You might also like
- Eds Management Center ExamDocument5 pagesEds Management Center ExamJez MavNo ratings yet
- Welding Procedure Specification (WPS) FormDocument2 pagesWelding Procedure Specification (WPS) FormEarl Harbert0% (2)
- STT Pipe Welding Reduces Spatter & SmokeDocument3 pagesSTT Pipe Welding Reduces Spatter & SmokeahmedNo ratings yet
- Welding Procedure Qualification Certificate EN ISO 15614-1: 2017Document3 pagesWelding Procedure Qualification Certificate EN ISO 15614-1: 2017dcsamaraweera100% (1)
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocument5 pagesDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- PRES TIG Hot Wire Narrow Gap Welding enDocument25 pagesPRES TIG Hot Wire Narrow Gap Welding enRavishankarNo ratings yet
- Welding Procedure Specification (WPS) : Page: 1/1Document5 pagesWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirNo ratings yet
- Welding Inspection CourseDocument33 pagesWelding Inspection CourseBenjapon bt7No ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- Surface Preparation & Painting ProcedureDocument9 pagesSurface Preparation & Painting ProcedureRam ThevarNo ratings yet
- Lot Inspection Report For LPG New CylindersDocument3 pagesLot Inspection Report For LPG New CylindersJagannath MajhiNo ratings yet
- Welded Joint Design FundamentalsDocument16 pagesWelded Joint Design FundamentalsEngr Arfan Ali DhamrahoNo ratings yet
- Material Imperfections: CSWIP 3.1 Welding InspectionDocument12 pagesMaterial Imperfections: CSWIP 3.1 Welding InspectionLâm ThanhNo ratings yet
- By RPS Welding ConsultantsDocument41 pagesBy RPS Welding ConsultantsvairavnNo ratings yet
- API Welding ProcedureDocument2 pagesAPI Welding ProcedureSamarakoon BandaNo ratings yet
- Welder and Wps Qualification Control ProcedureDocument24 pagesWelder and Wps Qualification Control ProcedurejhuliocessarsNo ratings yet
- WPS-2 InchDocument2 pagesWPS-2 InchKarthikeyan MpNo ratings yet
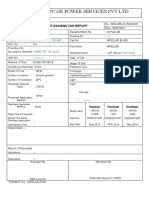
- NTPC Ge Power Services PVT LTD: Liquid Penetrant Examination ReportDocument2 pagesNTPC Ge Power Services PVT LTD: Liquid Penetrant Examination ReportBalkishan DyavanapellyNo ratings yet
- Welding Consumables Control RegisterDocument1 pageWelding Consumables Control RegisterAli MhaskarNo ratings yet
- Defects AND DiscontinuitiesDocument39 pagesDefects AND DiscontinuitiesThe Engineers EDGE, Coimbatore100% (1)
- 1 5 1Document5 pages1 5 1daemsalNo ratings yet
- Procedure Qualification Record (PQR) FormDocument1 pageProcedure Qualification Record (PQR) FormEarl HarbertNo ratings yet
- Introduction To GMAWDocument63 pagesIntroduction To GMAWRumman Ul AhsanNo ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- Welding Training InspectionDocument46 pagesWelding Training InspectionAdhanom G.No ratings yet
- Linde Rates For Welding Test Services-2018Document2 pagesLinde Rates For Welding Test Services-2018Hoque AnamulNo ratings yet
- Visual Inspection Report SummaryDocument3 pagesVisual Inspection Report SummaryRisdiantoNo ratings yet
- 22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCDocument1 page22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCnwoforNo ratings yet
- Checklist For Fabrication & Erection of Structural Steel WorkDocument1 pageChecklist For Fabrication & Erection of Structural Steel Workbetelehem hailuNo ratings yet
