol ve
kumanda devresi inverterlerin kn saniyede 20000 kez deitirebilmekte ve ark kontrolnn
ok hassas bir biimde gereklemesine yardmc olmaktadr. nverterlerin deiimlere cevap
vermesi 2 milisaniye mertebesindedir. Yani ataleti ok dktr. Buda:
9 Srantnn azalmasn
9 Ark balamasnn kolaylamasn
9 Damlack bykl farklarnn azalmasn
9 Ark ucunda daha iddetli katod etkisi ve daha dzgn dikii salar
146
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Ayrca inverterlerde kullanlan kk transformatrler, byk trafolara gre deiimlere daha az
diren gsterip, daha hzl uyum salayabilmektedirler.
Endktans kontrol
nverterler, kaynak devresi endktans ki bu kaynakta akmn inme ve kma hzn etkiler,
zerinde daha etkin bir kontrol salar. Bu sayede kaynakya kaynak arkn ok yumuak bir ark
halinden, daha delici ve derin nufziyet salayan bir ark boyu ile almada yanma oluu ve
blgeleri nler.
Darbe biimlerinin ayarlanabilmesi
nverterlerde, eitli durumlarda darbe ekilleri ayarlanp avantaj salanmaktadr. rnek olarak
dikdrtgen darbenin maksimum deeri yksektir. Damlay elektrodan koparan etkenlerden en
nemlisi de darbe akmnn karesi ile doru orantl olan pnch (sktrma ) kuvvetidir. Bu
yzden inverterdeki darbe akmnn ykseklii, pnch kuvvetini arttrdndan ksa ark
boylarnda bile sprey ark oluturarak, diki kalitesini artar.
Ebatlarnn kk oluu
Transformatrlerde ekirdek kesiti frekans arttrlnca azlr. inverterlerde frekans yksek
olduundan bunlarda kullanlan trafolarn ekirdek kesiti kk ve ebatlar kktr. Hatta
inverterlerde Ferit ekirdek kullanlarak ebatlar daha da klmektedir.
Verimleri yksek
ekirdek kesitinin kk oluu kayplarn (histeresis ve girdap akm kayb) kk olmas,
soutma sisteminin kk olmas ve fiyatnn dk olmas veriminin yksek olmas demektir.
ekirdek kesiti kk ise trafonun indktivitesi klr. Buda g faktrn bytr, sonuta
verim artar.
ebeke hassasiyeti kk
nverterler ebeke tarafndaki yzde ona kadar olan gerilim oynamalarn kompanze eder ve
kaynak tarafna intikal ettirmez. Buda kaynak dikiininin kalitesini arttrr.
Emniyet
nverterler herhangi bir kaza durumunda yaklak bir saniye sre iinde makineyi ebekeden
ayrp, kazay nleyebilir.
Tama kolayl ve stok maliyeti azl
Makinenin ebatlarnn kk oluu, hafif oluu, makinenin tanma kolayl ve stok maliyetinin
dk olmas demektir.
147
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
3.6.2
Dr. Salim ASLANLAR
Kaynak Akm reteci Seimi
Bir kaynak akm retecinin kapasitesini, en ok salayaca akm iddeti ve rlatif devrede
kalma sresi belirler. Kaynak akm iddeti, devrede kalma sresi ve ark gerilimi kaynak
balantsnn biimi, bykl ve kaynak pozisyonu yardm ile saptanr; doal olarak iyeri
ebekesinin gc de bunu snrlayan nemli bir etmendir.
Bir kaynak akm retecinin seiminde u konular gz nnde bulundurulmaldr:
3.6.3
Tasarlanan kaynak ilemleri iin kullanlacak elektrotlarn tr,
Tasarlanan kaynak ilemi iin gerekli maksimum akm iddeti,
yerinde ebekeden ekilebilecek en ok g,
yeri ebekesinin faz says ve gerilimi,
n grlen devrede kalma oran.
Ykte Kalma Oran
Kaynak akm retecinin yk altnda alt srenin (arkn yand sre, bilfiil alma sresi)
makinenin alma sresine orannn 1 00 ile arpmna ykte kalma oran denir. rnein, bir
kaynak ilemi 3 dakika sryor ve kaynak cruf temizleme ve penseye yeni bir elektrot takp
tekrar ie balamak iin 2 dakika sarf ediyorsa bu durumda ykte kalma oran:
3 x 60 x 100
%Y.K.O = =
%60
(3 + 2) x 60
olarak hesaplanr.
Kaynak akm retelerinin etiketleri zerinde belirtilen akm iddeti, bu makinenin % 60 ykte
kalma orannda verebilecei en yksek akm iddetidir. % 60 ykte kalma orannda 300 A
verebilen bir makine 350 Amperde altrldnda ykte kalma oran ne olacaktr?
300 x 60
%Y.K.O = =
%44
350
148
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
3.7 Kaynak Elektrotlar
Kaynak ilemi srasnda; zerinden kaynak akmnn gemesini salayan, i parasna bakan
ucu ile i paras arasnda kaynak arkn oluturan, gerektiinde eriyerek kaynak azn
dolduran kaynak malzemesidir.
3.7.1
Kaynak Elektrotlarnn Snflandrlmas
Erimeyen Tip Elektrotlar
Sadece Ark Oluumunu samak amac ile kullanlan elektrotlardr.
Karbon Elektrotlar (Amorf, Grafit, Eletrografit vb.)
Tungsten Elektrotlar (TIG kaynaklarnda kullanlr)
Eriyen Tip Elektrotlar
Hem ark oluumunu salamak, hem de ilave metal amal kullanlan elektrotlardr.
Amaca Gre Snflama:
Birletirme Amal Elektrotlar
Dolgu Amal Elektrotlar
Kesme ve Oluk Ama Amal Elektrotlar
rtl Olup Olmama Durumuna Gre Snflandrma:
rtsz Elektrotlar (Kaynak telleri)
plak Elektrotlar - (Dolu Teller)
zl Teller
rtl Elektrotlar (ubuk Elektrotlar)
Kalnlklarna Gre Snflandrma:
nce rtl Elektrotlar
Orta Kalnlkta rtl Elektrotlar
Kaln rtl Elektrotlar
rt Karakterlerine Gre Snflandrma:
RUTL Karakterli rtl Elektrotlar
BAZK Karakterli rtl Elektrotlar
SELULOZK Karakterli rtl Elektrotlar
AST Karakterli rtl Elektrotlar
DEMR TOZLU Elektrotlar
rtl ubuk Elektrotlarda ekirdek ve rtnn Grevleri:
ekirdein Grevleri:
Kaynak Akmnn Gemesini Salamak
Kaynak Arknn Olumasn Salamak
Eriyerek Kaynak Metalini Oluturmak
149
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Elektrot rtsnn Grevleri:
rtl ubuk elektroda neredeyse tm karakterini veren rtsdr. Bundan dolaydr ki;
rtl ubuk elektrotlar sahip olduklar rt ad ile anlrlar.
Ark tututurmak,
Eriyen metal damlalarnn yzey gerilimine etki ederek gerek tavan gerek dik
pozisyonlarda almaya olanak salamak,
Koruyucu gaz ortam oluturarak kaynak dikiini havann (oksijen ve azot) olumsuz
etkilerinden korumak,
Kaynak srasnda dikiin zerinde bir cruf tabakas oluturmak ve bu sayede dikiin
yava soumasn salamak
Kaynak hzn arttrmak,
Erimi kaynak metalini deokside etmek.
Arkn dzgn olumasn ve kararlln salamak
Kaynak dikiine form kazandrmak
Deiik pozisyonlarda elektrodun rahat yaklmasn salamak
Gerektiinde kaynak metalini alamlandrmaktr.
rtl Elektrotlarda Olmas stenen zellikler
Uygulama Asndan:
lk ve tekrar tututurulmas kolay olmal
Kaynak az araln iyi kprye bilmeli
Yksek mekanik zelliklere sahip olmal
Her pozisyonda kaynak yapabilmeli
Ark dzgn ve kararl olmal
rts dayankl olmal
Ekonomik Adan
Verimi ve kaynak hz yksek olmal
Srama kayplar az olmal
Crufu kolay temizlenebilmeli
Scak ve souk atlamalara dayankl olmal
Yksek akm iddetlerine dayankl olmal
Dolgu yapabilme zellii olmal
Metalrjik Adan
Yksek mekanik zelliklere sahip olmal
Gzeneksiz kaynak metali vermeli
Pas, ya, oksit ve kire kar hassas olmamal
Verimi ve Kaynak Hz yksek olmal
rts nemden en az dzeyde etkilenmedi
Elektrot rtsn oluturan birok deiik madde vardr. Bunlarn retici firmalar tarafndan
belirlenmi formlasyonlar dorultusunda deiik oran ve kombinasyonlarda kuru ve ya
kartrma metotlar ile kartrlarak genellikle presleme metodu ile ekirdee kaplanr. Genel
olarak elektrot rtsn oluturan maddeleri u ekilde gruplamak mmkndr.
150
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Cruf Oluturan Maddeler:
Kaynak banyosu zerinde bir cruf oluturarak, erimi metalin abuk soumasn
nlemek ve havann menfi etkisinden korumak iin rtye katlan bu maddeleri drt
ana grupta ett edebiliriz;
Karbonatlar:
Elektrot rts retiminde cruf meydana getirmek zere genellikle kalsiyum ve
magnezyum karbonat veya bunlarn karm gibi suda zlmeyen tipten
mineraller kullanlr. Suda zlen bileikler balayc olarak kullanlan cam
suyunun bozulmasna sebep olduklarndan rt bileeni olarak kullanlamazlar.
Stronsiyum ve Baryum karbonat da baz hallerde, belirli miktarlarda, rtye girer.
Potasyum ve Sodyum karbonat ise ok az miktarda (%1 den az) kullanlr.
Silikatlar:
Cruf meydana getirmek gayesiyle 1400Cnin altnda eriyen her trde silikat
rtye katlabilir. Temini g ve pahal silikatlar rtye ilave bir zellik
kazandramadklarndan, bu i iin genellikle, kuartz ve feldspat
(Potasyum/Sodyum/Alminyum silikat) gibi kolaylkla salanabilen cinsler
kullanlr.
Oksitler:
Birok tip rtlerde, titan dioksit ve demir oksit cruf oluturan bileiklerdir.
Magnetit, hematit, ilmenit, rutil bu oksitlerin tabiatta mevcut olduklar eklidir.
Manganez, alminyum, silisyum, krom gibi btn metallerin oksitleri de rtye
katlabilirler.
Florrler:
Florrler genellikle suda zldklerinden, ancak baz eitleri rt iinde
kullanlabilir. Kullanlan florrler iinde fluspat (kalsiyum florr) en nemli yeri
tutar. rt iinde kullanlan bir dier florr de kriyolittir. (sodyum/alminyum
florr)
Ark Stabilize Eden Maddeler:
Potasyum bileikleri, potasyum oksalat, zirkonyum karbonat, lityum karbonat ve titan
bileikleri.
Gaz Atmosferi Meydana Getiren Maddeler:
Selloz, kireta, odun tozu, dekstrin.
Ekstrzyon lemini Kolaylatrc Maddeler:
Gliserin, talk, kaolen, bentonit, mika.
Balayc Maddeler:
Sodyum silikat, potasyum silikat, zamk arabi, dekstrin, eker
rtye Kuruma Annda ve Kuruduktan Sonra Dayanm Kazandran Maddeler:
rtye kuruma annda ve kuruduktan sonra dayanmn arttrmak balayc
elemanlarn yan sra asbest gibi elyafl mineraller de ilave edilir. Son senelerde
asbestin insan sal zerine yapt olumsuz etkiler gz nnde bulundurularak
yerine mika gibi pul levhacklar halindeki mineraller ilave edilmektedir. Bunlarn
151
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
miktar rt cinsine gre deimekle beraber genellikle ok azdr. Bu mineraller aslen
birer silikat olduklar iin kaynak esnasnda crufa geer ve cruf yapc bir eleman
roln oynarlar.
