You might also like
- Pipe Sizing Tabulation Sheet EdtDocument9 pagesPipe Sizing Tabulation Sheet EdtmaxmorekNo ratings yet
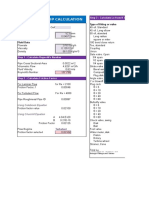
- Fan Curve Determination CalculationDocument6 pagesFan Curve Determination CalculationERTWEngineringloveNo ratings yet
- ID Fan BoilerDocument23 pagesID Fan BoilerAli BariNo ratings yet
- Specification For Temperature Element/Instrument: S T E / IDocument14 pagesSpecification For Temperature Element/Instrument: S T E / Iamini_mohiNo ratings yet
- Piping - Pipeline Design PressureDocument3 pagesPiping - Pipeline Design Pressureankur2061No ratings yet
- Data Sheet For Spray NozzleDocument3 pagesData Sheet For Spray Nozzlebecpavan100% (1)
- Boiler OEE Calculation Ver1.00Document37 pagesBoiler OEE Calculation Ver1.00bkprodhNo ratings yet
- InTech Focus Final Control Elements Sept2019Document33 pagesInTech Focus Final Control Elements Sept2019luciaNo ratings yet
- Ows Piping Size2BLDocument3 pagesOws Piping Size2BLreach_arindomNo ratings yet
- Control Valve SizingDocument3 pagesControl Valve Sizingbuia123No ratings yet
- Rotary Valves ZRSDocument7 pagesRotary Valves ZRSkosmcNo ratings yet
- How To Size A Control Valve For Liquid and Gas Applications Usi PDFDocument4 pagesHow To Size A Control Valve For Liquid and Gas Applications Usi PDFv noteNo ratings yet
- Pneumatic Conveying Spreadsheet-ContentDocument27 pagesPneumatic Conveying Spreadsheet-Contentaladdin4dNo ratings yet
- Vent Size Imp For Pressure VesselsDocument3 pagesVent Size Imp For Pressure Vesselsthomas_v501925No ratings yet
- XyzDocument1 pageXyzUsman TahirNo ratings yet
- ML Tank-Horizontal Tank Sizing Rev 0Document1 pageML Tank-Horizontal Tank Sizing Rev 0AJAY1381No ratings yet
- Evaluation of The Can Velocity Effect On A Bag Filter: Powder Technology August 2017Document5 pagesEvaluation of The Can Velocity Effect On A Bag Filter: Powder Technology August 2017Satrio FebriansyahNo ratings yet
- Err:511 Err:511 Err:511 Err:511 Err:511Document2 pagesErr:511 Err:511 Err:511 Err:511 Err:511Anonymous 3ESYcrKPNo ratings yet
- Energy and Mass IncinerationDocument11 pagesEnergy and Mass Incinerationnuti_srinivasNo ratings yet
- Rotary Plant Shutdown Job List DEC 2020 SECONDDocument9 pagesRotary Plant Shutdown Job List DEC 2020 SECONDsyeedismailNo ratings yet
- MX-20105ABC - Rev.1 (Stirrer - Agi Mix Tank D) - EnglishDocument4 pagesMX-20105ABC - Rev.1 (Stirrer - Agi Mix Tank D) - EnglishidilfitriNo ratings yet
- NFPA Pipe Sizing EXAMPLEDocument4 pagesNFPA Pipe Sizing EXAMPLEMatt AndersonNo ratings yet
- Air Requirements: 2004 by Marcel Dekker, Inc. All Rights ReservedDocument36 pagesAir Requirements: 2004 by Marcel Dekker, Inc. All Rights ReservedGustavo Hernandez100% (1)
- Selecting and Sizing Antisurge Valves: Valve CharacteristicsDocument2 pagesSelecting and Sizing Antisurge Valves: Valve CharacteristicsArslan NisarNo ratings yet
- Oil Dispenser: Manual Oil Dispenser Air Operated Oil Dispenser and Waste Oil Suction Drain/extractorsDocument1 pageOil Dispenser: Manual Oil Dispenser Air Operated Oil Dispenser and Waste Oil Suction Drain/extractorsUkhti LihanNo ratings yet
