You might also like
- Packed Tower Design and Applications - R. F. Strigle (1994)Document354 pagesPacked Tower Design and Applications - R. F. Strigle (1994)gfrank997090% (20)
- Aisi Specifications Supplement 1 - 1996 Specification For The Design of Cold-Formed Steel Structural MembersDocument58 pagesAisi Specifications Supplement 1 - 1996 Specification For The Design of Cold-Formed Steel Structural MembersNilesh Balkrishna Sunita ApteNo ratings yet
- Lahti L-39 Anti-Tank RifleDocument2 pagesLahti L-39 Anti-Tank RifleAndrea MatteuzziNo ratings yet
- Altars and ArchetypesDocument8 pagesAltars and ArchetypesFlaminCowsNo ratings yet
- BTEC Level 3 National Health and Social CA - Mary WhitehouseDocument495 pagesBTEC Level 3 National Health and Social CA - Mary WhitehouseDonna DonnaNo ratings yet
- NR 2 Ventilation Effectiveness PDFDocument26 pagesNR 2 Ventilation Effectiveness PDFChristopher LloydNo ratings yet
- Principles of Geotechnical Engineering-149-151Document3 pagesPrinciples of Geotechnical Engineering-149-151Andrea Arroba0% (1)
- Large Army Roster 40kSM500Document2 pagesLarge Army Roster 40kSM500Mark PhinneyNo ratings yet
- CMH - Pub - 10-22 Corps of Engineers - War Against Germany PDFDocument627 pagesCMH - Pub - 10-22 Corps of Engineers - War Against Germany PDFGavin Hardie100% (1)
- FOW WWII US Airborne Painting GuideDocument5 pagesFOW WWII US Airborne Painting GuideBeagle75No ratings yet
- Assignment PDFDocument4 pagesAssignment PDFzayanNo ratings yet
- Germans 450 Points Bolt Action Band of BrothersDocument1 pageGermans 450 Points Bolt Action Band of BrothersM15No ratings yet
- 2019 What Is A Folio PDFDocument63 pages2019 What Is A Folio PDFLucas GauciNo ratings yet
- 1946 Rusnok Mill Heads Cat PDFDocument25 pages1946 Rusnok Mill Heads Cat PDFfgrefeNo ratings yet
- CNC Tutorial Mastercam 1Document9 pagesCNC Tutorial Mastercam 1Chookeat MaNo ratings yet
- OWW2 Army Lists in EnglishDocument109 pagesOWW2 Army Lists in EnglishEdeNo ratings yet
- GURPS 4e - New GM Control Sheet by Rev. Pee Kitty PDFDocument1 pageGURPS 4e - New GM Control Sheet by Rev. Pee Kitty PDFGlen HansardNo ratings yet
- Cogsmith AOS WarscrollDocument1 pageCogsmith AOS WarscrollknavealphaNo ratings yet
- 125mm Gun Tank BK HEATDocument3 pages125mm Gun Tank BK HEATAlessio ScarabelliNo ratings yet
- Aferican Oxcart Design and ManufactureDocument62 pagesAferican Oxcart Design and ManufacturereissmachinistNo ratings yet
- B /C V G C: G Ritish Ommonwealth Ehicle and Un HartDocument3 pagesB /C V G C: G Ritish Ommonwealth Ehicle and Un HartPacoNo ratings yet
- Fakingthe Afrikakorps 2015Document35 pagesFakingthe Afrikakorps 2015MARIO SILARNo ratings yet
- Some Interesting Projects in FoundryDocument59 pagesSome Interesting Projects in FoundrySneha KritiNo ratings yet
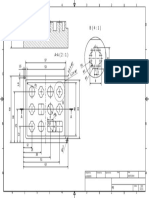
- Designed by Checked by Approved by Date DateDocument1 pageDesigned by Checked by Approved by Date DatevivianeNo ratings yet
- Metal PlasticityDocument13 pagesMetal Plasticityansta17No ratings yet
- Sand Casting Semester PresentationDocument32 pagesSand Casting Semester PresentationMindrila BogdanNo ratings yet
- Soldiers Inc. Search and Destroy ChartDocument4 pagesSoldiers Inc. Search and Destroy ChartPaulWhitington100% (1)
- Planetary Defence Force FandexDocument24 pagesPlanetary Defence Force Fandexcokeacola100% (1)
- 1-48TACTIC: Achtung Panzer!: Foreword To The Vehicles and Heavy Weapons Rules - Beta VersionDocument16 pages1-48TACTIC: Achtung Panzer!: Foreword To The Vehicles and Heavy Weapons Rules - Beta VersionAnsrahNo ratings yet
