You might also like
- Member With Pure Torsion: Example 1Document20 pagesMember With Pure Torsion: Example 1Helen Negash100% (2)
- Resilience WorkbookDocument54 pagesResilience WorkbookLeo Siu100% (1)
- Design of ShaftDocument73 pagesDesign of ShaftVratraj JoshiNo ratings yet
- Lean Healthy Raw Food Winter RecipesDocument60 pagesLean Healthy Raw Food Winter RecipesKaio Sol100% (6)
- KA B200 - B200C POH (BB-734 Thru BB-1443Document1,309 pagesKA B200 - B200C POH (BB-734 Thru BB-1443JULIAN OCAMPO100% (2)
- Engl10 Q4 M1 DistinguishTechnicalTermsUsedinResearch Pagulongan V0-Module-1Document32 pagesEngl10 Q4 M1 DistinguishTechnicalTermsUsedinResearch Pagulongan V0-Module-1Kath Nees67% (3)
- 49 - Sembollerin El KitabDocument27 pages49 - Sembollerin El KitabCeren ToksözNo ratings yet
- Social Engineering For Pentester PenTest - 02 - 2013Document81 pagesSocial Engineering For Pentester PenTest - 02 - 2013Black RainNo ratings yet
- Gear Box Calculations and Working Drawing (Project)Document24 pagesGear Box Calculations and Working Drawing (Project)Mahmoud Kassab50% (2)
- Workbook Workbook Workbook Workbook Workbook: Try Yourself QuestionsDocument26 pagesWorkbook Workbook Workbook Workbook Workbook: Try Yourself QuestionsShubham mishraNo ratings yet
- SIHI - Control Narrative Proc Compressor UnitDocument5 pagesSIHI - Control Narrative Proc Compressor Unitman_y2k100% (1)
- Midcheek Lift Using Facial Soft-Tissue Spaces of The MidcheekDocument11 pagesMidcheek Lift Using Facial Soft-Tissue Spaces of The MidcheekЩербакова ЛенаNo ratings yet
- Brfo193 Radiotherapy Dose Fractionation Third-Edition PDFDocument137 pagesBrfo193 Radiotherapy Dose Fractionation Third-Edition PDFMed MedNo ratings yet
- AS 5100 ExampleDocument17 pagesAS 5100 ExampleMuhammad AbdullahNo ratings yet
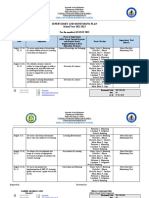
- Supervisory Plan 2022 2023Document4 pagesSupervisory Plan 2022 2023Jesieca Bulauan100% (12)
- Footing Connection CalculationsDocument4 pagesFooting Connection CalculationsTimNo ratings yet
- Module 4 Activity No. 3Document9 pagesModule 4 Activity No. 3Alex AndersNo ratings yet
- Week 7 Lecture Material - WatermarkDocument62 pagesWeek 7 Lecture Material - Watermarkchristi SNo ratings yet
- Term Project - Steel Structure 1 DesignDocument32 pagesTerm Project - Steel Structure 1 DesignMuhammad NaufalNo ratings yet
- Shaft Diameter for Axial and Bending LoadsDocument8 pagesShaft Diameter for Axial and Bending LoadsD-2009 Saswat Pritam BaruahNo ratings yet
- Design top slab VUP box structureDocument9 pagesDesign top slab VUP box structurelokinwardNo ratings yet
- BeamDocument26 pagesBeamJoana FontejonNo ratings yet
- Chua Albert - MD 2 - M4 A2Document6 pagesChua Albert - MD 2 - M4 A2manalo.jonmeloNo ratings yet
- Design of Connections2Document12 pagesDesign of Connections2Apple Grace S. ValenciaNo ratings yet
- T-Girder Bridge Design: Design Data and Specifications I) Material PropertiesDocument10 pagesT-Girder Bridge Design: Design Data and Specifications I) Material Propertieskhedira samiNo ratings yet
- 2a Balok Komposit Baja Berselubung BetonDocument11 pages2a Balok Komposit Baja Berselubung BetonPramugo AndiNo ratings yet
- ME308 Second Project PDFDocument13 pagesME308 Second Project PDFOzan OzgenNo ratings yet
- PRELIMINARY DESIGN Kantor 4 Lantai BetonDocument7 pagesPRELIMINARY DESIGN Kantor 4 Lantai BetonErvin KusmeilanNo ratings yet
- Lasac. Assignment 3. Ce43s4Document9 pagesLasac. Assignment 3. Ce43s4Karyme MendezNo ratings yet
- Perhitungan Press ToolDocument9 pagesPerhitungan Press ToolLaura nisa TilqadriNo ratings yet
