You might also like
- CPA Taxation by Ampongan - Principles of TaxationDocument43 pagesCPA Taxation by Ampongan - Principles of TaxationVictor Tuco100% (1)
- Timken Bearing Damage PosterDocument1 pageTimken Bearing Damage Postera04205100% (5)
- A Raw Mill Nozzle Ring Area Velocity Calculation: 1/2 (A+B) C BDocument4 pagesA Raw Mill Nozzle Ring Area Velocity Calculation: 1/2 (A+B) C BYhaneNo ratings yet
- Raw MillsDocument29 pagesRaw MillsdeepakNo ratings yet
- Hortors Online ManualDocument11 pagesHortors Online Manualtshepang4228No ratings yet
- Ball Mill Optimization PDFDocument82 pagesBall Mill Optimization PDFJackson Vu100% (2)
- Vertical Roller Pre Grinding Mill by AMCLMachinery Limited@ Mangalam CementsDocument16 pagesVertical Roller Pre Grinding Mill by AMCLMachinery Limited@ Mangalam CementsRahul RoyNo ratings yet
- Loesche Round Table VICAT PDFDocument20 pagesLoesche Round Table VICAT PDFrecaiNo ratings yet
- 1 Exemplary Technical Report 2012Document99 pages1 Exemplary Technical Report 2012MKPashaPashaNo ratings yet
- FinTech RegTech and SupTech - What They Mean For Financial Supervision FINALDocument19 pagesFinTech RegTech and SupTech - What They Mean For Financial Supervision FINALirvandi syahputraNo ratings yet
- VRM Hydraulic SystemDocument2 pagesVRM Hydraulic SystemBhaskar Reddy100% (1)
- Ilara RM - CS P.11002 - P.12610 - 15092021 - 18092021 - Technichal ReportDocument16 pagesIlara RM - CS P.11002 - P.12610 - 15092021 - 18092021 - Technichal ReportBen100% (1)
- SOP-Startup Shutdown and Operation of Cement MillsDocument4 pagesSOP-Startup Shutdown and Operation of Cement MillsJCSNo ratings yet
- Foreclosure of REMDocument10 pagesForeclosure of REMShanelle NapolesNo ratings yet
- Loesche Round Table VICATDocument20 pagesLoesche Round Table VICATFirdaus Azizan86% (7)
- Example of Cement Mill QuestionnaireDocument5 pagesExample of Cement Mill QuestionnaireIrfan AhmedNo ratings yet
- V5 Process Technology 3Document441 pagesV5 Process Technology 3Pavel ParfenovNo ratings yet
- Atox 45 Raw Mill Critical Interlock SheetDocument6 pagesAtox 45 Raw Mill Critical Interlock SheetValipireddy NagarjunNo ratings yet
- One Kiln - 13,000 TPD: Cement & MineralsDocument52 pagesOne Kiln - 13,000 TPD: Cement & MineralsKristínaNo ratings yet
- Quest - Vertical Roller Mill - KM (Rough)Document6 pagesQuest - Vertical Roller Mill - KM (Rough)Raji SuriNo ratings yet
- Ball Charge DesignDocument12 pagesBall Charge DesignJackson Vu0% (1)
- MILL OPTIMISE June 99-DBDocument53 pagesMILL OPTIMISE June 99-DBmohamedredaNo ratings yet
- ABMOM q2 mod5OrgAndMngmnt Motivation - Leadership and Communication in Organizations-V2Document18 pagesABMOM q2 mod5OrgAndMngmnt Motivation - Leadership and Communication in Organizations-V2Zoren Jovillanos EmbatNo ratings yet
- HRM Final Ass Apple Human Resource Management AssesmentDocument8 pagesHRM Final Ass Apple Human Resource Management AssesmentAditya Nandi Vardhana100% (1)
- Gebr. Pfeiffer Brochure Passion For Grinding enDocument28 pagesGebr. Pfeiffer Brochure Passion For Grinding enRollerJonnyNo ratings yet
- Mill Testing Optimisation and TargetingDocument134 pagesMill Testing Optimisation and TargetingArtemMirra90% (10)
- Dokumen - Tips - Vertical Raw Mill Heat Balance SolutionDocument3 pagesDokumen - Tips - Vertical Raw Mill Heat Balance SolutionRamadhani AhdiyakaNo ratings yet
- Ball Mill Testingjune99Document29 pagesBall Mill Testingjune99Shakil Ahmad83% (6)
- Repair and Maintenance: CoolerDocument61 pagesRepair and Maintenance: CoolerYhaneNo ratings yet
- 081 - TSP HUA400 20080305 Kiln Audit Dec07Document30 pages081 - TSP HUA400 20080305 Kiln Audit Dec07mkpq100% (2)
- Alkali Khaled PDFDocument21 pagesAlkali Khaled PDFbulentbulut100% (1)
- High VM Coal With 3% SulphurDocument1 pageHigh VM Coal With 3% SulphurIrshad HussainNo ratings yet
- 13) Api 510 Day 5Document50 pages13) Api 510 Day 5hamed100% (1)