- CcadDocument35 pagesCcadtasnimsami15No ratings yet
- In The Emperor's Name - Core RulesDocument42 pagesIn The Emperor's Name - Core RulesmatholwchNo ratings yet
- Bench Working and Fitting Shop: (1) Holding DeviceDocument10 pagesBench Working and Fitting Shop: (1) Holding DeviceAashish KushwahaNo ratings yet
- Oathmark Express Fast Painting Lord of The Rings Armies For OathmarkDocument6 pagesOathmark Express Fast Painting Lord of The Rings Armies For OathmarkjpNo ratings yet
- FinnishInfantryWinterwar1939 1940forCoC UpdatedDocument2 pagesFinnishInfantryWinterwar1939 1940forCoC UpdatedsquinchNo ratings yet
- Caixa PDFDocument1 pageCaixa PDFvivianeNo ratings yet
- MM Crete PDFDocument8 pagesMM Crete PDFJessica YeoNo ratings yet
- Paladin II - ManualDocument84 pagesPaladin II - ManualThea_VatarNo ratings yet
- Infanterie PZKPFW MK II 748 (E) OswaldDocument2 pagesInfanterie PZKPFW MK II 748 (E) OswaldAndrea MatteuzziNo ratings yet
- Question Bank BTMEC601 Manufacturing Processes IIDocument14 pagesQuestion Bank BTMEC601 Manufacturing Processes IINeel PawarNo ratings yet
- Warpath Quick ReferenceDocument2 pagesWarpath Quick ReferenceAnonymous Mi4NOUqNo ratings yet
- Unit I Locating and Clamping PrinciplesDocument15 pagesUnit I Locating and Clamping PrinciplesMECHANICAL DESIGNSNo ratings yet
- Killing Time 1Document13 pagesKilling Time 1John DonovanNo ratings yet
- Brawlmachine+1 0Document18 pagesBrawlmachine+1 0scribd2No ratings yet
- Funeral For A FriendDocument1 pageFuneral For A FriendmugginnsNo ratings yet
- Forging Process: Madan Lal Chandravanshi Assistant Professor Department of Mechanical Engineering I S M DhanbadDocument77 pagesForging Process: Madan Lal Chandravanshi Assistant Professor Department of Mechanical Engineering I S M DhanbadNiharika RawatNo ratings yet
- Jagdpanzer 38 (SD - Kfz. 138/2)Document13 pagesJagdpanzer 38 (SD - Kfz. 138/2)jason maiNo ratings yet
- Ironman BlueprintDocument1 pageIronman BlueprintAzra van'Exalt PeratamaNo ratings yet
- Usmc 4243Document8 pagesUsmc 4243donpeppe1No ratings yet
- The Machine EmpressDocument1 pageThe Machine EmpressDerekNo ratings yet
- (Greece) Battle of Kalamata Waterfront PDFDocument1 page(Greece) Battle of Kalamata Waterfront PDFRaúlNo ratings yet
- GlaiveDocument1 pageGlaiveMatt Rubenhagen100% (1)
- Arms and ArmorDocument4 pagesArms and ArmorEcdadım OsmanlıNo ratings yet
- 01 - Fundamentals of MetalworkingDocument54 pages01 - Fundamentals of MetalworkingJabbar AljanabyNo ratings yet
- IE 243 Manufacturing Processes: Definition of Metal FormingDocument8 pagesIE 243 Manufacturing Processes: Definition of Metal FormingquiqueNo ratings yet
- Chap 3 DieterDocument25 pagesChap 3 DieterTumelo InnocentNo ratings yet
- 10 - Fundamentals of Metal Forming (Chapter 14)Document37 pages10 - Fundamentals of Metal Forming (Chapter 14)Taher al suhamiNo ratings yet
- Slide 13 Bending and FormingDocument68 pagesSlide 13 Bending and Formingjohn doeNo ratings yet
- ME302: Materials Mechanics: Chap. 3 Mechanical Properties of MaterialsDocument27 pagesME302: Materials Mechanics: Chap. 3 Mechanical Properties of MaterialsMat MatttNo ratings yet
- 4 Mech Props of Metals Ch6Document38 pages4 Mech Props of Metals Ch6adahrenelleNo ratings yet
- Metal Forming - Chap.3Document20 pagesMetal Forming - Chap.3하은No ratings yet
- Lec 3 Plastic Deformation and Mechanical Properties of Metal PDFDocument57 pagesLec 3 Plastic Deformation and Mechanical Properties of Metal PDFAsif AhnafNo ratings yet
- Mekanikal (Khor) (3CH)Document53 pagesMekanikal (Khor) (3CH)EladAquinoNo ratings yet