- What Is %LEL / %UEL / Lower and Upper Explosive Limits For Flammable Gases and VaporsDocument8 pagesWhat Is %LEL / %UEL / Lower and Upper Explosive Limits For Flammable Gases and VaporsSherwin Delfin CincoNo ratings yet
- Flow ConditionerDocument6 pagesFlow ConditionerIdehen KelvinNo ratings yet
- KAT B 5512 HYsec Edition2 en 12 10Document16 pagesKAT B 5512 HYsec Edition2 en 12 10Sathishkumar DhamodaranNo ratings yet
- Swirling IncenDocument42 pagesSwirling Incendrop shipNo ratings yet
- Overall Shape and Dimensions: GeneralDocument40 pagesOverall Shape and Dimensions: GeneralvrgohilNo ratings yet
- SOP - ID FanDocument2 pagesSOP - ID Fanarvidkumar87060No ratings yet
- SLM Avp ManualDocument48 pagesSLM Avp Manualkeyur1109No ratings yet
- Damper System For Gas Turbine Exhaust Gas SystemDocument2 pagesDamper System For Gas Turbine Exhaust Gas Systemjkhan_724384No ratings yet
- Specification For Temperature Safety Valve: S T S VDocument17 pagesSpecification For Temperature Safety Valve: S T S Vamini_mohiNo ratings yet
- SP 10 03Document7 pagesSP 10 03Ak OraNo ratings yet
- (For SHI-UNA RFQ) MTO For Non-Pressure Parts (Excluding PlateDocument14 pages(For SHI-UNA RFQ) MTO For Non-Pressure Parts (Excluding PlategerrydimayugaNo ratings yet
- Design Features and Commissioning of The 700 MW Coal-Fired BoilerDocument5 pagesDesign Features and Commissioning of The 700 MW Coal-Fired Boilervijayk1968100% (1)
- Can Length 6.875 6 Top: Input Data in Orange Area OnlyDocument13 pagesCan Length 6.875 6 Top: Input Data in Orange Area Onlyionutlaur86No ratings yet
- Claudius Peters Pneumatic Conveying Brochure enDocument16 pagesClaudius Peters Pneumatic Conveying Brochure enLucas MeirellesNo ratings yet
- Energy Efficiency Opportunity Assessment ToolDocument9 pagesEnergy Efficiency Opportunity Assessment ToolNasional GotongroyongNo ratings yet
- Specification For Pressure TransmitterDocument15 pagesSpecification For Pressure Transmitteramini_mohiNo ratings yet
- 7 Natural Gas Transmission Pipelines and City Gas Distribution NetworksDocument2 pages7 Natural Gas Transmission Pipelines and City Gas Distribution NetworksJatin Vadhera VCSPNo ratings yet
- Forced Draft BlowerDocument108 pagesForced Draft BlowerTrevor ChandlerNo ratings yet
- Condensate PumpsDocument1 pageCondensate Pumpstricky11No ratings yet
- Air CannonDocument2 pagesAir CannonJohn FulksNo ratings yet
- Materials: Drying in TraysDocument10 pagesMaterials: Drying in TraysMira FazziraNo ratings yet
- Soft Starters vs. Variable Speed - or Both?: Juan Sagarduy, Jesper Kristensson, Sören Kling and Johan ReesDocument7 pagesSoft Starters vs. Variable Speed - or Both?: Juan Sagarduy, Jesper Kristensson, Sören Kling and Johan ReesIlija RunjajicNo ratings yet
- Selecting A Fan From A Fan CurveDocument3 pagesSelecting A Fan From A Fan CurvesivajaNo ratings yet
- SDS-01-M-01 Heavy Fuel Oil HeaterDocument2 pagesSDS-01-M-01 Heavy Fuel Oil HeaterAJAY1381No ratings yet
- Dense & Dilute PhaseDocument2 pagesDense & Dilute PhaseBTENo ratings yet
- Pressure Drop Calculation: Type of Fitting or Valve Pipe DataDocument3 pagesPressure Drop Calculation: Type of Fitting or Valve Pipe DataRawlinson TolentinoNo ratings yet
