You might also like
- D2990 01Document20 pagesD2990 01alifaramarzNo ratings yet
- DIN-EN1676 - Aluminium Ingots For Remelting Spec PDFDocument11 pagesDIN-EN1676 - Aluminium Ingots For Remelting Spec PDFGuru SamyNo ratings yet
- 13-Mechanical Testing of Ceramics PDF 2022Document9 pages13-Mechanical Testing of Ceramics PDF 2022aryan mike minzNo ratings yet
- Iso 10360 12 2016Document12 pagesIso 10360 12 2016Abdulaziz AlrawiNo ratings yet
- Trainguard 100 200 Onboard en PDFDocument4 pagesTrainguard 100 200 Onboard en PDFRizki Fajar NovantoNo ratings yet
- Plastics - Injection Moulding of Test Specimens of Thermoplastic Materials - Part 4: Determination of Moulding Shrinkage (ISO 294-4:2001)Document19 pagesPlastics - Injection Moulding of Test Specimens of Thermoplastic Materials - Part 4: Determination of Moulding Shrinkage (ISO 294-4:2001)desta bayuNo ratings yet
- Ford-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgDocument9 pagesFord-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgdpfloresNo ratings yet
- E18 Rockwell Hardness PDFDocument22 pagesE18 Rockwell Hardness PDFAna Laura GonzálezNo ratings yet
- 43901699a-02 - High Pressure Connectors - Section 2Document12 pages43901699a-02 - High Pressure Connectors - Section 2Ralph SanchesNo ratings yet
- B63 1100 (Rev. C 2006.07) EN - SOLID RUBBERS CATEGORY 1 COMPOUNDSDocument4 pagesB63 1100 (Rev. C 2006.07) EN - SOLID RUBBERS CATEGORY 1 COMPOUNDSDiego CamargoNo ratings yet
- Of Dod 156, 1000: DistributionDocument30 pagesOf Dod 156, 1000: DistributionFatih YükselNo ratings yet
- Astm F899-09Document6 pagesAstm F899-09maqsoodch1No ratings yet
- As 2331.3.1-2001 Methods of Test For Metallic and Related Coatings Corrosion and Related Property Tests - NeuDocument2 pagesAs 2331.3.1-2001 Methods of Test For Metallic and Related Coatings Corrosion and Related Property Tests - NeuSAI Global - APACNo ratings yet
- Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesDocument8 pagesHot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesradziNo ratings yet
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForDocument3 pagesSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification Forandrea assanelli100% (1)
- 2430 & TB2448 ComarisionDocument6 pages2430 & TB2448 ComarisionpiyushNo ratings yet
- Is53 Iso - 5836 - 1988Document8 pagesIs53 Iso - 5836 - 1988elvisonderNo ratings yet
- Es X56901Document5 pagesEs X56901PongsanNo ratings yet
- En 20898-1 (Iso 898-1) (Ex Uni 3740-3) Caratteristiche Meccaniche Degli Elementi Di Collegamento Viti e Viti PrigioniereDocument7 pagesEn 20898-1 (Iso 898-1) (Ex Uni 3740-3) Caratteristiche Meccaniche Degli Elementi Di Collegamento Viti e Viti Prigionierearmando2380% (1)
- Tinius Olsen - Ref 30 - 60000lb Cal Super L - B117GDocument8 pagesTinius Olsen - Ref 30 - 60000lb Cal Super L - B117Gjr_satish6965No ratings yet
- Iso 2285Document13 pagesIso 2285Selçuk Tosun100% (1)
- Surface Vehicle Standard: Rev. JUN1998Document45 pagesSurface Vehicle Standard: Rev. JUN1998Sandeep Goud ChatlaNo ratings yet
- Wrought Nickel-Titanium Shape Memory Alloys For Medical Devices and Surgical ImplantsDocument6 pagesWrought Nickel-Titanium Shape Memory Alloys For Medical Devices and Surgical ImplantsS TNo ratings yet
- DIN EN 10243-2-2000 钢热模锻件.尺寸公差.第2部分在水平锻造机器上的顶锻Document35 pagesDIN EN 10243-2-2000 钢热模锻件.尺寸公差.第2部分在水平锻造机器上的顶锻williansakuma0% (1)
- Standart Astm+b311-17Document5 pagesStandart Astm+b311-17Kitana Hananda SuhattaNo ratings yet
- Jis D0205 1987 PDFDocument52 pagesJis D0205 1987 PDFsabaris ksNo ratings yet
- Quality Evaluation StandardDocument7 pagesQuality Evaluation Standardsatish_trivediNo ratings yet