- WPQ Sunil Yadav W-13 PQR 003 Smaw - PipeDocument1 pageWPQ Sunil Yadav W-13 PQR 003 Smaw - Pipeharshileng3992100% (1)
- TWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Document68 pagesTWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Ali ClubistNo ratings yet
- Welding BisplateDocument12 pagesWelding BisplateLim Senglin100% (1)
- Welding Procedure QualificationDocument23 pagesWelding Procedure QualificationHosam AhmedNo ratings yet
- Procedure for Flame Straightening Structural SteelDocument3 pagesProcedure for Flame Straightening Structural SteelAvishek Gupta100% (1)
- Determine necessary preheat temperature for steel weldingDocument11 pagesDetermine necessary preheat temperature for steel weldingromanosky11No ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- WeldDocs WPSDocument2 pagesWeldDocs WPSMDSIKKU_2005No ratings yet
- Casting, Forming & Welding (ME31007) Lecture NotesDocument102 pagesCasting, Forming & Welding (ME31007) Lecture NotesramuNo ratings yet
- Acceptance CriteriaDocument19 pagesAcceptance CriteriaAnonymous 5iv0i3cZNo ratings yet
- Minimizing Weld Defects in SAWDocument3 pagesMinimizing Weld Defects in SAWNalla Gane100% (1)
- A Review On Various Welding TechniquesDocument7 pagesA Review On Various Welding TechniquesIJMER100% (1)
- CWB Weld Specialist Branding GuideDocument5 pagesCWB Weld Specialist Branding GuideBala SingamNo ratings yet
- Weld RepireDocument91 pagesWeld RepireالGINIRAL FREE FIRENo ratings yet
- WPQR No. 2016 02Document14 pagesWPQR No. 2016 02GANESH ANo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Procedure Qualification Record PQRDocument2 pagesProcedure Qualification Record PQRWalid BdeirNo ratings yet
- Welding Parameters Control PipelineDocument1 pageWelding Parameters Control PipelinemusheerNo ratings yet
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Document21 pagesTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- BHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelDocument2 pagesBHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelpradhankruhsnaNo ratings yet
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocument25 pagesp999999 100zd11 000 zd0001 - 0 Welding StandardJennyNo ratings yet
- Acceptance Criteria For Welds In ASTM A106 Grade B Steel Pipe And PlateDocument46 pagesAcceptance Criteria For Welds In ASTM A106 Grade B Steel Pipe And PlateSteelera EngineersNo ratings yet
- Welding Qualification: by Hema SantoshDocument45 pagesWelding Qualification: by Hema Santoshravi00098No ratings yet
- IRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Document4 pagesIRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Mostafizur RahmanNo ratings yet
- FCAW Procedure PDFDocument110 pagesFCAW Procedure PDFsolserengsaNo ratings yet
- TWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDocument26 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDanem HalasNo ratings yet
- KEMPPI Welding Technology Course: R.BanerjeeDocument78 pagesKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaNo ratings yet
- Welding BasicsDocument37 pagesWelding BasicsSnehal DeshmukhNo ratings yet
- How To Prevent Control Welding DistortionDocument2 pagesHow To Prevent Control Welding DistortionNilesh DalviNo ratings yet
- Weld Inspection ReportDocument5 pagesWeld Inspection ReportFord Katim100% (2)