- Fluid Flow Basics OF Throttling ValvesDocument43 pagesFluid Flow Basics OF Throttling ValvesSandro AraújoNo ratings yet
- Blower Air LineDocument52 pagesBlower Air LineJuan Pablo ApazaNo ratings yet
- Fans InPower PlantsDocument48 pagesFans InPower PlantsitsdilipNo ratings yet
- Sizing of Steam Lines PDFDocument4 pagesSizing of Steam Lines PDFsakalidhasavasanNo ratings yet
- Air CompressorDocument51 pagesAir CompressorInaam Ur RehmanNo ratings yet
- PSV-Tag No.: K K CFDocument3 pagesPSV-Tag No.: K K CFoas217No ratings yet
- Centrifugal Compressor GuidenceDocument4 pagesCentrifugal Compressor GuidenceChem.Engg100% (1)
- Centrifugal Compressors For CPI Plants PDFDocument4 pagesCentrifugal Compressors For CPI Plants PDFAmanda Aracely Herreria SalazarNo ratings yet
- Reciprocating Compressor Optimum Design PDFDocument6 pagesReciprocating Compressor Optimum Design PDF최승원No ratings yet
- World Pump 2017 03Document51 pagesWorld Pump 2017 03Abshar ParamaNo ratings yet
- Coupling 2Document19 pagesCoupling 2tushar9810080No ratings yet
- Engineering, Construction: IPS-G-CE-250Document20 pagesEngineering, Construction: IPS-G-CE-250Lluís Vidales SerresNo ratings yet
- Thermaloxidiser PDFDocument27 pagesThermaloxidiser PDFLluís Vidales SerresNo ratings yet
- Fundamentals of Mechanical DesignDocument150 pagesFundamentals of Mechanical DesignMiguelDiazVNo ratings yet
- VO Model O & M ManualDocument17 pagesVO Model O & M ManualJigyesh SharmaNo ratings yet
- Case Study Vent SizingDocument5 pagesCase Study Vent SizingLluís Vidales SerresNo ratings yet
- Bref Cloro Sosa 288eb04f5f668e4fDocument178 pagesBref Cloro Sosa 288eb04f5f668e4fLluís Vidales SerresNo ratings yet
- Buying Your First TelescopeDocument4 pagesBuying Your First TelescopeLluís Vidales SerresNo ratings yet
- 185 190 Ivk3 2012 VMM BG Na TMDocument6 pages185 190 Ivk3 2012 VMM BG Na TMLluís Vidales SerresNo ratings yet
- The Role of Stainless Steel in Petroleum RefiningDocument57 pagesThe Role of Stainless Steel in Petroleum RefiningfrlocatiNo ratings yet
- Thermaloxidiser PDFDocument27 pagesThermaloxidiser PDFLluís Vidales SerresNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Steam Cracker PDFDocument13 pagesSteam Cracker PDFLluís Vidales SerresNo ratings yet
- SSF Cooling TowersDocument30 pagesSSF Cooling TowersDhirendra Singh RathoreNo ratings yet
- Heat Exchanger Design Lecture - 07Document24 pagesHeat Exchanger Design Lecture - 07Mohmmad ShaikhNo ratings yet
- Refining Process HBDocument296 pagesRefining Process HBsomucdm6023No ratings yet
- Steam CrackerDocument13 pagesSteam CrackerLluís Vidales SerresNo ratings yet
- NI 0466 G EnglishDocument22 pagesNI 0466 G English1975.venkat7685No ratings yet
- Save The Man.a Mobile Game Application 1 1 2Document50 pagesSave The Man.a Mobile Game Application 1 1 2Gonzales RhoybinsonNo ratings yet
- FC302 Design GuideDocument280 pagesFC302 Design Guidedpack4798100% (1)
- Hexagon PPM Caesar II Fundamentals Info Sheet 1Document2 pagesHexagon PPM Caesar II Fundamentals Info Sheet 1Muhammad Zahir ShahNo ratings yet
- HVAC - BOQ, Cost Estimate & ProcurementDocument6 pagesHVAC - BOQ, Cost Estimate & Procurementsunkk0369No ratings yet
