You might also like
- Ok Part NG: (Vendor Non-Conformance Report)Document2 pagesOk Part NG: (Vendor Non-Conformance Report)BeLlCoNtInEnT MNo ratings yet
- Process SheetDocument8 pagesProcess SheetSuraj RawatNo ratings yet
- Error Proofing QSP-37 REV 00Document3 pagesError Proofing QSP-37 REV 00BRPLNo ratings yet
- F MR 20B 4M Criteria NewDocument4 pagesF MR 20B 4M Criteria NewBangali Singh100% (1)
- Roles & Responsibilities: Ref.: QAD-Annex-3 Page: 1 of 18 Rev.: 0 Date: 15.07.2017Document18 pagesRoles & Responsibilities: Ref.: QAD-Annex-3 Page: 1 of 18 Rev.: 0 Date: 15.07.2017DhinakaranNo ratings yet
- Surface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODDocument7 pagesSurface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODBALACHANDAR SNo ratings yet
- Manufacturing Process AuditDocument1 pageManufacturing Process AuditSachin Kumbhar100% (1)
- APQP Responsibility MatrixDocument3 pagesAPQP Responsibility MatrixSuraj RawatNo ratings yet
- Q411 - 8D ReportDocument13 pagesQ411 - 8D ReportAnandha VasanNo ratings yet
- Modele PDCA Adapté en 8DDocument6 pagesModele PDCA Adapté en 8DNedra DebbechNo ratings yet
- Skill CriteriaDocument1 pageSkill CriteriaDinesh Kumar100% (1)
- CAPA Incomplete Part MixDocument16 pagesCAPA Incomplete Part MixRohtash fastnerNo ratings yet
- Operator Observance SheetDocument2 pagesOperator Observance Sheetrajesh sharma100% (1)
- Guideline 4M Change MatrixDocument3 pagesGuideline 4M Change MatrixAman JasujaNo ratings yet
- 4M Change Monitoring SheetDocument1 page4M Change Monitoring SheetDinesh KumarNo ratings yet
- QMS Formats PDFDocument11 pagesQMS Formats PDFBhavin SukhadiyaNo ratings yet
- MACE Green Activity Timing PlanDocument1 pageMACE Green Activity Timing PlanshinuNo ratings yet
- 4M Change Management Matrix-Rane NSK-signedDocument1 page4M Change Management Matrix-Rane NSK-signednitin rathoreNo ratings yet
- Work Instruction For Handling Abnormal Situations: Impact On Product Impact-ProcessDocument1 pageWork Instruction For Handling Abnormal Situations: Impact On Product Impact-Processhow2belive100% (2)
- DWM, Chand Ram, PKTDocument13 pagesDWM, Chand Ram, PKTPrakash kumarTripathiNo ratings yet
- Formato 8DDocument2 pagesFormato 8DALEJANDRONo ratings yet
- SACL Supplier Facility Audit (Summary) : Not ApprovedDocument13 pagesSACL Supplier Facility Audit (Summary) : Not ApprovedShankar ChowdhuryNo ratings yet
- Defect Rate Monitoring: Part Name: Checked By: Part Number: Customer Month Approved byDocument6 pagesDefect Rate Monitoring: Part Name: Checked By: Part Number: Customer Month Approved byParthiban DNo ratings yet
- Internal Audit Check Sheet MaintDocument3 pagesInternal Audit Check Sheet MaintRamdas Paithankar100% (1)
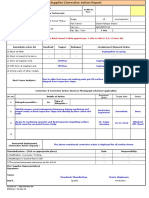
- VERIFICATION / CHECK POINTS (Implementation of Countermeasures in Process & Documentation With Date)Document1 pageVERIFICATION / CHECK POINTS (Implementation of Countermeasures in Process & Documentation With Date)amritanshuNo ratings yet
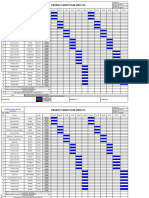
- Product Audit PlanDocument2 pagesProduct Audit PlanMUNENDRA SHAKYANo ratings yet
- Ppap For Neel MetalDocument40 pagesPpap For Neel MetalshuklahouseNo ratings yet
- Fr-scm-085 Packaging StandardDocument3 pagesFr-scm-085 Packaging StandardKaramjit SinghNo ratings yet
- 4-Panel Process FlowDocument4 pages4-Panel Process FlowkoalaboiNo ratings yet
