You might also like
- MakeUseOf Android Rooting Guide: Unlock Your Phone's Full PotentialDocument30 pagesMakeUseOf Android Rooting Guide: Unlock Your Phone's Full PotentialPaul Kostrzewa100% (2)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Designer's Handbook Instrmtn/Contr CircuitsFrom EverandDesigner's Handbook Instrmtn/Contr CircuitsRating: 5 out of 5 stars5/5 (1)
- Expt 1 - Calibration of Vernier CaliperDocument5 pagesExpt 1 - Calibration of Vernier Calipersathyadally100% (1)
- Metrology Lab Manual NewDocument41 pagesMetrology Lab Manual Newg venkatesh100% (1)
- Experiment Measurement of Lengths, Heights, Diameters, Vernier CaliperDocument11 pagesExperiment Measurement of Lengths, Heights, Diameters, Vernier Caliperv sharvan kumar asst.prof(mech)No ratings yet
- Digital Communication Lecture-1Document175 pagesDigital Communication Lecture-1Ahmed Hassan MohammedNo ratings yet
- Sliding Mode ControlDocument556 pagesSliding Mode Controldimitaring100% (1)
- Metrology Lab - ManualDocument30 pagesMetrology Lab - ManualRavi Krishnegowda100% (2)
- METROLOGY AND QUALITY CONTROL LAB Manual PDFDocument28 pagesMETROLOGY AND QUALITY CONTROL LAB Manual PDFMuhammad zubeen100% (1)
- Measuring Height Using a Vernier Height GaugeDocument7 pagesMeasuring Height Using a Vernier Height GaugedfghjkNo ratings yet
- Power System PPT On CORONADocument13 pagesPower System PPT On CORONAg4ubhNo ratings yet
- Experiment 1 - Measurement of Length, Mass and TimeDocument11 pagesExperiment 1 - Measurement of Length, Mass and TimeKAPEMBWA MAPALO100% (1)
- Measuring Tools and Techniques for Quality ControlDocument34 pagesMeasuring Tools and Techniques for Quality Controlsiddharth thoratNo ratings yet
- Experiment # 01Document9 pagesExperiment # 01M.USMAN BIN AHMEDNo ratings yet
- Metrology Lab ManualDocument35 pagesMetrology Lab ManualNo NameNo ratings yet
- Instrumentation and Measurement Lab ReportDocument29 pagesInstrumentation and Measurement Lab ReportHafiz Abdul Monhim 881-FET/BSME/F19No ratings yet
- MMM Lab ManualDocument13 pagesMMM Lab ManualSangam PatilNo ratings yet
- Calibrating Precision Measurement ToolsDocument2 pagesCalibrating Precision Measurement ToolselavarasanNo ratings yet
- Metrology-Lab-Manual 3 Year 1semDocument41 pagesMetrology-Lab-Manual 3 Year 1semBHARATH Chandra100% (1)
- Module1 Principles of MeasurementsDocument32 pagesModule1 Principles of MeasurementskhushNo ratings yet
- MLR Institute of Technology - Lab Manual Engineering MetrologyDocument25 pagesMLR Institute of Technology - Lab Manual Engineering MetrologyVallik TadNo ratings yet
- Calibration of Vernier Caliper: EX. NO.: 1 DATE: 13-07-2021 AIMDocument2 pagesCalibration of Vernier Caliper: EX. NO.: 1 DATE: 13-07-2021 AIMNatesan RadhikaNo ratings yet
- Metrology Lab Mannual 15-5-14Document90 pagesMetrology Lab Mannual 15-5-14DrBollapu SudarshanNo ratings yet
- Measurement of Linear Dimensions Using ComparatorDocument1 pageMeasurement of Linear Dimensions Using ComparatorRICKY MARTIN J 4096No ratings yet
- MMI Lab ManualDocument46 pagesMMI Lab ManualArvind KumarNo ratings yet
- Final MM&M Lab ManualDocument66 pagesFinal MM&M Lab Manualchandrarao chNo ratings yet
- ATM Week 9 Quality and InspectionDocument24 pagesATM Week 9 Quality and Inspectiona38659158No ratings yet
- Measure Dimensions Using Metrology ToolsDocument21 pagesMeasure Dimensions Using Metrology ToolselavarasanNo ratings yet
- Measuring DevicesDocument8 pagesMeasuring DevicesAisha GonzalesNo ratings yet
- Laboratory Activity No. 2Document4 pagesLaboratory Activity No. 2Me Being RandomNo ratings yet
