You might also like
- Ieee C50.13-1977Document21 pagesIeee C50.13-1977Carlos Andrés Ruiz HernandezNo ratings yet
- Chapter 1 Work StudyDocument50 pagesChapter 1 Work Studymanoj kumar singhNo ratings yet
- Concept of Industrial Engineering (IE)Document27 pagesConcept of Industrial Engineering (IE)subbirNo ratings yet
- 70-346 Exam Paper (Managing Office 365 Identities and Requirements)Document77 pages70-346 Exam Paper (Managing Office 365 Identities and Requirements)Razvan Dumitru100% (2)
- ACI JournalDocument72 pagesACI JournalSubhash SahNo ratings yet
- Question # 1 DefineDocument17 pagesQuestion # 1 DefineHayyaAli100% (2)
- SAP Oil Chapter2Document20 pagesSAP Oil Chapter2Raks Thuruthiyil100% (1)
- Energy Auditing: Necessity For Energy Management SystemDocument6 pagesEnergy Auditing: Necessity For Energy Management SystemAtharva AmbreNo ratings yet
- Annexure - 6 Sub-Vendor List (Mechanical)Document36 pagesAnnexure - 6 Sub-Vendor List (Mechanical)ashok100% (1)
- Gammon India Ltd. CertificateDocument2 pagesGammon India Ltd. CertificateNikhilNo ratings yet
- Chapter-4-Motion and Time StudyDocument17 pagesChapter-4-Motion and Time Studymtdesta100% (2)
- Spining ProcessDocument61 pagesSpining ProcessNiveditaKumariNo ratings yet
- Time Study2Document68 pagesTime Study2omkdikNo ratings yet
- Procedure For Continuous ImprovementDocument5 pagesProcedure For Continuous ImprovementJobair AlamNo ratings yet
- Supply Chain Activities of Atlas Honda Motorcycles PakistanDocument31 pagesSupply Chain Activities of Atlas Honda Motorcycles PakistanNazish Sohail60% (5)
- Test Effort EstimationDocument9 pagesTest Effort EstimationCucean Alin CosminNo ratings yet
- Software Testing Metrics Presentation)Document30 pagesSoftware Testing Metrics Presentation)varaprasad119No ratings yet
- DCOM Dry CargoDocument352 pagesDCOM Dry CargoVasiMacovei100% (2)
- Smed PDFDocument72 pagesSmed PDFNaveen MalikNo ratings yet
- C-104 - FS of HippsDocument9 pagesC-104 - FS of HippsShakeel Ahmed100% (1)
- AtlesDocument26 pagesAtlesAnonymous CdUZMZJq73No ratings yet
- BS en 50189-2000 PDFDocument18 pagesBS en 50189-2000 PDFRG15730% (1)
- Arena Simulation Software Crack KeygenDocument3 pagesArena Simulation Software Crack KeygenzainNo ratings yet
- 059 0058Document10 pages059 0058Shaswat SinghNo ratings yet
- IENG301 (Lecture Notes) Set 1Document21 pagesIENG301 (Lecture Notes) Set 1Zama NdlovuNo ratings yet
- Week-1-Desain Sistem Kerja-CompressedDocument42 pagesWeek-1-Desain Sistem Kerja-CompressedArdy AnandaNo ratings yet
- Work SamplingDocument35 pagesWork SamplingMulat TeshomeNo ratings yet
- Final ReportDocument18 pagesFinal ReportVivek D DeshmukhNo ratings yet
- 228 602 1 SM PDFDocument10 pages228 602 1 SM PDFRowell Tayag DizonNo ratings yet
- Machine Learning Canvas (v1.1)Document2 pagesMachine Learning Canvas (v1.1)Matheus Lira SartorNo ratings yet
- (Insert Project, Program or Organization Name Here) : State of Michigan Test StrategyDocument22 pages(Insert Project, Program or Organization Name Here) : State of Michigan Test StrategyArminto Natanagari IINo ratings yet
- Module 3Document8 pagesModule 3KUSHAL H BNo ratings yet
- Unit 7 - WorkStudyDocument29 pagesUnit 7 - WorkStudyHarsh ChachanNo ratings yet
- C1 - Intro To Methods Engineering - Part 2Document22 pagesC1 - Intro To Methods Engineering - Part 2bxnx joeNo ratings yet
- Requested FileDocument38 pagesRequested FilesachinkashidNo ratings yet
- Work Study: Presented byDocument19 pagesWork Study: Presented byprasad salweNo ratings yet