Deoksidasyon ve Alamlama Yapan Maddeler:
Ferrosilisyum,
ferromanganez,
elektromanganez,
ferrokrom,
elektronikel,
ferromolibden, ferrokolombium deoksidasyon ilemini gerekletirir. Elektrot
rtsne ilave edilen alam elemanlar kaynak annda, kaynak metaline elemann
cinsine gre, ancak belirli bir oranda geer. Bu nedenle elektrot retilirken rtye ilave
edilen alam elemanlarnn randmanlar gz nne alnr. Tablo da elektrot rtsne
katlan alam elemanlarnn kaynak dikiini alamlandrma randmanlar verilmitir.
Bu alam elemanlar 100lk bir elekten geebilecek ekilde toz haline geirildikten
sonra rt pastasna ilave edilir. Alam elemanlar toz taneleri ufaldka,
alamlandrma randman da o nispette artar. Gnmzde, bazen alaml diki elde
etmek iin, alaml tel yerine normal tel ve alam eleman ieren bir rt kullanmak
ok daha ekonomik olmaktadr.
Alam
Eleman
(%)
Karbon
Manganez
Fosfor
Kkrt
Silisyum
Krom
Nikel
Bakr
Kolombium
Titanyum
Molibden
Vanadyum
Berilyum
Bor
Azot
Tungsten
Alminyum
Zirkonyum
3.7.2
rt iinde
alam elemannn
formu
Alam
elemannn
Takribi
randman
Grafit
Ferromangan
Ferrofosfor
Demirslfr
Ferrosilisyum
Ferrokrom
Elektrolitik nikel
Bakr
Ferrokolombium
Ferrotitan
Ferromolibden
Ferrovanadyum
Bakr-Berilyum alam
Ferroboron
Nitritli manganez
Ferrotungsten
Ferroalminyum
Nikel-Zirkon alam
75
75
100
15
45
95
100
100
70
5
97
80
0
2
50
80
20
5
rt Karakterlerine Gre Elektrotlar
3.7.2.1 Rutil rtl Elektrotlar
Rutil karakterli elektrotlarn rtsnn byk bir ksmn titanyum-oksit (TiO) oluturur.
Buna ek olarak rt feldspat, kuartz, dk miktarda selloz, ferromanganez ve balayc
olarak da cam suyu (sodyum ya da potasyum silikat) ierir. TiO iyi bir cruf oluturma
zelliine sahiptir ve crufun kolay kalkmasn salar. Kullanm kolay, kararl bir ark
oluturur. Srama kayplar azdr. rtdeki katk maddelerini ayarlamakla viskozite ve yzey
152
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
gerilimi deitirilebilmekte, yalnz oluk pozisyonuna veya tm pozisyonlara uygun elektrotlar
retmek mmkn olmaktadr. Crufun katlama aral 1330 1365 C arasnda olup,
kahverengiden siyaha doru deien bir renk tar. Ylan dikiin oksijen ierii orta
seviyede olduu iin diki profili dzgndr. rt kalnl inceden kalna doru deiebilir.
Kaynak srasnda eriyen metalin geii rt kalnlna baldr. nce rtl elektrotlarda iri
taneli, kaln rtl elektrotlarda ise ince taneli damlalar halinde metal geii meydana gelir.
rt kalnl arttka kaynak dikiinin mekanik zellikleri de ykselmektedir. Kaynak
dikiinin mekanik zellikleri birok yap eliine uygun olacak seviyededir. Ancak yine de
yksek ekme dayanmlarna ulamak mmkn deildir. Bunun temel nedeni kaynak
metalindeki yaynabilir hidrojen ieriinin 25 30 ml/100 gr gibi olduka yksek bir
seviyede olmasdr. Bu deer yksek dayanml elikler iin kabul edilebilen hidrojen ierii
snrnn stndedir.
Rutil elektrotlar kurutulabilirler, ancak iinde rty bir arada tutan, kimyasal olarak bal su
bulunmaktadr. Eer kurutma srasnda su giderilecek olursa rtnn balar da hasar grr.
Rutil karakterli elektrotlarla hem doru [elektrot (-) kutupta], hem de alternatif akmda
kaynak yaplabilir. nce ve orta kaln rtl olanlarn aralk doldurma kabiliyeti ok iyi, kaln
rtl olanlarda ise bu kabiliyet iyidir. Kaynak ilemi ok kolay olduundan acemi
kaynaklar bile rutil karakterli elektrotlarla zorluk ekmeden kaynak yapabilirler.
Genel zellikleri
%50ye kadar Titanyum Oksit (rutil) ierirler
Kullanmlar kolaydr
Son derece kararl ark olutururlar
Orta derecede OKSJEN ierirler. (Diki profilleri dzdr)
Crufu kolay kalkar
20 mmden kaln paralarn souk kaynaklar iin uygun deildir. (erdikleri
Hidrojen ve Oksijen oran yksek olduundan, darbe dayanmlar dk ve
atlama tehlikeleri yksektir.)
Yksek mukavemetli elikler iin uygun deildir.
Genellikle DC akm, negatif (-) kutupta ve AC akmda kullanlrlar
3.7.2.2 Bazik rtl Elektrotlar
Bazik karakterli elektrotlarn rtsnde kalsiyum ve dier toprak alkali metallerin
karbonatlar ile birlikte bir miktar da kalsiyum-florr bulunur. Genellikle kaln rtl olarak
imal edilirler. Kaynak srasnda metal orta irilikte damlalar halinde geer. Cruf
kahverengiden siyaha kadar deien bir renk tar. Crufun katlama aral 1150 1170 C
arasnda olup kalkmas dier rtl elektrotlara oranla daha zordur.
Bazik elektrotlar genel olarak doru akmda (+) kutba balanarak kaynak edilirler. Baz
153
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
tipleri alternatif akmda da kullanlabilir. Hemen hemen btn kaynak pozisyonlarnda
kullanmaya uygun olup iyi bir aralk doldurma kabiliyetleri vardr. Bazik elektrotlarn
mekanik zellikleri dier elektrotlardan daha yksektir. Bazik elektrotlar 0 Cn altndaki
alma artlarnda bile sneklii iyi kaynak dikileri verirler.
Genellikle bazik elektrotlarn rtsnn bileiminde hidrojen ierecek bir madde
bulunmadndan, kaynak dikiinin absorbe ettii hidrojen miktar ok azdr. Balayc madde
olarak kullanlan silikatn ierisinde kalabilecek herhangi bir rutubet kalntsnn yok edilmesi
iin bu elektrotlara ayrca 400 500 Clk bir piirme ilemi uygulanr. Bu ilemin
uyguland elektrotlara HIDROJEN KONTROLLU ELEKTRODLAR denir. zellikle
hidrojenin, kaynak dikiinin gei blgelerinde, olduka ince diki alt atlaklar oluturduu
gz nne alnrsa bu olumsuzluklar ortadan kaldrmak iin bazik elektrotlarn kullanlmas
byk nem tar. Bazik elektrotlarn rtsnde bulunan CaCO3 kaynak srasnda ayrr; CaO
crufa geer ve CO2 ise gazlar kaynak blgesinden uzaklatrr.
Bazik elektrotlarn kullanm alanlarn u ekilde sralayabiliriz:
Bileimi bilinmeyen karbonlu ve hafif alaml eliklerin her trl kaynakl
birletirmelerinde,
Yksek karbonlu, fosforlu ve azotlu eliklerin kaynanda,
atlama eilimi asndan, kaln kesitlerin (50 mmden kaln) gvenilir kaynak
ilerinde,
Tamamen rijit konstrksiyonlarn kaynanda,
Yksek karbonlu eliklerin dk karbonlu eliklerle birletirilmesi ilemlerinde,
Sfrn altndaki scaklklarda alacak konstrksiyonlarn kaynanda,
Dinamik zorlamalarn etkisi altnda kalan kaynakl balantlarda,
Btn yksek kaliteli kaynak konstrksiyonlarnda,
Bazik elektrotlarn rtleri hidroskopik olduundan kuru yerlerde depolanmaldrlar. rts
rutubet alan elektrotlar kurutmadan kullanmak doru deildir. Rutubetli elektrotlarn
kaynaktan nce 250 C da en az 1/2; saat bekletilerek kurutulmas gereklidir. Aksi durumda
kaynak dikiinde gzenekler oluur ve hidrojen gevreklemesi meydana gelir. Bu elektrotlarn
depolanmasnda zel olarak imal edilen ve kapaklarnda nem alan maddeler bulunan
depolarn kullanlmas rutubetin elektrot rtsnde oluturduu olumsuz etkileri engeller.
Genel zellikleri:
Kalsiyum bileiklerinden oluturulmu rtye sahip elektrotlardr.
Oksijen ierikleri dktr. Bu nedenle diki profili dbkeydir.
400 C de kurutulmu Bazik Elektrodun HDROJEN ierii 10 ml/100 gr. dr. Bu
zelliinden dolay HDROJEN KONTROLL ELEKTROD olarak
adlandrlrlar. Yksek mukavemetli eliklerde ve kaln kesitli paralarn
154
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
kaynaklarnda gvenle kullanlabilmektedir.
Soukta kaynaa olanak verir.
Kaynak dikiinin darbe dayanm yksek, snek-gevrek gei scakl dktr.
Kullanm zor bir elektrot trdr. Tecrbeli kaynakya gereksinim vardr. Ark
boyu dier elektrotlara nazaran daha ksa tutulmaldr. (1/2xelektrod ap gibi)
Crufu kolay kalkmaz.
Genellikle DC akmda ve pozitif (+) kutupla kullanlrlar.
Nufziyetleri azdr.
Kaln rtl olduklarndan damla geileri orta byklktedir.
Neme kar ok hassas olup kullanlmadan nce mutlaka kurutulmaldr.
3.7.2.3 Sellozik rtl Elektrotlar
Sellozik karakterli elektrotlarn rtsnde yand zaman gaz oluturan organik elementler
bulunur. Aa ve dier bitkisel elementler bu amala sk olarak kullanlr. Bu organik
bileenler ark scaklnda ayrarak hidrojen olutururlar. Oluan hidrojen ise ark
stunundaki havann yerini alr. Hidrojenin varl ark gerilimini ve bunun sonucunda ark
nfuziyetini arttrr. Verilen sabit bir akm iin, sellozik elektrotlarla elde edilen nufziyet
derinlii dier elektrotlara oranla % 70 daha fazladr. rty oluturan maddelerin byk bir
ounluu ayrtndan oluan cruf tabakas ince, diki profili ise dbkeydir. Sellozik
elektrotlarn aralk doldurma kabiliyetleri olduka yksektir. Her pozisyonda kaynaa
uygundur ve zellikle yukardan aaya kaynak ilemlerinde kullancya byk kolaylk
salarlar. Tm bu avantajlarn yannda srama kayplar yksek olup, yksek hidrojen
ierikleri nedeniyle yksek mukavemetli eliklerin kaynanda nerilmezler.
Genel zellikleri:
Selloz erirler.
Ark atmosferinde Hidrojen bulunduundan nufziyetleri dier elektrotlardan %70
daha fazladr.
Diki profili dbkeydir.
zellikle yukardan aaya dik kaynak pozisyonlar iin idealdirler.
Boru kaynaklar iin uygundurlar. (evresel ilerlemelerdeki
deiiklikleri ve kk aralnda gzenek brakmamasndan.)
Yksek mukavemetli eliklerin kaynaklarnda kullanlmazlar.
Genellikle DC akim ve pozitif (+) kutupda kullanlrlar.
Crufu sigara kl gibi ok ince olup kolay kalkar.
155
pozisyon
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
3.7.2.4 Asid rtl Elektrotlar
Bu tip elektrotlar Rutil elektrotlarn daha kullanlmaya balamad sralarda mkemmel diki
grnts nedeniyle zellikle son sara (kapak pasosu) kaynak dikilerinde tercih
edilmekteydi. Ancak Rutil elektrotlarn kefi youn kullanlmas ve hem mukavemetli hem de
gzel grnml dikiler vermesi Asit karakterli elektrotlarn kullanmlarn azaltmtr.