- VSA Audit Preparation Plan: Legends Activity Planned Activity Done Activity PendingDocument1 pageVSA Audit Preparation Plan: Legends Activity Planned Activity Done Activity PendingrakeshNo ratings yet
- Corrective Actions For Not Ok Charcteristics: Months - July13Document1 pageCorrective Actions For Not Ok Charcteristics: Months - July13shobha shelarNo ratings yet
- 4M Change Management DefinitionDocument4 pages4M Change Management DefinitionManasi shindeNo ratings yet
- Bgl-Fm-Qa - Red Bin Analysis RuleDocument1 pageBgl-Fm-Qa - Red Bin Analysis RuleMohit SinghNo ratings yet
- Shriram Pistons & Rings LTD, Pathredi: Layered Audit Check Sheet Monthly (Plant Hod)Document5 pagesShriram Pistons & Rings LTD, Pathredi: Layered Audit Check Sheet Monthly (Plant Hod)deepak sharma100% (1)
- QP - NPD - 07 Procedure For Change ManagementDocument3 pagesQP - NPD - 07 Procedure For Change ManagementMASU BRAKE PADS QANo ratings yet
- LHPL-FMT-09 Break Down Hrs Monitoring Chart MTTR & MTBFDocument6 pagesLHPL-FMT-09 Break Down Hrs Monitoring Chart MTTR & MTBFDevendra SinghNo ratings yet
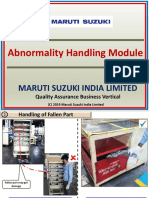
- Abnormal Handling Module (English Version)Document15 pagesAbnormal Handling Module (English Version)Mukesh Sharma Akshu67% (3)
- Red Bin AnalysisDocument5 pagesRed Bin AnalysisDINESHCHOUDHARY88No ratings yet
- Part Packing Standard: Sidhi International - Metalloys PVT - LTDDocument1 pagePart Packing Standard: Sidhi International - Metalloys PVT - LTDpulkit gargNo ratings yet
- Tharaj Castings PVT - ltd.-1st & 2nd Phase PresentationDocument58 pagesTharaj Castings PVT - ltd.-1st & 2nd Phase PresentationAnkur DhirNo ratings yet
- GST ReturnsDocument3 pagesGST ReturnsTru TaxNo ratings yet
- Internal Audit Check List MRDocument3 pagesInternal Audit Check List MRGanesh Iyer100% (1)
- 8 D For ShrinkageDocument6 pages8 D For ShrinkageSachin KumbharNo ratings yet
- D10414410A CP Rev 00Document21 pagesD10414410A CP Rev 00Suraj RawatNo ratings yet
- SKILL MATRIX StaffDocument3 pagesSKILL MATRIX StaffMAHIPAL baseraNo ratings yet
- Hansvahini Auto Interior Pvt. LTD: Hazard Identification and Risk AssessmentDocument6 pagesHansvahini Auto Interior Pvt. LTD: Hazard Identification and Risk AssessmentAtul SharmaNo ratings yet
- Inventory Costing1Document28 pagesInventory Costing1amity_acelNo ratings yet
- Skill Required Skill Required Skill Required Skill Required Skill Required Skill RequiredDocument2 pagesSkill Required Skill Required Skill Required Skill Required Skill Required Skill RequiredRavi YadavNo ratings yet
- Ipc & Ipp Logbook or FlowDocument8 pagesIpc & Ipp Logbook or FlowKaran Malhi100% (1)
- SPC Check SheetDocument10 pagesSPC Check Sheetambikaamjv2400No ratings yet
- JH - Why-Why Training ModuleDocument24 pagesJH - Why-Why Training Moduleshariq warsiNo ratings yet
- MINI DOJO Planning Sheet: W1 W2 W3 W4 W1 W2 W3 W4 W1 W2 W3 W4Document2 pagesMINI DOJO Planning Sheet: W1 W2 W3 W4 W1 W2 W3 W4 W1 W2 W3 W4Karan MalhiNo ratings yet
- FRM-WS-11 DWM Check Sheet (Weld SHP)Document2 pagesFRM-WS-11 DWM Check Sheet (Weld SHP)Ashok PanchalNo ratings yet
- Rtment Billing-1Document6 pagesRtment Billing-1Benita Hikes100% (3)
- MP CP SheetDocument9 pagesMP CP Sheetutility&oxygen PoolNo ratings yet
- Tariffs and Trade BarriersDocument7 pagesTariffs and Trade BarriersVara PrasadNo ratings yet
- Contemporary World ReportDocument7 pagesContemporary World ReportCathlyn Galang80% (5)
