You might also like
- This Study Resource Was: Worksheet CDocument7 pagesThis Study Resource Was: Worksheet CBetty CooperNo ratings yet
- Training Notes (4.2 Printed Circuit Boards)Document12 pagesTraining Notes (4.2 Printed Circuit Boards)Anurag Yadav100% (1)
- Bioreactor: Improve This Article Adding Citations To Reliable SourcesDocument8 pagesBioreactor: Improve This Article Adding Citations To Reliable SourceschepurthiNo ratings yet
- '% Sciencedirect: Supercomplexes and Subcomplexes of Mitochondrial Oxidative PhosphorylationDocument22 pages'% Sciencedirect: Supercomplexes and Subcomplexes of Mitochondrial Oxidative PhosphorylationRenzo Supo RoqueNo ratings yet
- Ecosystem Q&ADocument6 pagesEcosystem Q&Aberaindrajit583No ratings yet
- A Report On Energy Audit: Info Lab LTDDocument7 pagesA Report On Energy Audit: Info Lab LTDVasanthNo ratings yet
- Wi Enerberger: Revi T 201 7Document3 pagesWi Enerberger: Revi T 201 7Petit CindyNo ratings yet
- Rawson Floor CarpetTiles UserGuideDocument3 pagesRawson Floor CarpetTiles UserGuidezak benzNo ratings yet
- On The 2008.: of AgglomerationDocument8 pagesOn The 2008.: of AgglomerationBilly DNo ratings yet
- 090151b2800da35e PDFDocument20 pages090151b2800da35e PDFMuna AzizNo ratings yet
- Intro To WWTP PDFDocument61 pagesIntro To WWTP PDFdaniel adam100% (1)
- Commodity PlasticsDocument23 pagesCommodity PlasticsAshish Jayant KulkarniNo ratings yet
- Coa Ha2 2100030898Document3 pagesCoa Ha2 2100030898Mamidi PraveenNo ratings yet
- AustralianHomeBeautifulDec2022 PDFDocument188 pagesAustralianHomeBeautifulDec2022 PDFAsya JustNo ratings yet
- 2010 Gobernatabla2 PDFDocument7 pages2010 Gobernatabla2 PDFRubí OrtegaNo ratings yet
- Fungal Bacteria ConsortiaDocument25 pagesFungal Bacteria ConsortiaSalvador EmbarcaderoNo ratings yet
- Pradip ChakraborttyDocument6 pagesPradip ChakraborttyBapan KarNo ratings yet
- Lab Manual: S.Sabarunisha Begum, Seniour Lecturer, Biotech. Dept., RECDocument35 pagesLab Manual: S.Sabarunisha Begum, Seniour Lecturer, Biotech. Dept., RECHarshaNo ratings yet
- Short Time Mixing Response in A Big Flotation CellDocument8 pagesShort Time Mixing Response in A Big Flotation Cellilham nasrunNo ratings yet
- Bio Test Ansh Bansal 1.06.2021Document9 pagesBio Test Ansh Bansal 1.06.2021Jahanvi YadavNo ratings yet
- IE 43 Biotech Manufacturing Facility: Environmental Impact StatementDocument194 pagesIE 43 Biotech Manufacturing Facility: Environmental Impact StatementjyothiNo ratings yet
- 4 (Evapotranspiration)Document33 pages4 (Evapotranspiration)Lim Shwe WenNo ratings yet
- Bpe Unit 1 5Document9 pagesBpe Unit 1 5Anuvansh SinghNo ratings yet
- Aame' T: Td-No 20000 19 DO9Document25 pagesAame' T: Td-No 20000 19 DO9Harini BhumulaNo ratings yet
- Noise Report 2021Document32 pagesNoise Report 2021JESUS BASILIO ANTONIONo ratings yet
- 0303 2647 (81) 90004 6Document9 pages0303 2647 (81) 90004 6BipedalJoeNo ratings yet
- Design of An Optimized Enzyme Catalysed Batch Bioreactor For The Production of Ethanol From CornDocument8 pagesDesign of An Optimized Enzyme Catalysed Batch Bioreactor For The Production of Ethanol From CornAJER JOURNALNo ratings yet