Asit karakterli elektrotlarn rtsnde yksek miktarda demir oksit, manganez ve dier oksit
giderici maddeler bulunur. Oksit ve silikatlardan meydana geldikleri ve yksek oranda oksijen
ierdikleri iin ibkey olmaya eilimli diki profili verirler. Bu elektrotlar genellikle kaln
rtldr. nce rtl olanlarda ise metal geii iri damlalar halindedir. Kaynak sonras
katlaan crufa tersinden bakld zaman ar peteini andran bir yzey gze arpar ve cruf
kolay kalkar. Crufun katlama aral 1190 1280 C arasndadr. Asit karakterli
elektrotlarla elde edilen kaynak dikii olduka dzgndr. Yukardan aaya gerekletirilen
kaynak ilemleri haricinde her pozisyonda kullanlr. Hem doru akm hem de alternatif
akmda kaynak yaplabilir. Asit karakterli elektrotlarn aralk doldurma kabiliyetleri iyi
olmad iin kaynak azlarnn birbirlerine iyice uyacak ekilde hazrlanmas gerekmektedir.
Asit rtl elektrotlar iyi bir sneklie sahip olmakla birlikte dk mukavemetli kaynak
dikileri verirler. Bu nedenle kullanm alanlar olduka snrldr.
Genel zellikleri:
Oksit ve Silikatlardan meydana gelmilerdir.
Yksek oranda oksijen ierirler. Bu nedenle diki profilleri ibkeydir.
Crufu cams ve gzenekli olup kolay kalkar.
Mukavemetleri dktr.
3.7.2.5 Demir Tozlu Elektrotlar
Demir tozlu elektrotlarn rtlerinin byk bir ounluunu demir tozu oluturur. Kaynaktan
sonra eriyen metal tartldnda arlnn elektrodun ekirdek telinin arlndan fazla
olduu grlr. Bunun nedeni rty oluturan demir tozunun da eriyerek kaynak dikiine
karmasdr. Bu nedenden dolay demir tozlu elektrotlarn verimi % 120nin stndedir ve
yksek verimli elektrotlar olarak adlandrlrlar. Elektrot verimi dier rtl elektrotlarda %
70 90 arasndadr. rtye demir oksit katlmas yksek yma hz salamakla kalmaz,
crufun oksijen ieriini arttrarak kaynan przsz ve dz bir yzeye sahip olmasna neden
olur. Demir tozlu elektrotlarn cruflar kolay kalkar ve elektrotlar oluk ve yatay - i ke
pozisyonlarnda kolaylkla kullanlabilir.
156
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Genel zellikleri:
rtlerinde demir tozu bulunmasndan tr yksek verime sahiptirler.
Yksek akmlar ile yklenebilme zellikleri vardr.
Dkme demirin kayna srasnda kaynak blgesindeki souma hz olduka nemlidir.
Yksek miktarda karbon ieren bir demir alam olan dkme demirdeki karbon, sv halden
kat hale geerken souma hznn kontrol altnda tutulmamas sonucu, grafit halinde
ayramadan yapda sementit(Fe C, % 6.7 karbon ieren ve yaklak 1130C da olumaya
balayan en sert (yaklak 800 HB) Fe-C alam faz olup ilenemeyecek kadar serttir ve
krlganlk eilimi ok yksektir.) halinde kalr. Dolaysyla, dkme demirin kaynanda
kaynak banyosu ve kaynak dikiine komu olan snn etkisi altnda kalan blge (ITAB)
kaynak ileminden sonra normal artlarda soumaya braklrsa sert ve krlgan bir yapya
brnr ve oluan bu yap genellikle snmay izleyen souma srasnda ortaya kan kendini
ekme gerilmelerine dayanamayarak atlar.
Dkme demirlerin kaynanda kullanlan elektrotlar yksek miktarda Nikel ierdii iin
kaynak dikiinin souma hz etkisiyle sert bir yapya brnmesi engellenmektedir. Bunun
nedeni, nikelin demirin aksine karbonu kat halde zme Yeteneinin ok dk olmas ve
bunun sonucunda kaynak banyosu katlarken karbonun zeltiden atlarak grafit halinde
kelmesi dolaysyla sementit oluturmamasdr.
Karbon, nikel elektrot kullanm halinde, kaynak metalinde bu ekilde bir davran gsterirken
durum dikie komu olan blgelerde daha farkldr. nk bu blgeler yani snn etkisi
altnda kalan 0.75 2.5 mm. geniliinde blgeler, dkme demirin yaps gerei yksek
oranda karbon iermekte olup Nikelin sementit oluumunu engelleme konusunda salad
avantajlardan tam olarak yararlanamamaktadr.
157
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Sonu olarak, kaynak ilemi srasnda nikel ierii yksek elektrotlarn kullanlmas ile
salkl bir kaynak dikii elde edilmesine karn bu durumun ITABda da gerekleebilmesi
ancak souma hznn kontrol altna alnmas ile mmkndr. Souma hznn kontrol altna
alnarak yavalatlmas ise iki ekilde salanabilir.
n tav uygulanarak gerekletirilen scak ya da yar-scak kaynak yntemi,
Souk kaynak Yntemi (en fazla 23 cm boyundaki dikilerle almak metot kayna
uygulamak ve dikii hemen ekilemek)
Dkme demirin paralarn genellikle byk boyutlarda olmas nedeniyle kullanclar iin
ikinci yntem uygulanabilirlik asndan daha pratik olup elektrot ile gerekletirilen
uygulamalara daha elverilidir. Birinci yntem ise daha ok oksi-asetilen uygulamalarna
yneliktir.
Yukardaki grafiklerden de grld gibi dkme demirin kaynanda nikel elektrot
kullanlmas halinde snn tesiri altnda kalan blgedeki sertlik 250 HV ile snrl kalrken
bazik elektrot kullanmnda bu deer 150 HVye kadar kmaktadr.
Bu grafiklerden de anlalaca gibi dkme demir malzemelerin zerine bazik elektrotlarla
kaynak ilemi uygulanmamaldr. zellikle eliklerle dkme demirlerin birletirilmesinde
eer bazik elektrot kullanm zorunluluu varsa balantnn dkme demir tarafna Ni Cl tr
bir elektrot ile 2 paso svama yaplmal daha sonra birletirme ileminde bazik elektrot
kullanlmaldr. Yine de olas atlama riskini en aza indirebilmek amacyla birletirme
ileminin de bir dkme demir elektrodu olan ve yksek dayanma sahip NiFe-Cl tr bir
elektrotla yaplmasnda fayda vardr.
3.7.3
Elektrotlarn Muhafazas
Raf mr uzun olan elektrotlar, uygun artlarda depolanmaz ise bulunduu ortamdaki
olumsuz artlardan etkilenerek kullanm d malzeme durumuna derler. Kaynakta iyi
sonular alnmas, elektrodun rutubete maruz kalmamas ile dorudan balantldr. Elektrotta
rutubet bulunmas, arkta rutubet olmas, bu da kaynak kalitesinin kt olmas demektir.
nk su yksek scaklklarda Hidrojen ve Oksijene ayrlr. Yksek miktarda ki Hidrojen ise,
kaynak metalinde gzeneklere neden olur. Ayrca ana metal ile kaynak metali arasndaki gei
blgelerinde atlaklar oluabilir. Oksijen de benzer problemler yaratacaktr.
Bu nedenle genel olarak aadaki depolama ve tama kurallarna uymak zorunlu olup,
kullanclara nemli ekonomik kazanlar salamak hedeflenmitir.
Elektrotlar orijinal almam kutularnda (paketlerinde) muhafaza edilmelidirler.
Kutular, raf veya paletler zerinde tutulmaldr. (elik dolaplar da bir alternatiftir.)
Elektrot kutular, binann taban ve yan duvarlarna temas halinde depolanmamaldr.
Depolar kuru olmal, rutubet kaynaklarndan uzak olmaldr. (Relatif nem oran
%40n altnda)
Depo scaklklar sabit olmaldr. Yaklak 15 C veya zerinde tutulmal.
Alnan btn nlemlere karn, gerek tama, gerek depolama srasnda rutubet alm
elektrotlar, kullanlmadan nce, rt tiplerine bal olarak deiik scaklk ve srelerde
kurutma ilemlerine tabi tutulmaldrlar.
158
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Genellikle elektrotlarn uygun artlarda depolanmas ve ambalajlar aldktan sonra hemen
kullanlmas yeterlidir. Ancak btn nlemlere ramen tama ve depolama srasnda nem
kapm olan elektrotlar kullanlmadan nce yeniden kurutulmaldr.
Deiik tip elektrotlarn rtlerinde farkl oranlarda nem bulunur. Elektrotlarn kurutulmas
srasnda bu duruma zellikle dikkat edilmeli ve bu ilem belirli kurallara uygun olarak
yaplmaldr. rnein sellozik, rutil ve asit karakterli rtye sahip alamsz elektrotlar
kaynak zelliklerini olumsuz ynde etkiledii iin ok fazla kurutulmazlar. Bazik ve yksek
verimli rutil elektrotlarla tm alaml elektrotlar iyi kaynak zellikleri ve daha nemlisi
hatasz kaynak dikileri salamalar iin mutlaka kuru olmaldrlar.
3.7.3.1 Elektrotlarn Kurutulmas
Rutil Tip Elektrotlar:
Kurutma genellikle gerekli deildir. Elektrodun rutubeti tehlikeli duruma gelirse
100150 C de 1/2 2 saat kurutulur. Eer scaklk dk olursa, frnlama sresi
uzun olmaldr. Kurutma sresince elektrodun durumunu kontrol iin zaman zaman
kaynak tecrbeleri yaplmas faydaldr.
Sellozik Tip Elektrotlar:
Sellozik Elektrotlar genelde kurutma ilemine tabi tutulmamaldrlar. Bu tip
elektrotlarn rtlerinin byk bir ksm organik maddelerden olutuundan, ekirdek
teli ile rtnn sl genleme katsaylar ok farkldr. rt kalnl da dier tip
elektrotlara nazaran daha incedir. Bu nedenlerden tr, hatal bir tekrar kurutma
ilemi sonucu rtde atlaklar oluabilir. Ancak yanma srasnda ark kesiklii
oluuyorsa, yanma zellii dzelinceye kadar kurutma ilemi uygulanabilir. Bu
durumda uygulanacak maksimum kurutma scakl 75 C yi gememelidir ve
ilem, elektrot dzelinceye kadar yaplmaldr.
Bazik Tip Ve Alaml Elektrotlar:
Eer uygun ekilde depolanmlar ve paketlerinden karlan elektrotlar akta fazla
bekletilmemi, hemen kullanlacaksa, genelde kurutma ilemi gereksizdir. Kurutma
iin gerekli parametreler u ekildedir:
Genel ler in :
Alamsz elektrotlar akta 4 saatten fazla beklemise:
250 400 C de 23 Saat
Alaml elektrotlar akta 2 saatten fazla beklemise:
250 - 400 C de 2-3 Saat
Kritik ler in:
Alamsz elektrotlar akta 2 saatten fazla beklemise:
Dk Alaml elektrotlar akta 1 saatten fazla beklemise:
Yksek Mukavemetli elektrotlar akta 1/2 saatten fazla beklemise:
360 420 C de 23 saat kurutma ilemine tabi tutulmaldrlar.
Maksimum scaklk almamal, ancak kurutma nitesinin bu scakla ulamasnn zaman
alaca gz nnde tutulmaldr. Eer kurutma nitesi souksa ve tamamen elektrotla dolu ise
maksimum scakla ulamak yaklak 8 saat srecektir. Kurutma nitesi ierisindeki elektrot
says kurutma ileminin sonucu asndan ok nemlidir. Bunun yannda elektrotlarn nite
iindeki dalm da olduka nemlidir. Elektrot demetinin merkezindeki bir elektrodun
159
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
istenilen scakla, nitenin genel scaklndan sonra ulaaca gz ard edilmemelidir.
3.7.3.2 Elektrot Standartlar
Kaynak elektrotlar ve kaynak telleri lkemizde, Alman (DIN), Amerikan (AWS) ve Trk
standartlarnn (TS) konu ile ilgili normlarnn ngrd deerler iinde retilir ve
gsterilirler. Trk standartlar ile Alman DIN norm deerleri ve ifade biimleri ufak ekilsel
ayrnt farkllklar dnda ok benzerdir.
160
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
DIN 1913/1984e GRE ALAIMSIZ VE DK ALAIMLI ELKLERN
KAYNAINDA KULLANILAN ELEKTRODLARIN GSTERL
Tablodaki ksaltmalarn aklamalar:
(a) = Yukardan aaya dik pozisyon iin tercih edilir.
