You might also like
- Tortort Manufacturing 80% Milled Receivers AK47Document6 pagesTortort Manufacturing 80% Milled Receivers AK47David BumbaloughNo ratings yet
- GD&T IntroductionDocument147 pagesGD&T IntroductionPrithviraj Daga100% (6)
- Design of Source Degenerated Cascode Dual FunctionDocument25 pagesDesign of Source Degenerated Cascode Dual Functionmaia.df11No ratings yet
- Pattern of 10 Holes: 10X Ø1/4 DRILL 4.0 0.5Document1 pagePattern of 10 Holes: 10X Ø1/4 DRILL 4.0 0.5David BumbaloughNo ratings yet
- 實驗五數據Document4 pages實驗五數據林家新No ratings yet
- Limits Fits TolerancesDocument77 pagesLimits Fits Tolerancessunil_gundNo ratings yet
- EE391 Senior Project - Finalized 4 (97-03)Document25 pagesEE391 Senior Project - Finalized 4 (97-03)higherclawsNo ratings yet
- PC 17K4Document4 pagesPC 17K4Angga JuliantaraNo ratings yet
- Datasheet PC-17K1 OPTOCOUPLERDocument3 pagesDatasheet PC-17K1 OPTOCOUPLERvanmarteNo ratings yet
- AA TN-202 CollateralDataDocument2 pagesAA TN-202 CollateralDataIan RidzuanNo ratings yet
- 30-05 Cutter Radius Offset - Part 1Document1 page30-05 Cutter Radius Offset - Part 1David BumbaloughNo ratings yet
- Take Home ExamDocument2 pagesTake Home ExamOscar Alam GuzmánNo ratings yet
- E Cores and Accessories E42/21/15: General Data For 10-Pins E42/21/15 Coil Former Parameter SpecificationDocument1 pageE Cores and Accessories E42/21/15: General Data For 10-Pins E42/21/15 Coil Former Parameter SpecificationAngamuthu AnanthNo ratings yet
- Structural Drawings-S C 002Document1 pageStructural Drawings-S C 002Bakir JaberNo ratings yet
- Trubka Ocel ST 37 4 Bezesva Cerna Uk Katalogovy ListDocument2 pagesTrubka Ocel ST 37 4 Bezesva Cerna Uk Katalogovy ListVratislav Němec ml.No ratings yet
- Datasheet k104Document3 pagesDatasheet k104Luigi PortugalNo ratings yet
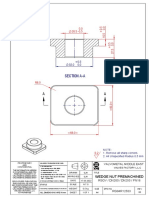
- RG04R12503 - Wedge Nut Premachined - RSGV - DN 250 - PN 16 Rev 00Document1 pageRG04R12503 - Wedge Nut Premachined - RSGV - DN 250 - PN 16 Rev 00Aakash KumarNo ratings yet
- Chart Title: 0.35 0.4 F (X) 0.686x + 0.0048 R 0.9991592214 AbsDocument2 pagesChart Title: 0.35 0.4 F (X) 0.686x + 0.0048 R 0.9991592214 AbsAnonymous xGICX3YNo ratings yet
- Analitik 1Document2 pagesAnalitik 1Anonymous xGICX3YNo ratings yet
- BRUSH and BRUSH-HOLDER TOLERANCES On T and A DIMENSIONS - Carbone Lorraine - INGDocument2 pagesBRUSH and BRUSH-HOLDER TOLERANCES On T and A DIMENSIONS - Carbone Lorraine - INGClaylson Figueiredo JúlioNo ratings yet
- 2023-12 - 02 18-62-24-36 Shift Rail (YA-E) ตัวเก่าDocument1 page2023-12 - 02 18-62-24-36 Shift Rail (YA-E) ตัวเก่าWarajak N.No ratings yet
- Calculation of Hvap From Experimented DataDocument2 pagesCalculation of Hvap From Experimented DataDozdiNo ratings yet
- Curves 17H SeriesDocument2 pagesCurves 17H SeriesJulio ConfortoNo ratings yet
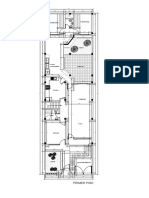
- Planta ByNDocument1 pagePlanta ByNJose Mauricio Lopez GarciaNo ratings yet
- 30-06 Cutter Radius Offset - Part 2Document1 page30-06 Cutter Radius Offset - Part 2David BumbaloughNo ratings yet
- RL RL RL: 2.5 L Ajuste Lineal 2L Linear (2L) 3L Linear (3L)Document6 pagesRL RL RL: 2.5 L Ajuste Lineal 2L Linear (2L) 3L Linear (3L)Wiler MoranNo ratings yet
- E4fac 17gDocument1 pageE4fac 17gmrityunjaysatapatiNo ratings yet
- DSASL0056537Document1 pageDSASL0056537Jose ReyesNo ratings yet
- Single: Seri H Q H QDocument2 pagesSingle: Seri H Q H QHadi NurhidayatNo ratings yet