- Cement Kiln Shell Specific Surface Radiation Loss CalculationDocument2 pagesCement Kiln Shell Specific Surface Radiation Loss CalculationvvijaybhanNo ratings yet
- Modefied Cooler2Document71 pagesModefied Cooler21977jul100% (2)
- R A R F U: % Passing Size, M Feed Coarse FinesDocument3 pagesR A R F U: % Passing Size, M Feed Coarse FinesAli HüthütNo ratings yet
- Kiln Preheater Fan CoatingDocument6 pagesKiln Preheater Fan CoatingVijay Bhan100% (1)
- SBR STPDocument6 pagesSBR STPPuspalata Jena100% (1)
- 031 Introduction Cement Grinding With Ball Mill SystemsDocument4 pages031 Introduction Cement Grinding With Ball Mill SystemsCesar Orlando Guarniz JustinianoNo ratings yet
- Mass Balance PDFDocument5 pagesMass Balance PDFElai MacabitNo ratings yet
- Competence in CementDocument24 pagesCompetence in CementJackson VuNo ratings yet
- Rotary Kiln ZonesDocument1 pageRotary Kiln ZonesVijay BhanNo ratings yet
- 1.0 General Plant Information: Existing Cement Mill Process Data SheetDocument6 pages1.0 General Plant Information: Existing Cement Mill Process Data SheetBùi Hắc HảiNo ratings yet
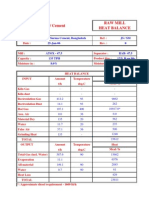
- Raw Mill Heat BalanceDocument1 pageRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- Cement Plant Operations Handbook - 7thDocument40 pagesCement Plant Operations Handbook - 7thJackson VuNo ratings yet
- Cement Plant Operations Handbook - 7thDocument40 pagesCement Plant Operations Handbook - 7thJackson VuNo ratings yet
- Kiln TrippingDocument13 pagesKiln Tripping7atemmohNo ratings yet
- Atox 20 Coal Mill Critical Interlock SheetDocument6 pagesAtox 20 Coal Mill Critical Interlock SheetValipireddy NagarjunNo ratings yet
- VRM Heat and Mass BalanceDocument1 pageVRM Heat and Mass BalanceRajeshRockNo ratings yet
- Lucie MillDocument50 pagesLucie MillJoko DewotoNo ratings yet
- Raw Mill Heat Balance Without WHR: Sn. Parameters Units ValuesDocument3 pagesRaw Mill Heat Balance Without WHR: Sn. Parameters Units ValuesRamachandrarao MaddaliNo ratings yet
- Pradeepkumar - Rawmix Characteristics FinalDocument96 pagesPradeepkumar - Rawmix Characteristics FinalJackson VuNo ratings yet
- Clinker. Kiln Design and ProcesDocument7 pagesClinker. Kiln Design and Procesrrvc25100% (1)
- Rueddenklau Snowman PreventionDocument102 pagesRueddenklau Snowman PreventionIonela Dorobantu100% (2)
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDocument12 pagesEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julNo ratings yet
- Layer 3 Managed 8 10G Port Switch Controller: RTL9303-CGDocument55 pagesLayer 3 Managed 8 10G Port Switch Controller: RTL9303-CG박윤지100% (1)
- SRIC InstallTechniqueDocument84 pagesSRIC InstallTechniqueJackson Vu100% (1)
- Kiln Area Learning ReportDocument24 pagesKiln Area Learning ReportAbasiemekaNo ratings yet
- ZeiselDocument98 pagesZeiselGirne100% (1)
- Cement Mill Control DB MSDocument30 pagesCement Mill Control DB MSShakil Ahmad100% (2)
- Kilns Khaled PDFDocument16 pagesKilns Khaled PDFbulentbulut100% (1)
- British Forces in 2nd Battle of AlameinDocument10 pagesBritish Forces in 2nd Battle of AlameinDinko Odak100% (1)
- SOP-startup Shutdown and Operation of Raw MillDocument4 pagesSOP-startup Shutdown and Operation of Raw MillJCS100% (1)
- Kiln Heat Balance 1Document33 pagesKiln Heat Balance 1Bùi Hắc HảiNo ratings yet
- SBR Wastewater Treatment - IndustrialDocument48 pagesSBR Wastewater Treatment - IndustrialTRUSHIT DESAINo ratings yet
- Clinker CoolersDocument12 pagesClinker CoolersAkhilesh Pratap SinghNo ratings yet
- Studies of Cement Mill CircuitDocument3 pagesStudies of Cement Mill CircuitRobson de Freitas Werling100% (1)
- MBR Presentation LatestDocument12 pagesMBR Presentation LatestRuchi GuptaNo ratings yet
- Cement Kiln Operation Hand BookDocument12 pagesCement Kiln Operation Hand BookAmit Pandey100% (2)