- Index: Ex. No Name of The Experiment Page No. Cycle IDocument29 pagesIndex: Ex. No Name of The Experiment Page No. Cycle Iprakashrs295No ratings yet
- METROLOGY LAB MANUALDocument30 pagesMETROLOGY LAB MANUALSanju JohnNo ratings yet
- Measure Parts with Precision ToolsDocument22 pagesMeasure Parts with Precision ToolsKptt LogeswaranNo ratings yet
- Metrology Lab ManualDocument39 pagesMetrology Lab ManualNivedh Vijayakrishnan0% (1)
- Me 8513 MM Lab ScetDocument34 pagesMe 8513 MM Lab ScetSatheesh Kumar50% (4)
- Me3581 Metrology and Dynamics Lab Manual R2021actDocument133 pagesMe3581 Metrology and Dynamics Lab Manual R2021actmarakamadhu800No ratings yet
- MME-ME2308 EMM Lab ManualDocument29 pagesMME-ME2308 EMM Lab ManualRakesh Kumar100% (1)
- 21 Me 435,435,435,435Document40 pages21 Me 435,435,435,435Faisal MehrbanNo ratings yet
- Engineering Metrology: Prof. J. RamkumarDocument44 pagesEngineering Metrology: Prof. J. RamkumarSachin AnguralNo ratings yet
- Vernier CaliperDocument3 pagesVernier CaliperAndrew Crawford0% (1)
- Measuring Tools GuideDocument11 pagesMeasuring Tools GuideRokib Hasan SagarNo ratings yet
- Pure Physics BookletDocument226 pagesPure Physics Booklettex dibasNo ratings yet
- Metrology: Nri Institute of TechnologyDocument55 pagesMetrology: Nri Institute of TechnologyKasijanto JantoNo ratings yet
- Calibration of Precision Measuring InstrumentsDocument2 pagesCalibration of Precision Measuring Instrumentsabddul128No ratings yet
- Experiment No. 2: 1.0 TitleDocument6 pagesExperiment No. 2: 1.0 TitleKaranpal SinghNo ratings yet
- Measuring D3vic2sDocument8 pagesMeasuring D3vic2sHannah Michaela Foronda ReyesNo ratings yet
- ME Lab ManualDocument40 pagesME Lab ManualLarkTrebligNo ratings yet
- Experiments (1 20)Document64 pagesExperiments (1 20)065-GCET-19 LESNo ratings yet
- Metrology: Nri Institute of TechnologyDocument55 pagesMetrology: Nri Institute of TechnologySavantNo ratings yet
- Measuring Stress with ExtensometersDocument16 pagesMeasuring Stress with ExtensometersVignesh ReddyNo ratings yet
- Measuring Instruments - Metrology - OverviewDocument31 pagesMeasuring Instruments - Metrology - OverviewRohan100% (1)
- Abestano PHY052 1 Activity 1 Measurement of LengthDocument10 pagesAbestano PHY052 1 Activity 1 Measurement of LengthLOREN MAE BULAYBULAYNo ratings yet
- MQE ExperimentDocument9 pagesMQE ExperimentashuNo ratings yet
- Physics Labwork: For MechanicsDocument24 pagesPhysics Labwork: For MechanicsSang NguyễnNo ratings yet
- ME8513 Lab ManualDocument69 pagesME8513 Lab Manualmario frankNo ratings yet
- Measure Strain and Displacement SensorsDocument28 pagesMeasure Strain and Displacement SensorsSathish KumarNo ratings yet
- Experiment 2 Measuring Instruments and Density: Name/s: 1) 2) 3) 4)Document15 pagesExperiment 2 Measuring Instruments and Density: Name/s: 1) 2) 3) 4)Kylie EralinoNo ratings yet
- CH 4 - Sources of ErrorDocument13 pagesCH 4 - Sources of Errorإحسان خالد جودة الشحات ٣٥٧٣No ratings yet
- Me 8513 MM Lab 2022 OddDocument63 pagesMe 8513 MM Lab 2022 OddVelan PrintersNo ratings yet
- Lec 3 Precision Measuring Instrument PDFDocument20 pagesLec 3 Precision Measuring Instrument PDFUmair MalikNo ratings yet
- Chem 1011 Lab 2 Measurements Complete (2022)Document11 pagesChem 1011 Lab 2 Measurements Complete (2022)reveriefrancesNo ratings yet
- Measurement of Length - Screw Gauge (Physics) Question BankFrom EverandMeasurement of Length - Screw Gauge (Physics) Question BankNo ratings yet
- Me8501-Metrology and Measurements Course PlanDocument3 pagesMe8501-Metrology and Measurements Course PlanNeopolean0% (1)
