You might also like
- Rotational MotionDocument12 pagesRotational Motionsanderstoby44No ratings yet
- Vibration Basics All Machines, All Applications Have One Thing in CommonDocument24 pagesVibration Basics All Machines, All Applications Have One Thing in Commonvictor perdomoNo ratings yet
- Phyiscs NotesDocument366 pagesPhyiscs NotesZainab shahNo ratings yet
- Resultant Forces: Non-Zero Resultant ForceDocument5 pagesResultant Forces: Non-Zero Resultant ForceNathanNo ratings yet
- CNC Milling: 1, Setting The ViceDocument9 pagesCNC Milling: 1, Setting The ViceGundhi AsmoroNo ratings yet
- Pocket Guide Pulse Tool PropertiesDocument20 pagesPocket Guide Pulse Tool Propertiesjbarr580% (1)
- End EffectorsDocument34 pagesEnd EffectorsJunix Jhenvo A Cuevas100% (1)
- Physics A2 Level Formula Sheet-Abdulraheem Alharbawi-Version 1Document9 pagesPhysics A2 Level Formula Sheet-Abdulraheem Alharbawi-Version 1Craig FleuryNo ratings yet
- Igure: 1 (A) Fork Lever Roller Yoke Limit Switch. (B) Roller Arm Limit Switch. (C) Top Roller LimitDocument1 pageIgure: 1 (A) Fork Lever Roller Yoke Limit Switch. (B) Roller Arm Limit Switch. (C) Top Roller LimitJeffery YipNo ratings yet
- Day 12 Designing and Building A GripperDocument3 pagesDay 12 Designing and Building A GripperHasen BebbaNo ratings yet
- WWW pdf-21Document12 pagesWWW pdf-21tHaKuR sAaBNo ratings yet
- 6 - Momentum and ImpulseDocument5 pages6 - Momentum and ImpulseMatthew ChrzanowskiNo ratings yet
- Vru Vibrationresearch Com Lesson Displacement Velocity and AccelerationDocument7 pagesVru Vibrationresearch Com Lesson Displacement Velocity and AccelerationRuju RidhaniNo ratings yet
- Vru Vibrationresearch Com Lesson Displacement Velocity and AccelerationDocument7 pagesVru Vibrationresearch Com Lesson Displacement Velocity and AccelerationRuju RidhaniNo ratings yet
- Moment of A ForceDocument3 pagesMoment of A ForcechristalNo ratings yet
- Mesin Pembengkok Plat (Recovered) - SalinDocument30 pagesMesin Pembengkok Plat (Recovered) - SalinLusiFadilahNo ratings yet
- Section 1 Section 1: General InformationDocument1 pageSection 1 Section 1: General InformationNikNo ratings yet
- Cat Walk Project RubricDocument1 pageCat Walk Project RubricPatrick WoessnerNo ratings yet
- Using The Orgone Field PulserDocument3 pagesUsing The Orgone Field PulserFatima FróisNo ratings yet
- Mobility... A New Approach To Measuring Actual Forces in MachineryDocument4 pagesMobility... A New Approach To Measuring Actual Forces in Machineryho-faNo ratings yet
- Dynamics PPT NotesDocument15 pagesDynamics PPT NotesFaiq IrfanNo ratings yet
- Kinematics of Shaper MachineDocument30 pagesKinematics of Shaper Machinemanas mohanty100% (1)
- ch11 Sec3 Motion and ForceDocument15 pagesch11 Sec3 Motion and Forceapi-266280305No ratings yet
- Forces and Motion: Unit 4: Module 1: Topic 2Document65 pagesForces and Motion: Unit 4: Module 1: Topic 2jabrielle ellice alunanNo ratings yet
- XB700 Operation ManualDocument13 pagesXB700 Operation ManualElvis Javier Gómez MonterreyNo ratings yet
- Lightroom Linear Graduating Tool: PhotzyDocument15 pagesLightroom Linear Graduating Tool: PhotzySonya100% (1)
- Automatic Leveling TutorialDocument8 pagesAutomatic Leveling TutorialMayseee06No ratings yet
- Motion LectureDocument24 pagesMotion LectureMickoi100% (1)
- Index BalancingDocument22 pagesIndex BalancingShailesh Dalal100% (2)
- 9th Class Physics Notes Chapter 3 AjkDocument3 pages9th Class Physics Notes Chapter 3 AjkAsher KabirNo ratings yet
- Levelling Tutorials: Setting Up The InstrumentDocument17 pagesLevelling Tutorials: Setting Up The InstrumentRaj shNo ratings yet