- Data Pelaku Pengelolaan InvestasiDocument1,961 pagesData Pelaku Pengelolaan InvestasiTata Ketet0% (2)
- 5S TrainingDocument29 pages5S TrainingponNo ratings yet
- Handicrafts Key Facts: Home About Us Feedback Contact Us Site MapDocument4 pagesHandicrafts Key Facts: Home About Us Feedback Contact Us Site Map1kashmirNo ratings yet
- CAPA Rust ProblemDocument2 pagesCAPA Rust ProblemMohit SinghNo ratings yet
- Chintamani Metal Udhoy Pvt. Ltd. 4M Change BoardDocument6 pagesChintamani Metal Udhoy Pvt. Ltd. 4M Change Boardcmu qmsNo ratings yet
- 43.8D - 20456 - Cyl Bottom - Thread Perpendicular IssueDocument4 pages43.8D - 20456 - Cyl Bottom - Thread Perpendicular IssueVasanth KumarNo ratings yet
- Set-Up Approval Report-Separator LowerDocument2 pagesSet-Up Approval Report-Separator Lowerswaran autoqaNo ratings yet
- FIR-garments PDFDocument4 pagesFIR-garments PDFTarun PariharNo ratings yet
- MACE Formats 1Document46 pagesMACE Formats 1Ashish VaidNo ratings yet
- Sandhar Components, Bawal Matrix For Abnormal Situation For Paint ShopDocument1 pageSandhar Components, Bawal Matrix For Abnormal Situation For Paint Shoplalit rohillaNo ratings yet
- 1569974603267g4SdkiBXnw22cLKZ PDFDocument4 pages1569974603267g4SdkiBXnw22cLKZ PDFSelvarathnam MuniratnamNo ratings yet
- New JerseyDocument13 pagesNew JerseyDeep PadhNo ratings yet
- Managerial EconomicsDocument10 pagesManagerial EconomicsDipali DeoreNo ratings yet
- Scand 360 Quiz 7 1Document3 pagesScand 360 Quiz 7 1api-522855390No ratings yet
- GK Today Feb 2018Document113 pagesGK Today Feb 2018admiralninjaNo ratings yet
- Bank MandiriDocument1 pageBank MandiriBarry YsrnrNo ratings yet
- Summary of Quantities: Office of The Regional DirectorDocument1 pageSummary of Quantities: Office of The Regional DirectorReadian FedelinNo ratings yet
- Writing - Report IeltsDocument6 pagesWriting - Report IeltsJoseNo ratings yet
- New Authority To Travel (September 2019)Document4 pagesNew Authority To Travel (September 2019)Meach CallejoNo ratings yet
- Sample Import TemplateDocument5 pagesSample Import TemplateAMMAR REHMANINo ratings yet
- Jaypee InfraDocument8 pagesJaypee InfraArshit AgarwalNo ratings yet
- Nicolae & Sabina (2010)Document7 pagesNicolae & Sabina (2010)Gabriel Luiz Freitas AlmeidaNo ratings yet
- Lesson 2 - Defining of Development Economics (First Part)Document16 pagesLesson 2 - Defining of Development Economics (First Part)Rose RaboNo ratings yet
- PCSSD Millage Special ElectionDocument1 pagePCSSD Millage Special ElectionPreston LewisNo ratings yet
- CanonsDocument5 pagesCanonssyeda ayeshaNo ratings yet
- TRANSACTIONDocument127 pagesTRANSACTIONNikhil DevdharNo ratings yet
- 2012-13 Budget Page 998Document1 page2012-13 Budget Page 998Jim CoxNo ratings yet
- General Environmental Law KUWAITDocument9 pagesGeneral Environmental Law KUWAITFahadAlNo ratings yet
- Air Line Industry Business EthicsDocument18 pagesAir Line Industry Business EthicsSameer SawantNo ratings yet
- 01.1S-POC Deferral LetterDocument3 pages01.1S-POC Deferral LetterH.I.M Dr. Lawiy ZodokNo ratings yet
- Corp SolsDocument90 pagesCorp Solssayray55100% (1)
- Key Differences Between Sole Proprietorship and Joint Hindu Family Firm - A Comparison ChartDocument6 pagesKey Differences Between Sole Proprietorship and Joint Hindu Family Firm - A Comparison ChartVarun KocharNo ratings yet
- Sample PaperDocument5 pagesSample Papervenika.batrviiiNo ratings yet