(b) = Bazik bileen ieren
(xx) = min. %105 veriml
(xxx) = min. %120 verimli
161
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
AWS SINIFLANDIRMASI
162
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
DIN 8555 (1983) SERT DOLGULU ELEKTRODLARIN GSTERLLER
163
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
3.8 rtl Elektrot le Ark Kaynanda Kaynak Parametrelerinin Seimi
Kaynak parametreleri kaynak ileminin ve elde edilen kaynak balantsnn kalitesini belirleyen
en nemli etmenlerdir; bunlar kaynaklanan metal veya alam ile kaynak metalinin tr ve
kaynak az ve para geometrisi gz nnde bulundurularak saptanrlar. Bu parametrelerin
uygun seimi, kaynaknn alma koullarn kolaylatrd gibi gereken zelikte kaynak
balants elde edebilme olasln da arttrr.
Kaynak parametreleri, kaynak ncesi saptanan ve kaynak sresince deitirilmesi mmkn
olmayan parametreler ile birinci ve ikinci dereceden ayarlanabilir parametreler olmak zere
ayr grupta incelenebilir. Kaynak ncesi saptanan parametreler elektrot tr, elektrot ap
ve kaynak akm trdr ve bunlar kaynaa baladktan sonra deitirmek mmkn deildir.
Birinci derecede ayarlanabilir diye adlandrlan ikinci gruba giren parametreler kaynak dikiini
kontrol altnda tutan dikiin biimini, boyutlarn, ark stabilitesini etkileyen deikenlerdir. Bu
parametreler kolaylkla llebildii gibi, gerektiinde ilemi daha etkin bir biimde kontrol
altna alabilmek iin ayarlanabilirler. Bu parametreler akm iddeti, ark boyu ve kaynak hzdr.
nc gruba giren parametreler kaynak ilemi esnasnda deitirilebilen, dikiin biimini
etkileyen, buna karn llmeleri zor olan parametrelerdir ki, rtl elektrot ile ark
kaynanda bunlar, kaynak esnasnda elektrodun konumunu belirleyen alma ve hareket
alardr.
rtl elektrot ile ark kaynanda dikiin nfuziyeti, biimi ve elektrodun erime gc en nemli
karakteristiktir ve kaynak parametreleri daima bunlar gz nnde bulundurularak saptanr.
3.8.1
3.8.1.1
Kaynak ncesi Saptanan Parametreler
Elektrot Tr
Elektrot trn seerken kaynaklanacak malzemenin tr, kalnl, geometrisi, bulunduu
ortam, kaynan uygulanma biimi gz nne alnarak belirlenir.
Elektrot rtsnn karakterinin kaynak dikiinin nfuziyeti, biimi ve elektrodun erime gc
zerine ihmal edilemez etkisi vardr. rnein sellozik rtl elektrotlarn nfuziyetleri
dierlerine nazaran daha derindir; erime gc, demir zl elektrotlarda daha yksektir, ayrca
rtsnde yksek miktarda demir tozu ieren elektrotlar daha yksek akm iddeti ile
yklenebilirler ve erime sreleri ksadr, buna karn ince rtl elektrotlarn erime gc daha
zayftr.
Dikiin biimi de elektrot rt karakterinin etkisi altndadr; demir tozlu elektrotlar ile daha
yaygn ve geni dikiler elde edilir, demir tozu veya potasyum bileikleri ieren rutil rtl
elektrotlarn nfuziyetleri zayftr; bazik ve rutil karakterli rtl elektrotlar ise orta derece
nfuziyetli dikiler verir.
164
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
3.8.1.2
Dr. Salim ASLANLAR
Elektrot ap
Belirli bir i iin elektrot ap seimi kaynaklanacak parann kalnl ve kaynak pozisyonuna
gre saptanr. Kaln apl elektrotlar yksek akm iddeti ile kullanldklarndan kaln paralara
uygulanr ve bu ekilde hem kaynak aznda gereken tam erime saland gibi toplam kaynak
sresi de ksalr.
Yatay oluk pozisyonu dnda yaplan kaynak ilemlerinde, kaynak banyosu yer ekimi etkisi ile
akmaya yatkndr ve kaynak banyosunun bymesi bu olay iddetlendirir. Gerek ark
kuvvetlerinin etkisi, gerekse de zel maniplasyonlar ile banyonun dik tavan ve korni
pozisyonlarnda akmasna etkin bir biimde mani olabilmek ii daha kk apl elektrotlar ile
allmaldr.
Baz tr malzemelerin kaynanda s girdisinin belirli bir aralkta tutulmas gereklidir, bu da
ancak uygun elektrot ap seimi ile salanabilir.
V aln birletirmelerin kk pasolarnda maniplasyonun kobaylatrlmas ve kk aralna
kaynak metalinin ileyebilmesi iin kk apl elektrotlar kullanlr; kapak ve dolgu pasolarnda
ise i parasnn kalnlnn, trnn ve kaynak pozisyonunun elverdii en byk elektrot ap
seilir. Ar kaln apl elektrot kullanarak gerektiinden daha kaln kaynak dikileri yapmak
ekonomik olmad gibi, arplma ve i gerilme oluumunu artrdndan bu konuda dikkatli
olunmaldr.
3.8.1.3
Akm Tr
rtl elektrot ile ark kaynanda uygun elektrot ile doru akm, gerekse de alternatif akm
kullanlabilmektedir. Kaynak akm tr, kutuplama ve elektrot rt bileimi, erime gc ve
dikiin nfuziyetini etkileyen nemli faktrlerdir.
165
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Genel olarak verilmi bir elektrot iin erime gc kaynak akmnn arka salad s enerjisi ile
orantldr; bu enerjinin bir ksm elektrodun ve rtsnn, dier ksm da parasnn kaynak
aznn erimesinde kullanlmaktadr.
Doru akm her trl elektrot ile daha stabil bir ark oluturur ve kaynak metali tanm alternatif
akmdan daha yumuak bir biimde gerekleir, srama kayplar azdr, buna karn ark flemesi
tehlikesi vardr. En derin nfuziyet doru akmda ters kutuplama (elektrot pozitif) ile elde edilir,
bunu azalan sra ile alternatif akm ve doru akm dz kutuplama (elektrot negatif) takip eder.
Buna karn doru akm dz kutuplama en yksek, doru akm ters kutuplama ise en az erime
gc salar.
3.8.2
3.8.2.1
Birinci Derecede Ayarlanabilir Parametreler
Kaynak Akm iddeti
Kaynak dikiinin karakteristiklerinin belirlenmesinde en nemli faktr kaynak akm iddetidir.
Her aptaki elektrot iin kaynak akm iddeti belirli bir ayar aralna sahiptir; bu aralk iinde
uygun deerin seilmesinde elektrot rt tr ve kalnl, kaynak pozisyonu ile kaynak az
biimi en nemli etkenlerdir.
Kaynak akm iddetinin artmas, dier deikenler sabit kalmak koulu ile eriyen metal
miktarnn, dikiin nfuziyeti ile boyutlarnn artmasna neden olur.
Akm iddetinin ar ykselmesi sramann oalmasna, yanma oluklarnn oluumuna ve
dzgn olmayan bir kaynak dikii elde edilmesine neden olur ve ayrca dikite atlaklar ortaya
kabilir akm iddetinin fazla ykseltilmesi zellikle ince rtl elektrotlarda, elektrodun snp
kzarmasna ve rtnn ark blgesine gelmeden yanmasna neden olur.
Kaynak akm iddetinin azalmas da, dier deikenler sabit kalmak koulu ile eriyen metal
miktarnn ve nfuziyetin azalmasna neden olur. ok dk akm esas metalde erime olumaz
ve kaynak metali esas metal ile yeterli bir birleme yapamaz.
3.8.2.2
Ark Gerilimi (Ark Boyu)
Ark boyu kaynak esnasnda erimi banyosunun yzeyi elektrot telinin ucu arasndaki uzaklktr
ve ark gerilimini belirleyen etmendir, ark boyu uzadka ark gerilimi de ykselir.
Ark boyu, dolays ile de ark gerilimi, rtl elektrot ile ark kaynanda dikiin biim ve kalitesi
bakmndan en nemli etmenlerden bir tanesidir; bu kaynak ynteminde ark boyu kaynak
tarafndan ayarlandndan ve sabit tutulduundan bu konuda kaynaknn el melekesi ok
nemlidir.
Ark boyunun uzamas, yani ark geriliminin artmas geni ve yaygn bir kaynak dikiinin ortaya
kmasna neden olur ve ark fleme tehlikesi artar; ark boyunun daha fazla artmas dzgn
olmayan ok az nfuziyetli kaynak dikiine ve ar sramaya neden odur. Ayrca kaynak
banyosu rtnn yanmas sonucu oluan koruyucu gaz tarafndan havann olumsuz etkilerinden
korunamaz ve ark enerjisinin byk bir ksm etrafa yaylr.
Normal olarak bazik karakterli elektrotlar hari, btn rtl elektrot trlerinde ark boyu,
166
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
elektrot tel ap kadar, bazik elektrotlarda ise tel apnn yars kadar tutulmaldr.
3.8.2.3
Kaynak Hz
Kaynak hz da, kaynak dikiinin biimini ve nfuziyetini etkileyen nemli elementlerden bir
tanesidir. rtl elektrot ark kaynanda kaynak hz kaynak tarafndan ayarlanr ve sabit
tutulur; hzn sabitlii kaynaknn el melekesine baldr.
Kaynak hznn artmas, dier deikenler sabit kalmak koutu ile kaynak dikiinin geniliinin
azalmasna ve optimum bir deere kadar nfuziyetin artmasna neden olur; bu hz deeri
aldktan sonra nfuziyet de azalmaya balar. Kaynak hznn ar artmas ok kk kesitli ve
kenarlar dzgn olmayan bir kaynak dikiinin ortaya kmasna neden olur. Kaynak hznn ar
azalmas an derecede kaynak metalinin az zerine, kenarlarda erime yapmadan ylmasna
ve emniyetsiz bir diki oluumuna neden olur.
3.8.3
3.8.3.1
kinci Derecede Ayarlanabilir Parametreler
Elektrot Alar
Kaynak elektrotunun i parasna nazaran konumu, kaynak dikiinin biimini etkileyen nemli
etmenlerden bir tanesidir.
167
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Aln ve i ke birletirmelerde elektrodun alma ve hareket alar.
Kaynak dorultusuna dik dzleme alma dzlemi, bu dzlem zerinde elektrodun iz dm
ile kaynak yaplan parann st yz arasndaki aya alma as denir, kaynak dorultusu ve
elektrottan geen dzleme de hareket dzlemi ad verilir; elektrodun bu dzlemde bulunan ve
kaynak dorultusuna dik olan doru ile yapt a da hareket as olarak tanmlanr ve
elektrodun ucu kaynak ynnde olursa bu a negatif aksi ynde olursa pozitif olarak gsterilir.
Elektrodun hareket asnn dikiin biimine etkisi (ematik)
rtl elektrot ile ark kaynanda uygun elektrot alar
Birletirme
tr
Kaynak pozisyonu
alma as
(Derece)
Hareket as
(Derece)
Aln
Aln
Aln
Aln
Ke
Ke
Ke
Yatay Oluk
Korni
Dik (aadan yukarya)
Tavan
Yatay oluk
Dik (aadan yukarya)
Tavan
90
80 100
90
90
45
35 55
30 45
5 20
5 20
- 5 - 10
5 20
5 20
- 5 - 20
5 20
168
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Elektrodun i parasna nazaran asal konumu kaynak dikiinin kalitesini byk apta etkiler;
cruf kalntlar, tek tarafl yanma oluu, dikiin dzgnl ve asimetriklii hep yanl alarn
neden olduu kaynak hatalardr. Hareket asnn pozitif ynde bymesi diki yksekliinin
artmasna ve nfuziyetin azalmasna neden olur.
alma asnn klmesi tek yanda yanma oluunun olumasna ve kk pasolarda cruf
kalntsna ve souk kalm blgelerin ortaya kmasna neden olur.
zellikle bazik karakterli rtl elektrotlar halinde, alarn nemi byktr, burada alma as
90 olmal, hareket as da 5 dereceyi amamaldr.
