You might also like
- CSWIP 3.1 Question and AnswerDocument31 pagesCSWIP 3.1 Question and AnswerDevendran Marappan91% (54)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 4 out of 5 stars4/5 (8)
- CSWIP 3.1 - Welding Inspector WIS5 (2017)Document699 pagesCSWIP 3.1 - Welding Inspector WIS5 (2017)reezman96% (69)
- CSWIP 3.1 Multiple QuestionDocument4 pagesCSWIP 3.1 Multiple Questionkhaliq516187% (23)
- 2-CSWIP Practical Plate ExamplesDocument31 pages2-CSWIP Practical Plate Examplesvibinkumars@gmail.com100% (42)
- Practice Test Aws API 1104-2001Document10 pagesPractice Test Aws API 1104-2001Michael J Chandik90% (21)
- CSWIP 3.1 Exam Prep NotesDocument12 pagesCSWIP 3.1 Exam Prep NotesMeritorious Khan100% (2)
- Cswip 3.1 Welding Inspector - Multiple Choice Question, Dec 7, 2007Document43 pagesCswip 3.1 Welding Inspector - Multiple Choice Question, Dec 7, 2007claytoninf87% (30)
- ChromatographyDocument33 pagesChromatographyBhat SaqibNo ratings yet
- TWI Training CSWIP 3.1 Pipe 01 (Complete)Document8 pagesTWI Training CSWIP 3.1 Pipe 01 (Complete)Suli HartoNo ratings yet
- CSWIP 3.1 Training Questions For Pipe Sample Training 1Document4 pagesCSWIP 3.1 Training Questions For Pipe Sample Training 1mushruff100% (1)
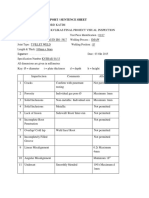
- Weld Inspection ReportDocument5 pagesWeld Inspection ReportFord Katim100% (2)
- CSWIP 3.1 PracticalDocument4 pagesCSWIP 3.1 PracticalDevendran Marappan91% (11)
- Cswip Question PaperDocument3 pagesCswip Question Paperantonyfernandof100% (1)
- CSWIP Welding Inspection Plate Section PracticalDocument31 pagesCSWIP Welding Inspection Plate Section PracticalLuan Nguyen86% (21)
- CSWIP Tough QuestionsDocument2 pagesCSWIP Tough Questionsprasad_kcp60% (5)
- Practical Plate AnswersDocument31 pagesPractical Plate Answersdaimahesh93% (15)
- Top 15 Mechanical Testing - Cswip 3.1 Course Questions and AnswersDocument5 pagesTop 15 Mechanical Testing - Cswip 3.1 Course Questions and AnswersJlkKumar67% (3)
- CSWIP 3.2 Course Material 2016Document418 pagesCSWIP 3.2 Course Material 2016skychurch97% (30)
- Cswip 3.1 QaDocument54 pagesCswip 3.1 QaJanakiram100% (2)
- CSWIP 3.1 Theory ExamDocument13 pagesCSWIP 3.1 Theory ExamAhmed Tajelsir67% (12)
- CSWIP 3.1 PracticeDocument6 pagesCSWIP 3.1 PracticeVinai Vikram100% (1)
- CSWIP 3.1 QuestionsDocument43 pagesCSWIP 3.1 QuestionsMichael Albuquerque100% (2)
- CSWIP Plate Tr5. WPK Rev2Document4 pagesCSWIP Plate Tr5. WPK Rev2razormeback100% (1)
- Tech 6 (Solved)Document7 pagesTech 6 (Solved)Saif Ullah100% (3)
- Weld Inspection Report / Sentence Sheet Print Full Name: Specimen NumberDocument6 pagesWeld Inspection Report / Sentence Sheet Print Full Name: Specimen NumberWalid BdeirNo ratings yet
- Weld Imperfection Examination StandardDocument4 pagesWeld Imperfection Examination StandardMohd Akmal ShafieNo ratings yet
- Acceptance Criteria of Weld Defects As Per Different CodesDocument17 pagesAcceptance Criteria of Weld Defects As Per Different CodesMidhun K Chandrabose96% (24)
- CSWIP 3.1 Training Questions For Pipe Butt Weld 3Document5 pagesCSWIP 3.1 Training Questions For Pipe Butt Weld 3ahmad fikrieNo ratings yet
- Paper 12Document5 pagesPaper 12Kani Al Bazir100% (1)
- You May Continue To Read On CSWIP 3.1: Question With Answer and Explanation - Part 2Document12 pagesYou May Continue To Read On CSWIP 3.1: Question With Answer and Explanation - Part 2Akram AlhaddadNo ratings yet