- Physic Chap 2 F4 Part 1Document2 pagesPhysic Chap 2 F4 Part 1好胖呀No ratings yet
- Starfruits - Force and MotionDocument2 pagesStarfruits - Force and MotionMohd FahadNo ratings yet
- Mango Handle Button Description 芒果手柄按键说明Document4 pagesMango Handle Button Description 芒果手柄按键说明'Mohamed SialaNo ratings yet
- Force and MotionDocument19 pagesForce and MotionRingle JobNo ratings yet
- ScratchDocument17 pagesScratchrobokalamprojectsNo ratings yet
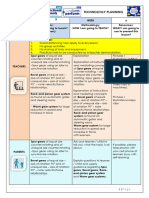
- Lesson Plan GR 9 Technology T3 W6Document7 pagesLesson Plan GR 9 Technology T3 W6sibiyazukiswa27No ratings yet
- Pointfile Lesson No.1Document3 pagesPointfile Lesson No.1Piyush...No ratings yet
- 2.7 Deadlock PreventionDocument19 pages2.7 Deadlock PreventionAbcXyzNo ratings yet
- ZT - Tool Load MonitoringDocument3 pagesZT - Tool Load MonitoringNova TekNo ratings yet
- CrashUp 11PH07 Rotational Motion PDFDocument39 pagesCrashUp 11PH07 Rotational Motion PDFAnuwak Mathur100% (1)
- Lab #1 Measurement of Length, Mass, Volume and DensityDocument11 pagesLab #1 Measurement of Length, Mass, Volume and DensityNaveed AhmedNo ratings yet
- Uniform Circular MotionDocument14 pagesUniform Circular MotionNicole Kayra BudiawanNo ratings yet
- (Not So) Basic Guide For The Aosenma CG035: Downloaded From Manuals Search EngineDocument29 pages(Not So) Basic Guide For The Aosenma CG035: Downloaded From Manuals Search EngineMadi BorneoNo ratings yet
- Copyofrobotics SensingDocument5 pagesCopyofrobotics Sensingapi-361067045No ratings yet
- Sample Data Motion MatchingDocument5 pagesSample Data Motion Matchingdelano619No ratings yet
- School Lesson PlanDocument17 pagesSchool Lesson PlanprathmfedNo ratings yet
- Force and Motion: Questions in YellowDocument26 pagesForce and Motion: Questions in YellowRingle JobNo ratings yet
- Chapter 2 UnfinishedDocument24 pagesChapter 2 UnfinishedEliaquim RomanNo ratings yet
- Sorta Quick GuideDocument16 pagesSorta Quick Guided33tlyNo ratings yet
- K40laser - Se-Mirror Alignment The Ultimate GuideDocument11 pagesK40laser - Se-Mirror Alignment The Ultimate Guidedave.velzyNo ratings yet
- Upmilling Vs DownmillingDocument4 pagesUpmilling Vs DownmillingSaurabh BiswasNo ratings yet
- NX Multi Axis Machining VascDocument20 pagesNX Multi Axis Machining VascMATHI KRISHNAN100% (1)
- Basics Vibration MeasurementDocument5 pagesBasics Vibration MeasurementMohan Arumugavallal100% (1)
- Instructions Report How To Set Up A Manual Lathe For TurningDocument2 pagesInstructions Report How To Set Up A Manual Lathe For Turningapi-610024811No ratings yet
- Darlene Kharell Cuizon Quarter 1 Module 1 NEWTONS FIRST LAW OF MOTIONDocument8 pagesDarlene Kharell Cuizon Quarter 1 Module 1 NEWTONS FIRST LAW OF MOTIONJhoanna Elaine CuizonNo ratings yet
- Milling Machine ReportDocument7 pagesMilling Machine ReportAlex HdezNo ratings yet
- Physics Principles With Applications 7th Edition Giancoli Solutions ManualDocument31 pagesPhysics Principles With Applications 7th Edition Giancoli Solutions ManualNatalieWilsonkmgaf100% (10)
- Practical Use of Dynamic Vibration AbsorbersDocument4 pagesPractical Use of Dynamic Vibration AbsorbersDan-jones TudziNo ratings yet
- Dave Graham Literature CatalogDocument640 pagesDave Graham Literature CatalogPierce PetersonNo ratings yet
- Buk Uuuuuu UuuuuuuDocument92 pagesBuk Uuuuuu UuuuuuuJanaliyaNo ratings yet
- Group6 3b QDDocument27 pagesGroup6 3b QDCalvinderwin MatanguihanNo ratings yet
- Rig 166 Data SheetDocument2 pagesRig 166 Data SheetEstuardo OlanNo ratings yet
- Nasa ThesisDocument8 pagesNasa Thesisdnr3krf8100% (2)