Kaynak yaplan dzlemin eiminin dikiin biimine etkisi (ematik)
Eik dzlemin zerinde kaynak ynnn dikiin biimine etkisi (ematik)
Kaynak yaplan dzlemin eimi de dikiin biimini etkileyen nemli etmenlerdendir; ayrca eik
dzlem zerinde kaynak ynnn de etkisi olduka iddetlidir.
rtl elektrot ile ark kayna, donanmnn ucuzluu ok eitli trde malzemenin kaynak
edilebilirlii ve kaliteli kaynak balantlar nedeni ile yaygn bir uygulama alanna sahip bir
kaynak yntemidir. Kaynakl balantdan beklenen kalite ve zelikler ancak doru seilmi
kaynak parametreleri ile salanabilir.
169
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
3.9
Dr. Salim ASLANLAR
Ark Kaynandaki Akm ve Hza Bal Kaynak Hatalar
AMPER
KAYNAK
HIZI
NORMAL NORMAL
FAZLA
NORMAL
DK
NORMAL
NORMAL YAVA
NORMAL FAZLA
HATALAR
Dier genilii ve dzeyi dzgn. Nfuziyet yeterli ve belirgin. Arkn
sesi, dzgn hrtl ekilde ve atrt sesi az.
Diki yaylm halde. Diki kalnl ok az ve dzgn olmayan bir
grnm olur. ok fazla srant ve kenar yanklar oluur. Krater
uzun ve derindir. Ark dengesiz patlamal sesler karr.
Diki dar ve yksek olur. Nfuziyet yetersiz ve snrlar belirsizdir.
Dzensiz sramalar grnr. Elektrod yava yanar, ark atrdamal bir
sesle yanar.
Diki genilii fazladr. Kenarlarda ar kaynak metali ylmas
vardr. Ana metal ve kaynak metalinin ar snd ve krater blgesini
oyulmu olduu gzlemlenir.
Kenarlarda yanma oluklar mevcuttur. Kaynak dikii dar ve dzgn
deildir. Ark sesi normaldir. (yanltabilir.)
Dier Kaynak Hatalar:
SIRANTI
3 Ark flemesi
3 Akm yksek
3 Ark boyu fazla
3 Hatal elektrot
ERGME
NOKSANLII
YETERSZ
NFUZYET
(GRNM)
3 Kaynak hz fazla
3 Elektrot ap byk
3 Akm dk
3 Hatal kaynak az
GZENEK VE
BOLUKLAR
3 Yanl elektrot
hareketi
(KENAR YANII) 3 Yanl elektrot
3 Yksek akm deeri
GERLME
(GERGNLK)
YANMA OLUU
BKLME
ARPILMA
3 Dzensiz snma
3 Yanl kaynak sras
3 Kaynak metalinin
kendini ekmesi
KAYNAKTA
ATLAMA
3 Yanl elektrot
3 Hatal kaynak ilemi
3 Yanl kaynak az
3 Parann sk
balanmas
KAYNAKTA
KIRILGANLIK
170
3 Yanl Kaynak Hz
3 Akm ayar yanll
3 Yanl kaynak az
3 Elektrot ap yanl
3 Ksa ark boyu
3 Ksa katlama sresi
3 Ana metalin kirlilii
3 Elektrot kalitesinin
dk olmas
3 Hatal kaynak
3 Yanl kaynak sras
3 parasnn ok sk
balanmas
3 Kaynak metalinin
kendini ekmesi
3 Hatal kaynak az
3 Paralarn yanl
balanmas
3 Ar snma
3 Yanl elektrot
3 Yanl tavlama
3 Scak metalin havayla
temasta sertlemesi
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Kaynak az as kk- Doru kaynak az as 40-60
Kk ykseklii ve aral fazla
Ke kaymas byk
Ar yksek kaynak dikilerinin zerinden kaynak ekmek.
Kaynaktan nce kaynak dikiini oluk biiminde talamak
Dk ark gcnden dolay erimemi blge, birleme
talanmam, ok az bindirme ile kaynatlm.
Kaynak diki sonunu talayn, diki ncesinde elektrodu yakn ve kaynaa devam edin.
Sarkan kkler
Yanma oluklar
171
yeri
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
zellikle gei blgelerinde Gzenekler
Paso geilerinde birleme atlaklar
Ar diki ykseklii
Ke kaynaklarda asimetriklik
3.10
Elektrik Ark Kaynanda Gvenlii
Elektrik ark kaynanda kazalara neden olan faktrleri ana grupta toplamak mmkndr.
Bunlar:
Teknik faktrler
Beeri (insana bal) faktrler
Dier faktrler
Teknik Faktrler: Makine ve tehizatn yeterli derecede koruyucu olmamas veya arzal
altrlmas. allan ortamn iyi olmayan artlar bu kapsama girmektedir.
Beeri Faktrler: Yeterli teknik bilgiye sahip olmayan, ie uyumsuz olan, yeteneksiz kiilerin
altrlmas. alanlarn ailevi sorunlarnn olmas bu gruba girmektedir.
Dier Faktrler: Aslnda beeri faktrlerle i ie olan bir gruptur. Bu kapsamda genel
balklarla u hatalar grlmektedir. Ara ve gereleri hatal kullanmak, gereksiz akalar
yapmak, tezgh koruyucularn kaldrmak veya bu koruyucular yetersiz hale sokmak, kiisel
koruyucular (rnein, i gzl, i eldiveni vb.) kullanmamak gibi.
Elektrik ark kaynanda ksa ve uzun vadede kaza veya olumsuzluk oluturan olaylar ise u
balklar da belirtilebilir.
172
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Yangn Tehlikesi: Kaynak esnasnda srayan kvlcmlar eer evrede yanc maddeler
var ise yangna sebebiyet verebilirler. Kaynaa balamadan nce mutlaka evrenin kt,
bez, stb, odun tala benzin, plastik, ya, boya, solvent gibi kolay tutuabilecek
maddelerden temizlenmi olmas gerekir.
Cruf Sramalar: Kaynak metalinin yava soumas amac ile kaynaktan hemen sonra
kaynak metalini rten cruf, souma srasnda veya souduktan sonra sert ve gevrektir.
Cruf ekici ile krma srasnda kk paralar halinde srarlar. Eer kaynak beyaz
caml cruf gzl kullanmyorsa kendisine, evresindeki kiilere dikkat etmiyorsa
evresindekilere de, (zellikle gz blgelerinde) zarar verecektir.
Ark Kaynak Inlar: Kaynak yaparken meydana gelen elektrik arknn ortaya kard
nlar toplam enerjinin %15ini oluturur. Bu nlar, Ultraviole, Parlak ve Enfraruj
nlardr.
Ultraviole Inlar: Gzlerde yanma, sulanma ve a kar ar duyarllk
eklinde ortaya kar. yi kalite koruyucu camlar btn ultraviole nlar emer.
Parlak Inlar: Gzleri kamatrarak geici grme bozukluklarna neden
olurlar. Uzun zaman bu nlara kar korumasz kalan gzlerde Katarak denen
ve ancak baz durumlarda ameliyatla dzelebilen bir rahatszlk ortaya
kabilir.
Enfraruj Inlar: Bu nlar scaklk verir. Kaynak vcudunun ak
ksmlarnn snmasyla bu nlarn tesirini hisseder.
Bu nlara kar kaynaknn alaca nlemler su ekilde olmaldr:
Kaynak esnasnda btn vcut giyinik olmaldr.
Gzler koruyucu camlar ile korunmaldr. DIN 4647 bu konuda normlar kapsamaktadr.
Yanklar: Kaynak esnasnda etrafa srayan kvlcmlar, plak cilde yapnca ar
yanklara neden olur. Deri kaynak nl kullanmak, yine deri eldiven kullanmak,
zellikle tavan pozisyonlarnda kaynak yaparken apka kullanmak, dier personelin
kaynak edilmi scak paralara temaslarn nlemek, nlem olarak uygulanacak
davranlardr.
Duman Tehlikesi: Kaynak ilemi srasnda yksek scaklk dolays ile manganez ark
atmosferinde buhar halinde bulunur. Su metal buhar evreye temas edince havadaki
oksijenle reaksiyona girer, bu surette demir oksit ve manganez oksit meydana gelir. Bu
oksitler kaynak dumannn esasn tekil ederler. Gnmzde kullanlan elektrik ark
kayna elektrotlarnda zehirlenme tehlikesi olmamakla birlikte, allan ortama taze
hava verilip ortamdaki duman ve gazlar da emilmelidir.
Elektrik arpmas: Ark kaynanda elektrik arpmas byk bir tehlike
oluturmaktadr. Elektrik arpmas olay kaynak makinesi bota alrken meydana
gedmektedir. nk genelde kaynak yaparken ark gerilimi 2030 Volttur. Bota alma
173
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
annda ise genelde 65100 Volttur. Ayrca AC akm DC akma gre ok daha fazla
tehlikelidir. nk DC akm adale kramplarna neden olmaz dolays ile herhangi bir
ekilde elektrik arpmasna maruz kalan personel kendini anlk zaman sreleri iinde
kurtarabilir. Oysa AC akmda kalp yresinden geen akm, kalbin dzensiz arpmasna
ve durmasna neden olabilir. Bu tr kaza olaslklarna kar alnacak nlemler, plak
vcut ile kaynak yapmamak, iyi yaltlm pense kullanmak. Yaltkan bir maddeden
yaplm eldiven kullanmak ve bunun slak olmamasna dikkat etmek. Topraklamann
(balantlarn) ok iyi yaplm olmasna dikkat etmek, metalik malzeme zerine kee ve
atlk konulmadan oturmamak gibi sralanabilir.
Kaynak ve Kesme Uygulamalarnda Salk ve Gvenlik nlemleri
Kaynak ve kesme ilemleri esnasnda kaynaknn saln etkileyebilecek dumanlar, tozlar ve
gazlar oluur. Kaynak, kesme ve ilgili ilemlerdeki salk ve gvenlik kurallarnda (UVV 26.0)
belirtildii ekilde kaynak, oluan bu zararl maddelerden kendisini korumaldr. Bu nedenle
alma alanlar, kaynak yntemine, malzemelere ve uygulama koullarna gre, zararl
maddelerden arndrlm temiz hava teneffs etmeyi salayacak ekilde planlanm ve aadaki
ekilde donatlm olmaldr.
Kaynak duman olutuu noktadan dar atlmaldr,
Teknik havalandrma salanmaldr,
Normal bir havalandrma yaplmaldr,
Kaynak malzemesinin ierii dnda, kaynak ark ss ile birlikte de zararl maddeler de
oluabilir. Bu zararl maddeler aadaki nedenlerden oluabilir:
Metalik kaplamalar, galvaniz (inko), kurun gibi,
Boyalar, inko ve kurun boyalar
Yzey koruyucu bileikler, ya, gres gibi kirlilikler
Kurun, kadmiyum, inko, krom ieren metalleri kaynak yaparken zel bir dikkat
gsterilmelidir. nk bu elementler zararl ve zehirli maddeler oluturur. Bu yzeyinde plastik,
ya ve gres ieren malzemeler iin de dorudur. Yzeyinde hidroklorik-asit veya hidrokarbonlu
bileikler bulunan i paralar, kaynak ncesi bu bileiklerden arndrlmaldr. nk kaynak
esnasnda zehirli phosgene (MAK: 0,1 ml/m3) oluumuna neden olurlar.
FOSJEN [ Phosgene] Renksiz, tahri edici gaz.
DEPHOSGENE: Akcierleri etkiliyor. 3 saat iinde ldryor.
PHOSGENE: Akcierleri etkiliyor. 1 ve 16 saat arasnda ldryor.
174
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Havalandrma:
alma ortamndaki solunacak havada MAK- deerlerine ulamamak iin doal veya teknik bir
havalandrma mutlaka yaplmaldr. Bu havalandrma ekli, Tablo 1 ve 2de verilen artlar
yerine getirmelidir.
Tablo 1deki havalandrma yntemleri, kullanlan kaynak malzemelerindeki veya rt
trlerindeki sala zararl maddelerin konsantrasyonuna greceli olarak listelenmitir.