- SLD 02 Plate 430Document1 pageSLD 02 Plate 430Stefan MilojevicNo ratings yet
- P Culvert Plan - ModelDocument1 pageP Culvert Plan - ModelAlie JallohNo ratings yet
- 1 y 2 NivelDocument1 page1 y 2 Nivelrodrigo isidro trebejoNo ratings yet
- Timers On DelayDocument5 pagesTimers On DelayOJ ACNo ratings yet
- AN6650, AN6650S: Motor Control CircuitsDocument3 pagesAN6650, AN6650S: Motor Control CircuitsJohn Jaque CaleNo ratings yet
- Casa Negro CarrDocument1 pageCasa Negro Carrjosevc317No ratings yet
- Abaque CH1 40Document1 pageAbaque CH1 40shoshaNo ratings yet
- Effective Width CalculationDocument2 pagesEffective Width CalculationtosifsayyedNo ratings yet
- PC 17L1Document4 pagesPC 17L1HenryAmayaLarrealNo ratings yet
- 59710Document1 page59710nguyenanhquocdhdiNo ratings yet
- ADK Kelompok 9Document13 pagesADK Kelompok 9Milani AyutamiaNo ratings yet
- Accuspiral: Worm Shaft 20 12 0201 34Document1 pageAccuspiral: Worm Shaft 20 12 0201 34SherinNo ratings yet
- CV Vs Nre Co Vs Nre: Axis TitleDocument3 pagesCV Vs Nre Co Vs Nre: Axis TitleCrezpo YzNo ratings yet
- Plano Casa OkDocument5 pagesPlano Casa OkJymmitho M BulloniNo ratings yet
- Ansox Industry: XXX S.S. Jadhav A4 013 8250 00 XDocument1 pageAnsox Industry: XXX S.S. Jadhav A4 013 8250 00 XHimanshu MishraNo ratings yet
- 59719Document1 page59719nguyenanhquocdhdiNo ratings yet
- BP Vs BTH Eff: BTE BP Diesel B10 B20 B30Document6 pagesBP Vs BTH Eff: BTE BP Diesel B10 B20 B30Babu JonnalagaddaNo ratings yet
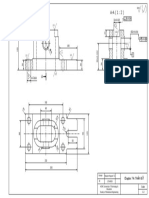
- Banvechitiet trucIIDocument1 pageBanvechitiet trucIILe HuynhNo ratings yet
- Proyecto 18 de Abril 2023-ModelDocument1 pageProyecto 18 de Abril 2023-ModelWily CuevaNo ratings yet
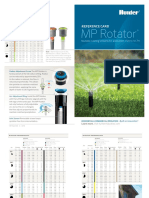
- RC Mprotator emDocument2 pagesRC Mprotator emiliecNo ratings yet
- HW1 STRDocument1 pageHW1 STRosaidsrourNo ratings yet
- Brush and Brush-Holder Tolerances On "T" and "A" Dimensions: Technical Note Sta Be 16-4 GBDocument2 pagesBrush and Brush-Holder Tolerances On "T" and "A" Dimensions: Technical Note Sta Be 16-4 GBloulou_beNo ratings yet
- Part1 1Document1 pagePart1 1Nguyên TúNo ratings yet
- SCR T8 Weatherproof Series: Your Partner in Lighting TechnologyDocument2 pagesSCR T8 Weatherproof Series: Your Partner in Lighting Technologygenius solutionNo ratings yet
- Validation of Fps Wizard Horizontal Lifeline CalculatorDocument1 pageValidation of Fps Wizard Horizontal Lifeline CalculatorperundingtsteohgmailcomNo ratings yet
- Inverter - Anodizing DC Bus Capacitors - v1-1 - ENDocument4 pagesInverter - Anodizing DC Bus Capacitors - v1-1 - ENВиталий ПокотиленкоNo ratings yet
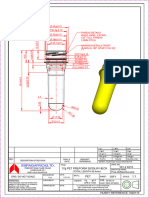
- 51gm PreformDocument1 page51gm PreformmrityunjaysatapatiNo ratings yet
- MVCHB015Document1 pageMVCHB015api-3707540No ratings yet
- 1f RCPDocument1 page1f RCPStephen EvangelistaNo ratings yet
- Successful Service Design for Telecommunications: A comprehensive guide to design and implementationFrom EverandSuccessful Service Design for Telecommunications: A comprehensive guide to design and implementationNo ratings yet
- This Little Weed Is One of The Most Useful Medicines On The PlanetDocument6 pagesThis Little Weed Is One of The Most Useful Medicines On The PlanetDavid BumbaloughNo ratings yet
- The Complete Guide To Growing Corn in Containers - Garden and HappyDocument17 pagesThe Complete Guide To Growing Corn in Containers - Garden and HappyDavid BumbaloughNo ratings yet