- Acceptance Criteria of Weld Defects As Per Different Codes - The Engineers Edge Institute of NDT CBEDocument18 pagesAcceptance Criteria of Weld Defects As Per Different Codes - The Engineers Edge Institute of NDT CBEEngineersEDGE CoimbatoreNo ratings yet
- Wi Cswip 3.1 Part 2Document10 pagesWi Cswip 3.1 Part 2Ramakrishnan AmbiSubbiah100% (1)
- MCQs - CarpDocument3 pagesMCQs - CarpAbid HussainNo ratings yet
- Acceptance Criteria To TR1826Document1 pageAcceptance Criteria To TR1826Adisak Aumpiem0% (1)
- Part B Question (2010)Document10 pagesPart B Question (2010)장재성100% (2)
- Part B Question (2010)Document10 pagesPart B Question (2010)kyeong cheol lee100% (2)
- NDT-Acceptance Various CodesDocument17 pagesNDT-Acceptance Various CodesShanmuga NavaneethanNo ratings yet
- Welding Standard Ver1Document4 pagesWelding Standard Ver1Sowmen ChakrobortyNo ratings yet
- Deck Evaluation FormDocument4 pagesDeck Evaluation FormMak99dadNo ratings yet
- Wi Cswip 3.1 Part 1Document9 pagesWi Cswip 3.1 Part 1Ramakrishnan AmbiSubbiah100% (3)
- Acceptance Criteria of Weld Defects As Per Different CodesDocument17 pagesAcceptance Criteria of Weld Defects As Per Different CodesdhasdjNo ratings yet
- Technology Multiple Choice Exam 1Document8 pagesTechnology Multiple Choice Exam 1saifullah629No ratings yet
- Cswip QA/answerDocument6 pagesCswip QA/answerJoseph PeterNo ratings yet
- Fitter Iii Semester Question - New 1-4 PDFDocument11 pagesFitter Iii Semester Question - New 1-4 PDFGangadharam MademNo ratings yet
- Technology 1Document10 pagesTechnology 1Tahar Dabbar100% (1)
- Tech E 2 or B PDFDocument4 pagesTech E 2 or B PDFkathirNo ratings yet
- Comprehensive Evaluation 01, 2013Document14 pagesComprehensive Evaluation 01, 2013Zain Sani ButtNo ratings yet
- Technology Multiple Choice Exam 1Document8 pagesTechnology Multiple Choice Exam 1Alex KullehNo ratings yet
- Taller API 1104 40 PreguntasDocument84 pagesTaller API 1104 40 PreguntasJose Carlos Macea100% (3)
- Iso 5817 Practice: L.Srinivasan Cms/AwtiDocument59 pagesIso 5817 Practice: L.Srinivasan Cms/Awtiaravindan100% (1)
- Dry Van Test SimulationDocument41 pagesDry Van Test SimulationDavid MellaNo ratings yet
- Day 1 AnswersDocument31 pagesDay 1 Answershaoues23100% (2)
- Machine Design Elements12 - : God BlessDocument101 pagesMachine Design Elements12 - : God BlessReynald de VeraNo ratings yet
- TBT 412Document7 pagesTBT 412Mugesh RanjanendranNo ratings yet
- Sha-Shib Aerospace Engineering: Workshop PracticesDocument4 pagesSha-Shib Aerospace Engineering: Workshop PracticesPritamjit RoutNo ratings yet
- MD Elements 12Document100 pagesMD Elements 12Garcia MaybelleNo ratings yet
- Technology Multiple Choice Exam Få Fò - HWPDocument39 pagesTechnology Multiple Choice Exam Få Fò - HWPMark Darrel Aranas100% (3)
- SSAB Weld DefectsDocument16 pagesSSAB Weld Defectspozolab0% (1)
- Welding PresentationDocument65 pagesWelding PresentationVasil YordanovNo ratings yet
- Defect Welding MACRODocument5 pagesDefect Welding MACROSepthian DSNo ratings yet
- TWI Training CSWIP 3.1 PlateDocument8 pagesTWI Training CSWIP 3.1 PlateSepthian DS100% (2)
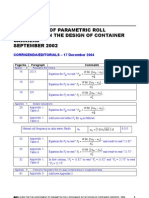
- 133-Pararoll (1) CDec04Document1 page133-Pararoll (1) CDec04Septhian DSNo ratings yet
- Class Notations TableDocument159 pagesClass Notations TableSepthian DSNo ratings yet
- 140 Container DLADocument48 pages140 Container DLASepthian DSNo ratings yet
- Guide To ColorsDocument1 pageGuide To ColorsSepthian DSNo ratings yet
