You might also like
- 10-Part Air Gauge Measurement AnalysisDocument4 pages10-Part Air Gauge Measurement AnalysisSaurabh PhandNo ratings yet
- Customer Complaint RegisterDocument3 pagesCustomer Complaint RegistermuthuselvanNo ratings yet
- New Prod-DB and KPI 22Document5 pagesNew Prod-DB and KPI 22Senthilmani MuthuswamyNo ratings yet
- Initial Product Quality Control ProcessDocument3 pagesInitial Product Quality Control ProcessSameer SaxenaNo ratings yet
- 8D Report for High Resistance Issue in Coil AssemblyDocument13 pages8D Report for High Resistance Issue in Coil AssemblyAnandha VasanNo ratings yet
- Kaga Components (M) SDN BHD: Operator Training ProceduresDocument2 pagesKaga Components (M) SDN BHD: Operator Training Proceduresrajesh sharmaNo ratings yet
- Shift Report: Availability Performance Rate Quality Products RateDocument6 pagesShift Report: Availability Performance Rate Quality Products RatehwhhadiNo ratings yet
- Quality Manual: Organization ChartDocument2 pagesQuality Manual: Organization ChartmuthuselvanNo ratings yet
- Supplier Assessment (F - 003 - QF-SQ-COM - 002 Rev. 02) .Document50 pagesSupplier Assessment (F - 003 - QF-SQ-COM - 002 Rev. 02) .muthuselvanNo ratings yet
- APQP (27) ElementsDocument31 pagesAPQP (27) Elementssam1hi5No ratings yet
- F MR 13 Internal Audit ScheduleDocument6 pagesF MR 13 Internal Audit ScheduleRohtash fastnerNo ratings yet
- TVS Format APQP Timing Plan Template N10 01 July 23Document5 pagesTVS Format APQP Timing Plan Template N10 01 July 23harishtmk24No ratings yet
- Skill evaluation criteria for CED and chrome plating processesDocument1 pageSkill evaluation criteria for CED and chrome plating processesDinesh KumarNo ratings yet
- Hansvahini Auto Interior Pvt. LTD: Hazard Identification and Risk AssessmentDocument6 pagesHansvahini Auto Interior Pvt. LTD: Hazard Identification and Risk AssessmentAtul SharmaNo ratings yet
- Bgl-Fm-Qa - Red Bin Analysis RuleDocument1 pageBgl-Fm-Qa - Red Bin Analysis RuleMohit SinghNo ratings yet
- Point No. 6Document10 pagesPoint No. 6Rohtash fastnerNo ratings yet
- Control Plan For Lighting ProductDocument6 pagesControl Plan For Lighting ProductpapplionNo ratings yet
- Tharaj Castings PVT - ltd.-1st & 2nd Phase PresentationDocument58 pagesTharaj Castings PVT - ltd.-1st & 2nd Phase PresentationAnkur DhirNo ratings yet
- Why Are They Scraped BookletDocument5 pagesWhy Are They Scraped BookletKyle Starr100% (4)
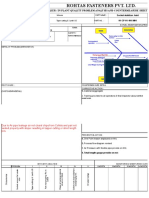
- Without Punch Part Mix: Customer/Supplier / in Plant Quality Problem Analysis and Countermeasure Sheet (5 - Rule)Document13 pagesWithout Punch Part Mix: Customer/Supplier / in Plant Quality Problem Analysis and Countermeasure Sheet (5 - Rule)Rohtash fastnerNo ratings yet
- 5m+1e Change Matrix SOPDocument2 pages5m+1e Change Matrix SOPGirdhar Sahu100% (1)
- 4M Change Monitoring SheetDocument1 page4M Change Monitoring SheetDinesh KumarNo ratings yet
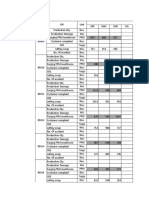
- Training Plan: S. No. Topic Duration Year 2009 2010 Jun Jul Aug Sep Oct Nov Dec Jan Feb Mar Apr May JunDocument1 pageTraining Plan: S. No. Topic Duration Year 2009 2010 Jun Jul Aug Sep Oct Nov Dec Jan Feb Mar Apr May JunPeracha EngineeringNo ratings yet
- Fr-scm-085 Packaging StandardDocument3 pagesFr-scm-085 Packaging StandardKaramjit SinghNo ratings yet
- F.hr.06. On Job TrainingDocument1 pageF.hr.06. On Job TrainingSaurabhNo ratings yet
- Rohtas Fasteners Approved CNC Operator ListDocument6 pagesRohtas Fasteners Approved CNC Operator ListRohtash fastnerNo ratings yet
