You might also like
- Chiller Water Treatment - TraneDocument7 pagesChiller Water Treatment - Tranetuatvq100% (4)
- SmacnaDocument58 pagesSmacnascribdquyNo ratings yet
- Basic Design of AHU (General)Document64 pagesBasic Design of AHU (General)Dimyati Es100% (5)
- 19.5 Plumbing - Hot Water StorageDocument11 pages19.5 Plumbing - Hot Water StorageNadeesha BandaraNo ratings yet
- Chilled Water System FundamentalsDocument14 pagesChilled Water System Fundamentalsjohnnybe51No ratings yet
- Fatigue Test and Wave Propagation Experiment: ME220: Materials LaboratoryDocument15 pagesFatigue Test and Wave Propagation Experiment: ME220: Materials LaboratoryShubhamMaheshwariNo ratings yet
- Chilled Water Piping SystemDocument36 pagesChilled Water Piping Systemchetanvmak100% (2)
- Chiller Plant DesignDocument48 pagesChiller Plant Designryxor-mrbl100% (1)
- HVAC Chilled Water Distribution SchemesDocument56 pagesHVAC Chilled Water Distribution SchemesJenson Joy100% (5)
- Water Heater SizingDocument258 pagesWater Heater SizingJay SuguitanNo ratings yet
- M149content PDFDocument41 pagesM149content PDFMohamed MasryNo ratings yet
- Fan Coil Unit: Design and OperationDocument6 pagesFan Coil Unit: Design and OperationbetteroneNo ratings yet
- Fcu SizingDocument12 pagesFcu SizingLloydNo ratings yet
- Chilled Water System PresentationDocument119 pagesChilled Water System Presentationceo123456100% (4)
- HVAC Design 1Document22 pagesHVAC Design 1RHaikal Ming Zhi LeeNo ratings yet
- Chilled Water DistibutionDocument56 pagesChilled Water DistibutionNavami Vb100% (1)
- Chilled Water SystemDocument48 pagesChilled Water SystemLarry Bea80% (5)
- Quick Chilled Water EstimationDocument2 pagesQuick Chilled Water EstimationSami Khoury100% (5)
- Chiller Flow Rates and Guidelines For Chilled Water System PipingDocument3 pagesChiller Flow Rates and Guidelines For Chilled Water System PipingTanveer Aziz100% (3)
- Understanding Primary Secondary Pumping Part 6 - 5 Ways To Pump An HVAC SystemDocument13 pagesUnderstanding Primary Secondary Pumping Part 6 - 5 Ways To Pump An HVAC SystemDavid O. AlmeidaNo ratings yet
- Duct Static Loss CalculationDocument8 pagesDuct Static Loss CalculationYe Thiha Min100% (2)
- Chapter 3 The Air Distribution SystemDocument40 pagesChapter 3 The Air Distribution SystemMuhammad Abdullah86% (7)
- HVAC CalculationDocument82 pagesHVAC Calculationfady100% (2)
- Stair Pressurization SystemDocument10 pagesStair Pressurization SystemPatel Kalinga100% (1)
- Cooling Load Calculation 2016Document52 pagesCooling Load Calculation 2016Afraz Shaikh50% (2)
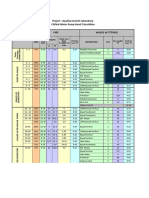
- Project: Quality Control Laboratory Chilled Water Pump Head Calculation Pipe Valves & FittingsDocument15 pagesProject: Quality Control Laboratory Chilled Water Pump Head Calculation Pipe Valves & FittingsZain ShariffNo ratings yet
- Working Principle of Water ChillersDocument4 pagesWorking Principle of Water ChillersXêKô50% (2)
- Module 3 - Chiller SystemDocument45 pagesModule 3 - Chiller Systemmadan karkiNo ratings yet
- 6 Sequence of OperationsDocument5 pages6 Sequence of OperationsBhagyaraj NPNo ratings yet