- MIL-SPEC ARMOR STEEL PLATEDocument39 pagesMIL-SPEC ARMOR STEEL PLATEgman5900No ratings yet
- F1472Document5 pagesF1472Antonio JNo ratings yet
- Is.10742.1983 Gun Metal Rods & BarsDocument13 pagesIs.10742.1983 Gun Metal Rods & Barsjra9090No ratings yet
- 117T6809 Module Specification & Test InstructionDocument30 pages117T6809 Module Specification & Test InstructionRaziel Mini AtksNo ratings yet
- EN 1043-2 Micro Hardness TestDocument13 pagesEN 1043-2 Micro Hardness TestMadley RockNo ratings yet
- Metallisches Strahlmittel Gerundetes Stahldrahtkorn Bezeichnung, Güteanforderungen, PrüfungenDocument5 pagesMetallisches Strahlmittel Gerundetes Stahldrahtkorn Bezeichnung, Güteanforderungen, PrüfungenWilmer Quezada MurilloNo ratings yet
- BS en 10258-1997Document12 pagesBS en 10258-1997david13andreiNo ratings yet
- European Standard Norme Europeenne Europaische Norm: Ultrasonic Testing of $teel BarsDocument13 pagesEuropean Standard Norme Europeenne Europaische Norm: Ultrasonic Testing of $teel BarspraveenNo ratings yet
- ASTM E3-11 (2017) Standard Guide For Preparation of Metallographic SpecimensDocument12 pagesASTM E3-11 (2017) Standard Guide For Preparation of Metallographic SpecimensMarly MéndezNo ratings yet
- Steel Bars, Alloy, Standard GradesDocument4 pagesSteel Bars, Alloy, Standard GradesGian SennaNo ratings yet
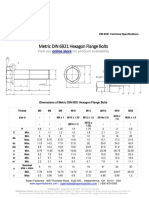
- Metric DIN 6921 Hexagon Flange Bolts: Visit Our For Product AvailabilityDocument5 pagesMetric DIN 6921 Hexagon Flange Bolts: Visit Our For Product AvailabilityJaganNo ratings yet
- SP1Document25 pagesSP1mugu12No ratings yet
- Surface Vehicle StandardDocument5 pagesSurface Vehicle StandardanupthattaNo ratings yet
- Din 2393-2Document0 pagesDin 2393-2Yalavarthi ChandrasekharNo ratings yet
- IECEE Od-5011 - Ed.1.0 - Calibration IntervalDocument10 pagesIECEE Od-5011 - Ed.1.0 - Calibration IntervalVincent JonathanNo ratings yet
- PV 3937 enDocument2 pagesPV 3937 enJoão Saldanha100% (1)
- BMS 0000147Document15 pagesBMS 0000147方綵樺No ratings yet
- Test Method: Renault Automobiles Standardisation DQSC - S / Department 00621 Section Normes Et Cahiers Des ChargesDocument9 pagesTest Method: Renault Automobiles Standardisation DQSC - S / Department 00621 Section Normes Et Cahiers Des Chargesclaudio5475No ratings yet
- A512Document7 pagesA512Vishal SharmaNo ratings yet
- Jsa Jis G 0321Document16 pagesJsa Jis G 0321farhad pashaeimehrNo ratings yet
- Astm B 348 - 13Document8 pagesAstm B 348 - 13lambtran100% (1)
- Ejot - Delta PTDocument2 pagesEjot - Delta PTLucas VeronaNo ratings yet
- Astm B765Document4 pagesAstm B765Purushottam Sutar100% (2)
- Bs 45501Document64 pagesBs 45501Matt OldfieldNo ratings yet
- NES-M2032 - 2021 - (ColdRoll-High Tensile)Document13 pagesNES-M2032 - 2021 - (ColdRoll-High Tensile)dpfloresNo ratings yet
- Iso 8502-1Document2 pagesIso 8502-1SUNIL RAJPUTNo ratings yet
- इंटरनेट मानक में जानकारी का अधिकारDocument15 pagesइंटरनेट मानक में जानकारी का अधिकारSelvaraji Muthu50% (2)
- Din en 1172 e 2010-07Document16 pagesDin en 1172 e 2010-07Niko Zurabishvili100% (1)
- MSU Copper Casting Alloys 2011 PDFDocument10 pagesMSU Copper Casting Alloys 2011 PDFVahid SarfarazNo ratings yet
- Flexural Strength of Manufactured Carbon and Graphite Articles Using Three-Point Loading at Room TemperatureDocument5 pagesFlexural Strength of Manufactured Carbon and Graphite Articles Using Three-Point Loading at Room TemperatureNurul Lailatul MuzayadahNo ratings yet
- MMBC 2Document25 pagesMMBC 2suryaa ksNo ratings yet
- Página 7Document1 pagePágina 7Daniel Mauricio Flores SanchezNo ratings yet