Tablo 2deki havalandrma yntemleri ise, ana metaldeki veya rt trndeki zararl maddelerin
konsantrasyonuna greceli olarak listelenmitir.
Havalandrma ekli ayn zamanda alevin yanma sresine veya ark sresine de baldr. Ksa
sretanmndan anlalmas gereken gnde saat veya haftada 2 saatlik alev veya ark sresidir.
Uzun sre tanmndan anlalmas gereken ise bu deerleri aan srelerdir.
Ak havada kaynak yaparken de zararl maddelerin solunulan havaya girmediinden emin
olunmaldr. Dar ve kapal alanlarda kaynak yaparken, UVV 26,0un 29 maddesinde belirtildii
gibi, kirli havann darya atlmas veya temiz hava ile alma alann havalandrmas
yaplmaldr.
Tablo 1. Kullanlan kaynak yntemine ve kaynak malzemesine greceli olarak havalandrma ekli
Kaynak malzemesi
alamsz ve hafif
alaml elikler,
alminyum
alamlar
yksek alaml
elikler, demir-d
metaller (alminyum
alamlar hari)
Kaplamal eliklerin
kayna
Gaz ergitme kayna
sabit
tanabilir
F
F
T
T
T
F
A
A
T
F
A
A
rtl elektrot kayna
sabit
tanabilir
T
F
A
T
A
T
A
A
A
T
A
A
MIG/MAG kayna
sabit
tanabilir
T
F
A
T
A
T
A
A
A
T
A
A
TIG kayna
sabit
tanabilir
F
F
T
F
F
F
T
T
F
F
T
T
Tozalt kayna
sabit
tanabilir
F
F
T
F
T
F
T
T
T
F
T
T
Yntem
Toz pskrtme
A
A
k : ksa-sre
F : doal havalandrma
u: uzun-sre
T : Teknik havalandrma
A :zararl maddelerin olutuu yerde emilmesi
175
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Havalandrma ihtiyalarna gre alma alanlarna eitli havalandrma ekipmanlarn semek
mmkndr. rnein; Kaynak torcundan, kaynak maskesinden veya ba maskesinden duman
emme sistemi, Tanabilen duman emme sistemleri , parasna veya alma blgesine
yaklatrlabilen ve monte edilebilen duman emme bacalar
Kapal alanlarn tanm:
UVV 26.0, madde 29a gre; 100 m3ten daha az hava hacmine sahip veya Uzunluu, genilii
ve ykseklii 2 metreden az olan ve doal bir hava akm olmayan alanlar kapal alanlar diye
adlandrabiliriz.
Kapal alanlar; penceresiz bodrum alanlar, dehlizler, boru hatt, kuyular, tanklar, kazanlar,
konteynerler, gemi inasnda hcre ve tank blmleridir. Kapal alanlarda kaynak yaparken
zehirli maddelerin olumamas, yanc gazlarn birikmemesi ve oksijenin azalmamas iin duman
emme sistemleri veya yapay havalandrma yntemleri kullanlmaldr. Duman emme veya teknik
bir havalandrmann mmkn olmad yerlerde, uygun solunum ekipmanlar kullanlmaldr.
Kapal alanlarda, nitrik-oksitlerin oluumu kabul edilebilir snrlarn zerine kmasna neden
olabilecek oksi-gaz kayna, alevle kesme ve stma ilemlerinde yaparken havalandrmaya zel
bir dikkat sarfedilmelidir.
Yanma nedeniyle ciddi kazalara neden olaca iin kapal alanlarda oksijen kullanlarak
havalandrma yaplmasna izin verilmez.
176
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Tablo 2. Kaynak malzemesi kullanmayan yntemlerde havalandrma methodlar
Kaynak malzemesi
alamsz ve hafif
alaml elikler,
alminyum
alamlar
yksek alaml
elikler, demir-d
metaller (alminyum
alamlar hari)
Kaplamal eliklerin
kayna
Alevle tavlama,
Alevle dorultma
Alevle sertletirme
Alevle ekillendirme
F
F
T
T
A
T
A
A
T
T
T
T
Oyma
Alevle tufal temizleme
sabit
tanabilir
A
F
A
T
A
A
A
A
sabit
tanabilir
F
F
T
F
F
F
T
T
F
F
T
T
sabit
tanabilir
A
F
A
T
A
T
A
A
A
T
A
T
Ark-oksijen kesme,
Ark-hava kesme
sabit
tanabilir
T
F
A
T
A
T
A
A
T
F
A
T
Aln kayna
Dier diren kaynak
yntemleri
Yntem
Alevle kesme
sabit
tanabilir
TIG kayna
Plazma kesme
k : ksa-sre
F : doal havalandrma
u : uzun-sre
T : Teknik havalandrma
A : zararl maddelerin olutuu yerde emilmesi
177
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Solunumun korunmas:
Havalandrmann yetersiz olduu durumlarda, kaynak ilemine uygun koruyucu solumun
cihazlar kullanlmaldr. Kaynak ilemine uygun koruyucu solunum cihazlar;
Hortumlu solumun cihazlar
Basnl hava ieren solunum cihazlardr
alma alanndaki atmosfer, en az %17 oksijen ieriyorsa, ihtiyaca gre koruma zelliine sahip
filtre kullanm yararl olur. Fakat bu filtrelerin konteyner, boru hatt, tank, vagon v.b. kapal
alanlarda kullanlmasna izin verilmez.
Hava Besleme:
alma blgesinden emilen hava, ancak zararl maddelerden arndrldktan sonra geri
beslenebilir. Eer sala zararl maddelerin konsantrasyonu, greceli MAK-deerlerinin n
amazsa, geri beslenen hava zararl maddelerden yeterince arndrlm olarak kabul edilebilir.
Kaynak duman kanserojen oranda nikel- bileikleri veya krom- bileikleri gibi maddeler
ieriyorsa, zel artlara gre havalandrma ve hava besleme yaplmaldr.
Kiisel Korunma Ekipmanlar:
Tablo 3de UVV 26.0 Kaynak, Kesme ve lgili lemlere gre eitli kaynak ve kesme
yntemleri ile alan personelin kullanmas gereken kiisel ekipmanlar verilmitir.
Tablo 3. Farkl kaynak yntemleri iin koruyucu ekipmanlarn koordinasyonu
Kiisel korunma
ekipmanlar (kural
olarak)
Kaynak
gzl
Yz ve
ba
maskesi
Kaynak
eldiveni
DIN
58211
VwB 6, 7
DIN
58214
VwB 6, 7
DIN 4841
Blm 4
rtl elektrod kayna 9 14
MIG/MAG kayna
10 15
TIG, plazma kayna
5 14
(X)
Ark-kesme
10 15
Plazma kesme
11 13
Yntem
Kaynak
koruyucu maske
cam filtresi
DIN 4646
DIN 4647 T.1
Koruma
derecesi
X = gereklidir
(X) =baz durumlarda gerekir
- = nerilmez
SeS = yanmaz koruyucu giysi
VwB = uygulama alan
178
Deri nlk
veya SeS
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
3.11.
Kaynak Az ekilleri
DIN 8551e gre kaynak az ekilleri
Sa
kalnl
S(mm)
ller
Birletirmen
in
ad
(c)
2e kadar
Kvrk aln
3e kadar
Kt aln
5e kadar
Kt aln
Birletirme
ekli
h
m
m
Dnceler
lave mal kullanmadan
Altlkl (tek taraf)
S/2
ift tarafl
V aln
60
10>
Ak V
10
Altlkl
16 il 40
X aln
60
5/2
8 il 20
Y aln
60
02
42
Kk pasosu tersten ilenerek
kaynak edilecek
Tek tarafl (kk paralarda)
U il Aln
10
16>
02
Kk pasosu ilenerek ters taraftan
kaynak edilecek(ift tarafl)
03
S/2
HV Aln 4560 03
3 il 20
b
c
mm mm
Altlkl tek tarafl
5 il 20
30>
ift U
10
6
10
3 il 16
Kk tersten ilenecek.
ki tarafl
Tek tarafl
ift tarafl
6 16
16>
16 40
K Aln
16>
j Aln
6
10
Altlkl
4560 02
3015
20
179
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
30>
ift j
20
Dr. Salim ASLANLAR
Baz Alamlarn Fiziksel zellikleri
Alam
Younluk
(gr / cm3)
7,7 7,85
elik
7,1 7,3
Gri dkme demir
7,8 7,9
stenitik paslanmaz elik
1,8 183
Mg- alamlar
2,6 2,85
Al- alamlar
5,7 7,2
Zn- alamlar
8,25
Pirin
8,56 8,9
Bronz
BAZI ELEMENTLERN FZKSEL ZELLKLER
Element
Sembol
Younluk
(gr / cm3)
Al
2,7
Alminyum
Sb
6,62
Antimon
Be
1,82
Berilyum
Bl
9,8
Bizmut
B
3,3
Boron
Cd
8,65
Kadmiyum
C
3,51
Karbon
Cr
7,19
Krom
Co
8,9
Kobalt
Cu
8,96
Bakr
Au
19,32
Altn
In
7,306
ndiyum
Ir
22,5
ridyum
Fe
7,87
Demir
Pb
11,34
Kurun
Li
0,53
Lityum
Mg
1,74
Magnezyum
Mn
7,43
Mangan
Hg
13,55
Civa
Mo
10,2
Molibden
Ni
8,90
Nikel
Pa
12,0
Paladyum
P
1,82
Fosfor
Pt
21,45
Platin
Ag
10,49
Gm
Si
2,33
Silis
Sr
2,6
Strontiyum
S
2,05
Kkrt
Ta
16,6
Tantal
Sn
7,298
Kalay
Ti
4,54
Titanyum
W
19,3
Tungsten
V
6,0
Vanadyum
Zn
7,136
inko
Zr
6,5
Zirkon
180
Ergime Noktas
(C)
1450 1520
1150 1250
1440 1460
590 650
570 655
380 420
900 950
880 1040
ekme Mukavemeti
(N/mm2)
340 1800
150 400
600 800
180 300
100 400
140 300
250 600
200 300
Ergime Noktas
(C)
660
630,5
1280
271,3
2300
321
3500
1890
1495
1083
1063
156
2454
1539
327,4
186
650
1245
-38,87
2625
1455
1554
44
1773,5
960,5
1430
770
112,8
3000
231,9
1730
3410
1735
419,5
1750
Kaynama Noktas
(C)
2060
1440
2770
1420
2550
765
2500
2900
2600
2970
2075
5300
2740
1740
1370
1110
2150
357
4800
2730
4000
282
4410
2210
2300
1380
444,6
5300
2270
5930
3400
906
2900
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
3.12
Dr. Salim ASLANLAR
Puntalama
Kaynakl birletirme ileminin baarl sonulanmas iin, i parasnn kenarlarnn snn
etkisi ile birbirine olan mesafesinin deimemesi iin Puntalama gereklidir. Puntalama sonras
son kontroller yaplarak birletirme ilemine geilir. Puntalamay kaynakl birletirme ncesi
paralarda snn tesiri ile ekil deiiklilii meydana gelmemesi iin yaplan ksa ve aralkl
dikilerle sabitlenmesi olarak tanmlama yapabiliriz.
Puntalama aral
Puntalama ilemi bir takm kurallar erevesinde yaplr. Tekniine uygun puntalama sonunda
baarl bir birletirme elde edilir. puntalama dzgn aralklarla yaplr ve para kalnlna
gre tespit edilir
Puntalama aral= 30XPara kalnl
Puntalama aral= 20XPara kalnl
s< 5mm
s> 5mm
Bu aralklar kaynak tarafndan ayarlanarak oluturulur ve parann en az iki yerinden
yaplmas gerekir. Kaynak dikii uzun ise yukarda belirtilen veriler kullanlr.
b kaynatlacak paralar arasnda braklan boluk pratikte elektrot ap kadar veya elektrot
apna yakn braklr.
181
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Puntalamada deformasyonlar
Puntalama belirli kurallar dahilinde yaplmaldr. Bir i parasn iyi Puntalama kaynan
baarl bir ekilde yaplmas iin n art niteliindedir.
Puntalamada dikkat edilmesi gereken kurallar.
Puntalama yaplmadan kaynaa balanmamaldr.
Punta dikileri periyodik aralklarda ve ksa tutulmaldr.