- 1st Internal Jeffrin A 810020239020 May 2021Document14 pages1st Internal Jeffrin A 810020239020 May 2021Jeff RinNo ratings yet
- Renewable Energy For SEC CourseDocument47 pagesRenewable Energy For SEC CourseShorTomNo ratings yet
- EVS Assign ?Document3 pagesEVS Assign ?8231Khetre DkNo ratings yet
- Learner' Shometaski Ntechnologyandli Veli Hoodeducati ON: Self-Learni Nghometask (SLHT)Document7 pagesLearner' Shometaski Ntechnologyandli Veli Hoodeducati ON: Self-Learni Nghometask (SLHT)Daniel DanityNo ratings yet
- MAINTENANCE SOP Calibration Policy PfizerDocument35 pagesMAINTENANCE SOP Calibration Policy PfizerSeçkin SabahNo ratings yet
- Internal Control Internal Control: BS Accountancy (San Beda University) BS Accountancy (San Beda University)Document9 pagesInternal Control Internal Control: BS Accountancy (San Beda University) BS Accountancy (San Beda University)Nayoung LeeNo ratings yet
- IP DP PSOW - Master ListDocument10 pagesIP DP PSOW - Master ListsilviaNo ratings yet
- Mol 2003Document10 pagesMol 2003Shahroz AliNo ratings yet
- Fsubk Ac Ion: DesriphonDocument3 pagesFsubk Ac Ion: DesriphonMamidi PraveenNo ratings yet
- Proces Equipment Design Guide For FermenDocument23 pagesProces Equipment Design Guide For FermenTheodoros AtheridisNo ratings yet
- Donardson Controller For Parker 2Document30 pagesDonardson Controller For Parker 2pchizumilaNo ratings yet
- Chap 14 Ecosystem Mind MapDocument4 pagesChap 14 Ecosystem Mind MapRajarshiNo ratings yet
- Task 34 Booklet (Biomass Pyrolysis)Document20 pagesTask 34 Booklet (Biomass Pyrolysis)suputamadreNo ratings yet
- Cloud Computing Unit-1 NotesDocument12 pagesCloud Computing Unit-1 Notess9129599No ratings yet
- 4.2 BookletDocument6 pages4.2 Booklet9름No ratings yet
- BPE35306 - Microalgae Biotechnology - Practical Manual 2020 - OnlineDocument16 pagesBPE35306 - Microalgae Biotechnology - Practical Manual 2020 - OnlineAntonio MoncayoNo ratings yet
- Fermentors Bioreactors White Paper 021 Stirred Tank Bioreactors Bioreactors Fermentors Powerful Tools Resolving Cultivation BottlenecksDocument12 pagesFermentors Bioreactors White Paper 021 Stirred Tank Bioreactors Bioreactors Fermentors Powerful Tools Resolving Cultivation BottlenecksnoshNo ratings yet
- Distribusi Substrat Di Dalam Fixed Bed Reactor (FBR)Document5 pagesDistribusi Substrat Di Dalam Fixed Bed Reactor (FBR)syahda sherenNo ratings yet
- modeling The Solvent Extraction of Oilseeds: ComparisonsDocument7 pagesmodeling The Solvent Extraction of Oilseeds: ComparisonsoreamigNo ratings yet
- Wastewater Unit 4 NotesDocument12 pagesWastewater Unit 4 Notes3004 Divya Dharshini. MNo ratings yet
- Biotech BT SeriesDocument8 pagesBiotech BT Serieszenoniusz768No ratings yet
- Sgvu 4th Semester Assignment - International Marketing StrategyDocument10 pagesSgvu 4th Semester Assignment - International Marketing StrategySayantan MandalNo ratings yet
- Effect of Mechanical Agitation On The Production of Cellulases by Trichoderma Reesei RUT - 30 in A Draft - Tube Airlift BioreactorDocument9 pagesEffect of Mechanical Agitation On The Production of Cellulases by Trichoderma Reesei RUT - 30 in A Draft - Tube Airlift BioreactormariaNo ratings yet