- Rohtas Fasteners Approved CNC Operator ListDocument6 pagesRohtas Fasteners Approved CNC Operator ListRohtash fastnerNo ratings yet
- Defect Control Report FITMENT PROBLEMDocument1 pageDefect Control Report FITMENT PROBLEMamritanshuNo ratings yet
- Nabtesco - Annual Appraisal Sheet (For Manager & Above) 2021Document10 pagesNabtesco - Annual Appraisal Sheet (For Manager & Above) 2021Kiran AmboreNo ratings yet
- May 2019 Operator Performance ReportDocument13 pagesMay 2019 Operator Performance ReportRohtash fastnerNo ratings yet
- Preventive Maintenance Checklist for Hardrock Attachments Pvt. LtdDocument1 pagePreventive Maintenance Checklist for Hardrock Attachments Pvt. LtdSandeep KumarNo ratings yet
- Rejection PPM - Forging (2019 20)Document7 pagesRejection PPM - Forging (2019 20)Rohtash fastnerNo ratings yet
- Rohtas Fasteners Pvt. LTD.: Supplier / In-Plant Quality Problem Analysis and Countermeasure Sheet (5-Rule)Document4 pagesRohtas Fasteners Pvt. LTD.: Supplier / In-Plant Quality Problem Analysis and Countermeasure Sheet (5-Rule)Rohtash fastnerNo ratings yet
- Change Management C Pillar Stacking Reduced From 1+4 To 1+2Document18 pagesChange Management C Pillar Stacking Reduced From 1+4 To 1+2shobha shelarNo ratings yet
- Improvement KaizenDocument11 pagesImprovement KaizenAnkur DhirNo ratings yet
- Why-Why Analysis Training ModuleDocument24 pagesWhy-Why Analysis Training Moduleshariq warsiNo ratings yet
- COQ Elements Data Source Value Percentage Contribution Per AH Percentage SalesDocument10 pagesCOQ Elements Data Source Value Percentage Contribution Per AH Percentage SalesmuthuselvanNo ratings yet
- Sheet Metal Welding-Tips PDFDocument5 pagesSheet Metal Welding-Tips PDFMphilipTNo ratings yet
- Skillmatrix Assy Brack PadelDocument7 pagesSkillmatrix Assy Brack PadelAjayNo ratings yet
- In House PPM MonitoringDocument2 pagesIn House PPM MonitoringSrinath NavadaNo ratings yet
- Preventive maintenance checklist for 5/16Document2 pagesPreventive maintenance checklist for 5/16Rohtash fastnerNo ratings yet
- Special Process Audit Check Sheet - PlatingDocument8 pagesSpecial Process Audit Check Sheet - PlatingHariprasanth ChandranNo ratings yet
- 8D Report: Vasanth - Production Engineer Vijaykumar - Quality Head Prabhakaran - Final in Charge Premkumar-CNC OperatorDocument4 pages8D Report: Vasanth - Production Engineer Vijaykumar - Quality Head Prabhakaran - Final in Charge Premkumar-CNC OperatorVasanth KumarNo ratings yet
- List of Competent AuditorsDocument1 pageList of Competent AuditorsRohtash fastnerNo ratings yet
- Profile Cutting SOPDocument1 pageProfile Cutting SOPanbuNo ratings yet
- IT Group Internal Audit Schedules and ReportsDocument11 pagesIT Group Internal Audit Schedules and ReportsBhavin SukhadiyaNo ratings yet
- Skill Required Skill Required Skill Required Skill Required Skill Required Skill RequiredDocument2 pagesSkill Required Skill Required Skill Required Skill Required Skill Required Skill RequiredRavi YadavNo ratings yet
- Meenakshi Polymers 4M Change InspectionDocument4 pagesMeenakshi Polymers 4M Change InspectionKaran Malhi100% (1)
- CAPA Thread OutDocument80 pagesCAPA Thread OutRohtash fastnerNo ratings yet
- Poison Test PlanDocument29 pagesPoison Test PlanDinesh KumarNo ratings yet
- Audit ComplianceDocument1 pageAudit ComplianceNitin SharmaNo ratings yet
- Company Name: Quality Management System (QMS)Document1 pageCompany Name: Quality Management System (QMS)Sachin RamdurgNo ratings yet
