You might also like
- Inspection and Maintenance of Drillpipe Ebook PDFDocument39 pagesInspection and Maintenance of Drillpipe Ebook PDFbengam100% (1)
- Elevator Spider Maintenance Inspection & Wear DataDocument2 pagesElevator Spider Maintenance Inspection & Wear DataHector BarriosNo ratings yet
- Sop Iii-002 R00Document38 pagesSop Iii-002 R00BepdjNo ratings yet
- Euro NDT PresentationDocument9 pagesEuro NDT PresentationBetoCordeiroNo ratings yet
- Thread Protector Testing - PTR-7.3.10-7-LCSG-FULL-PLASTIC-API-5-CT-PERFORMANCE-TEST-REPORTDocument38 pagesThread Protector Testing - PTR-7.3.10-7-LCSG-FULL-PLASTIC-API-5-CT-PERFORMANCE-TEST-REPORTInChy Rencarnation PoseidonNo ratings yet
- API 582 The Welding Solution PDFDocument21 pagesAPI 582 The Welding Solution PDFRemmy Torres Vega75% (8)
- TM 5-3895-369-14Document1,307 pagesTM 5-3895-369-14Advocate100% (1)
- Integrated Measurement Systems For All Parts of The Water CycleDocument3 pagesIntegrated Measurement Systems For All Parts of The Water CycleDavorNo ratings yet
- Inspection Capabilities - 2016Document4 pagesInspection Capabilities - 2016muhamadrafie1975No ratings yet
- Reasons For Using Cementing PlugsDocument12 pagesReasons For Using Cementing PlugsMohamad ZamriNo ratings yet
- Handling ToolsDocument21 pagesHandling ToolsMehmet SoysalNo ratings yet
- 2.78 Drill Pipe SpecificationDocument13 pages2.78 Drill Pipe Specificationifebrian100% (1)
- Eddy-Current Testing - Wikipedia PDFDocument5 pagesEddy-Current Testing - Wikipedia PDFVysakh VasudevanNo ratings yet
- Slip Type Elevator Cat. IVDocument2 pagesSlip Type Elevator Cat. IVRanjithNo ratings yet
- GPS InspectionDocument48 pagesGPS InspectionAhmed AluoshNo ratings yet
- Catalogo 511Document4 pagesCatalogo 511Luis Oswaldo R PNo ratings yet
- Scan APIDocument183 pagesScan APIChitradeep Dutta RoyNo ratings yet
- TD MPI Inspection StandardDocument97 pagesTD MPI Inspection StandardMohamed BadranNo ratings yet
- VFP - Vam Eis - en PDFDocument30 pagesVFP - Vam Eis - en PDFZed ZedNo ratings yet
- Aluminum Test BlockDocument1 pageAluminum Test Blockmegh prasad UpadhyayNo ratings yet
- Tubular Inspection Sheet - 2021-001 Part 2Document2 pagesTubular Inspection Sheet - 2021-001 Part 2Aldrin Hernandez100% (2)
- Crosby G-2130 Shackle Data Sheet PDFDocument1 pageCrosby G-2130 Shackle Data Sheet PDFdavidandrewleggNo ratings yet
- Info Sheet Iris Inspection of TubesDocument2 pagesInfo Sheet Iris Inspection of TubesCepi Sindang KamulanNo ratings yet
- 01 - Field Inspection Procedure For Used uLTIMATE™ Extreme™ Torque Connections (uXT™) PC-17 PDFDocument5 pages01 - Field Inspection Procedure For Used uLTIMATE™ Extreme™ Torque Connections (uXT™) PC-17 PDFKarla HernandezNo ratings yet
- ResumeDocument5 pagesResumeHemant ChaudharyNo ratings yet
- South African Art Times October 08Document16 pagesSouth African Art Times October 08Art Times100% (3)
- TECHWELD - Catalog - F2019 2020Document48 pagesTECHWELD - Catalog - F2019 2020Alquin Lunag100% (1)