- Me 2308 - Metrology & Measurements Lab: Infant Jesus College of Engineering and TechnologyDocument31 pagesMe 2308 - Metrology & Measurements Lab: Infant Jesus College of Engineering and TechnologyNeopoleanNo ratings yet
- Additive Manufacturing Lab Vision and MisionDocument3 pagesAdditive Manufacturing Lab Vision and MisionNeopoleanNo ratings yet
- Mt-Ii MCQ QBDocument13 pagesMt-Ii MCQ QBNeopoleanNo ratings yet
- MT-II Unit1Document107 pagesMT-II Unit1NeopoleanNo ratings yet
- CPDocument2 pagesCPNeopoleanNo ratings yet
- Me6005 PpceDocument17 pagesMe6005 PpceNeopolean100% (1)
- Me6411 Manufacturing Technology-II Lab ManualDocument35 pagesMe6411 Manufacturing Technology-II Lab ManualdibyenindusNo ratings yet
- Using The MC3PHACDocument50 pagesUsing The MC3PHACSougata DasNo ratings yet
- MS440209PM 48G6+ - 207PM 48G6Document8 pagesMS440209PM 48G6+ - 207PM 48G6victor mauricio colonia rangelNo ratings yet
- Maximizing Efficiency in Power Electronics and DrivesDocument34 pagesMaximizing Efficiency in Power Electronics and DrivesSaroj kumar BiswasNo ratings yet
- Reviewer IndusDocument3 pagesReviewer IndusBajogs RamosNo ratings yet
- Osisense XX Xx518a3pam12Document6 pagesOsisense XX Xx518a3pam12Paulinho CezarNo ratings yet
- Daily MST ChecklistsDocument35 pagesDaily MST ChecklistsAnonymous Gg6z0u9IBzNo ratings yet
- Modifiers, Controllers and Control Switches - Fractal Audio WikiDocument10 pagesModifiers, Controllers and Control Switches - Fractal Audio WikiNikko Rafael NoblezaNo ratings yet
- Ae2410y Fz1aDocument2 pagesAe2410y Fz1aDedy MaesaNo ratings yet
- Diktat Bhs InggrisDocument30 pagesDiktat Bhs Inggriswahyu ghofurNo ratings yet
- ManuaisDocument53 pagesManuaisJose Carlos KappNo ratings yet
- BIOS Update Guide for Lenovo ThinkPad ModelsDocument10 pagesBIOS Update Guide for Lenovo ThinkPad ModelsArpan MahajanNo ratings yet
- 02 Vesda-E Ves Tds A4 Ie LoresDocument2 pages02 Vesda-E Ves Tds A4 Ie LoresBryan BayacaNo ratings yet
- Alcatel 7270 ATMDocument4 pagesAlcatel 7270 ATMmike7330No ratings yet
- Raspberry Pi DHT11 Humidity and Temperature Sensor InterfaceDocument15 pagesRaspberry Pi DHT11 Humidity and Temperature Sensor InterfaceTwinkle RatnaNo ratings yet
- Electrician Domestic Solution CurriculumDocument30 pagesElectrician Domestic Solution CurriculumnassarkiNo ratings yet
- Foxconn H61MX ManualDocument72 pagesFoxconn H61MX Manualadan segundo camacho alfaroNo ratings yet
- Infusion Pump - Hospira APM (Service) 549Document141 pagesInfusion Pump - Hospira APM (Service) 549uriel fernando mejiaNo ratings yet
- PGS Data SheetDocument9 pagesPGS Data Sheetkiran panditNo ratings yet
- XL7005A 150kHz 100V 0.4A Buck DC-DC Converter DatasheetDocument10 pagesXL7005A 150kHz 100V 0.4A Buck DC-DC Converter DatasheetEder Andrade Da SilvaNo ratings yet
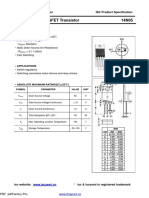
- Isc N-Channel MOSFET Transistor 14N05: INCHANGE Semiconductor Product SpecificationDocument2 pagesIsc N-Channel MOSFET Transistor 14N05: INCHANGE Semiconductor Product SpecificationYASIRNo ratings yet
- Ramdump Modem 2023-03-21 09-32-55 PropsDocument15 pagesRamdump Modem 2023-03-21 09-32-55 PropsAlejandro nNo ratings yet
- Lemon BatteryDocument7 pagesLemon BatteryVijay GbNo ratings yet
- RGMO Operation PDFDocument133 pagesRGMO Operation PDFKumaraswamyNo ratings yet
- MDPN471 Omar MohsenDocument11 pagesMDPN471 Omar MohsenOmaroMohsenNo ratings yet
- Intro to OS FunctionsDocument7 pagesIntro to OS FunctionsAnum Abdul SalamNo ratings yet
- Field-Wireable Connector, M8, Screw-/clamp ContactDocument2 pagesField-Wireable Connector, M8, Screw-/clamp Contactkevinwz1989No ratings yet