- Fuel Processing Technology: Wenfei Cai, Ronghou Liu, Yifeng He, Meiyun Chai, Junmeng CaiDocument10 pagesFuel Processing Technology: Wenfei Cai, Ronghou Liu, Yifeng He, Meiyun Chai, Junmeng CaiB38VIRATNo ratings yet
- CD Unit 5 PDFDocument16 pagesCD Unit 5 PDFserneNo ratings yet
- Branc-Ia: Lorg-TevmsDocument7 pagesBranc-Ia: Lorg-TevmssouravNo ratings yet
- Biology Topic One Maintaining A BalanceDocument22 pagesBiology Topic One Maintaining A BalanceHolly GlennNo ratings yet
- Presentation 6Document5 pagesPresentation 6rizeenansariNo ratings yet
- Catalysis Today: Daniel MansuyDocument7 pagesCatalysis Today: Daniel MansuyRama PratamaNo ratings yet
- Vocab 6, 7Document2 pagesVocab 6, 7ffNo ratings yet
- @unacademyplus - Notes EcosystemDocument6 pages@unacademyplus - Notes EcosystemManoj SharmaNo ratings yet
- Chemistry Ceo TiruvallurDocument59 pagesChemistry Ceo TiruvallurNidhiNo ratings yet
- Lucca Et Al-2008-Macromolecular Symposia PDFDocument7 pagesLucca Et Al-2008-Macromolecular Symposia PDFAhmadNo ratings yet
- Anaerobic DigestionDocument12 pagesAnaerobic DigestionPetros IosifidisNo ratings yet
- Report 2014 SfogliabileDocument92 pagesReport 2014 SfogliabilePetros IosifidisNo ratings yet
- Murcia 09 S. VerstichelDocument48 pagesMurcia 09 S. VerstichelPetros IosifidisNo ratings yet
- Report 2014 SfogliabileDocument92 pagesReport 2014 SfogliabilePetros IosifidisNo ratings yet
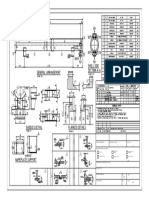
- Equipments / Tags No. Purchase Ordener No. Project No.: Rejected Reviewed With Commets Reviewed Without CommentsDocument1 pageEquipments / Tags No. Purchase Ordener No. Project No.: Rejected Reviewed With Commets Reviewed Without CommentsPetros IosifidisNo ratings yet
- 3D PV 2017 BrochureDocument4 pages3D PV 2017 BrochurePetros Iosifidis100% (1)
- Pulse Jet Bag Filters PDFDocument12 pagesPulse Jet Bag Filters PDFPetros IosifidisNo ratings yet
- LPPJFF RL - Envi - 2013 04 04Document10 pagesLPPJFF RL - Envi - 2013 04 04Petros IosifidisNo ratings yet
- Demag Wheels PDFDocument20 pagesDemag Wheels PDFPetros IosifidisNo ratings yet
- Kapitel 01 DINO Techn TeilDocument12 pagesKapitel 01 DINO Techn TeilPetros IosifidisNo ratings yet
- Issue 6 June 2011 - Conveyor Belt Tensioning and Take Up Guide PDFDocument2 pagesIssue 6 June 2011 - Conveyor Belt Tensioning and Take Up Guide PDFPetros IosifidisNo ratings yet
- Environmental Control Systems DESOX and DENOXDocument20 pagesEnvironmental Control Systems DESOX and DENOXPetros IosifidisNo ratings yet
- YORK YZ Sales BrochureDocument12 pagesYORK YZ Sales BrochureRyanNo ratings yet
- Solid Waste Engineering: CVL 100 - Environmental Science & EnggDocument24 pagesSolid Waste Engineering: CVL 100 - Environmental Science & EnggRishika ChaudharyNo ratings yet
- Ionic vs. Covalent Bonding Lab InvestigationDocument3 pagesIonic vs. Covalent Bonding Lab InvestigationLeslieNo ratings yet
- M.E. Structural Engineering R15 SyllabusDocument68 pagesM.E. Structural Engineering R15 Syllabuskrpsatheesh0% (1)
- Lupranat MI: Technical Data SheetDocument3 pagesLupranat MI: Technical Data Sheetsriatul2006No ratings yet