Punta boyu i paras kalnlnn 4 kat kadar olmaldr.
Kaynak ilemi hangi tr elektrot ile yaplacak ise puntalama da ayn tr elektrot ile
yaplmaldr.
Yaplan kaynan niteliine gre puntalama ilemi, i parasnn arka yzeyine de
yaplabilir.
Puntalamaya gre kaynak ilemi ekilleneceinden gerekli a ve kaynak aral
dikkatli bir ekilde belirlenmelidir.
Kaynak boluu kullanlacak Elektrodun plak metal ap kadar olmaldr.
Fazla diki ykseklii olan puntalar esas dikiin zerinde kalrlar ve knt yaratrlar
bu nedenle punta ykseklii fazla olmamaldr.
Puntalamadan sonra cruflar iyice temizlenmelidir.
Puntalama ileminde punta dikii, kaynak esnasnda krlmayacak ve arplmalara
kar dayankl olacak ekilde yaplmaldr. paras kalnlatka atlacak punta daha
dayankl olmaldr.
Punta dikii esas diki ile ayn zellikleri tar. Bir malzeme iyi puntalanmadnda gnyesi
bozulabilir veya kaynak boluu kapanabilir. Bu nedenle en az esas diki kadar itinal
yaplmaldr. 3mm den ince paralar kaynak aral braklmadan puntalanabilir. Daha kaln i
paralarnda kaynak aral elektrot ap kadar braklarak puntalama yaplmaldr.
Puntalanacak para herhangi bir kalpla yada bir mekanizma ile (fikstr) sabitlenmise
puntalamaya gerek yoktur. ki paray puntalarken parann hareket etmemesi iin ikence ile
ya da sya dayankl eldiven kullanarak el ile sabit tutulmaldr. Puntalamaya sa elle kaynak
yaplacak ise sadan balanmaldr. zellikle T, i ke kaynaklarnda diki daha belirgin
ekmelere yol aar. Bu ekmeler kaynak yaplan yne doru meydana gelir. Bu nedenle bu
durum dikkate alnarak ya para iyice sabitlenmeli ya da bu imkn yoksa punta atarken
yaklak 5lik bir a verilerek bu sorun giderilebilir.(90 dik kaynak yaplacak ise puntay
95 olacak ekilde puntalanr.)
182
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
3.13
Kaynak Uygulamalar
183
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Yatayda sa diki ekme
GEREKL OLAN ALETLER
5x50x100 Lama
3.25 Rutil tip Elektrot
Kaynak Maskesi
Tel Fra
Kaynak ekici
Demirci maas
Elektrik ark kaynanda kullanlan yntem sa kaynak yntemidir. Zorunlu olduu hallerde
sol kaynak yntemi kullanlr. paras ile elektrot arasnda bir elektrot ap kadar mesafe
braklmaldr(Ark boyu). lerleme hz ve elektroda verilen a deitirilmemelidir. Sa
kaynak yntemi kullanldnda elektrota dz, zikzak, dairesel, yarm ay hareketi verilmelidir.
parasnn kalnl ve yzeyde yeterli mesafe bulunuyorsa elektroda hareket verilir, buda
diki yksekliinin azalmasna ve geniliinin artmasna neden olur.
Yatayda sol diki ekme
GEREKL OLAN ALETLER
5x50x100 Lama
3.25 Rutil tip Elektrot
Kaynak Maskesi
Tel Fra
Kaynak ekici
Demirci maas
LEM SIRASI
Paralarn oksitlerini, yan ve pisliklerini tel fra ve stb ile temizleyiniz.
Kullanacanz kaynak makinesinin balant kablolarn, doru akml kaynak
makinesi kullanyorsanz kutup ayarlarnn kontroln yapnz.
Kullandnz i parasnn et kalnlna ve kullanacanz elektrodun apna gre
Kaynak Akm iddeti ayarn yapnz.
Kaynak esnasnda elektroda 75 a, uygun elektrot hareketi vererek, sabit hzda
kayna tamamlaynz.
184
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Kaynak esnasnda elektroda verilen a (sol diki)10 artrlarak(80) elektrotla i
paras arasndaki mesafe ksaltlmaldr (yaklak olarak 2 mm), uygun elektrot
hareketi vererek, sabit hzda kayna tamamlaynz.
ekilen dikii soumaya braknz. Diki souduktan sonra kaynak ekici ile crufunu
krnz.
Kt Ek Birletirme Kayna
GEREKL OLAN ALETLER
2 adet5x40x120 Lama
3.25 Rutil tip Elektrot
Kaynak Maskesi
Tel Fra
Kaynak ekici
Demirci maas
LEM SIRASI
Paralarn oksitlerini, yan ve pisliklerini tel fra ve stb ile temizleyiniz.
Kullanacanz kaynak makinesinin balant kablolarn, doru akml kaynak
makinesi kullanyorsanz kutup ayarlarnn kontroln yapnz.
Kullandnz i parasnn et kalnlna ve kullanacanz elektrodun apna gre
Kaynak Akm iddeti ayarn yapnz.
paralarn aralarnda bir elektrot ap kalacak ekilde uygun punta aralklarnda
(2,5 mm) puntalaynz.
Kaynak esnasnda elektroda 75 a, uygun elektrot hareketi vererek, sabit hzda
kayna tamamlaynz.
ekilen dikii soumaya braknz. Diki souduktan sonra kaynak ekici ile crufunu
krnz
Dersin ilgili hocas ile birlikte kaynak dikiinin gzle kontroln yaptktan sonra
kaynak dikiini ek yerinden krarak kaynak diki kesitinin kontroln yapnz.
185
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dolgu Kayna
Yatayda i ke ve d ke dikii ekme
Dr. Salim ASLANLAR
ke kaynanda amper bir miktar ykseltilmelidir. Kaynak banyosu ile elektrot arasndaki
mesafe ksaltlmaldr. ke kaynaa ilk balama noktasndaki elektroda verilecek hz ve a
byk nem tamaktadr. Ke kaynanda i paralarnn konumu 90 olacak ekilde
ayarlanmaldr. Her iki ulardan puntalama yaplmaldr. Puntalama yapldktan sonra puntalar
kontrol edilir ve cruflar temizlenir.
186
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
Paralar arasnda kalnlk fark olduunda elektrot kaln paraya dik bir a oluturacak
ekilde (65-70) ve hareket as (5-20) olacak ekilde ayarlanmaldr.
Yatayda d ke dikii ekme
V-kayna
Kaynakl birletirme ilemi uygulanacak para kalnl 10 mm den byk olduunda V
kaynak az alarak diki ekilir.
187
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
X-kayna
Kaynak az ama maliyeti fazla olmasna ramen V az birletirme trne gre elektrot
tketimi azdr. Dayanmnn iyi olmas iin ift tarafndan kaynak ekilmesi gerekir.
Bindirme kayna
188
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Korni kayna
ok pasolu Korni kayna
189
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Aadan yukar dik kaynak
190
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Yukardan aa dik kaynak
191
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
V-Az Dik Kaynak
Elektrodun ucu daima biraz yukarda ve elektrot kaynakya doru aaya doru belirli bir
ada tutulur. 1 noktasna geldiinde elektroda kaynakya doru kesik bir hareket verilir.
Bunun nedeni crufun aaya doru akmasn salamaktr. Elektroda olduka geni salnt
hareketi verilir. Fazla d bkey diki yapmaya alan elektrotlar kullanldnda kenarlarda
biraz durulur, ortadan abuk geilir. Kullanlan her tip elektroda uyan en dk akm iddeti
tercih edilir.
Birleme yerinin hazrlanmas, kk pasonun ekilme kolayl bakmndan ok nemlidir.
Arka yzde bir ileme knts aranr, ergime banyosunun kme tehlikesinden kanlr.
Kaynak az 5mmye kadar olan paralarda 60 ve 5-10 mm aras kalnlklarda 70-80
olmaldr. Kaynaklar st ste ya da tek gen pasolu, ya ok sayda dar pasolu veya birbiri
zerine geni pasolu olur.
Geni pasolu elektrot hareketi ynteminde her paso bir sonraki pasoya dayanak olur. Dar
pasolu dikite kaynan mekanik zelliklerinin iyi olmasna karn genilemesine ekme ve
dikie cruf girme tehlikesi ortaya kar. gen pasoda Elektrodun hareketi az tamamen
doldurmaya yeter. gen paso bazik elektrotlar kullanarak kaln paralara uygulanr. gen
hareketin adm fazla olmamaldr. Aksi halde boluklar kalabilir.
192
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Yukardan aa bindirme kaynak
Aadan yukarya bindirme kaynak
193
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Yukardan aa i ke kayna
Aadan yukarya i ke kayna
194
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Tavan (dz)kayna
Tavan (birletirme)kayna
ok pasolu tavan kayna
Tavan i ke kayna
195
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Boru kayna ve flan kayna
Profil kayna
196
Dr. Salim ASLANLAR
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
Dr. Salim ASLANLAR
KAYNAKLAR
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
[11]
[12]
[13]
[14]
[15]
[16]
[17]
[18]
[19]
[20]
[21]
[22]
[23]
[24]
[25]
[26]
[27]
[28]
[29]
[30]
[31]
[32]
[33]
S. ANIK,
Kaynak Teknolojisi El Kitab, Ergr Matbaas ,
STANBUL, 1983
S, ANIK,
Sual ve Cevaplarla Oksi asetilen Kayna, Oerlikon
Basks, 1970
N. N,
Gas Schweissen DVS - Lehrgang, 1980
Y.D. Buharal, Oksijen Kayna, 1964 ANKARA
M. AKPOLAT, Oksi-Asetilen ve Elektrik Ark Kayna, ANKARA, 1965
S. ANIK,
E.S ANIK, M. VURAL, 1000 Soruda Kaynak Teknolojisi El
Kitab Cilt T, Birsen Yaynevi, stanbul, 1993
S. ANIK,
Kaynak Teknii El Kitab, Gedik Yaynlar, STANBUL, 1991
S. AHN,
Metal leri Meslek Teknolojisi, ANKARA, 1999
S. ANIK,
Kaynak Teknii Cilt l, .T. Yaynlar, STANBUL, 1973
H. ZKARA, Metal leri Teknolojisi l, ANKARA
K. ADSAN, H. ALIKAN, Metal leri ve lem Yapraklar, STANBUL,
1980
K. ADSAN, Kaynak Teknolojisi, ANKARA, 1976
N.N,
Gas Schweissen, BBV Verlag
NVER, M., Kazalar ve Gvenlii zmir 1987
TS3840:
Makinalarda Kazalarna Kar Genel Gvenlik Kurallar
Haziran 1984
RENDE H.,
Makina Elemanlar I stanbul 1996
Oerlikon Kaynak Elektrodlar ve San.A.. Bror stanbul 1996.
BOS
Emniyet ve Kullanma dkmanlar, 2001
HABA
Emniyet ve Kullanma dkmanlar, 2001
KARBOGAZ Emniyet ve Kullanma dkmanlar, 2001
YILDIZ ARMATRLER Emniyet ve Kullanma dkmanlar, 2001
K.TLBENT, E.KALU Gaz Eritme Kayna Ve Oksijen le Kesme,
Yayn No: MMO/2001/252,2001 ANKARA
A.M.TOPU, Metal leri Blm Snf 1 Atelye Ve Teknoloji,
1973, ANKARA
A.M.TOPU, Metal leri Blm Snf 2 Yapraklar, 1976, ANKARA
U.DLTHEY Schweiss und schneidtechnologien Materialsammlungen zur
Vorlesung, Aachen SF, Aachen 2003
DIN EN 1089, Ortsbewegliche Gasflaschen-GasflaschenKennzeichnung,1998
H.GRX.,Tips fr den Werkstoffpraktiker zum Gasschwessen und
Flammlten,Pratiker32,Heft 2,S.42-44, 1980
C.HASE,W.RETZE.,Lehrbuch des Gasschweissers und verwandte
Autogenverfahren, Verlag W Girardet, ESSEN 1980.
W.MARFELS, Der Gasschweisser,schweisstechnische prakxis Bd. I., DVSVerlag GmbH, DSSELDORF 1982.