- Weld Inspection Reporting ProcedureDocument5 pagesWeld Inspection Reporting Proceduresharif1974No ratings yet
- API Spec 5Document1 pageAPI Spec 5Walid BdeirNo ratings yet
- Silver DetailsDocument6 pagesSilver DetailsWalid BdeirNo ratings yet
- STS ProfileDocument13 pagesSTS ProfileWalid BdeirNo ratings yet
- API Spec 5Document1 pageAPI Spec 5Walid BdeirNo ratings yet
- API Spec 5Document1 pageAPI Spec 5Walid BdeirNo ratings yet
- STS Profile Rev-04Document19 pagesSTS Profile Rev-04Walid BdeirNo ratings yet
- STS ProfileDocument13 pagesSTS ProfileWalid BdeirNo ratings yet
- AccreditationDocument40 pagesAccreditationWalid BdeirNo ratings yet
- Silver Villa Safety Pin Bow Shackle Test CertificateDocument1 pageSilver Villa Safety Pin Bow Shackle Test Certificatebash bashNo ratings yet
- Anthony Baber Uvjd2pDocument2 pagesAnthony Baber Uvjd2pWalid BdeirNo ratings yet
- Silver Villa Safety Pin Bow Shackle Test CertificateDocument1 pageSilver Villa Safety Pin Bow Shackle Test Certificatebash bashNo ratings yet
- Repair Welding of The Massive castvol17AFE2 2017pp5 8Document5 pagesRepair Welding of The Massive castvol17AFE2 2017pp5 8Walid BdeirNo ratings yet
- STS ProfileDocument13 pagesSTS ProfileWalid BdeirNo ratings yet
- STS Profile Rev-04Document19 pagesSTS Profile Rev-04Walid BdeirNo ratings yet
- AZI-IMSP-05 REV 2management ReviewDocument6 pagesAZI-IMSP-05 REV 2management ReviewWalid BdeirNo ratings yet
- 1.1 ISO CertificatesDocument4 pages1.1 ISO CertificatesWalid BdeirNo ratings yet
- Flydubai Important InformationDocument3 pagesFlydubai Important InformationRaju LamaNo ratings yet
- Fitting List NPT 1Document3 pagesFitting List NPT 1Walid BdeirNo ratings yet
- AZI-IMSP-05 REV 2management ReviewDocument6 pagesAZI-IMSP-05 REV 2management ReviewWalid BdeirNo ratings yet
- Fitting List HP 1Document1 pageFitting List HP 1Walid BdeirNo ratings yet
- AZI-IMSP-26 Safety InductionDocument8 pagesAZI-IMSP-26 Safety InductionWalid BdeirNo ratings yet
- Procurement PolicyDocument1 pageProcurement PolicyWalid BdeirNo ratings yet
- Safety Induction: Operational Excellence One Team, One Goal, Incident-Free Operations (IFO)Document9 pagesSafety Induction: Operational Excellence One Team, One Goal, Incident-Free Operations (IFO)Walid BdeirNo ratings yet
- Driving Policy Standard: Driver Training and QualificationDocument1 pageDriving Policy Standard: Driver Training and QualificationWalid BdeirNo ratings yet
- Local Hiring PolicyDocument1 pageLocal Hiring PolicyWalid BdeirNo ratings yet
- HSE PolicyDocument1 pageHSE PolicyWalid BdeirNo ratings yet
- AZI-IMSP-07 Environmental ImpactDocument6 pagesAZI-IMSP-07 Environmental ImpactWalid BdeirNo ratings yet
- Drugs and Alcohol Policy SummaryDocument2 pagesDrugs and Alcohol Policy SummaryWalid BdeirNo ratings yet
- Procurement PolicyDocument1 pageProcurement PolicyWalid BdeirNo ratings yet
- Conflict of Interest PolicyDocument2 pagesConflict of Interest PolicyWalid BdeirNo ratings yet
- 6 Axis Breakout Board Wiring and SetupDocument5 pages6 Axis Breakout Board Wiring and SetupJalaj ChhalotreNo ratings yet
- 6H000200 PDFDocument2 pages6H000200 PDFSachin RamadasanNo ratings yet
- Vaadin 14 Scalability Report - December 2019Document26 pagesVaadin 14 Scalability Report - December 2019dskumargNo ratings yet
- Tellabs 8611 Access SwitchDocument3 pagesTellabs 8611 Access SwitchGuillermo OvelarNo ratings yet