- Air Handling Units: CatalogueDocument157 pagesAir Handling Units: Cataloguevarshneyrk@rediffmail.comNo ratings yet
- AC Duct Design PDFDocument6 pagesAC Duct Design PDFkumar123rajuNo ratings yet
- V Imp Design of Domestic Water Supply and Distribution SystemDocument33 pagesV Imp Design of Domestic Water Supply and Distribution Systemali100% (2)
- Designing Chilled Water Systems PDFDocument10 pagesDesigning Chilled Water Systems PDFjorge castilloNo ratings yet
- Structure Maintainer, Group H (Air Conditioning & Heating): Passbooks Study GuideFrom EverandStructure Maintainer, Group H (Air Conditioning & Heating): Passbooks Study GuideNo ratings yet
- Piping System RevDocument32 pagesPiping System Revapi-25999517100% (9)
- Piping Design - Unit 3 & 4Document125 pagesPiping Design - Unit 3 & 4Abhay RajputNo ratings yet
- Lecture 2+3 Pipeway EnggDocument61 pagesLecture 2+3 Pipeway EnggJaveria SheikhNo ratings yet
- 3 Building Water System and Design Part 1Document28 pages3 Building Water System and Design Part 1Rayan Ahmad Barodi100% (2)
- Chilled Water Pipe Sizing Study PDFDocument34 pagesChilled Water Pipe Sizing Study PDFNajam24No ratings yet
- Chilled Water Pipe DESIGNDocument22 pagesChilled Water Pipe DESIGNTanjim FakirNo ratings yet
- 2007-01 Residential Hot Water DistributionDocument3 pages2007-01 Residential Hot Water DistributionSagar AroraNo ratings yet
- Reasonable VelocityDocument4 pagesReasonable VelocityRaithab IlsurNo ratings yet
- DIPRA Hydraulic Analysis of DI PipeDocument8 pagesDIPRA Hydraulic Analysis of DI Pipehussien_azahariNo ratings yet
- Pipe Sizing and Pressure Drop CalculationDocument7 pagesPipe Sizing and Pressure Drop Calculationvino2win100% (1)
- A World of DifferenceDocument3 pagesA World of Differenceeastham35No ratings yet
- AED Design Requirements - Water Tanks and System Distribution - Sep09 PDFDocument23 pagesAED Design Requirements - Water Tanks and System Distribution - Sep09 PDFAvonodOiratulcNo ratings yet
- Livestock Watering Fact SheetDocument7 pagesLivestock Watering Fact Sheetapi-228378848No ratings yet
- 2007-4-18-An Investigation On Energy Consumption in Yarn Production With Special Reference To Ring SpinningDocument15 pages2007-4-18-An Investigation On Energy Consumption in Yarn Production With Special Reference To Ring SpinningAqeel AhmedNo ratings yet
- CorrView Piping Technical Bulletin P-01Document14 pagesCorrView Piping Technical Bulletin P-01jjgonzalezquinaNo ratings yet
- Engineering Utilities 2Document8 pagesEngineering Utilities 2Vanissa MontillaNo ratings yet
- Duct Design: ME 425 - Air Distribution & ASHRAE Outlet SelectionDocument9 pagesDuct Design: ME 425 - Air Distribution & ASHRAE Outlet SelectionAbul ShaikhNo ratings yet
- 5 Short Coming in HP Steam Piping Consturction & SelectionDocument6 pages5 Short Coming in HP Steam Piping Consturction & SelectionUdhayakumar VenkataramanNo ratings yet
- Pipe Rack LAYOUTDocument25 pagesPipe Rack LAYOUTSAMI UR RAHMANNo ratings yet
- Lesson 4slidesDocument15 pagesLesson 4slidesBryan Scofield0% (2)
- Architectural Science I (Water)Document223 pagesArchitectural Science I (Water)Muluken MelesseNo ratings yet