- Tomato Fertilizer - How To Feed Your Plants For The Ultimate HarvestDocument11 pagesTomato Fertilizer - How To Feed Your Plants For The Ultimate HarvestDavid BumbaloughNo ratings yet
- How To Become Untrackable - Part 1 - SurvivopediaDocument12 pagesHow To Become Untrackable - Part 1 - SurvivopediaDavid Bumbalough100% (1)
- 12 Plants You'Ll Want in Your SHTF Garden - SurvivopediaDocument21 pages12 Plants You'Ll Want in Your SHTF Garden - SurvivopediaDavid BumbaloughNo ratings yet
- Gun Control and The Founding Fathers Intent - The - Truth - and - JusticeDocument9 pagesGun Control and The Founding Fathers Intent - The - Truth - and - JusticeDavid BumbaloughNo ratings yet
- Exercises After Abdominal SurgeryDocument5 pagesExercises After Abdominal SurgeryDavid BumbaloughNo ratings yet
- Scaling Function Q+A: # Answer 1Document2 pagesScaling Function Q+A: # Answer 1David BumbaloughNo ratings yet
- Providers - PrivacytoolsDocument7 pagesProviders - PrivacytoolsDavid BumbaloughNo ratings yet
- Feedrate Q+A: # Answer 1Document2 pagesFeedrate Q+A: # Answer 1David BumbaloughNo ratings yet
- 15-01 Reference Points - MillDocument1 page15-01 Reference Points - MillDavid BumbaloughNo ratings yet
- HK94, MP5, Parts KitsDocument6 pagesHK94, MP5, Parts KitsDavid BumbaloughNo ratings yet
- Scaling Exercise: Use T01 Ø20 End MillDocument1 pageScaling Exercise: Use T01 Ø20 End MillDavid BumbaloughNo ratings yet
- 44-01 Machining With TailstockDocument1 page44-01 Machining With TailstockDavid BumbaloughNo ratings yet
- 53-02 Locators PDFDocument1 page53-02 Locators PDFDavid BumbaloughNo ratings yet
- 49-01 Documenting Programs Q+ADocument1 page49-01 Documenting Programs Q+ADavid BumbaloughNo ratings yet
- CNC Machining Q+A: # Answer 1Document2 pagesCNC Machining Q+A: # Answer 1David BumbaloughNo ratings yet
- 46-01 Horizontal MachiningDocument1 page46-01 Horizontal MachiningDavid BumbaloughNo ratings yet
- Verifying Programs Q+A: # Answer 1Document2 pagesVerifying Programs Q+A: # Answer 1David BumbaloughNo ratings yet
- 49-01 Documenting Programs Q+A PDFDocument1 page49-01 Documenting Programs Q+A PDFDavid BumbaloughNo ratings yet
- Angles: in The Four Exercises, The Objective Is The Same - Calculate The Unknown Angle From Data ProvidedDocument1 pageAngles: in The Four Exercises, The Objective Is The Same - Calculate The Unknown Angle From Data ProvidedDavid BumbaloughNo ratings yet
- Blend Radius 2: Compare With Project 53-06, Which Is Similar, But The Arc Is Dimensioned To Its Sharp CornerDocument1 pageBlend Radius 2: Compare With Project 53-06, Which Is Similar, But The Arc Is Dimensioned To Its Sharp CornerDavid BumbaloughNo ratings yet
- 53-03 Contour Points 1Document1 page53-03 Contour Points 1David BumbaloughNo ratings yet
- 53-04 Contour Points 2Document1 page53-04 Contour Points 2David BumbaloughNo ratings yet
- Blend Radius 2: Compare With Project 53-06, Which Is Similar, But The Arc Is Dimensioned To Its Sharp CornerDocument1 pageBlend Radius 2: Compare With Project 53-06, Which Is Similar, But The Arc Is Dimensioned To Its Sharp CornerDavid BumbaloughNo ratings yet
- 19-01 Tool LengthDocument1 page19-01 Tool LengthDavid BumbaloughNo ratings yet
- Trig Calculations: XY Contour Points On The Part Only, Along The Contour, Back To The StartDocument1 pageTrig Calculations: XY Contour Points On The Part Only, Along The Contour, Back To The StartDavid BumbaloughNo ratings yet