- Mobile Cranes Check ListDocument6 pagesMobile Cranes Check ListBanesco TemplarisNo ratings yet
- BHNK Drill Pipe CatalogDocument12 pagesBHNK Drill Pipe CatalogivertianNo ratings yet
- 88 D 340 nh3 Storage Tank Sept 10 2014 2Document9 pages88 D 340 nh3 Storage Tank Sept 10 2014 2mohamed abd eldayemNo ratings yet
- API5b Changes in 16th EditionDocument4 pagesAPI5b Changes in 16th EditionMostafa FikryNo ratings yet
- Table 5: Requirements For Drill Pipe Inspection ReportingDocument1 pageTable 5: Requirements For Drill Pipe Inspection ReportingJosue FishNo ratings yet
- Result of Inspection: ConclusionDocument5 pagesResult of Inspection: ConclusionBayu Aringga putra100% (1)
- AMOSCO Tubular Inspection ServicesDocument14 pagesAMOSCO Tubular Inspection ServiceskoushkiNo ratings yet
- Unit-6: Ultrasonic Thickness Gauging (Utg / Utm)Document4 pagesUnit-6: Ultrasonic Thickness Gauging (Utg / Utm)Vivekanandan JNo ratings yet
- Iso 269-2022-014 Rotary Table NDT Cat IV - Rev1Document1 pageIso 269-2022-014 Rotary Table NDT Cat IV - Rev1Durgham Adel EscanderNo ratings yet
- SOP-4-Making Up & Break Out BHADocument8 pagesSOP-4-Making Up & Break Out BHADQE040 HSSENo ratings yet
- Changes in DS-1Document5 pagesChanges in DS-1Chandrasekhar SonarNo ratings yet
- Magnetic Particle InspectionDocument11 pagesMagnetic Particle InspectionLuis Guevara0% (1)
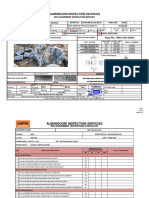
- Almansoori Inspection Services: Lifting Equipment Thorough Examination ReportDocument9 pagesAlmansoori Inspection Services: Lifting Equipment Thorough Examination ReportRanjithNo ratings yet
- Heat Exchanger Tube Inspection With Olympus Nortec 500 Instrument Rev1Document8 pagesHeat Exchanger Tube Inspection With Olympus Nortec 500 Instrument Rev1luu cong son ndtNo ratings yet
- NDT Report TestDocument10 pagesNDT Report TestAnjas FarizqiNo ratings yet
- T09 IADC Equipment List March Ver 1 - 2013Document90 pagesT09 IADC Equipment List March Ver 1 - 2013Them Bui XuanNo ratings yet
- Leopard General and in Stal Tion InformationDocument18 pagesLeopard General and in Stal Tion InformationChandrasekhar SonarNo ratings yet
- M2M GEKKO Specifications Sheet A4Document4 pagesM2M GEKKO Specifications Sheet A4NicholasOtienoNo ratings yet
- Ohsar PDFDocument40 pagesOhsar PDFMohammed Ali YoussefNo ratings yet
- WI-08 - Work Instruction For Use of UTM 18.03.2021Document1 pageWI-08 - Work Instruction For Use of UTM 18.03.2021Saurav KumarNo ratings yet
- List of NDT StandardsDocument3 pagesList of NDT Standardskiki270977No ratings yet
- Cementing Tools: General RequirementsDocument4 pagesCementing Tools: General Requirementsislam atifNo ratings yet
- Ultrasonic Inspection: Part 1 IntroductionDocument172 pagesUltrasonic Inspection: Part 1 IntroductionJohn DolanNo ratings yet
- Ddaily Drift Calibration Procedure: 1. ScopeDocument1 pageDdaily Drift Calibration Procedure: 1. ScopeJohn DolanNo ratings yet
- Welddefects 1 150818112900 Lva1 App6892Document50 pagesWelddefects 1 150818112900 Lva1 App6892Bhavani Prasad50% (2)