- Sambungan BautDocument4 pagesSambungan BautRaff AbdulNo ratings yet
- Timber Design: Bending StressDocument6 pagesTimber Design: Bending StressChris AbrenicaNo ratings yet
- Short ColumnsDocument20 pagesShort ColumnsEsther Kaye Joana PanaliganNo ratings yet
- Ejercicio 6Document18 pagesEjercicio 6César Alberto Quispe YenqueNo ratings yet
- Slab No. 1 I. Minimum ThicknessDocument46 pagesSlab No. 1 I. Minimum ThicknessJoana FontejonNo ratings yet
- Foundation Engg Module 3 Square Footing With Axial Load OnlyDocument8 pagesFoundation Engg Module 3 Square Footing With Axial Load Onlyjc gelacioNo ratings yet
- PLTD FixDocument28 pagesPLTD FixIfani DwiRamadhanNo ratings yet
- Columns RHS 20 × 20 × 2, (Silva, 2022) : Student Name: Sayed Abbas Sayed Ali ID: 222200193Document8 pagesColumns RHS 20 × 20 × 2, (Silva, 2022) : Student Name: Sayed Abbas Sayed Ali ID: 222200193sayedovafaNo ratings yet
- Steel Design LectureDocument8 pagesSteel Design LectureDad MeNo ratings yet
- Detailed Design of Multi Block Producing Machine With Mixer and ConveyorDocument35 pagesDetailed Design of Multi Block Producing Machine With Mixer and ConveyorHAIMANOTNo ratings yet
- PT. SUMBER MINERAL mining production and blasting calculationDocument9 pagesPT. SUMBER MINERAL mining production and blasting calculationMuh. FajrinNo ratings yet
- Concrete Beam Design AS3600Document6 pagesConcrete Beam Design AS3600No ratings yet
- 3.1.1 Perhitungan GordingDocument17 pages3.1.1 Perhitungan GordingyusufNo ratings yet
- Design of Beam Sections For ShearDocument5 pagesDesign of Beam Sections For ShearAmanuel AshenafiNo ratings yet
- Polytechnic University of the Philippines Civil Engineering Quiz SolutionDocument4 pagesPolytechnic University of the Philippines Civil Engineering Quiz SolutionJerome M. GuetaNo ratings yet
- Integrated Design Project 3 Part 3 Main Beam DesignDocument24 pagesIntegrated Design Project 3 Part 3 Main Beam Designjiexuan houNo ratings yet
- Module 1 Activity No. 1-1Document5 pagesModule 1 Activity No. 1-1Alex AndersNo ratings yet
- Gaudicosa - Midterm Project in Machine Design 1Document19 pagesGaudicosa - Midterm Project in Machine Design 1Dale MikaellaNo ratings yet
- Project (1) Modified4Document26 pagesProject (1) Modified4dks697bvhcNo ratings yet
- BOOK73Document8 pagesBOOK73Vaibhav GuptaNo ratings yet
- STEEL COLUMN BASEPLATE AND BEAM CONNECTION DESIGNSDocument13 pagesSTEEL COLUMN BASEPLATE AND BEAM CONNECTION DESIGNSMuriungi RicharsNo ratings yet
- Chua Albert - MD 2 - M7 A2Document2 pagesChua Albert - MD 2 - M7 A2manalo.jonmeloNo ratings yet
- Steel DesignDocument6 pagesSteel DesignDad MeNo ratings yet
- National Institute of Technology, Durgapur: Structural Engineering Laboratory (Ces752)Document13 pagesNational Institute of Technology, Durgapur: Structural Engineering Laboratory (Ces752)AmandeepSandhuNo ratings yet
- Column ExampleDocument38 pagesColumn ExampleHelen NegashNo ratings yet
- B. TITIK BUHUL BATANGDocument10 pagesB. TITIK BUHUL BATANGThiara Mutiara PasandeNo ratings yet
- Worked Examples - Journal & Roller Bearing DesignDocument2 pagesWorked Examples - Journal & Roller Bearing Designsbusiso100% (1)
- Revisi Perhitungan Nilai Induktor Versi 1 PDFDocument4 pagesRevisi Perhitungan Nilai Induktor Versi 1 PDFBima Bocah KediriNo ratings yet
- Bab V Balok Induk: Gambar 5.1 Profil Baja WFDocument15 pagesBab V Balok Induk: Gambar 5.1 Profil Baja WFBintang Laksamana E.PNo ratings yet
- Example: For This Design, Assume The Deflection Modification Factor K Can Be NeglectedDocument15 pagesExample: For This Design, Assume The Deflection Modification Factor K Can Be NeglectedSarah HaiderNo ratings yet