- Lecture 7. Hydraulics of Water Distribution SystemsDocument43 pagesLecture 7. Hydraulics of Water Distribution SystemsHaitham Wahdan100% (2)
- AES Pipes - Engineering Basis.12890711Document84 pagesAES Pipes - Engineering Basis.12890711Wuttichai PoontanodNo ratings yet
- Force Main SewersDocument8 pagesForce Main SewersljupkaNo ratings yet
- PenstockDocument22 pagesPenstockAbiued EjigueNo ratings yet
- Engineering & Expertise Transient Analysis: Water HammerDocument16 pagesEngineering & Expertise Transient Analysis: Water HammerArmando Emilio PoujolNo ratings yet
- Construction SafetyDocument249 pagesConstruction Safetyapi-25999517100% (3)
- Refrigeration Load CalculationDocument87 pagesRefrigeration Load Calculationapi-2599951771% (7)
- MR Pazha Karuppiah-Thalaiyangam-In DinamaniDocument1 pageMR Pazha Karuppiah-Thalaiyangam-In Dinamaniapi-25999517No ratings yet
- RESUME 2009 FullxDocument69 pagesRESUME 2009 Fullxapi-2599951761% (28)
- Hvac Controls - Invensys: J.IlangumaranDocument62 pagesHvac Controls - Invensys: J.Ilangumaranapi-25999517No ratings yet
- 21.hvac Measurements AlnorDocument76 pages21.hvac Measurements AlnorKagitha TirumalaNo ratings yet
- Heat Load Calculation : J.IlangumaranDocument70 pagesHeat Load Calculation : J.Ilangumaranapi-259995170% (1)
- Food Processing and Preservation-FullDocument580 pagesFood Processing and Preservation-Fullapi-2599951785% (26)
- Vapour AbsorptionDocument48 pagesVapour AbsorptionbalaNo ratings yet
- 5 (1) .BMS IntroductionDocument17 pages5 (1) .BMS IntroductionMuhammedShareefNo ratings yet
- HVACDocument72 pagesHVACvarshneyrk@rediffmail.comNo ratings yet
- VRFDocument83 pagesVRFapi-25999517100% (6)
- Poultry Processing: J.IlangumaranDocument40 pagesPoultry Processing: J.Ilangumaranapi-25999517No ratings yet
- Transport Refrigeration and A/C Systems - Carrier Corporation J.ilangumaranDocument18 pagesTransport Refrigeration and A/C Systems - Carrier Corporation J.ilangumaranapi-25999517No ratings yet
- Sistem HvacDocument43 pagesSistem Hvacarln_605551822No ratings yet
- Electrical Systems Systems: J.ilangumaranDocument15 pagesElectrical Systems Systems: J.ilangumaranapi-25999517No ratings yet
- "Alternate Refrigerants": J.IlangumaranDocument61 pages"Alternate Refrigerants": J.Ilangumaranapi-25999517No ratings yet
- Fire Fighting3Document58 pagesFire Fighting3api-25999517No ratings yet
- كتاب رائع فى BmsDocument49 pagesكتاب رائع فى Bmsyasmenn2010No ratings yet
- PSYCHORDocument12 pagesPSYCHORarln_605551822No ratings yet
- Hydronic System: J.IlangumaranDocument17 pagesHydronic System: J.Ilangumaranapi-25999517100% (1)
- Piping System RevDocument32 pagesPiping System Revapi-25999517100% (9)
- Duct Design RevDocument21 pagesDuct Design Revapi-25999517100% (1)
- Fire Fighting1Document35 pagesFire Fighting1api-25999517No ratings yet
- Fire Fighting2Document57 pagesFire Fighting2api-25999517No ratings yet
- Strength of Materials 2016 by S K Mondal PDFDocument472 pagesStrength of Materials 2016 by S K Mondal PDFSai Subrahmanyam PvkNo ratings yet
- Balancing Chemical EquationsDocument2 pagesBalancing Chemical EquationsAngelo Jude CobachaNo ratings yet
- ICSE Class 10 Chemistry Solved Paper 2014Document16 pagesICSE Class 10 Chemistry Solved Paper 2014SANDEEP SINGHNo ratings yet