- Analysis and Simulation Application For Manual Work Performance ImprovementDocument4 pagesAnalysis and Simulation Application For Manual Work Performance ImprovementzainNo ratings yet
- Unit-1 PpceDocument29 pagesUnit-1 PpceDivyamsi KNo ratings yet
- ISMR October 2010Document2 pagesISMR October 2010Fulgarias CuatroNo ratings yet
- Reduction of Welding Defects Using Six Sigma Techniques: Research PaperDocument9 pagesReduction of Welding Defects Using Six Sigma Techniques: Research PaperblitzkrigNo ratings yet
- The Use of Simulation and Genetic Algorithm With Different Genetic Operators To Optimize Manufacturing SystemDocument12 pagesThe Use of Simulation and Genetic Algorithm With Different Genetic Operators To Optimize Manufacturing SystemSam ArNo ratings yet
- Work StudyDocument17 pagesWork StudyChandra Shekhar VishnoiNo ratings yet
- Be18f02f014 Saurabh ChindheDocument54 pagesBe18f02f014 Saurabh ChindheSaurabh ChindheNo ratings yet
- Control Charts, Acceptance Sampling Design of Experi-Ments: 1 CRC Press LLCDocument3 pagesControl Charts, Acceptance Sampling Design of Experi-Ments: 1 CRC Press LLCAngie C. JoyaNo ratings yet
- Lecture 01 - Merged PDFDocument69 pagesLecture 01 - Merged PDFNeo TarunNo ratings yet
- The Six Sigma Tool: Six Sigma Is The Single Most Effective Problem Solving Methodology For ImprovingDocument7 pagesThe Six Sigma Tool: Six Sigma Is The Single Most Effective Problem Solving Methodology For Improvingharivs80No ratings yet
- Proction Engineering TopicsDocument17 pagesProction Engineering TopicsBuddha Prakash100% (1)
- Continious Processing StudyDocument16 pagesContinious Processing StudyHarshith ShettyNo ratings yet
- The 4 Potential Traps That Can Create Experiment Difficulties Dr. Walter ShewhartDocument1 pageThe 4 Potential Traps That Can Create Experiment Difficulties Dr. Walter ShewhartVelasco, BernardoNo ratings yet
- Manufacturing Dashboard ExampleDocument28 pagesManufacturing Dashboard Examplehrchidanand87No ratings yet
- Performane Improvement by Scheduling Techniques Article by Abduletif HabibDocument16 pagesPerformane Improvement by Scheduling Techniques Article by Abduletif HabibAbduletif HeboNo ratings yet
- Text18 2 - 366 377 PDFDocument12 pagesText18 2 - 366 377 PDFFajril A. M.No ratings yet
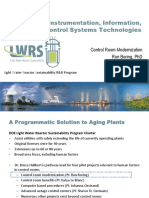
- Control Room ModernizationDocument9 pagesControl Room ModernizationGirish JhaNo ratings yet
- C.2 - Computational Techniques in Stat. Anal. & Exploitation of CNC Mach. Exp. Data - IGI Global, 2012Document35 pagesC.2 - Computational Techniques in Stat. Anal. & Exploitation of CNC Mach. Exp. Data - IGI Global, 2012vaxevNo ratings yet
- SPA Productivity Link Aug 2011 Multiple Activity ChartsDocument26 pagesSPA Productivity Link Aug 2011 Multiple Activity ChartsRamya GunasekaranNo ratings yet
- 2016 ML For Mineral ProcessingDocument37 pages2016 ML For Mineral ProcessingMartin.c.figueroaNo ratings yet
- Measuring and Estimating Process Performance: Richard D. StutzkeDocument18 pagesMeasuring and Estimating Process Performance: Richard D. StutzkeWilliam Arcaya CarpioNo ratings yet
- AnPros&Peranc - KerjaDocument35 pagesAnPros&Peranc - Kerjasultannaufal1No ratings yet
- Work Study - 092Document47 pagesWork Study - 092ghazanfarhayat456No ratings yet
- 1PT SQC IqcDocument1 page1PT SQC IqcHazel Marie Ignacio PeraltaNo ratings yet
- A Brief Overview of Software Testing MetricsDocument8 pagesA Brief Overview of Software Testing MetricsPrasad DannapaneniNo ratings yet
- WSAD Course SummaryDocument16 pagesWSAD Course SummaryAbdulwahab AlmaimaniNo ratings yet