- See 1 BDocument1 pageSee 1 BTorey AmiciNo ratings yet
- DAO 2007-22 - Guidelines On The Requirements For Continuous Emission Monitoring Systems (CEMS) and Other Acceptable Protocols, Thereby Modifying and Clarifying Certain ProvisiDocument6 pagesDAO 2007-22 - Guidelines On The Requirements For Continuous Emission Monitoring Systems (CEMS) and Other Acceptable Protocols, Thereby Modifying and Clarifying Certain ProvisiPacific SpectrumNo ratings yet
- Darcy WeisbachDocument11 pagesDarcy WeisbachSudip SardarNo ratings yet
- Power House 1Document1 pagePower House 1ecsuperalNo ratings yet
- Penstock ManualDocument159 pagesPenstock Manualstudent_bl95% (21)
- Hydro Sample Site PlanDocument1 pageHydro Sample Site PlanecsuperalNo ratings yet
- Carrier Optima (42CSH) - Wall MountedDocument8 pagesCarrier Optima (42CSH) - Wall MountedErwin Maldo50% (2)
- Dao05 10 Cwa IrrDocument50 pagesDao05 10 Cwa IrrecsuperalNo ratings yet
- Power HouseDocument1 pagePower HouseecsuperalNo ratings yet
- Dam & DesanderDocument1 pageDam & DesanderecsuperalNo ratings yet
- DAO 2007-22 - Guidelines On The Requirements For Continuous Emission Monitoring Systems (CEMS) and Other Acceptable Protocols, Thereby Modifying and Clarifying Certain ProvisiDocument6 pagesDAO 2007-22 - Guidelines On The Requirements For Continuous Emission Monitoring Systems (CEMS) and Other Acceptable Protocols, Thereby Modifying and Clarifying Certain ProvisiPacific SpectrumNo ratings yet
- Rubber Tires Racking SchemeDocument22 pagesRubber Tires Racking SchemeecsuperalNo ratings yet
- WellpointDocument2 pagesWellpointecsuperalNo ratings yet
- DAO 90-34 - Revised Water Usage and Classification Water Quality Criteria Amending Section Nos 68 and 69, Chapter III of The 1978 NPCC Rules and RegulationsDocument11 pagesDAO 90-34 - Revised Water Usage and Classification Water Quality Criteria Amending Section Nos 68 and 69, Chapter III of The 1978 NPCC Rules and RegulationsPacific Spectrum100% (4)
- Env Dao 2000-81Document105 pagesEnv Dao 2000-81Francis Ruther IcaoNo ratings yet
- Dao05 10 Cwa IrrDocument50 pagesDao05 10 Cwa IrrecsuperalNo ratings yet
- Ambient Noise Level Std.Document1 pageAmbient Noise Level Std.ecsuperalNo ratings yet
- Ambient Noise Level Std.Document1 pageAmbient Noise Level Std.ecsuperalNo ratings yet
- BS4504 PN 16 Flange DimensionsDocument3 pagesBS4504 PN 16 Flange DimensionsecsuperalNo ratings yet
- ASTM B88 Copper TubesDocument3 pagesASTM B88 Copper TubesecsuperalNo ratings yet
- Pressure Relief Valve Engineering HandbookDocument93 pagesPressure Relief Valve Engineering Handbookakrouti92% (12)
- RSCDocument3 pagesRSCecsuperalNo ratings yet
- Alstom HP 1103 PerformanceDocument2 pagesAlstom HP 1103 PerformanceecsuperalNo ratings yet
- Commissioning Test Results for Oil-Immersed TransformerDocument18 pagesCommissioning Test Results for Oil-Immersed TransformerecsuperalNo ratings yet
- Electrical Test Sheet: Standard For Combined Cycle Power PlantDocument26 pagesElectrical Test Sheet: Standard For Combined Cycle Power PlantecsuperalNo ratings yet
- Flocon Flange Tables GuideDocument5 pagesFlocon Flange Tables GuideAngel AngeleyeNo ratings yet
- FLANGE DIMENSIONS - DIN PN 6-40Document7 pagesFLANGE DIMENSIONS - DIN PN 6-40Dave DonohueNo ratings yet
- El STD08Document34 pagesEl STD08ecsuperalNo ratings yet
- Central Philippine University College of Engineering SECOND SEMESTER S.Y. 2005-2006 Work Term ReportDocument17 pagesCentral Philippine University College of Engineering SECOND SEMESTER S.Y. 2005-2006 Work Term ReportecsuperalNo ratings yet