- Riprap&retainingwallDocument2 pagesRiprap&retainingwallEdsun CaraleNo ratings yet
- Brosur Detail Flow Meter Amico Tipe LXSGDocument1 pageBrosur Detail Flow Meter Amico Tipe LXSGIrwan PangaribuanNo ratings yet
- BoqDocument12 pagesBoqCalambafire MisamisoccidentalNo ratings yet
- Synergistic Effects of Bimetallic PtPd-TiO2 Nanocatalysts in Oxidation ofDocument54 pagesSynergistic Effects of Bimetallic PtPd-TiO2 Nanocatalysts in Oxidation ofmohdhafizmdaliNo ratings yet
- Coal ChemicalDocument71 pagesCoal ChemicalKiran KumarNo ratings yet
- Salt Market StructureDocument8 pagesSalt Market StructureASBMailNo ratings yet
- Fluke - Testing Corrosion Protection SystemsDocument2 pagesFluke - Testing Corrosion Protection Systemsmantencion CRINo ratings yet
- Hot Embossing - The Molding Technique For Plastic MicrostructuresDocument3 pagesHot Embossing - The Molding Technique For Plastic MicrostructuresinzanerNo ratings yet
- Chemistry 20 Final Review Solutions Checklist: KnowledgeDocument8 pagesChemistry 20 Final Review Solutions Checklist: KnowledgeRahill SafiNo ratings yet
- Mechanical Engineering Intervie - Pranab DebnathDocument186 pagesMechanical Engineering Intervie - Pranab DebnathpradeepNo ratings yet
- Fabrication of Plastic Brick Manufacturing Machine and Brick AnalysisDocument75 pagesFabrication of Plastic Brick Manufacturing Machine and Brick AnalysismmjishnuNo ratings yet
- RAB AC DRAFT - PulihkanDocument92 pagesRAB AC DRAFT - PulihkanFendi HNo ratings yet
- Lithium Industry Analysis 2016Document19 pagesLithium Industry Analysis 2016lachlan_live100% (3)
- Guidance On Manufacturing Process Descriptions & Use of EINECS/CAS Number Definitions For REACH RegistrationsDocument7 pagesGuidance On Manufacturing Process Descriptions & Use of EINECS/CAS Number Definitions For REACH RegistrationsRuben PerezNo ratings yet
- Friction WeldingDocument21 pagesFriction WeldingAbhilash COCNo ratings yet
- Final ExamDocument42 pagesFinal ExamEmerson HernandezNo ratings yet
- Discontinuity ClassificationsDocument7 pagesDiscontinuity Classificationsbenderman1No ratings yet
- B1 StreamSedimentsDocument27 pagesB1 StreamSedimentsGilang PamungkasNo ratings yet
- Aggregates - PDF ClassificationDocument2 pagesAggregates - PDF ClassificationRyan NemroeNo ratings yet
- Magondacan - Osmosis ExperimentDocument3 pagesMagondacan - Osmosis ExperimentJemmilyn RielNo ratings yet
- Shoring Design - Contiguous Pile, Soldier Piles System, Secant Piles SystemDocument53 pagesShoring Design - Contiguous Pile, Soldier Piles System, Secant Piles Systemျမတ္ သူ ေအာင္No ratings yet
- POP2200 8300 Operation Manual PDFDocument10 pagesPOP2200 8300 Operation Manual PDFNguyễn Hoàng MinNo ratings yet
- Toilet Plumbing SpecDocument6 pagesToilet Plumbing SpecdhanabalNo ratings yet
- GRAGEAS An Update On Pharmaceutical Film Coating For Drug DeliveryDocument15 pagesGRAGEAS An Update On Pharmaceutical Film Coating For Drug DeliveryHugo LopezNo ratings yet
- Synthesis of TetraaminecopperDocument4 pagesSynthesis of Tetraaminecopperrahma0% (1)
- FDSFJK DFRRSFDocument4 pagesFDSFJK DFRRSFRajiv KrishnaNo ratings yet