- Visual Body, Visual Connections, Black Light Connections: International LimitedDocument6 pagesVisual Body, Visual Connections, Black Light Connections: International LimitedMichael OkwuwaNo ratings yet
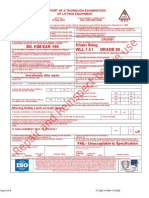
- Sn. Kim Ear 196 Chain Sling WLL 7.5 T Grade 80: Report of A Thorough Examination of Lifting EquipmentDocument1 pageSn. Kim Ear 196 Chain Sling WLL 7.5 T Grade 80: Report of A Thorough Examination of Lifting Equipmentoriza100% (1)
- RTD Incotest PresentationDocument27 pagesRTD Incotest PresentationAsadAliNo ratings yet
- Dossier Idonial-Reference Blocks For NDTDocument40 pagesDossier Idonial-Reference Blocks For NDTTokoKueAmelaCookis100% (1)
- Rotary Sub-Thread Checking Procedure-JSSbrochureDocument4 pagesRotary Sub-Thread Checking Procedure-JSSbrochureMinakshi SawantNo ratings yet
- EMI Buggy Cal 5Document2 pagesEMI Buggy Cal 5John DolanNo ratings yet
- API 7K Revisions Rev 5Document5 pagesAPI 7K Revisions Rev 5msm.ele2009No ratings yet
- Inspection and Maintenance of Drillpipe E-BookDocument39 pagesInspection and Maintenance of Drillpipe E-BookPhan Trong HuanNo ratings yet
- Inspection and Maintenance of Drill PipeDocument39 pagesInspection and Maintenance of Drill PipeinsaanNo ratings yet
- Failure Analysis in Engineering ApplicationsFrom EverandFailure Analysis in Engineering ApplicationsRating: 1 out of 5 stars1/5 (1)
- Constant Rate Pumping TestDocument42 pagesConstant Rate Pumping TestAntónio OliveiraNo ratings yet
- DrAhmadSedaghatJETR AWP2016Document13 pagesDrAhmadSedaghatJETR AWP2016António OliveiraNo ratings yet
- Erosion ControlDocument463 pagesErosion ControlAntónio OliveiraNo ratings yet
- Assessing Community Management of Water Sources in Rural Tanzania - 2017Document173 pagesAssessing Community Management of Water Sources in Rural Tanzania - 2017António OliveiraNo ratings yet
- Water Reuse For Irrigation-Agriculture Landscapes and TurfGrassDocument19 pagesWater Reuse For Irrigation-Agriculture Landscapes and TurfGrassAntónio OliveiraNo ratings yet
- Plastic Alternative PDFDocument127 pagesPlastic Alternative PDFAntónio OliveiraNo ratings yet
- Study of Environmental Impact of Laúca Dam Construction Project-2013 PDFDocument631 pagesStudy of Environmental Impact of Laúca Dam Construction Project-2013 PDFAntónio OliveiraNo ratings yet
- Brechtel Radial Collector Wells - 2011Document2 pagesBrechtel Radial Collector Wells - 2011António OliveiraNo ratings yet
- Achieving Water Security - 2013Document225 pagesAchieving Water Security - 2013António Oliveira100% (1)
- Ohio - TECHNICAL GUIDANCE FOR SEALING UNUSED WELLS - 1996 PDFDocument52 pagesOhio - TECHNICAL GUIDANCE FOR SEALING UNUSED WELLS - 1996 PDFAntónio OliveiraNo ratings yet
- Herschel Bulkley FluidDocument5 pagesHerschel Bulkley FluidMOHAMMAD HASHIM KHANNo ratings yet
- 190 - Series K2A005Document1 page190 - Series K2A005helderfgmNo ratings yet
- Symbols in Process DiagramDocument14 pagesSymbols in Process DiagramhatiniNo ratings yet