- 4 6043837262641234834Document3 pages4 6043837262641234834Eng.Hesham AL-HelaleeNo ratings yet
- Question (1) (10 Marks) : Zagazig University Faculty of EngineeringDocument3 pagesQuestion (1) (10 Marks) : Zagazig University Faculty of EngineeringHussein AhmedNo ratings yet
- Proiect Om2Document20 pagesProiect Om2Gabriel CimpeanNo ratings yet
- 6.1. PurlinsDocument29 pages6.1. PurlinsCherry Amor AbalosNo ratings yet
- Frame Analysis ReportDocument40 pagesFrame Analysis ReportMei'o KuroNo ratings yet
- Frame Analysis ReportDocument40 pagesFrame Analysis ReportMei'o KuroNo ratings yet
- Sambungan LasDocument30 pagesSambungan LasMei'o KuroNo ratings yet
- Worm Gear CalculationDocument2 pagesWorm Gear CalculationMei'o KuroNo ratings yet
- Tool Steels 2019Document6 pagesTool Steels 2019Mei'o KuroNo ratings yet
- Eco 121 Set 2 Fundamentals of EconomicsDocument3 pagesEco 121 Set 2 Fundamentals of EconomicsShadreck CharlesNo ratings yet
- Rulings On Healing and RukiyaDocument324 pagesRulings On Healing and RukiyatheproboxerNo ratings yet
- AP - Quiz PDFDocument1 pageAP - Quiz PDFDymphna Ann CalumpianoNo ratings yet
- 4 A CompiledDocument167 pages4 A CompiledArjun MiddhaNo ratings yet
- Stress Management Towards Employees in Reliance Life Insurance SureshDocument90 pagesStress Management Towards Employees in Reliance Life Insurance SureshSuresh Babu Reddy100% (3)
- EAPP Report - Advertisement FallacyDocument13 pagesEAPP Report - Advertisement FallacyくんcharlsNo ratings yet
- Listado 2 4ghzDocument4 pagesListado 2 4ghzRogerNo ratings yet
- An Engineer's Guide To Designing With Precision Amplifiers: E-BookDocument60 pagesAn Engineer's Guide To Designing With Precision Amplifiers: E-BookIan ChegeNo ratings yet
- Dental Cements: Dr. Hamida KhatunDocument39 pagesDental Cements: Dr. Hamida Khatunsakib samiNo ratings yet
- 5.1 Advanced Pattern Making - IDocument9 pages5.1 Advanced Pattern Making - IRisul Islam EmonNo ratings yet
- ESBG Financial Systems Difference EU-US PDFDocument12 pagesESBG Financial Systems Difference EU-US PDFDominiqueCarriouNo ratings yet
- Vivekananda's Role as Revivalist Reformer and His Ideas of Equality and Spiritual RevolutionDocument2 pagesVivekananda's Role as Revivalist Reformer and His Ideas of Equality and Spiritual RevolutionMartin VanlalhlimpuiaNo ratings yet
- Revised Bsy Elementary Siatonwest 2 and Pio-Macahig - 2014-15 As of June 6 2014Document31 pagesRevised Bsy Elementary Siatonwest 2 and Pio-Macahig - 2014-15 As of June 6 2014api-273918959No ratings yet
- SF-2012AH-QG User' S ManualDocument61 pagesSF-2012AH-QG User' S Manualkamal hasan0% (1)
- Power Over Ethernet - Wikipedia, The Free EncyclopediaDocument7 pagesPower Over Ethernet - Wikipedia, The Free EncyclopediaManitNo ratings yet
- Problem29 40Document1 pageProblem29 40IENCSNo ratings yet
- Review Relative Clauses, Articles, and ConditionalsDocument10 pagesReview Relative Clauses, Articles, and ConditionalsNgoc AnhNo ratings yet
- Outline of The Gospel of John: Book of Signs: Jesus Reveals His Glory To The World (Israel) (1:19-12:50)Document4 pagesOutline of The Gospel of John: Book of Signs: Jesus Reveals His Glory To The World (Israel) (1:19-12:50)Aamer JavedNo ratings yet
- Installing Juniper Router OS JunOS 10 1 in Qemu VM For GNS3Document4 pagesInstalling Juniper Router OS JunOS 10 1 in Qemu VM For GNS3Adrian Ionut NituNo ratings yet
- 7306 31980 1 PBDocument10 pages7306 31980 1 PBRaihan Aditiya JuniorNo ratings yet