- Hydraulic Thrust DeviceDocument2 pagesHydraulic Thrust DeviceAlbar Budiman100% (6)
- Vertical Roller Mill Steps To Adjust When Temp VariesDocument2 pagesVertical Roller Mill Steps To Adjust When Temp VariesVijay BhanNo ratings yet
- Pyrojet-Burner (34201)Document12 pagesPyrojet-Burner (34201)Long LêNo ratings yet
- Water Treatment Plant - UPG - Specs.Document4 pagesWater Treatment Plant - UPG - Specs.ashokjj26No ratings yet
- ABB Leaflet Comem BR-En 2018-06-07Document2 pagesABB Leaflet Comem BR-En 2018-06-07Dave ChaudhuryNo ratings yet
- مرفق رقم 8 - مواصفات وحدة معالجة الصرف الصناعي - مجزر الزقازيقDocument20 pagesمرفق رقم 8 - مواصفات وحدة معالجة الصرف الصناعي - مجزر الزقازيقHesham ElshazelyNo ratings yet
- Weatherford - PPT TORR May 28 2004Document19 pagesWeatherford - PPT TORR May 28 2004Julio SantosNo ratings yet
- Laarmann: Ring Mills LM 2000, LM 5000, LMABM 250Document6 pagesLaarmann: Ring Mills LM 2000, LM 5000, LMABM 250Lijosh JamesNo ratings yet
- Falcon C Concentrator 2018Document2 pagesFalcon C Concentrator 2018evalenciaNo ratings yet
- Analyzer - CO - NOx, 2019 - 2020Document38 pagesAnalyzer - CO - NOx, 2019 - 2020Jackson VuNo ratings yet
- FDS Clinker CEMEX Rev7 InglesDocument16 pagesFDS Clinker CEMEX Rev7 InglesJackson VuNo ratings yet
- PHD Thesis Samira Telschow.Document180 pagesPHD Thesis Samira Telschow.Jackson VuNo ratings yet
- Cement Portland Micros PDFDocument5 pagesCement Portland Micros PDFJackson VuNo ratings yet
- NC-7 Operation UnprotectedDocument10 pagesNC-7 Operation UnprotectedJackson VuNo ratings yet
- Hardox Uk 400Document2 pagesHardox Uk 400Jackson VuNo ratings yet
- Burner Questionaire 022 3Document3 pagesBurner Questionaire 022 3Jackson VuNo ratings yet
- Raspberry Pi Installing Noobs OSDocument3 pagesRaspberry Pi Installing Noobs OSEXORCENo ratings yet
- Partes Oki - MPS5501B - RSPL - Rev - HDocument12 pagesPartes Oki - MPS5501B - RSPL - Rev - HJaiber Eduardo Gutierrez OrtizNo ratings yet
- Fouzia AnjumDocument3 pagesFouzia AnjumAbdul SyedNo ratings yet
- Data Loss PreventionDocument20 pagesData Loss Preventiondeepak4315No ratings yet
- Introduction To GlobalizationDocument17 pagesIntroduction To Globalization21100959No ratings yet
- Lich King Chorus PDFDocument21 pagesLich King Chorus PDFMacgy YeungNo ratings yet
- Medicinal Chemistry-Ii: 1.anti-Infective Agents: FDocument14 pagesMedicinal Chemistry-Ii: 1.anti-Infective Agents: FAnonymous ionOPaqlkNo ratings yet
- MTBE - Module - 3Document83 pagesMTBE - Module - 3ABHIJITH V SNo ratings yet
- Pivacare Preventive-ServiceDocument1 pagePivacare Preventive-ServiceSadeq NeiroukhNo ratings yet
- CH7Document34 pagesCH7Abdul AzizNo ratings yet
- Network Administration and Mikrotik Router ConfigurationDocument17 pagesNetwork Administration and Mikrotik Router ConfigurationbiswasjoyNo ratings yet
- Definition of Sustainable Packaging PDFDocument10 pagesDefinition of Sustainable Packaging PDFProf C.S.PurushothamanNo ratings yet
- Chapter 3 - A Top-Level View of Computer Function and InterconnectionDocument8 pagesChapter 3 - A Top-Level View of Computer Function and InterconnectionChu Quang HuyNo ratings yet
- Chapter 01Document26 pagesChapter 01zwright172No ratings yet
- Juegos PPCDocument8 pagesJuegos PPCikro995No ratings yet
- Gcse Economics 8136/1: Paper 1 - How Markets WorkDocument19 pagesGcse Economics 8136/1: Paper 1 - How Markets WorkkaruneshnNo ratings yet
- National Geographic - April 2020 PDFDocument160 pagesNational Geographic - April 2020 PDFIbn ZubairNo ratings yet
- Juniper M5 M10 DatasheetDocument6 pagesJuniper M5 M10 DatasheetMohammed Ali ZainNo ratings yet
- Universal Marine: Welcome To Our One Stop Marine ServicesDocument8 pagesUniversal Marine: Welcome To Our One Stop Marine Serviceshoangtruongson1111No ratings yet
- BPI vs. Posadas, G.R. No. L - 34583, 1931Document8 pagesBPI vs. Posadas, G.R. No. L - 34583, 1931Nikko AlelojoNo ratings yet