- JD Requirement College 25jun21Document2 pagesJD Requirement College 25jun21Will MNo ratings yet
- EC-Council Certification Path Senior Security Forensics Advanced Disaster Recovery Secure Programmer LawyersDocument1 pageEC-Council Certification Path Senior Security Forensics Advanced Disaster Recovery Secure Programmer Lawyersrusty rawatNo ratings yet
- Shale ProblemsDocument12 pagesShale ProblemsShirley Hernandez JimenezNo ratings yet
- Smart HelmetDocument11 pagesSmart HelmetsarangNo ratings yet
- SQLPlus Concurrent Program in Oracle AppsDocument5 pagesSQLPlus Concurrent Program in Oracle AppsTikendra Kumar PalNo ratings yet
- Literacy Narrative Essay 1Document3 pagesLiteracy Narrative Essay 1api-644119616No ratings yet
- Jir Student Guide PDFDocument192 pagesJir Student Guide PDFErick ReyesNo ratings yet
- Chapter 04 - Batch Input MethodsDocument21 pagesChapter 04 - Batch Input MethodsnivasNo ratings yet
- MATH 5 Worksheet Q1Week 1 4Document6 pagesMATH 5 Worksheet Q1Week 1 4Criza Bill LauNo ratings yet
- Electric MachineDocument26 pagesElectric MachinealexNo ratings yet
- PD2-PaperGang John Wick A4Document2 pagesPD2-PaperGang John Wick A4Bot 2No ratings yet
- Get started with basic Excel formulasDocument84 pagesGet started with basic Excel formulasjerry kisuleNo ratings yet
- 22 Simple Ways To Increase Instagram Engagement (Free Calculator)Document3 pages22 Simple Ways To Increase Instagram Engagement (Free Calculator)you forNo ratings yet
- Lubricated Plug Valves: Price List #3119 - Effective: 3/1/19Document16 pagesLubricated Plug Valves: Price List #3119 - Effective: 3/1/19nurhadiNo ratings yet
- Advanced Isometric Configuration in AutoCADPlant3DDocument49 pagesAdvanced Isometric Configuration in AutoCADPlant3DRoobens SC Lara100% (1)
- Non Faculty Application FormDocument6 pagesNon Faculty Application FormBharat KumarNo ratings yet
- Service & Support: Communication Between SIMATIC S5 and Simatic S7 Over ProfibusDocument30 pagesService & Support: Communication Between SIMATIC S5 and Simatic S7 Over ProfibusMhd Samer AlHamwiNo ratings yet
- 1019-Article Text-6238-1-10-20230525Document6 pages1019-Article Text-6238-1-10-20230525Keyara PutriNo ratings yet
- WCFX-E Guide SpecificationDocument3 pagesWCFX-E Guide SpecificationaftabNo ratings yet
- + - OSDI2020-FIRM - An Intelligent Fine-Grained Resource Management Framework For SLO-Oriented MicroservicesDocument22 pages+ - OSDI2020-FIRM - An Intelligent Fine-Grained Resource Management Framework For SLO-Oriented MicroservicesBENKEMCHI OussamaNo ratings yet
- Arduino Smart Home With Alexa Google Assistant UsiDocument32 pagesArduino Smart Home With Alexa Google Assistant UsiMihaiNo ratings yet
- Redwan Ahmed Miazee - HW - 1Document3 pagesRedwan Ahmed Miazee - HW - 1REDWAN AHMED MIAZEENo ratings yet
- "Experimental Investigation On The Use of Coconut Shell As Partial Replacement of Coarse Aggregate in Concrete'' Nikhil M. DofeDocument18 pages"Experimental Investigation On The Use of Coconut Shell As Partial Replacement of Coarse Aggregate in Concrete'' Nikhil M. DofeKomal mankarNo ratings yet
- Mathematical LogicDocument224 pagesMathematical LogickauluzavanessaNo ratings yet
- Guidelines For Safety in E O T Cranes: IPSS: 2-02-007-18 (First Revision)Document4 pagesGuidelines For Safety in E O T Cranes: IPSS: 2-02-007-18 (First Revision)Mohammad Safdar SadatNo ratings yet