- Chapter 1c - Mech ProperDocument63 pagesChapter 1c - Mech PropermaiNo ratings yet
- Chapter 1Document27 pagesChapter 1Omotayo PaulNo ratings yet
- Carbon Nanotubes': Course: Seminar (11me463) Eighth Semester Seminar ReportDocument19 pagesCarbon Nanotubes': Course: Seminar (11me463) Eighth Semester Seminar ReportaysheNo ratings yet
- Xenon Lamp Aging Test ChamberDocument6 pagesXenon Lamp Aging Test ChamberLisun GroupNo ratings yet
- Ramos Copper Piping For The Refrigeration System Layout2Document1 pageRamos Copper Piping For The Refrigeration System Layout2Piolo Gabrielle RamosNo ratings yet
- Chapter 3 Autonomous Robot - KinematicsDocument35 pagesChapter 3 Autonomous Robot - KinematicsHoang Anh Nguyen QuocNo ratings yet
- EM Wave Propagation and PolarisationDocument13 pagesEM Wave Propagation and PolarisationSurya Prakash Singh100% (1)
- Theodolite InstructionsDocument6 pagesTheodolite InstructionsIndika ShanthaNo ratings yet
- Fisher Albrecht Yen Klingerman Mcnamee 1974Document98 pagesFisher Albrecht Yen Klingerman Mcnamee 1974Eric NolascoNo ratings yet
- 2 Forces and Motion SDocument77 pages2 Forces and Motion SRuddyMartiniNo ratings yet
- Chemical EquilibriumDocument29 pagesChemical EquilibriumAjay ChoudharyNo ratings yet
- Mds Ti-Alloy Ta15 0720 enDocument3 pagesMds Ti-Alloy Ta15 0720 enshahin_723No ratings yet
- Buoyancy Calculation Report: Tanap Trans Anatolian Natural Gas Pipeline ProjectDocument31 pagesBuoyancy Calculation Report: Tanap Trans Anatolian Natural Gas Pipeline ProjectbabuNo ratings yet
- Problemset1a AnswersDocument4 pagesProblemset1a AnswersMheira VillahermosaNo ratings yet
- A2-2.2-18 - WTHMT - Experimental and Numerical ApproachDocument10 pagesA2-2.2-18 - WTHMT - Experimental and Numerical ApproachCristian CNo ratings yet
- Anomalous Properties of WaterDocument5 pagesAnomalous Properties of Watertulinne100% (1)
- Finite Element Analysis of Natural Fibers Composites: A ReviewDocument23 pagesFinite Element Analysis of Natural Fibers Composites: A ReviewDiptoNo ratings yet
- CSTR Design For Propylene Glycol Chemical ProductionDocument13 pagesCSTR Design For Propylene Glycol Chemical ProductionMeilani Kusuma WatiNo ratings yet
- Monel Alloy 400 PropertiesDocument16 pagesMonel Alloy 400 PropertiesVelibor StokicNo ratings yet
- Chapter 2 Crystal GrowthDocument44 pagesChapter 2 Crystal GrowthsunNo ratings yet
- Timber DesignDocument144 pagesTimber Designweng paraleNo ratings yet
- Natural Fiber Reinforced Polystyrene Composites - Effect of Fiber Loading, Fiber Dimensions and Surface Modification On Mechanical PropertiesDocument9 pagesNatural Fiber Reinforced Polystyrene Composites - Effect of Fiber Loading, Fiber Dimensions and Surface Modification On Mechanical Propertiespractice rosNo ratings yet
- 4.2 Curie-Weiss Equation and Curie-Weiss Law. Ferromagnetic Transition in The Ising Model. Curie Temperature. Order ParameterDocument8 pages4.2 Curie-Weiss Equation and Curie-Weiss Law. Ferromagnetic Transition in The Ising Model. Curie Temperature. Order ParameterAnderson GarciaNo ratings yet
- GPNB TRN Ins LHN U0 M1Document76 pagesGPNB TRN Ins LHN U0 M1instro gazpromNo ratings yet
- AIMTDR - 117 - Camera Ready PaperDocument8 pagesAIMTDR - 117 - Camera Ready PaperKirubasankarNo ratings yet
- AHU InstallationDocument14 pagesAHU InstallationAyyappan VeeraputhiranNo ratings yet
- Department of PHYSICSDocument14 pagesDepartment of PHYSICSDEVILNo ratings yet
- 28 Welded Joints-2Document10 pages28 Welded Joints-2Shaina MusaNo ratings yet