- User Manual-Sx Series IP CameraDocument52 pagesUser Manual-Sx Series IP CameraCarlos SaldanaNo ratings yet
- How To Hack WPA-WPA2 WiFi Using Kali LinuxDocument6 pagesHow To Hack WPA-WPA2 WiFi Using Kali LinuxJoel PérezNo ratings yet
- Controller HT Jumo Dicon Touch EN.Document9 pagesController HT Jumo Dicon Touch EN.Jevgenij ChupinNo ratings yet
- Ipoque Product Brochure Net-Reporter WebDocument4 pagesIpoque Product Brochure Net-Reporter WebmickysouravNo ratings yet
- MT7-TL10C900B326 Software Upgrade GuidelineDocument8 pagesMT7-TL10C900B326 Software Upgrade Guidelinehilal288No ratings yet
- MOSFET Chapter - 6Document51 pagesMOSFET Chapter - 6田佳生No ratings yet
- StatisticsDocument10 pagesStatisticsnoufatcourseraNo ratings yet
- Ec2 Ug PDFDocument1,001 pagesEc2 Ug PDFGisha RoyNo ratings yet
- Honeywell Sensors and Switches in Mobile - Cranes - 009586-2-En - LowresDocument2 pagesHoneywell Sensors and Switches in Mobile - Cranes - 009586-2-En - LowreshazopmanNo ratings yet
- Citygml Extension For Bim / Ifc Information: Léon Van BerloDocument47 pagesCitygml Extension For Bim / Ifc Information: Léon Van BerloNicu RotaruNo ratings yet
- Sri Krishna Arts and Science College Coimbatore - 641 008 PG - II Semester - End Semester Examinations - Time Table (June 2021) CE 07Document5 pagesSri Krishna Arts and Science College Coimbatore - 641 008 PG - II Semester - End Semester Examinations - Time Table (June 2021) CE 07VishwakNo ratings yet
- SM ADT Small Mk7 RevBDocument495 pagesSM ADT Small Mk7 RevBBiswajit DasNo ratings yet
- Manual de Usuario Ups Surta 1500XLDocument18 pagesManual de Usuario Ups Surta 1500XLGustavo HernandezNo ratings yet
- Salvage Surface Mount ComponentsDocument8 pagesSalvage Surface Mount ComponentsJames NelsonNo ratings yet
- SpeedDocument2 pagesSpeedKacia DavisNo ratings yet
- Lecture 12 - Intents and Its Types Part 2Document29 pagesLecture 12 - Intents and Its Types Part 2Namra Ashraf MalikNo ratings yet
- 9.1.1.6 Lab - Encrypting and Decrypting Data Using OpenSSL - ILM EstudantesDocument3 pages9.1.1.6 Lab - Encrypting and Decrypting Data Using OpenSSL - ILM EstudantesJosé Silvestre da Silva GalvãoNo ratings yet
- American Series ManualDocument26 pagesAmerican Series ManualIsael HernandezNo ratings yet
- Network Device Drivers in Linux Sub1Document3 pagesNetwork Device Drivers in Linux Sub1hrushiNo ratings yet
- At TC ContactsDocument5 pagesAt TC ContactsMaNiNo ratings yet
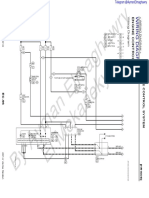
- 06 Engine Control (Sunny 2015)Document25 pages06 Engine Control (Sunny 2015)Abd Alkarem SalamhNo ratings yet
- SRS FormatDocument3 pagesSRS FormatMayank Saraswat50% (4)
- HUAWEI P10 Lite Quick Start Guide (WAS-LX1, 02, 21 Lans, Dual, NEU) PDFDocument188 pagesHUAWEI P10 Lite Quick Start Guide (WAS-LX1, 02, 21 Lans, Dual, NEU) PDFritastoicaNo ratings yet
- Contour InformationDocument9 pagesContour InformationmaciejNo ratings yet
- IEC 60071-1 Page 22Document1 pageIEC 60071-1 Page 22omid fathiNo ratings yet
- TDS BasicOpticalMouseUSB-PS2 (SB) 0604ADocument1 pageTDS BasicOpticalMouseUSB-PS2 (SB) 0604AALESSANDRO PREMOLINo ratings yet