- Air Preheater BasicsDocument1 pageAir Preheater Basics112dharmeshNo ratings yet
- AC Induction Motor FundamentalsDocument24 pagesAC Induction Motor Fundamentalsrohtahir100% (3)
- Classification: Silicate Phyllosilicate Minerals Basal Cleavage Monoclinic CrystalsDocument4 pagesClassification: Silicate Phyllosilicate Minerals Basal Cleavage Monoclinic CrystalsArthur DumanschiNo ratings yet
- MAM100 User ManualDocument23 pagesMAM100 User Manualsteve@air-innovations.co.za100% (5)
- Chapter 4 - Dynamic AnalysisDocument16 pagesChapter 4 - Dynamic AnalysisDimple Sharma100% (1)
- Using The Unity Game Engine To Develop SARGE A CasDocument9 pagesUsing The Unity Game Engine To Develop SARGE A CasVictor CassanoNo ratings yet
- Static Analysis of Transmission Tower BeDocument9 pagesStatic Analysis of Transmission Tower BecivildepartmentmycemNo ratings yet
- Detailed Explanation - IS 10262 Reivised CodeDocument6 pagesDetailed Explanation - IS 10262 Reivised CodeYOGESH CHAUHANNo ratings yet
- Ansys FlutterDocument2 pagesAnsys Flutterfhd_bdNo ratings yet
- Experimental Modeling of Temperature Rise in Mass ConcreteDocument8 pagesExperimental Modeling of Temperature Rise in Mass Concretecalvin wongNo ratings yet
- Mcse 004Document170 pagesMcse 004Urvashi RoyNo ratings yet
- AMR Concept Note-1 (Freq Dist, Cross Tab, T-Test and ANOVA)Document0 pagesAMR Concept Note-1 (Freq Dist, Cross Tab, T-Test and ANOVA)pri23290No ratings yet
- Crude Oil and Refined Product Fingerprinting: Principles: Flash PointDocument2 pagesCrude Oil and Refined Product Fingerprinting: Principles: Flash PointalokaNo ratings yet
- Condenser Design Calculation SummaryDocument11 pagesCondenser Design Calculation SummaryAlMakhie0% (1)
- 10th Intro To TrigoDocument11 pages10th Intro To TrigoDivyanshi BansalNo ratings yet
- Summer: Worldwide Paragliding and Paramotoring Magazine. For FreeDocument62 pagesSummer: Worldwide Paragliding and Paramotoring Magazine. For Freevgdlpc74No ratings yet
- Weather Link HTML TagDocument17 pagesWeather Link HTML TagArez AlfarizyNo ratings yet
- Core 6 SPECIMEN 2018-19 PDFDocument11 pagesCore 6 SPECIMEN 2018-19 PDFHarry VincentNo ratings yet
- Sadman Sadik ResumeDocument5 pagesSadman Sadik ResumegvgfyfvicykNo ratings yet
- FEM9.755 Engl PDFDocument6 pagesFEM9.755 Engl PDFserkan0% (1)
- Traceable® Products CatalogDocument88 pagesTraceable® Products Catalogmdlc6878No ratings yet
- August Sept 2014 PDFDocument105 pagesAugust Sept 2014 PDFGeta BercaruNo ratings yet
- Physics Astronomy PDFDocument22 pagesPhysics Astronomy PDFAbhik SarkarNo ratings yet
- Investigating Solids, Liquids, and Gases: Experiment 1: CompressibilityDocument2 pagesInvestigating Solids, Liquids, and Gases: Experiment 1: CompressibilityMufaddal KaderbhaiNo ratings yet
- Hydropower Water Passage ComponentsDocument22 pagesHydropower Water Passage ComponentsAbiued EjigueNo ratings yet
- Niper 2Document95 pagesNiper 2sudha4806No ratings yet
- Splicer Fujikura 70sDocument2 pagesSplicer Fujikura 70spancawm03No ratings yet
- Electronic Concepts First EditionDocument34 pagesElectronic Concepts First EditionAnkit100% (9)
- Capture a wide range of tones with proper exposure and developmentDocument8 pagesCapture a wide range of tones with proper exposure and developmentTunisha SharmaNo ratings yet
- Cat. IV Toughened Glass InsulatorDocument8 pagesCat. IV Toughened Glass InsulatorFernando GasparNo ratings yet
- Wellflo - GUIDE STEP BY STEPDocument14 pagesWellflo - GUIDE STEP BY STEPAngel NgoNo ratings yet
- Camco Subsurface Chemical Injection SystemsDocument24 pagesCamco Subsurface Chemical Injection SystemsBruceNo ratings yet