- LPG and Propane Pumps LPG & PROPANE Piping and AccessoriesDocument7 pagesLPG and Propane Pumps LPG & PROPANE Piping and AccessoriesOmar WardehNo ratings yet
- Airplane Turbofan Engine Operation and Malfunctions Basic Familiarization For Flight CrewsDocument38 pagesAirplane Turbofan Engine Operation and Malfunctions Basic Familiarization For Flight CrewstheevanraoNo ratings yet
- Project Prono. 1 Item 1: Section A-ADocument6 pagesProject Prono. 1 Item 1: Section A-AIonutAlexandruStroeNo ratings yet
- TDS-PLC 118 STDocument1 pageTDS-PLC 118 STrowaters100% (1)
- ARCH27-Steel and Timber DesignDocument4 pagesARCH27-Steel and Timber Designronalyn sarmientoNo ratings yet
- Hinge DesignDocument2 pagesHinge Designpare222No ratings yet
- Hidrogen AttackDocument13 pagesHidrogen Attackolid_zone100% (1)
- Book - Good Practice in The Design Management and Operation of A Fresh Produce PackinghouseDocument188 pagesBook - Good Practice in The Design Management and Operation of A Fresh Produce PackinghouseKevin YaptencoNo ratings yet
- D1056-14 - Standard Specification For Flexible Cellular Materials - Sponge or Expanded RubberDocument15 pagesD1056-14 - Standard Specification For Flexible Cellular Materials - Sponge or Expanded RubberFrancoNo ratings yet
- Catalogue HonsbergDocument24 pagesCatalogue HonsbergTRAN TANNo ratings yet
- Construction Standards byDocument4 pagesConstruction Standards byBruce Doyaoen100% (1)
- MCCBDocument66 pagesMCCBsms143100% (1)
- Comprehensive Electrical System Maintenance ChecklistsDocument12 pagesComprehensive Electrical System Maintenance ChecklistsFarrukh Nadeem100% (1)
- Local Control Stations For Zone 1 and Zone 21: Fields of ApplicationDocument2 pagesLocal Control Stations For Zone 1 and Zone 21: Fields of Applicationthankam punnenNo ratings yet
- BOILER CI - ppt1.ppsxDocument97 pagesBOILER CI - ppt1.ppsxking1q@gmail.comNo ratings yet
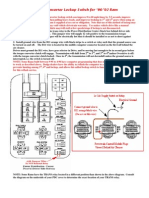
- Torque Converter Lockup SwitchDocument2 pagesTorque Converter Lockup SwitchKenny G Nichol100% (1)
- Distillation Columns and Their Process CalculationsDocument6 pagesDistillation Columns and Their Process CalculationsOmer IbrahimNo ratings yet
- Melting Point NotesDocument7 pagesMelting Point Notesdfcgvh gvhbjNo ratings yet
- Energy Demand in Wood Processing Plants: Jingge Li, Murray Mccurdy, Shusheng PangDocument9 pagesEnergy Demand in Wood Processing Plants: Jingge Li, Murray Mccurdy, Shusheng PangsabrahimaNo ratings yet
- FHB EngDocument2 pagesFHB EngPaul DingelstadNo ratings yet
- API 20.1 Liquid Allocation Measurement 1995Document7 pagesAPI 20.1 Liquid Allocation Measurement 1995wellington88100% (1)
- Design Analysis and Fabrication of Hydra PDFDocument9 pagesDesign Analysis and Fabrication of Hydra PDFMac NyandoroNo ratings yet
- Slope Stability Analysis With The Finite Element MethodDocument19 pagesSlope Stability Analysis With The Finite Element MethodNshimiyimana ProtogeneNo ratings yet
- A Detailed Lesson Plan in ChemistryDocument4 pagesA Detailed Lesson Plan in ChemistryCharisse Magallon Dagondon100% (11)