- SEMetric 1Document30 pagesSEMetric 1Anit KayasthaNo ratings yet
- Dogossy,+2 539 98-111Document13 pagesDogossy,+2 539 98-111Mario DiegoNo ratings yet
- Automated Test Data Generation Process Through Path Testing For Aspect Oriented ProgrammingDocument4 pagesAutomated Test Data Generation Process Through Path Testing For Aspect Oriented ProgrammingerpublicationNo ratings yet
- Inamdar Et Al (2019)Document11 pagesInamdar Et Al (2019)Zeeshan InamdarNo ratings yet
- Work DesignDocument47 pagesWork DesignDeepali Singhai JainNo ratings yet
- Organisational Effectiveness 1ADocument178 pagesOrganisational Effectiveness 1ABandile ShobaNo ratings yet
- 1994c Apcom Slovenie Opti MoinhoDocument10 pages1994c Apcom Slovenie Opti MoinhoDirceu NascimentoNo ratings yet
- Materials and MethodologyDocument52 pagesMaterials and MethodologyjustinbasicNo ratings yet
- Top 25 Lean Tools White PaperDocument2 pagesTop 25 Lean Tools White PaperVelu KaruppiahNo ratings yet
- Production Planning and Control: Kazi Mamunur RashidDocument22 pagesProduction Planning and Control: Kazi Mamunur RashidTaosif HassanNo ratings yet
- Introduction To Aspen Plus Simulation: What Is Process Simulation/Analysis?Document2 pagesIntroduction To Aspen Plus Simulation: What Is Process Simulation/Analysis?pedroinfante9193No ratings yet
- Oee PDFDocument5 pagesOee PDFyuniNo ratings yet
- Meeting AgendaDocument1 pageMeeting AgendazainNo ratings yet
- Resistance Calculation (Color Coding and Using DMM)Document2 pagesResistance Calculation (Color Coding and Using DMM)zainNo ratings yet
- 4Document1 page4zainNo ratings yet
- Woolworths Footwear Glossary of Terms Chapter Version 3Document21 pagesWoolworths Footwear Glossary of Terms Chapter Version 3zainNo ratings yet
- Analysis and Simulation Application For Manual Work Performance ImprovementDocument4 pagesAnalysis and Simulation Application For Manual Work Performance ImprovementzainNo ratings yet
- SRP PoojaDocument41 pagesSRP PoojaKushal PinjarlaNo ratings yet
- Acela ExpressDocument8 pagesAcela ExpressMuhammad NadzirNo ratings yet
- Viva 3.0 Specifications 2023 PDFDocument10 pagesViva 3.0 Specifications 2023 PDFJulio ChNo ratings yet
- Information RevolutionDocument224 pagesInformation Revolutionchristian.lochmuellerNo ratings yet
- UAV Privacy IssuesDocument30 pagesUAV Privacy IssuesAviation/Space History LibraryNo ratings yet
- SQM 85 N 10Document7 pagesSQM 85 N 10Fernando MarinNo ratings yet
- Bodyshop ManualDocument138 pagesBodyshop Manualmarco consaniNo ratings yet
- Table 1 Dimensions and Weights of Welded and Seamless Wrought Steel PipeDocument1 pageTable 1 Dimensions and Weights of Welded and Seamless Wrought Steel PipeBernardo EscorciaNo ratings yet
- Avinash Resume PDFDocument4 pagesAvinash Resume PDFAvinash PoteNo ratings yet
- Mark Gregory Aro Rimando ResumeDocument3 pagesMark Gregory Aro Rimando ResumeMark Gregory RimandoNo ratings yet
- Lathe Machine Definition Parts Types Operation Specification Advantages Application Notes PDFDocument23 pagesLathe Machine Definition Parts Types Operation Specification Advantages Application Notes PDFNeeraj JithuNo ratings yet
- Reduce Traffic CongestionDocument6 pagesReduce Traffic CongestionJayone LowNo ratings yet
- PVX10160FR3Document4 pagesPVX10160FR3edascribdNo ratings yet
- John Miller PerezDocument3 pagesJohn Miller PerezJomillPerezNo ratings yet
- Software DesignDocument7 pagesSoftware DesignDhivya SivakumarNo ratings yet
- CV - Nan Wen LongDocument4 pagesCV - Nan Wen LongSea RouteNo ratings yet