- Unknown Radius: Chine Shop MagazineDocument1 pageUnknown Radius: Chine Shop MagazineDavid BumbaloughNo ratings yet
- 20-02 Rapid Motion FormulasDocument2 pages20-02 Rapid Motion FormulasDavid BumbaloughNo ratings yet
- Oil&Gas ProjectDocument4 pagesOil&Gas ProjectMelannie Adante100% (1)
- Company Profile For ConstructionDocument9 pagesCompany Profile For ConstructionRavindra AgrawalNo ratings yet
- Micropiles Seminar ReportDocument42 pagesMicropiles Seminar ReportAbhishek Trivedi100% (2)
- POSTER Civil Engineering ProjectDocument1 pagePOSTER Civil Engineering ProjectEr Zahir Gulamjilani MahidaNo ratings yet
- Irc LoadingDocument5 pagesIrc LoadingSeethapathi Asst. Professor-Sr.ScaleNo ratings yet
- Power and Distribution Transformers Sizing Calculations 2Document10 pagesPower and Distribution Transformers Sizing Calculations 2hashimelecNo ratings yet
- Fee Go2016he Ms39Document9 pagesFee Go2016he Ms39kumarNo ratings yet
- CV - Aqeel Ahmed Qazi Updated - Rev - CompressedDocument4 pagesCV - Aqeel Ahmed Qazi Updated - Rev - Compressedsidiq7No ratings yet
- Preliminary Investigation On The Overstrength and Force Reduction Factors For Industrial Rack Clad BuildingsDocument11 pagesPreliminary Investigation On The Overstrength and Force Reduction Factors For Industrial Rack Clad BuildingssaurabhsubhuNo ratings yet
- A Repository of Modern Software Testing LaboratoryDocument9 pagesA Repository of Modern Software Testing LaboratorySonali AgarwalNo ratings yet
- Transmission and Distribution - Lecture Notes, Study Material and Important Questions, AnswersDocument7 pagesTransmission and Distribution - Lecture Notes, Study Material and Important Questions, AnswersM.V. TVNo ratings yet
- Steam Tracing 101Document2 pagesSteam Tracing 101fawmer61100% (1)
- LNG and Condensate Loading Jetty Projectsheet DMCDocument2 pagesLNG and Condensate Loading Jetty Projectsheet DMCRaymond Jackson100% (1)
- Astm A178Document2 pagesAstm A178Nomala Srinivas0% (1)
- HaTelit Presentation 2Document18 pagesHaTelit Presentation 2Bagas YandiNo ratings yet
- Birhanu CVDocument3 pagesBirhanu CVabdulber kedirNo ratings yet
- A Reaction Paper SeminarDocument2 pagesA Reaction Paper SeminarNormanBalean100% (2)
- Calculation Sheet: Design CodeDocument1 pageCalculation Sheet: Design CodeCak AndiNo ratings yet
- Flat Plate-VoidedDocument12 pagesFlat Plate-VoidedVinitNo ratings yet
- System Administration Lab ManualDocument34 pagesSystem Administration Lab ManualVishal BurrewarNo ratings yet
- Resume Ummer QS Cost ControllerDocument2 pagesResume Ummer QS Cost ControllerMohammad UmmerNo ratings yet
- Assignment LeedDocument6 pagesAssignment LeedDhivya RamachandranNo ratings yet
- Ethylene Plant ExperienceDocument2 pagesEthylene Plant ExperienceArun Kumar Kar100% (1)
- NX9.0 Manual PDFDocument240 pagesNX9.0 Manual PDFToni Pérez100% (3)
- Situational Report (C3 - 050817)Document7 pagesSituational Report (C3 - 050817)Kaj Hojilla EstradaNo ratings yet
- Full TextDocument112 pagesFull TextShinjiNaviNo ratings yet
- George Ross CVDocument1 pageGeorge Ross CVWarren PetersenNo ratings yet
- TENSACCIAI - Rock and Soil AnchorsDocument0 pagesTENSACCIAI - Rock and Soil Anchorsnovakno1No ratings yet
- Euro CokeDocument13 pagesEuro Cokedhawal gargNo ratings yet
- Report On Industrial Visit ScribdDocument11 pagesReport On Industrial Visit ScribdJakeer CJNo ratings yet