- Vivo X5Pro Smartphone Specifications: Brand and ModelDocument4 pagesVivo X5Pro Smartphone Specifications: Brand and ModelEric AndriantoNo ratings yet
- Barge 180Ft Deck Load Capacity & Strength-Rev1Document52 pagesBarge 180Ft Deck Load Capacity & Strength-Rev1Wahyu Codyr86% (7)
- Intercont Tersus DatasheetDocument5 pagesIntercont Tersus DatasheetJocemir FerstNo ratings yet
- Quick Start Guide For The Remote Access Dial-In Multiport Ethernet ModemDocument16 pagesQuick Start Guide For The Remote Access Dial-In Multiport Ethernet ModemdilipNo ratings yet
- An Automated Energy Meter Reading System Using GSM TechnologyDocument8 pagesAn Automated Energy Meter Reading System Using GSM TechnologyBarNo ratings yet
- Journal of Environmental Management: Ajay Singh TDocument7 pagesJournal of Environmental Management: Ajay Singh TNestor Garay CahuanaNo ratings yet
- Review of Henry Vyverberg, Historical Pessimism in The French EnlightenmentDocument4 pagesReview of Henry Vyverberg, Historical Pessimism in The French EnlightenmentRalph EllectualNo ratings yet
- Buku Murid Bahasa Inggris - Student's Book My Next Word For Elementary School Unit 10 - Fase BDocument8 pagesBuku Murid Bahasa Inggris - Student's Book My Next Word For Elementary School Unit 10 - Fase BKeni KenizaNo ratings yet
- Philippine Airlines Reservation New Timings Dep - 230314 - 193643Document7 pagesPhilippine Airlines Reservation New Timings Dep - 230314 - 193643sophia buiserNo ratings yet
- Adsorption Processes For Water Treatment and Purification PDFDocument266 pagesAdsorption Processes For Water Treatment and Purification PDFVictor Rezende Moreira100% (1)
- Factorisation PDFDocument3 pagesFactorisation PDFRaj Kumar0% (1)
- PE4 ExamDocument3 pagesPE4 ExamEugene ColotNo ratings yet
- VF (Kyhkkjrh VK Qfozkkulalfkku) - F'KDS"K) MRRJK (K.M& 249201Document3 pagesVF (Kyhkkjrh VK Qfozkkulalfkku) - F'KDS"K) MRRJK (K.M& 249201RajaNo ratings yet
- Fate NumeneraDocument24 pagesFate Numeneraimaginaari100% (1)
- Sale of Property When - KP AstrologyDocument2 pagesSale of Property When - KP Astrologyprajishvet100% (1)
- The Limited City - Building Height Regulations in The City of Melbourne, 1890-1955 by Peter Mills 1997Document75 pagesThe Limited City - Building Height Regulations in The City of Melbourne, 1890-1955 by Peter Mills 1997tismdblNo ratings yet
- 18.1 Outline The Mechanisms Which: Chemotherapy Target Dividing CellsDocument8 pages18.1 Outline The Mechanisms Which: Chemotherapy Target Dividing CellsSenthereng MoaisiNo ratings yet
- Method Statement of T-Beams PDFDocument14 pagesMethod Statement of T-Beams PDFKAmi KaMranNo ratings yet
- A Study On Risk Assessment in The Construction of High-Rise BuildingsDocument5 pagesA Study On Risk Assessment in The Construction of High-Rise BuildingsMohamedSaidNo ratings yet
- Field Dry Density Test Using Sand Replacement MethodDocument29 pagesField Dry Density Test Using Sand Replacement MethodJassel Jalandoni100% (1)
- Aspen Tutorial #4: Design Specs & Sensitivity Analysis: OutlineDocument11 pagesAspen Tutorial #4: Design Specs & Sensitivity Analysis: OutlineWonda 005No ratings yet
- Uptime KitsDocument3 pagesUptime KitsMtto Materia PrimaNo ratings yet
- LEVEL 2-Anxiety-Adult (PROMIS Emotional Distress-Anxiety - Short Form)Document1 pageLEVEL 2-Anxiety-Adult (PROMIS Emotional Distress-Anxiety - Short Form)alemsaudementalNo ratings yet
- ASI Hammer Injection Block ManualDocument16 pagesASI Hammer Injection Block ManualGerardo Manuel FloresNo ratings yet
- MECH0018.1 Assignment 2 QP Fall 2021Document17 pagesMECH0018.1 Assignment 2 QP Fall 2021saleem razaNo ratings yet