- B 30.2 InterpretationDocument12 pagesB 30.2 InterpretationSepthian DS100% (1)
- Electrochemical Methods of AnalysisDocument153 pagesElectrochemical Methods of AnalysisGab TrinillaNo ratings yet
- HMT MCQSDocument7 pagesHMT MCQSFida Jamali100% (2)
- 1.3.2. Vapour Absorption Refrigeration SystemsDocument5 pages1.3.2. Vapour Absorption Refrigeration SystemsAnonymous DtIyDmXv3RNo ratings yet
- IV Semester B.SC., Physics: Unit 2 - Diffraction of LightDocument21 pagesIV Semester B.SC., Physics: Unit 2 - Diffraction of LightKali RajNo ratings yet
- The Three Basic, Structural Components of A Compound Microscope Are The Head, Base and ArmDocument32 pagesThe Three Basic, Structural Components of A Compound Microscope Are The Head, Base and ArmMichNo ratings yet
- GE Power SystemsDocument20 pagesGE Power SystemsSafaa Hameed Al NaseryNo ratings yet
- Plank DesignDocument2 pagesPlank DesignManinder ChaudharyNo ratings yet
- ME407E - M - DSGNDocument9 pagesME407E - M - DSGNAyush LolusareNo ratings yet
- C StructDesign Bendapudi Feb10 (1) Part 1Document0 pagesC StructDesign Bendapudi Feb10 (1) Part 1Rubén MenaNo ratings yet
- Elementary Transmission For Transforming Rotary Into Translatory MotionDocument14 pagesElementary Transmission For Transforming Rotary Into Translatory Motionshreyas jadhavNo ratings yet
- Pipeline Route Selection and SurveysDocument9 pagesPipeline Route Selection and Surveysaqua2376No ratings yet
- Climate DLLDocument2 pagesClimate DLLlucky may100% (1)
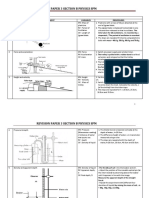
- Quick Revision Paper 3 Section B Physics SPMDocument7 pagesQuick Revision Paper 3 Section B Physics SPMTeoh MilayNo ratings yet
- SKF - NoWear Presentation at 07-12-06Document27 pagesSKF - NoWear Presentation at 07-12-06Patrick Baridon100% (1)
- General Arrangement. Complete Steam Plant Including Two Steam Engines (1cyl + 2cyl Vertical)Document12 pagesGeneral Arrangement. Complete Steam Plant Including Two Steam Engines (1cyl + 2cyl Vertical)Trung NguyenNo ratings yet
- Prob11 25Document1 pageProb11 25ozi125_2No ratings yet
- Volume3 Icho41 45 PDFDocument291 pagesVolume3 Icho41 45 PDFPhan NguyễnNo ratings yet
- Group: Two Stage Evaporative Air-CoolingDocument4 pagesGroup: Two Stage Evaporative Air-CoolingHaseeb ChaudhryNo ratings yet
- 2 1-Simplestrain PDFDocument21 pages2 1-Simplestrain PDFMarkVincentTulinaoNo ratings yet
- Westco PumpDocument8 pagesWestco PumpWorapat PuttakasemNo ratings yet
- PicarroDocument1 pagePicarroDidi AdisaputroNo ratings yet
- Nupi Electrofusion PDFDocument2 pagesNupi Electrofusion PDFSRR QAQCNo ratings yet
- Material Balance 6.3.4 MEG Refining Column (Packed Column)Document29 pagesMaterial Balance 6.3.4 MEG Refining Column (Packed Column)noelNo ratings yet
- TribologyDocument38 pagesTribologyRAVI GIRI GOSWAMINo ratings yet
- 02-HEC-Ass, MP, GP & AssertionDocument24 pages02-HEC-Ass, MP, GP & AssertionWIZZGOD OpNo ratings yet
- Chapter 3 (Autosaved)Document44 pagesChapter 3 (Autosaved)TrueManSoulNo ratings yet
- Literature Review of Impact Strength of Timber and Joints: Wood Density (kg/m3)Document6 pagesLiterature Review of Impact Strength of Timber and Joints: Wood Density (kg/m3)Gilang Anjay100% (1)
- Transporting, Deposition, Curing and Finishing of ConcreteDocument29 pagesTransporting, Deposition, Curing and Finishing of ConcreteSathish SelvaNo ratings yet
- Article 130153Document8 pagesArticle 130153MARSHMALLOW GAMINGNo ratings yet