- APQP Time Plan for 150 X 75 Steel Hollow SectionDocument4 pagesAPQP Time Plan for 150 X 75 Steel Hollow SectionRakesh PandeyNo ratings yet
- Process: Process Control Chart Chart No'Document1 pageProcess: Process Control Chart Chart No'AngelikaNo ratings yet
- SPC Study Shows Highly Capable ProcessDocument1 pageSPC Study Shows Highly Capable ProcessVenkateswaraa InsulationNo ratings yet
- Steps of Oil Well DrillingDocument13 pagesSteps of Oil Well DrillingAbdelrahman Genedy0% (1)
- Classification of HandtoolsDocument55 pagesClassification of Handtoolscynthia100% (4)
- FRM-WS-11 DWM Check Sheet (Weld SHP)Document2 pagesFRM-WS-11 DWM Check Sheet (Weld SHP)Ashok PanchalNo ratings yet
- Procedure For Set Up Approval, in Process & Final InspectionDocument7 pagesProcedure For Set Up Approval, in Process & Final InspectionRavi javaliNo ratings yet
- 4m Change Before After FormatDocument3 pages4m Change Before After FormatpsathishthevanNo ratings yet
- FR21-Esclation Flow With Time LimitDocument1 pageFR21-Esclation Flow With Time Limitkumar QANo ratings yet
- Chintamani Metal 4M Change SheetDocument6 pagesChintamani Metal 4M Change Sheetcmu qmsNo ratings yet
- Clause Wise Tutorials-7.1.4 Change Control ExplanationDocument2 pagesClause Wise Tutorials-7.1.4 Change Control ExplanationBharathNo ratings yet
- Kaizen - Esp02 221B4 DamperDocument4 pagesKaizen - Esp02 221B4 DamperRakesh Kumar Singh (Phase 1B)No ratings yet
- O J T Check SheetDocument1 pageO J T Check SheetabhishekNo ratings yet
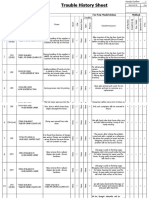
- Trouble HistoryDocument7 pagesTrouble HistoryShahzaibUsmanNo ratings yet
- Ilu Skill ChartDocument5 pagesIlu Skill ChartNavindran SubramaniamNo ratings yet
- Product Audit PlanDocument2 pagesProduct Audit PlanMUNENDRA SHAKYANo ratings yet
- PFD and Pqcs of Can Rear BreakDocument16 pagesPFD and Pqcs of Can Rear BreakVikas KashyapNo ratings yet
- 4488 Bowl DentDocument4 pages4488 Bowl DentRohit QualityNo ratings yet
- Moped Axle DEFECT MATRIXDocument2 pagesMoped Axle DEFECT MATRIXRohtash fastnerNo ratings yet
- QUALITY RATING sampleDocument2 pagesQUALITY RATING sampleRohtash fastnerNo ratings yet
- ZERO STOCKDocument3 pagesZERO STOCKRohtash fastnerNo ratings yet
- Copy of Packaging StdDocument1 pageCopy of Packaging StdRohtash fastnerNo ratings yet
- Calibration Plan InstrumentsDocument3 pagesCalibration Plan InstrumentsRohtash fastnerNo ratings yet
- COLLAR NUT DEFECT MATRIXDocument2 pagesCOLLAR NUT DEFECT MATRIXRohtash fastnerNo ratings yet
- COLOUR CODEDocument2 pagesCOLOUR CODERohtash fastnerNo ratings yet
- Counter MEASURE REPORT-13Document1 pageCounter MEASURE REPORT-13Rohtash fastnerNo ratings yet
- ODC TRACKINGDocument36 pagesODC TRACKINGRohtash fastnerNo ratings yet
- MSL Inspection and Testing Instrument/Machine Facility DetailsDocument2 pagesMSL Inspection and Testing Instrument/Machine Facility DetailsRohtash fastnerNo ratings yet
- Mohindra Stainless Correction ReportDocument1 pageMohindra Stainless Correction ReportRohtash fastnerNo ratings yet
- Mohindra Stainless Limited: Material Receiving ReportDocument10 pagesMohindra Stainless Limited: Material Receiving ReportRohtash fastnerNo ratings yet
- COLOUR CODEDocument2 pagesCOLOUR CODERohtash fastnerNo ratings yet
- Colour CodeDocument2 pagesColour CodeRohtash fastnerNo ratings yet
- Mohindra Stainless Coil Spec SheetDocument2 pagesMohindra Stainless Coil Spec SheetRohtash fastnerNo ratings yet
- Production MonthwiseDocument7 pagesProduction MonthwiseRohtash fastnerNo ratings yet