U.DRAUGELATES, Schwesstechnik I, Skript zur Vorlesung Technische
niversitaet Clausthal, 2003
J.RUGE, Handbuch der Schweisstechnik, Band II,Verfahren und Fertigung,
Springer Verlag , Berlin,Heidelberg,Newyork.1980
F.ECHHORN, Schweisstechnische Fertigungsverfahren ,Bd.I Schweiss und
schneidtechnologien, VDI-Verlag GmbH, Dusseldorf 1983
U.DRAUGELATES, Fertigungstechnik I, Skript zur Vorlesung Technische
niversitaet Clausthal, 2003
197
ELEKTRK ARK KAYNAK TEKNOLOJS VE UYGULAMALARI
[34]
[35]
[36]
[37]
[38]
[39]
[40]
[41]
[42]
[43]
Dr. Salim ASLANLAR
S.Ank, M.Vural, E.S.Ank, 1000 Soruda Kaynak Teknolojisi
Y.D.Buharal,
Elektrik Kayna, Ar Matbaas, Ankara 1964
S.Ank, K.Tlbenti,
Ark Kaynaksnn El Kitab,GedikYayn 1989
S.Ank, K.Tlbenti,
rtl Elektrod ile Elektrik Ark Kayna 1981
N.N.,
As Kaynak rn Katalou, As Kaynak Yayn
E.Koma,
Kaynak Eitimi El Kitab, As Kaynak Yayn
B.Ouz,
Ark Kayna Oerlikon Yayn 1975
B.Ouz,
Elektrik Ark Kayna Oerlikon Yayn1993
N.N.,
Lichtbogen schweissen B.B.F. Verlag. 1975
N.N.,
Elektroden
schweissen
schulungs
unterlagen,Fronus technologie center, 2001
www.oerlikon.com.tr
www.askaynak.com.tr
www.fronus.de
http://www.bos.com.tr/pages/index.php
http://www.habas.com.tr/anasayfa.asp?Sayfa=SG
http://www.the-signer.com/kocgrubu/emniyet_gaz.htm
http://www.linde-gas.com
http://autogen-info.de/
http://www.pruefraum-online.de/html/prufraumonline.html?/html/geschichte_der_gasflasche.html
198
You might also like
- Kaynak Teknolojisi 020202 002 PDFDocument272 pagesKaynak Teknolojisi 020202 002 PDFSalih BalcıNo ratings yet
- Gazaltı Ark KaynağıDocument74 pagesGazaltı Ark KaynağıCemal NergizNo ratings yet
- Toz Altı KaynakDocument28 pagesToz Altı Kaynakİbrahim Etem IşıkNo ratings yet
- GAZALTI ARK KAYNAĞI TIG MIG MAGlibrary - 1Document308 pagesGAZALTI ARK KAYNAĞI TIG MIG MAGlibrary - 1Metin GünüşenNo ratings yet
- KAYNAK BILIMI VE TEKNOLOJISI. Prof. Dr. Gürel ÇamDocument10 pagesKAYNAK BILIMI VE TEKNOLOJISI. Prof. Dr. Gürel ÇamAhmet AktasNo ratings yet
- Kaynak Kalite SeviyeleriDocument3 pagesKaynak Kalite SeviyelerierenbasaraNo ratings yet
- Modern Kaynak 2008Document87 pagesModern Kaynak 2008FeratNo ratings yet
- Başlica Kaynak HatalariDocument9 pagesBaşlica Kaynak HatalariOrhan BAYLANNo ratings yet
- Kaynak Yapımında Hatalar PDFDocument28 pagesKaynak Yapımında Hatalar PDFali akayNo ratings yet
- Modern Kay Nak 2008Document106 pagesModern Kay Nak 2008kıvanç_bayramNo ratings yet
- Ark Üflemesi PDFDocument9 pagesArk Üflemesi PDFFeratNo ratings yet
- Kaynak ElektrotlariDocument14 pagesKaynak ElektrotlariasturemNo ratings yet
- Gazalti Kaynak YontemleriDocument78 pagesGazalti Kaynak YontemleriYiğit ÇolakNo ratings yet
- KaynakDocument118 pagesKaynakmec0No ratings yet
- TS 6868 4 en Iso 9606 4 PDFDocument26 pagesTS 6868 4 en Iso 9606 4 PDFFeratNo ratings yet
- Kaynak Türleri Kaynak Bağlantıları PDFDocument89 pagesKaynak Türleri Kaynak Bağlantıları PDFKadirOzturkNo ratings yet
- Kaynak MetalurjisiDocument23 pagesKaynak Metalurjisinolofinwe85No ratings yet
- Tozaltı Kaynak Yönteminde Altlık Olarak Kullanılan Kaynak Yöntemlerinin Kaynak Yeterliliklerinin Ve PDFDocument150 pagesTozaltı Kaynak Yönteminde Altlık Olarak Kullanılan Kaynak Yöntemlerinin Kaynak Yeterliliklerinin Ve PDFHakanNo ratings yet
- KM Gaz Altı Ark YurtisikDocument36 pagesKM Gaz Altı Ark YurtisikErsin AydınNo ratings yet
- Yatayda Köşe KaynağıDocument26 pagesYatayda Köşe KaynağıKadirOzturkNo ratings yet
- Kaynakta KatilasmaDocument30 pagesKaynakta KatilasmaOrhan BAYLANNo ratings yet
- Kaynakçı Eğitimi 2Document17 pagesKaynakçı Eğitimi 2muratcanNo ratings yet
- Paslanmaz Çeliklerde Kaynak Problemleri-8Document21 pagesPaslanmaz Çeliklerde Kaynak Problemleri-8Samet BelliNo ratings yet
- 9606-2 SunumDocument51 pages9606-2 SunumNehir TürkgeldiNo ratings yet
- Carpilma Ve Sekil Degistirmelerin DuzeltilmesiDocument11 pagesCarpilma Ve Sekil Degistirmelerin DuzeltilmesipcstorecenterNo ratings yet
- Kaynak HatalariDocument39 pagesKaynak HatalariAliAkarNo ratings yet
- Kaynak Agizlarinin Hazirlanmasi-2Document18 pagesKaynak Agizlarinin Hazirlanmasi-2Ömer TAŞNo ratings yet
- 13.1.kaynak Yöntemleri 1Document19 pages13.1.kaynak Yöntemleri 1blgndllNo ratings yet
- Kaynak 1Document163 pagesKaynak 1Hakan GüngörNo ratings yet
- Kaynak Ders NotuDocument11 pagesKaynak Ders NotuUgur SenNo ratings yet
- TS en Iso 13916Document5 pagesTS en Iso 13916Ferhat KahveciNo ratings yet
- Kaynak ParametreleriDocument161 pagesKaynak ParametreleriUğur ErkenNo ratings yet
- Tozaltı Kaynağı-Submerged Arc WeldingDocument37 pagesTozaltı Kaynağı-Submerged Arc WeldingOrhan BAYLAN100% (3)
- Kaynak Hataları - Nedenleri Ve Çözümleri - by Weld Wolf - MediumDocument10 pagesKaynak Hataları - Nedenleri Ve Çözümleri - by Weld Wolf - Mediumunalal17No ratings yet
- TS en Iso 15611 PDFDocument9 pagesTS en Iso 15611 PDFFeratNo ratings yet
- TIGKaynagiDocument6 pagesTIGKaynagiOğuz AtakNo ratings yet
- TS en 10025 2 T1 PDFDocument1 pageTS en 10025 2 T1 PDFFeratNo ratings yet
- 12.kaynak Teknolojisinin EsaslarıDocument12 pages12.kaynak Teknolojisinin EsaslarıGokhan TurhanNo ratings yet
- TS en Iso 5817Document30 pagesTS en Iso 5817Ahmet ÖZTAŞÇINo ratings yet
- Elektrod Sarfiyat Cizelgeleri Kisim-G ÇizelgeleriDocument3 pagesElektrod Sarfiyat Cizelgeleri Kisim-G ÇizelgelerierenbasaraNo ratings yet
- Kaynak Nasıl Yapılır Ve ÇeşitleriDocument3 pagesKaynak Nasıl Yapılır Ve Çeşitlerikıvanç_bayramNo ratings yet
- Ts en Iso 8501 1Document31 pagesTs en Iso 8501 1Önder ERKANNo ratings yet
- 13.2.kaynak Yöntemleri 2Document8 pages13.2.kaynak Yöntemleri 2blgndllNo ratings yet
- 9013 Ts en Iso PDFDocument29 pages9013 Ts en Iso PDFtekno foniNo ratings yet
- Elektri̇ K Ark Boru KaynağDocument48 pagesElektri̇ K Ark Boru KaynağaydintarakNo ratings yet
- Kaynak YöntemleriDocument197 pagesKaynak YöntemleriKaan CanNo ratings yet
- Kaynak Tekni I Ders NotlarDocument71 pagesKaynak Tekni I Ders NotlarMarian Gabriel VasilescuNo ratings yet
- Mig Mag Gazalti KaynağiDocument93 pagesMig Mag Gazalti KaynağiAnonymous nKOyHb100% (2)
- BORU profil74REVDocument74 pagesBORU profil74REVErol BaşNo ratings yet
- Kaynak Telleri Ve Koruyucu GazlarDocument12 pagesKaynak Telleri Ve Koruyucu GazlarbulentuygullNo ratings yet
- Aluminyum KaynakDocument22 pagesAluminyum KaynakBerk ÖzdirikNo ratings yet
- TS EN 1291 Kaynak Mt-Kabul Sev PDFDocument8 pagesTS EN 1291 Kaynak Mt-Kabul Sev PDFBurak ÖzbakirNo ratings yet
- Tig Kaynağı PDFDocument41 pagesTig Kaynağı PDFBurak KüçükkeleşNo ratings yet
- Sünger Demir ÜretimiDocument118 pagesSünger Demir ÜretimiuawellcomeNo ratings yet
- TS 6328 EN 60068-2-52 (Nisan 2001)Document12 pagesTS 6328 EN 60068-2-52 (Nisan 2001)Erdi ErdoganNo ratings yet
- Ortulu Elektrod SecimiDocument50 pagesOrtulu Elektrod SecimigensrcoNo ratings yet
- Korozyon Ve Katodik KorumaDocument58 pagesKorozyon Ve Katodik KorumaTC Nuri BektaşNo ratings yet
- Dokme Demir KaynagiDocument28 pagesDokme Demir KaynagiMartin TuningNo ratings yet
- HaftaDocument30 pagesHaftaÇelebi AksoyNo ratings yet
- Tedaş-Mlz-2004-045.a Ag Akim Transformatörleri̇ Tekni̇k Şartnamesi̇Document19 pagesTedaş-Mlz-2004-045.a Ag Akim Transformatörleri̇ Tekni̇k Şartnamesi̇ErenTrafoSelçukNo ratings yet
- Kaynak Telleri Ve Koruyucu GazlarDocument12 pagesKaynak Telleri Ve Koruyucu GazlarbulentuygullNo ratings yet
- Aks Ve Mil PDFDocument27 pagesAks Ve Mil PDFbulentuygullNo ratings yet
- Yds Di̇şli̇Document108 pagesYds Di̇şli̇EPAN17No ratings yet
- Aks Ve Mil PDFDocument27 pagesAks Ve Mil PDFbulentuygullNo ratings yet
- Teknik Bro Ür: RX Ser SDocument17 pagesTeknik Bro Ür: RX Ser SbulentuygullNo ratings yet
- Titanyum KaynakDocument37 pagesTitanyum KaynakbugrauzgNo ratings yet
- 1 Konduksiyonla Isi TransferiDocument17 pages1 Konduksiyonla Isi TransfericevatkayrakNo ratings yet
- Elektrod Sarfiyat Cizelgeleri Kisim-E PDFDocument7 pagesElektrod Sarfiyat Cizelgeleri Kisim-E PDFbulentuygullNo ratings yet
- Kaynak Hatalarinin Onlenmesi Icin 6 YontDocument9 pagesKaynak Hatalarinin Onlenmesi Icin 6 YontbulentuygullNo ratings yet
- Kaynakcinin El Ki̇tabiDocument250 pagesKaynakcinin El Ki̇tabiMahmut CanNo ratings yet
- Magwelding Tur PDFDocument39 pagesMagwelding Tur PDFbulentuygullNo ratings yet