- BioRes 09-1-1634 Review Hubbe Prospects Strength Paper Using Less Forest Resources 4843Document130 pagesBioRes 09-1-1634 Review Hubbe Prospects Strength Paper Using Less Forest Resources 4843Mustafa ÇiçeklerNo ratings yet
- Company Profile-Division-General Supplier-Dunia Mitra Technology PTDocument4 pagesCompany Profile-Division-General Supplier-Dunia Mitra Technology PTPangestu WibisonoNo ratings yet
- OltremareDocument1 pageOltremareAfraz ShaikhNo ratings yet
- White & Potente Screw Extrusion 2003Document464 pagesWhite & Potente Screw Extrusion 2003Dávila Moreira Lopes SilvaNo ratings yet
- KVX Product CatalogueDocument88 pagesKVX Product CatalogueMARCO CHELINo ratings yet
- Wire Welded Fabric Mesh PDFDocument2 pagesWire Welded Fabric Mesh PDFHarish RajaramNo ratings yet
- Technical Wire RopesDocument17 pagesTechnical Wire RopesAdrian CantaragiuNo ratings yet
- BS 476 24 PDFDocument29 pagesBS 476 24 PDFJIDUNo ratings yet
- Monitoring Illustration Glasteel II Double Wall TankDocument5 pagesMonitoring Illustration Glasteel II Double Wall Tankmkash028No ratings yet
- F25 - FGB Metro Station To Al Qouz LNDL Area 3&4 Dubai Bus Service TimetableDocument8 pagesF25 - FGB Metro Station To Al Qouz LNDL Area 3&4 Dubai Bus Service TimetableDubai Q&ANo ratings yet
- Techrite Controls Siemens Siemens Qgo20 Oxygen Sensor 1761 PDFDocument6 pagesTechrite Controls Siemens Siemens Qgo20 Oxygen Sensor 1761 PDFedy soryawanNo ratings yet
- Outokumpu Product Range WallchartDocument4 pagesOutokumpu Product Range WallchartKevin YewNo ratings yet
- Nitrogen and Sulfur AS LevelDocument5 pagesNitrogen and Sulfur AS LevelThapelo SebolaiNo ratings yet
- Topic 2 Atoms, Elements and CompoundsDocument36 pagesTopic 2 Atoms, Elements and Compoundsadamskbd100% (1)
- DME Assignment 1Document2 pagesDME Assignment 1sumikannuNo ratings yet
- Flotation Kinetics of Magnesium Hydroxide Sedimented From Sea Water Kinetika Flotacije Magnezijum Hidroksida Taloţenog Iz Morske VodeDocument8 pagesFlotation Kinetics of Magnesium Hydroxide Sedimented From Sea Water Kinetika Flotacije Magnezijum Hidroksida Taloţenog Iz Morske VodeKatarina BalanovicNo ratings yet
- Contactor de Barrote SerieR - BRDocument8 pagesContactor de Barrote SerieR - BRVictor TaveraNo ratings yet
- ASME B31.4a PDFDocument69 pagesASME B31.4a PDFhussein100% (1)
- Pba 5 Polyurethane Bonded Revetments Design Manual WWW Arcadis NL IMPORTANTDocument102 pagesPba 5 Polyurethane Bonded Revetments Design Manual WWW Arcadis NL IMPORTANTvoch007No ratings yet
- Wall Structures: After The Foundations Have Been Completed The Walls Are Set Out and Construction CommencesDocument16 pagesWall Structures: After The Foundations Have Been Completed The Walls Are Set Out and Construction CommencesMirza Waqar BaigNo ratings yet
- Chicago Electric 170 Amp Welder ManualDocument32 pagesChicago Electric 170 Amp Welder Manualkcchiefs00No ratings yet
- Echague 09162022Document25 pagesEchague 09162022Garyl FebNo ratings yet
- Product Guideline MembrapureDocument66 pagesProduct Guideline MembrapureHoa Nguyen Thai100% (1)
- Unit - Iv Agricultural Marketing: Concept & Classification & DifferenceDocument24 pagesUnit - Iv Agricultural Marketing: Concept & Classification & DifferenceAmitPandiaNo ratings yet