- Counter MEASURE REPORT-13Document1 pageCounter MEASURE REPORT-13Rohtash fastnerNo ratings yet
- Mohindra Stainless Correction ReportDocument1 pageMohindra Stainless Correction ReportRohtash fastnerNo ratings yet
- M/c OEE KPI targets vs actualsDocument16 pagesM/c OEE KPI targets vs actualsRohtash fastnerNo ratings yet
- Accident MonitoringDocument3 pagesAccident MonitoringRohtash fastnerNo ratings yet
- M/c OEE KPI targets vs actualsDocument16 pagesM/c OEE KPI targets vs actualsRohtash fastnerNo ratings yet
- DataDocument34 pagesDataRohtash fastnerNo ratings yet
- Defectwise quality reportDocument4 pagesDefectwise quality reportRohtash fastnerNo ratings yet
- Turret LatheDocument12 pagesTurret LatheK Nallathambi K NallathambiNo ratings yet
- Catalogo - Freudenberg - Simrit Aneis-OringsDocument91 pagesCatalogo - Freudenberg - Simrit Aneis-OringsDouglas GonçalvesNo ratings yet
- Deduplication Test CasesDocument3 pagesDeduplication Test Casessita rautelaNo ratings yet
- Appendix T - Weld Metal - Welding Procedure Specification Notch Toughness Verification Test - BNBC 2020 CommentaryDocument2 pagesAppendix T - Weld Metal - Welding Procedure Specification Notch Toughness Verification Test - BNBC 2020 CommentaryTarif Aziz MarufNo ratings yet
- Endurance Carbide CatalogDocument4 pagesEndurance Carbide CatalogAmy SalaskeNo ratings yet
- DPT 166Document1 pageDPT 166Sam RajaNo ratings yet
- S 275Document3 pagesS 275tnchsgNo ratings yet
- TDS Interseal 670Document4 pagesTDS Interseal 670RedzuanNo ratings yet
- Classification of Resin Bonding Agents Brewster Updated 2018Document1 pageClassification of Resin Bonding Agents Brewster Updated 2018proud08No ratings yet
- Working With AcrylicDocument26 pagesWorking With AcrylicHua Hidari YangNo ratings yet
- E-Comm Rates 15-6-2021Document3 pagesE-Comm Rates 15-6-2021ManojNo ratings yet
- Weld Decay Causes and Prevention (Kobelco Welding) PDFDocument1 pageWeld Decay Causes and Prevention (Kobelco Welding) PDFqueno1No ratings yet
- Masteremaco S 443 MsDocument3 pagesMasteremaco S 443 Msaruncg2No ratings yet
- Industrial Training Report ContentsDocument32 pagesIndustrial Training Report ContentsArtur SilvaNo ratings yet
- Separating Mixtures MethodsDocument1 pageSeparating Mixtures MethodsMinduliNo ratings yet
- PM304 ch1Document6 pagesPM304 ch1何英奇No ratings yet
- Paut Table 341.3.2 Below 25 MM ThicknessDocument2 pagesPaut Table 341.3.2 Below 25 MM Thicknessvijay vickyNo ratings yet
- DS - 426 - Epilux Solvent Free Novalac Epoxy CoatingDocument2 pagesDS - 426 - Epilux Solvent Free Novalac Epoxy CoatingRatish NairNo ratings yet
- Dissimilar WeldingDocument24 pagesDissimilar WeldingVishnupriya SunilNo ratings yet
- Building Material: Kasim Malek SirDocument26 pagesBuilding Material: Kasim Malek SirKasim MalekNo ratings yet
- Test 2 Sesi 2 2021 2022 Djj30113 SoalanDocument3 pagesTest 2 Sesi 2 2021 2022 Djj30113 SoalanMet PeterjackNo ratings yet
- A019520 ManufacturingDocument136 pagesA019520 ManufacturingMomNo ratings yet
- 15heat Treatment of SteelsDocument42 pages15heat Treatment of SteelsFrafyadNo ratings yet
- 17-4 PH Bar Data SheetDocument2 pages17-4 PH Bar Data SheetBryan KellyNo ratings yet
- Pipe Material and Deflection StandardsDocument3 pagesPipe Material and Deflection StandardsMelvin SanchezNo ratings yet
- Material Removal Processes (IM 213) : Arab Academy For Science, Technology, and Maritime TransportDocument22 pagesMaterial Removal Processes (IM 213) : Arab Academy For Science, Technology, and Maritime TransportNicolas EleftheriouNo ratings yet